



 industry
industrySimilar presentations:










Технологический процесс выполнения детали «Вал»
1.
Технологическийпроцесс выполнения
детали «Вал»
Бригада №2 - гр. ТМ 1.23 АУ ПО НПК
2.
Введение1.
Выбор материала
2.
Определить тип обработки, и необходимые инструменты
3.
Выбор оборудования
4.
Маршрут обработки детали
5.
Расчет припуска, размеров и режимов резания
6.
Создать заготовку в КОМПАСЕ
7.
Сделать обработку в SOLID CAM
8.
Создать отчет в Word
3.
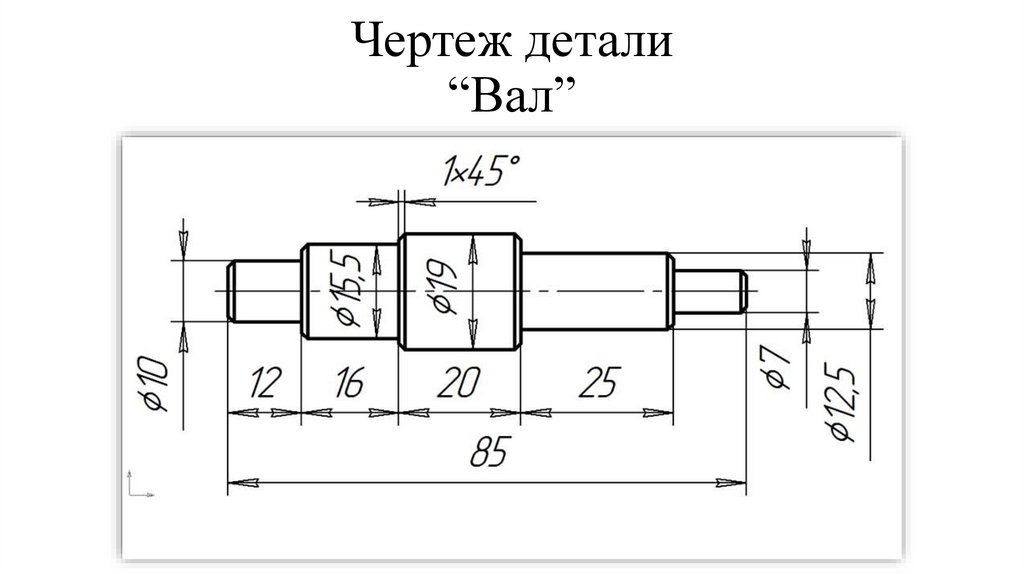
Чертеж детали“Вал”
4.
Технологичность детали «Вал»• Деталь имеет простую ступенчатую форму которая позволяет
выполнить ее с меньшими затратами времени и материала.
• Поверхности его легко обрабатываются на токарном станке, за
счет чего имеет большую технологичность.
• Деталь вал может обрабатываться специалистами даже
минимального разряда
5.
Выбор материала• Сталь 40Х ГОСТ4543- 2016
• Сталь 40Х – конструкционная легированная хромистая. Содержит менее 1,5% хрома и 0,4%
углерода.
• Прочность и большая степень твёрдости (217 Мпа). Изделия из неё способны нести
большие нагрузки и не разрушаться.
• Стойкость к коррозии благодаря введению в состав хрома
• Плотность 7820 кг/м3
6.
ОборудованиеСтанки ЧПУ:
Токарный ПРОТОН Т160
Характеристика:
Максимальный диаметр обработки - ⌀ 160 мм
Максимальная длина обработки - 300 мм
Максимальный проворачиваемые диаметр над
станиной - ⌀ 500 мм
Максимальный проворачиваемый диаметр над
суппортом - ⌀ 300 мм
Класс точности по ГОСТ 8-82-П
7.
Расчет припускаДлина заготовки – 87 мм
Ø Размер заготовки – 21 мм
Длина вала – 85 мм
Ø Размер вала – 19 мм
Z=A0 – Aa
87-85=2 мм.
21-19=2 мм.
t = (D-d)/2
2/2=1 мм.
2/2=1 мм.
8.
Выборка инструмента• DCLNR1616H09
9.
Типовой маршрут обработки1.
Установить и закрепить заготовку в трех кулачковый патрон
2.
Закрепить в станок инструмент точения
3.
Центрировать заготовку
4.
Заторцевать поверхности
5.
Проточить заготовку
6.
Снять фаски
7.
Закончить работу на станке
8.
Проверить действительные размеры детали