











 3D CAD-системы, основанные на дереве построения модели")
 3D CAD-системы, основанные на прямом моделировании")







 industry
industrySimilar presentations:


")







Лекция 2. Методики автоматизированного проектирования технологических процессов
1. Лекция 2 МЕТОДИКИ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Системы автоматизированногопроектирования электронных средств
Часть 2
Лекция 2
МЕТОДИКИ АВТОМАТИЗИРОВАННОГО
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
2. Вопросы :
1 Типовые решения в САПР технологическихпроцессов
2 Виды технологических процессов
3 Методики автоматизированного проектирования
технологического процесса
4 Метод прямого проектирования
5 Метод анализа
6 Алгоритм автоматизированного проектирования
ТП в САПР ТехноПро
7 Метод синтеза в САПР технологических процессов
3. Вопросы :
8 Современные технологии автоматизациипроектирования
9 Интеллектуальная автоматизация проектирования
технологических процессов
4. Вопрос 1. Типовые решения в САПР технологических процессов
5.
Особенности проектирования ТП1. Многовариантность проектных решений
2. Слабая формализация многих проектных задач
Задачи формального расчетного
характера при проектировании ТП
- расчет припусков и межпереходных размеров;
- расчет режимов резания;
- нормирование технологического процесса.
решения принимают в результате выбора из
известных типовых решений.
6.
Типовые решения в ТПТиповые решения – это основа формализации для решения
задач неформального характера при проектировании
технологических процессов с помощью компьютера.
Алгоритм выбора решений:
1) каким-либо образом описывается весь набор типовых
решений,
2) описывается набор условий, при которых может быть
применено каждое из них.
(эти данные описываются заранее в виде базы данных и
вводятся в компьютер).
3) при разработке ТП в компьютер вводятся некоторые
исходные данные по детали.
4) проверяется соответствие исходных данных условиям
применимости типовых решений.
7.
Виды типовых решений :1) локальные типовые решения (ЛТР) и
2) полные типовые решения (ПТР).
ЛТР относятся к частным технологическим
задачам, определяющим лишь некоторую часть
(элемент) проектируемого технологического
процесса.
ПТР охватывают весь (полный, логически
завершенный) круг решаемых задач.
(Примером полного типового решения является
типовой технологический процесс)
8.
Иерархические уровнитехнологического проектирования
1.Разработка принципиальной схемы
технологического процесса
(последовательность этапов укрупненных
операций).
2.Проектирование технологического маршрута
сборки или обработки.
3.Разработка управляющих программ для РТК.
9. Вопрос 2 Виды технологических процессов
10.
Виды технологических процессовВ зависимости от условий изготовления объекта и его
особенностей :
1) - единичные,
2) - типовые и
3) - групповые
- единичные технологические процессы устанавливают
на изделия одного наименования, типоразмера и
исполнения, независимо от типа производства;
- типовые технологические процессы устанавливаются на
группу изделий с общими конструктивными признаками;
- групповые технологические процессы устанавливают на
конструктивно и технологически схожие изделия
11.
Типовые технологические процессы(профессор А.А.Соколовский)
Идея типизации заключается в классификации деталей
по конструктивно – технологическим признакам:
форме, размерам, точности и т.д.
Конечная цель классификации – установление
принадлежности детали к определенному типу, т.е. к
совокупности деталей, имеющих в данных
производственных условиях общую структуру операций
и переходов.
Технологический процесс обработки конкретной детали
получается из типового путем исключения лишних
операций и переходов обработки отсутствующих
поверхностей.
12.
Доработка типового технологическогопроцесса
1 уточнение технологического оснащения
(оборудования, приспособлений,
инструментов);
2 перерасчет межпереходных размеров;
3 выбор (расчет) режимов резания;
4 выбор и расчет норм времени
13.
Групповые технологические процессы(профессор С.П.Митрофанов)
1) классификация, заканчивающаяся формированием
группы, т.е. совокупности деталей,
характеризующихся общностью оборудования и
оснащения, необходимых для обработки детали в
целом или отдельных ее поверхностей.
2) уточнения общих поверхностей с комплексной
деталью группы и выбора из группового
технологического процесса только тех операций и
переходов, которые необходимы для обработки
поверхностей заданной детали.
3) Доработка индивидуального технологического
процесса (аналогично типовому ТП)
14. Вопрос 3 Методики автоматизированного проектирования технологического процесса
15.
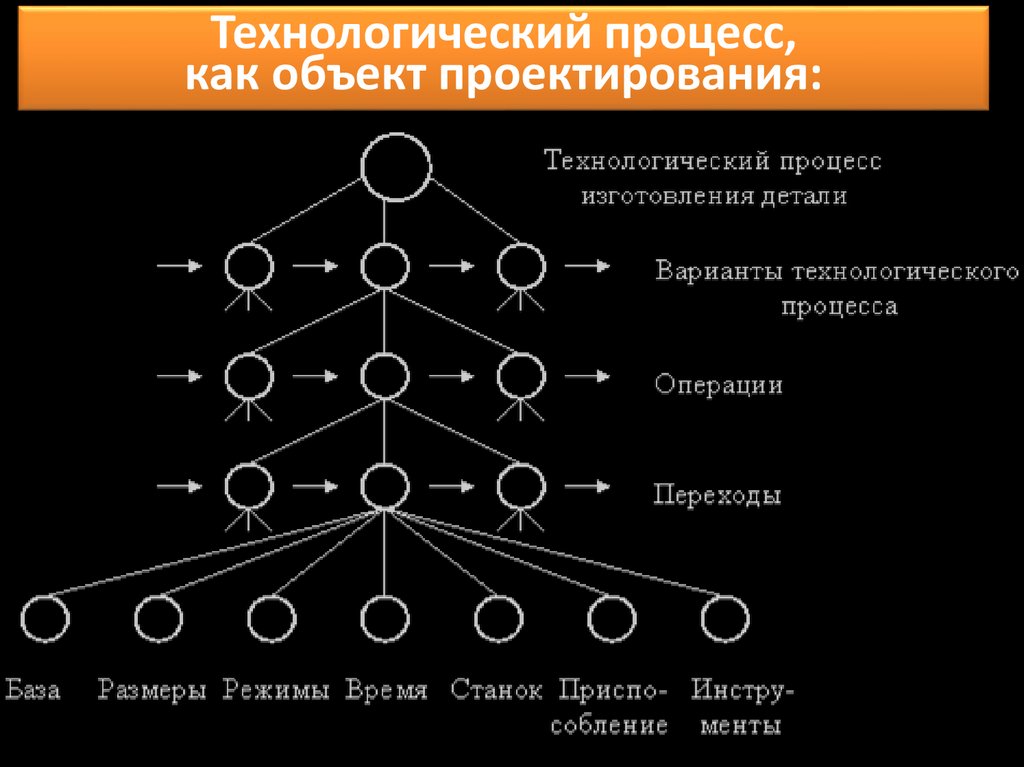
Технологический процесс,как объект проектирования:
16.
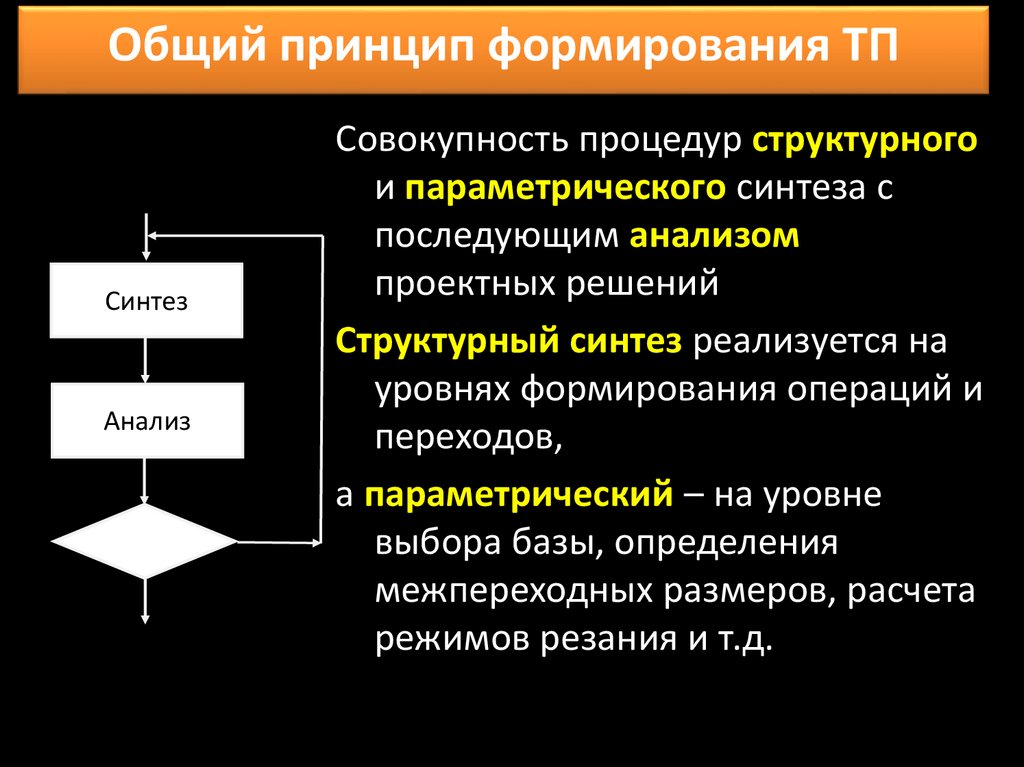
Общий принцип формирования ТПСинтез
Анализ
Совокупность процедур структурного
и параметрического синтеза с
последующим анализом
проектных решений
Структурный синтез реализуется на
уровнях формирования операций и
переходов,
а параметрический – на уровне
выбора базы, определения
межпереходных размеров, расчета
режимов резания и т.д.
17.
Методики автоматизированногопроектирования технологического
процесса
1. Метод прямого проектирования
(документированного).
2. Метод анализа (адресации, аналога).
3. Метод синтеза.
4. Комбинированные методы
18. Вопрос 4 Метод прямого проектирования
19.
Метод прямого проектированияСуть:
подготовка проектного документа (технологической
карты) возлагается на самого пользователя,
выбирающего типовые решения различного
уровня из базы данных в диалоговом режиме.
20.
Алгоритм проектирования1) Заранее создается и заполняется технологическая
база данных, включающая в себя информацию об
имеющихся на предприятии заготовках, станках,
приспособлениях, инструментах и т.д.
2) Пользователю представляются меню на разных
уровнях проектирования для выбора заготовок,
операций, станков, приспособлений, переходов,
инструментов и т.д.
Выбранная информация автоматически заносится в
графы и строки шаблона технологической карты.
3) В режиме редактирования информация при
необходимости может редактироваться,
4) Печать ТД в форме, предусмотренной
соответствующим НТД (ГОСТ, СТБ и т.п.).
21. Вопрос 5 Метод анализа
22.
Метод анализаСуть:
Структура индивидуального технологического процесса
не создается заново. Она определяется в соответствии
с составом и структурой одного из унифицированных
технологических процессов, т.е. соответствующего
типового или группового технологического процесса.
Это осуществляется путем анализа необходимости
каждой операции и перехода с последующим
уточнением всех решений на уровнях декомпозиции
«сверху – вниз».
Метод воплощает идею «от общего к частному».
Метод анализа является основным методом
автоматизированного проектирования ТП
23.
Алгоритм проектирования1) ввод описания чертежа детали
2) определение конструктивно – технологического кода
детали
3) поиск по коду в базе данных приемлемого
унифицированного (типового или группового)
технологического процесса
4) анализ структуры ТП
5) доработка ТП в соответствии с описанием чертежа
детали
6) оформление индивидуального технологического
процесса.
24.
Особенности применения метода:предполагает большую подготовительную работу.
Из множества деталей заводской номенклатуры
формируются группы, имеющие общие конструктивно
– технологические признаки, способы обработки.
Существует два подхода к формированию ТП
25.
Особенности применения метода:Существует два подхода к формированию ТП:
1) В каждой группе выбирается деталь – представитель
и для нее разрабатывается типовой технологический
процесс (ТПП).
- Все ТПП для всех групп деталей заносятся в
компьютер.
- При разработке индивидуального ТП из ТПП, как
правило, исключаются лишние операции и переходы.
- Иногда недостающие операции и переходы могут
добавляться в режиме ручного редактирования ТП.
- Уточняется оборудование, технологическая оснастка,
выбираются или рассчитываются режимы резания,
рассчитываются нормы времени. (параметрическая
настройка)
26.
Особенности применения метода:Существует два подхода к формированию ТП:
2) Для каждой группы формируется обобщенная модель
всех деталей – комплексная деталь. Она включает все
многообразие поверхностей рассматриваемой группы.
- Для комплексной детали разрабатывается
унифицированный (групповой) ТП. Он заведомо является
избыточным, т.е. содержит операции и переходы по
обработке всех деталей группы.
- Разработка индивидуального ТП заключается в анализе
необходимости включения в него операций и переходов из
соответствующего группового ТП.
- Затем выполняется, как и в первом случае, так
называемая параметрическая настройка: уточнение
оборудования, технологической оснастки, выбор или
расчет режимов резания и т.д.
27.
Достоинства метода:1) метод не нарушает существующей специализации и
традиций производственных подразделений,
2) упрощает процесс проектирования,
3) не требует трудноформализуемых процедур синтеза
новых технологических процессов.
28. Вопрос 6. Алгоритм автоматизированного проектирования ТП в САПР ТехноПро
29.
Алгоритм проектирования ТП в ТехноПроВ САПР «ТехноПро» (распространяется АО «Топ
Системы», г. Москва) применен метод
классификации деталей, аналогичный методу
групповых технологических процессов
30.
Алгоритм проектирования ТП в ТехноПро1. Предварительный этап:
необходимо создать базу данных.
необходимо сгруппировать детали, в основном по
сходству технологии их изготовления. При этом для
каждой группы создается общий технологический
процесс (ОТП), который содержит весь перечень
операций изготовления всех деталей группы.
Для создания ОТП используются ТП, уже освоенные в
производстве.
Можно использовать «бумажные» варианты ТП с
последующим их «превращением» в электронный
вариант или конкретные ТП, созданные в ходе
работы с ТехноПро в диалоговом режиме.
31.
2. Создание общего технологическогопроцесса :
1) Один из ТП группы принимается за базовый и
вводится в виде ОТП (можно скопировать один из
конкретных
технологических
процессов
(КТП),
созданных в ходе работы в ТехноПро в диалоговом
режиме).
2) В него добавляются недостающие операции и
переходы из других ТП (конкретных технологических
процессов).
3) При добавлении выявляются признаки, в
зависимости от которых необходимо выбирать ту или
иную операцию, переход или маршрут. Проверка
каждого из признаков вносится в виде условий в базу
ТехноПро.
32.
3. Автоматическое проектированиеиндивидуальных технологических процессов :
1) создается описание конструкции детали, для которой
необходимо спроектировать ТП ее обработки:
– (считать автоматически) с электронной версии
параметрического чертежа детали, созданного посредством
системы геометрического моделирования
T – FLEX CAD;
– (интерактивно) вводя необходимые данные с клавиатуры.
– (по шаблону) можно скопировать подобную деталь из уже
имеющихся в базе системы конкретных ТП или скопировать
макет общего технологического процесса
Описание чертежа детали заключается в заполнении:
–общих сведений о детали (данные из штампа и
технические требования чертежа)
– параметров элементов конструкции (поверхностей),
имеющихся на чертеже детали.
33.
3. Автоматическое проектированиеиндивидуальных технологических процессов :
2) Детали назначается ОТП соответствующей группы деталей
и запускается процесс автоматического формирования ТП:
– выбирает из назначенного ОТП операции и переходы,
необходимые для изготовления каждого элемента
конструкции детали и переносит их в конкретный ТП.
– из выбранного перечня система отбрасывает операции и
переходы, обеспечивающие лучшее качество изготовления
поверхностей детали по сравнению с указанными
требованиями на чертеже.
3) Система отбрасывает из КТП операции и переходы, в
которых условия их выбора не выполнены
4) ТехноПро производит расчеты, имеющиеся в условиях
оставшихся операций и переходов
34.
3. Автоматическое проектированиеиндивидуальных технологических процессов :
5) Система ТехноПро рассчитывает технологические
размерные цепи с учетом значений припусков, указанных в
переходах ОТП.
6) Система выполняет условия подбора технологического
оснащения операций и переходов и выполняет имеющиеся в
этих условиях расчеты режимов обработки и норм
изготовления
7) Система формирует тексты переходов, заменяя
имеющиеся в них параметры на конкретные значения.
Значения параметров выбираются в зависимости от типа
выполняемой обработки – предварительной или
окончательной
Создавая ОТП и условия, технолог «обучает» ТехноПро
проектированию ТП конкретного (своего) производства.
35. Вопрос 7. Метод синтеза в САПР технологических процессов
36.
Метод синтезаВ основе метода синтеза лежат локальные типовые
решения.
Алгоритмы построения САПР на основе метода синтеза
существенно отличаются друг от друга.
Причины:
1. Процедуры разработки (синтеза) ТП относятся к разряду
трудноформализуемых.
2. Ряд САПР, построенных по методу синтеза,
ориентированы на проектирование ТП изготовления
деталей определенного класса (например, «тел
вращения»).
3. С целью исключения циклов при разработке технологии и
обеспечения линейной стратегии проектирования
некоторые разработчики САПР отошли от классической
схемы проектирования ТП «маршрут–операция–переход» …
37.
Реализация линейной стратегиипроектирования в САПР технологических
процессов
(версия кафедры «Технология машиностроения»
Ярославского государственного технического университета)
1.
2.
3.
4.
5.
6.
7.
Ввод описания чертежа детали.
Синтез маршрутов (планов) обработки для всех
поверхностей детали.
Синтез принципиальной схемы технологического
процесса.
Синтез маршрута обработки детали.
Синтез состава и структуры операций технологического
процесса.
Доработка технологического процесса (расчет режимов
резания, нормирование).
Оформление документации.
38.
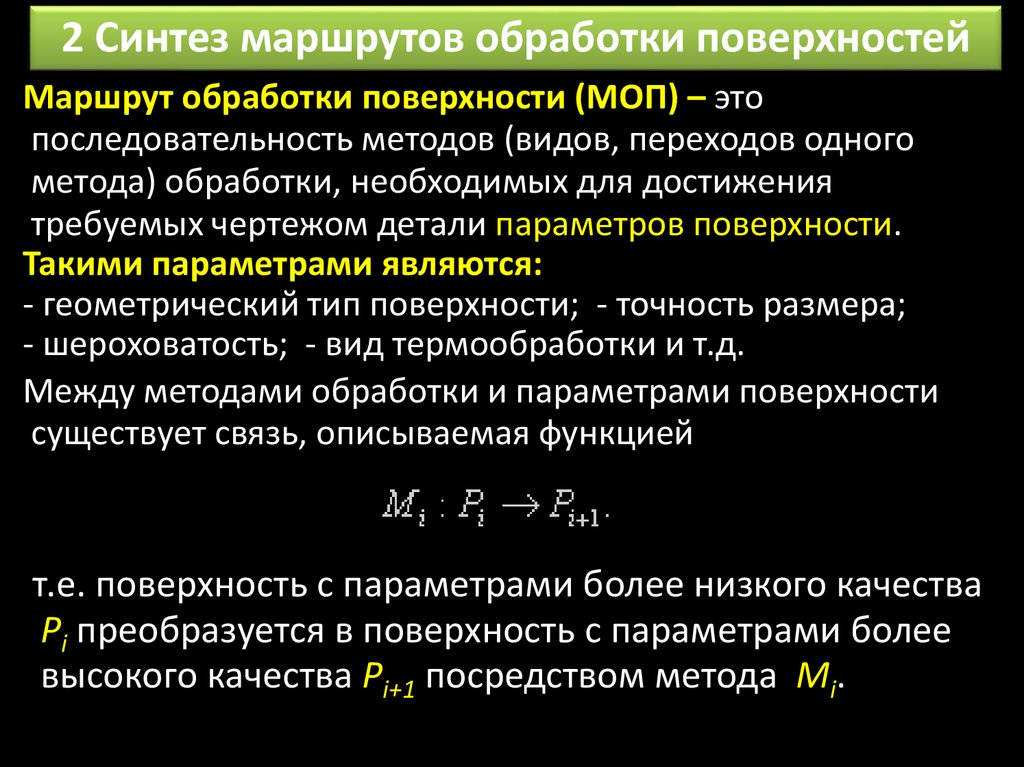
2 Синтез маршрутов обработки поверхностейМаршрут обработки поверхности (МОП) – это
последовательность методов (видов, переходов одного
метода) обработки, необходимых для достижения
требуемых чертежом детали параметров поверхности.
Такими параметрами являются:
- геометрический тип поверхности; - точность размера;
- шероховатость; - вид термообработки и т.д.
Между методами обработки и параметрами поверхности
существует связь, описываемая функцией
т.е. поверхность с параметрами более низкого качества
Pi преобразуется в поверхность с параметрами более
высокого качества Pi+1 посредством метода Mi.
39.
2 Синтез маршрутов обработки поверхностейЛюбая последовательность дуг графа, приводящая из
вершины, характеризующей поверхность заготовки, в
вершину , соответствующую поверхности детали,
представляет собой вариант МОП.
Количество возможных методов обработки и МОП
очень велико. На конкретном предприятии оно
ограничивается возможностями существующего
оборудования. Это сокращает количество
альтернативных МОП, но проблема (задача) выбора
конкретного МОП для конкретной поверхности
остается.
Большинство алгоритмов назначения возможных
МОП в САПР ТП строится на основе таблиц
соответствий.
40.
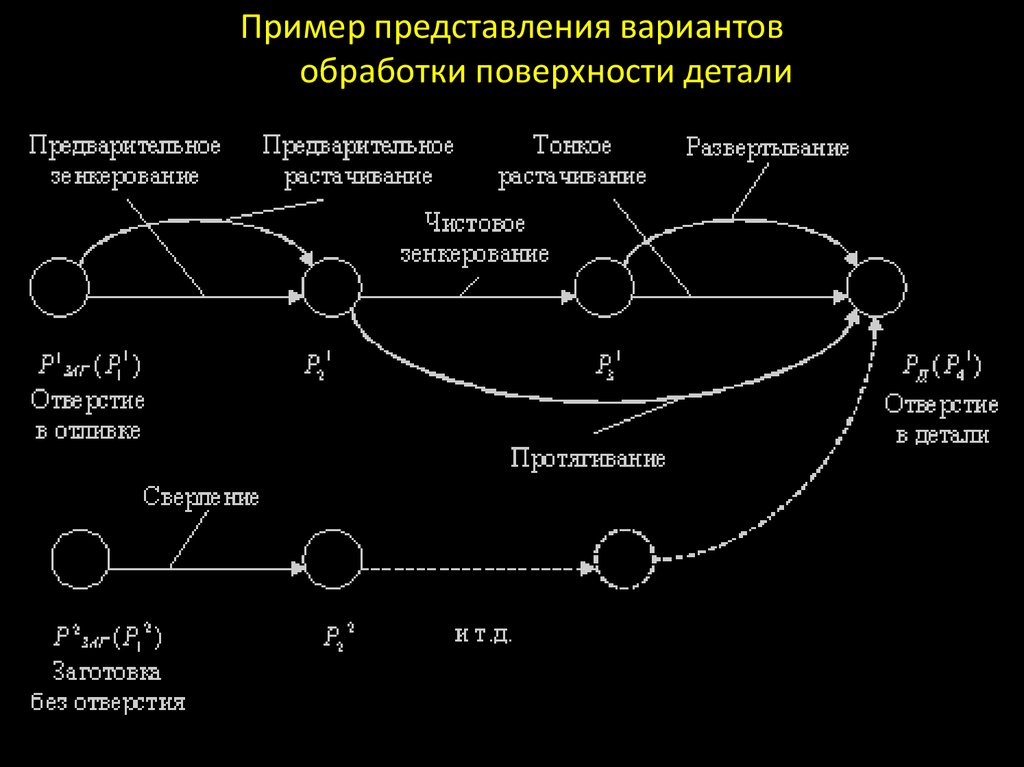
Пример представления вариантовобработки поверхности детали
41.
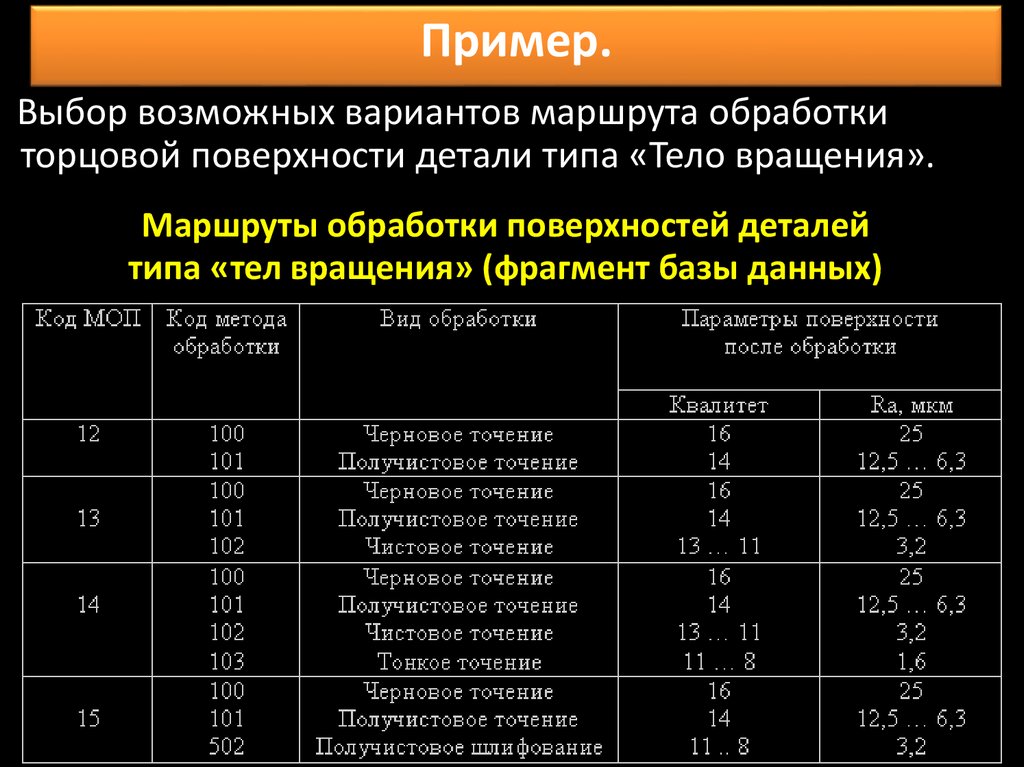
Пример.Выбор возможных вариантов маршрута обработки
торцовой поверхности детали типа «Тело вращения».
Маршруты обработки поверхностей деталей
типа «тел вращения» (фрагмент базы данных)
42.
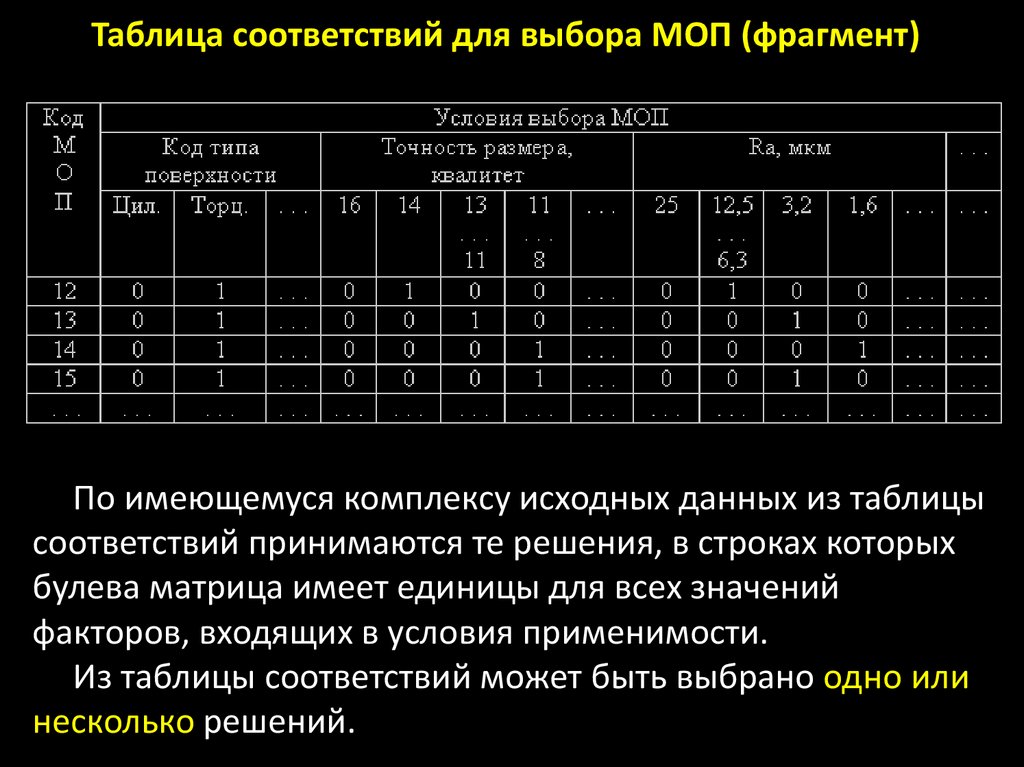
Таблица соответствий для выбора МОП (фрагмент)По имеющемуся комплексу исходных данных из таблицы
соответствий принимаются те решения, в строках которых
булева матрица имеет единицы для всех значений
факторов, входящих в условия применимости.
Из таблицы соответствий может быть выбрано одно или
несколько решений.
43.
Результаты синтеза МОП детали «Втулка»44.
3 Синтез принципиальной схемы ТПВ базе данных хранится принципиальная схема,
разбивающая будущий технологический процесс на
последовательность отдельных этапов обработки.
Наличие принципиальной схемы позволяет вести
проектирование ТП в порядке, обратном изготовлению
детали, т.е. от заключительных этапов с известных из
чертежа параметров детали, к черновым этапам,
заканчивая выбором размеров и формы заготовки.
Принципиальная схема ТП построена на основе
анализа обработки деталей различных классов с учетом
возможных комбинаций термической и последующей
механической обработки. Универсальная
принципиальная схема, разработанная Цветковым В.Д.
состоит из 13 этапов:
45.
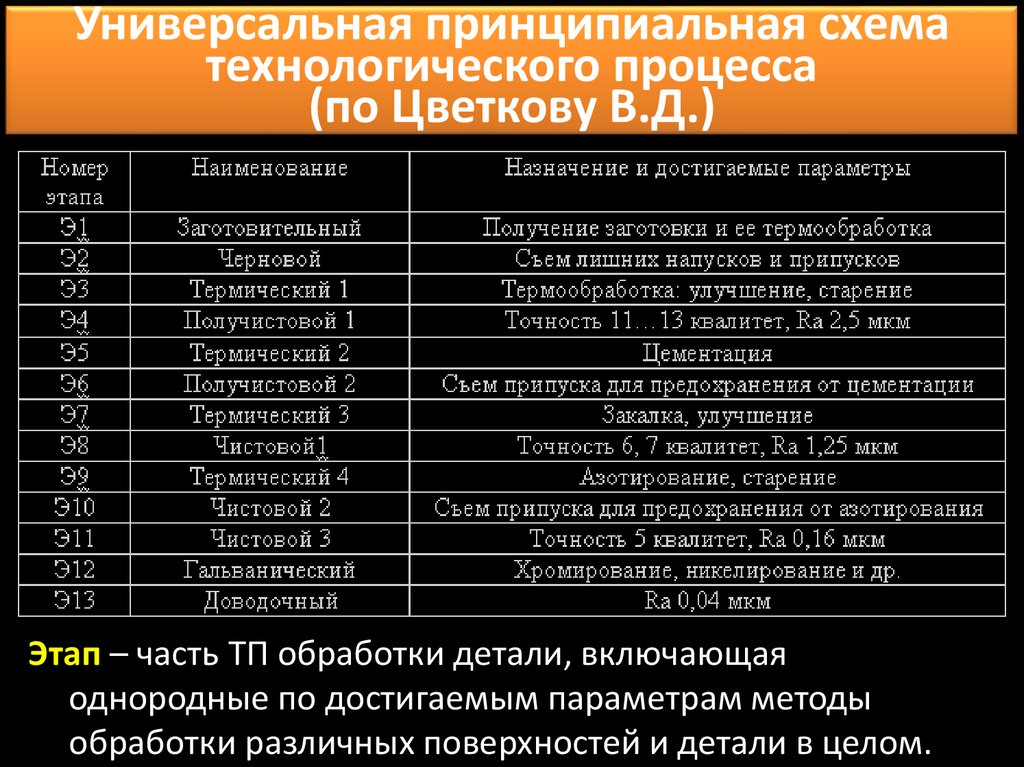
Универсальная принципиальная схематехнологического процесса
(по Цветкову В.Д.)
Этап – часть ТП обработки детали, включающая
однородные по достигаемым параметрам методы
обработки различных поверхностей и детали в целом.
46.
Универсальная принципиальная схематехнологического процесса
(по Цветкову В.Д.)
С помощью условий принципиальной схемы
анализируется необходимость при обработке детали
каждого из 13 этапов, и выявляются те переходы из
выбранных ранее в каждом МОП, которые должны быть
выполнены на данном этапе.
Отнесение переходов МОП и самих промежуточных
поверхностей к этапам принципиальной схемы ТП
производится путем сравнения параметров поверхности
заготовки и детали, обеспечиваемых переходом МОП, с
параметрами, характеризующими один из 13 этапов схемы
(выбирается самый близкий этап).
В результате распределения переходов по этапам
каждый этап будет содержать переходы одного или разных
методов обработки с одинаковыми (или близкими)
параметрами точности, шероховатости и т.д.
47.
4 Синтез маршрута обработки деталиИсходные данные:
1. Полученная ранее структура принципиальной схемы
этапов ТП.
2. Сформированный набор методов – переходов одного
или разных МОП в каждом этапе.
Каждый переход записан в памяти компьютера в
промежуточные массивы в виде многоразрядного кода. Этот
код состоит из номера получаемой поверхности и кода
метода обработки.
Например, код 31101 означает:
3 – третья поверхность детали;
1 – первое промежуточное состояние этой поверхности;
101 – метод обработки, в результате которого данное
промежуточное состояние достигнуто.
Код метода обработки определяет код применяемого
оборудования.
48.
4 Синтез маршрута обработки деталиПри формировании маршрута обработки детали
решаются следующие задачи:
1. Определяется состав операций.
2. Укрупненные операции дифференцируются на
простые.
3. Формируется последовательность операций на
каждом этапе.
4. Выбирается тип оборудования для каждой операции.
49.
4 Синтез маршрута обработки деталиСпособы решения:
1) Расчленение исходного набора переходов этапа на
укрупненные операции выполняются программным
модулем, представляющим собой процедуру
сортировки кодов отобранных в этап переходов по
признаку типа оборудования.
2) Дифференциация операций осуществляется путем
определения их рационального состава и
последовательности обработки.
50.
4 Синтез маршрута обработки деталиАлгоритмы основаны на анализе отношений между
поверхностями детали:
- наложения, когда одна поверхность расположена на другой
и поэтому не может быть обработана раньше;
- точности взаимного расположения, когда в первую очередь
должна быть обработана базовая поверхность, и только
затем поверхности, точности взаимного расположения
которых заданы относительно данной базовой поверхности
и т.д.
3) Формирование последовательности операций
выполняется путем выявления признаков технологической
совместимости и предшествования.
Две операции попарно совместимы, если состояние детали
на выходе одной операции может быть исходной для другой.
Источником информации для выбора оборудования
являются технологические признаки кода перехода.
51.
5 Синтез состава и структуры операцийЗадача данного уровня декомпозиции проектирования
состоит в том, чтобы
определить оптимальную последовательность
переходов, рациональную форму, окончательные и
промежуточные размеры заготовки.
Поиск (синтез) оптимальной операции включает в себя
две задачи:
1. Структурную оптимизацию – создание оптимальной
структуры операции (элементов системы, порядка
выполнения переходов).
2. Параметрическую оптимизацию – определение
оптимальных параметров (припусков и
межпереходных размеров, режимов резания).
52.
Структурная оптимизацияперебор конечного множества вариантов, состоящий из
трех этапов:
1. Собственно синтез очередного варианта.
2. Анализ (оценка) варианта.
3. Принятие решения о замене ранее выбранного
варианта на новый вариант или о прекращении
синтеза новых вариантов.
Для оценки уровня создаваемых вариантов вводится
целевая функция, выражающая качество варианта.
Она формируется на основе критерия
оптимальности, в качестве которого могут
выступать:
• технологическая себестоимость детали (операции);
• производительность операции и т.д.
53.
6 Доработка технологического процессаопределение режимов резания и нормирование
технологического процесса.
Способы определения:
1. Выбор нормативных значений режимов резания из
базы данных по известному набору исходных данных
(точности, шероховатости, материала заготовки и т.д.).
2. Решение задачи параметрической оптимизации
режимов резания методом линейного программирования
для случая использования степенных зависимостей.
3. Решение задачи параметрической оптимизации
режимов резания методами нелинейного
программирования (в случае прямого использования
нелинейных зависимостей для ограничений и целевых
функций).
54.
7 Оформление документацииВся рассчитанная и хранящаяся в разных промежуточных
массивах технологическая информация сводится в
единый документ – маршрутную или операционную
технологическую карту.
Шаблоны этих карт содержатся в составе постоянной
информации базы данных
55. Вопрос 8. Современные технологии автоматизации проектирования
56.
Современные технологииавтоматизации проектирования :
1) 3D CAD-системы, основанные на дереве построения
модели.
2) 3D CAD-системы, основанные на прямом
моделировании.
3) 3D CAD-системы, основанные на синхронной
технологии проектирования.
57. 1) 3D CAD-системы, основанные на дереве построения модели
Это решения с деревом построения. В них всевыполняемые операции создания модели
записываются. Этапы проектирования фиксируются в
хронологическом порядке, создавая иерархические
взаимосвязи, когда редактирование одного
конструктивного элемента вызывает перестроение
многих других или даже всей модели в целом.
Способ и обеспечивает автоматизированное
проведение изменений, но требует тщательного
предварительного планирования стратегии
моделирования.
58. 2) 3D CAD-системы, основанные на прямом моделировании
основаны на принципах прямого, или явного (explicit),моделирования.
Этапы проектирования не фиксируются, поэтому они
обладают большей гибкостью, а ряд изменений
можно провести быстрее.
Н.: отсутствие разделения модели на конструктивные
элементы не позволяет автоматизировать
проведение изменений.
59. Недостатки традиционных 3D CADсистем
- сложные в освоении;- время, затрачиваемое на создание новых моделей;
- негибкие при проведении изменений, особенно когда
модели становятся всё более сложными;
- трудности передачи данных из одной системы в
другую;
- потеря при преобразовании история построения или
замысла конструктора.
60.
3) 3D CAD-системы, основанные насинхронной технологии
проектирования:
Появилась в 2008 году (Solid Edge и NX от
Siemens PLM Software).
Позволила создавать полностью параметрические
3Dмодели, не зависящие от последовательности
операций построения.
Синхронная технология породила принципиально
новый процесс конструирования, позволивший
пользователям значительно повысить
производительность труда и резко (иногда с дней до
минут) сократить время на проведение
конструкторских изменений.
61. достоинства синхронной технологии проектирования:
1) облегчает переход пользователей на 3Dконструирование;2) повышает производительность труда;
3) делает CAD-системы интуитивно понятными;
4) резко повышает производительность при
моделировании и проведении изменений, так как
устраняется необходимость разбираться со сложными
взаимозависимостями в модели;
5) значительно облегчает работу с импортированной
3D-геометрией при использовании различных CADсистем.
62.
Как работает синхронная технология:все конструктивные элементы модели
рассматриваются как находящиеся на одном уровне
иерархии и не связанные жесткими
взаимоотношениями «родитель — потомок»;
требуется меньше времени на предварительное
планирование процесса создания модели таким
образом, чтобы в будущем ее можно было
модифицировать и применять повторно;
устраняется необходимость предварительного
планирования, поскольку замысел конструктора можно
изменить на любом этапе создания модели.
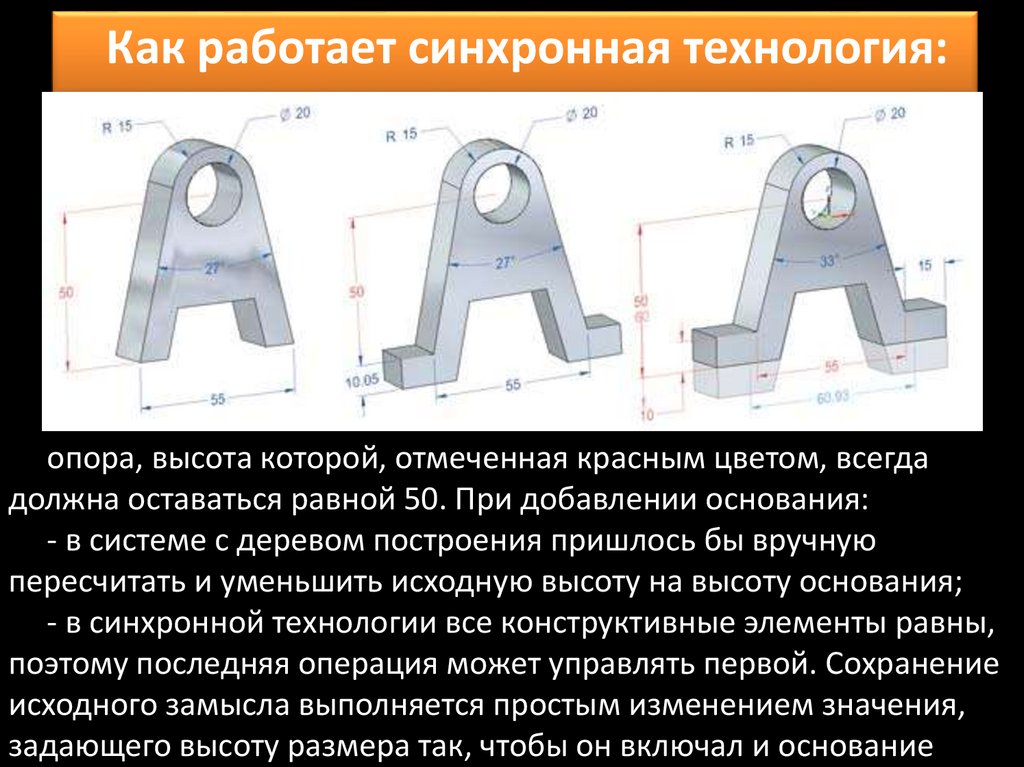
63.
Как работает синхронная технология:опора, высота которой, отмеченная красным цветом, всегда
должна оставаться равной 50. При добавлении основания:
- в системе с деревом построения пришлось бы вручную
пересчитать и уменьшить исходную высоту на высоту основания;
- в синхронной технологии все конструктивные элементы равны,
поэтому последняя операция может управлять первой. Сохранение
исходного замысла выполняется простым изменением значения,
задающего высоту размера так, чтобы он включал и основание
64.
Быстрое внесение изменений:Чтобы обеспечить повторное использование модели в
системе с деревом построения, пользователь должен либо
очень тщательно создавать модель, пытаясь учесть все
возможные будущие ее изменения, которые часто
оказываются непредвиденными, либо потратить время на
изучение способа построения модели перед тем, как начать
изменять ее.
Часто приходится «откатываться» по дереву построения на
ранние этапы моделирования и создавать ряд новых
конструктивных элементов, хотя изначально модификация
модели казалась простым делом. На всё это уходит
драгоценное время, а производительность труда падает.
Синхронная технология предполагает более простой
подход, заключающийся в изменении размеров и
ограничений.
65.
Быстрое внесение изменений:пользователь проставляет размер на отверстия в готовой
модели и просто вводит нужное значение размера. Важно
отметить, что отверстие может управлять формой всей модели.
Такие геометрические взаимосвязи, как соосность, касание,
горизонтальность или вертикальность, можно задать позднее, что
помогает конструкторам легко модифицировать имеющиеся
модели.
66.
Автоматическая фиксация замыслаконструктора упрощает работу с данными
из 3D CADсистем:
Инженеры ежедневно сталкиваются с 3D CAD-данными, представленными
в различных форматах. Это может быть модель, созданная коллегой, которого
перевели или который уволился. Параметрические правила, примененные
при создании данной модели, могут оказаться запутанными и трудными для
понимания. Еще один вариант — необходимость работы с
импортированными данными, созданными в другой 3D CAD-системе.
Однако есть «строгие геометрические условия», которые должны
соблюдаться: касание, соосность, перпендикулярность и т.д. В большинстве
случаев такие ограничения заложены в модель и должны выполняться, даже
если соответствующие правила были нечетко заданы или вообще утеряны.
С синхронной технологией геометрические ограничения выявляются и
сохраняются, что облегчает повторное использование и редактирование
существующих моделей.
Способность синхронной технологии выявлять замысел конструктора
путем анализа модели также помогает инженерам работать с
импортированной геометрией.
67. Вопрос 9 Интеллектуальная автоматизация проектирования технологических процессов
68.
Цели автоматизации проектирования ТПОсновная цель САПР ТП - экономия труда технологов.
цели компьютеризации инженерной деятельности
можно разбить на две группы: основные и
вспомогательные.
Основные:
1. разработка конструкторских и технологических
проектов,
2. разработка планов управления,
3. разработки, связанные с созданием и
сопровождением собственно программных средств.
69.
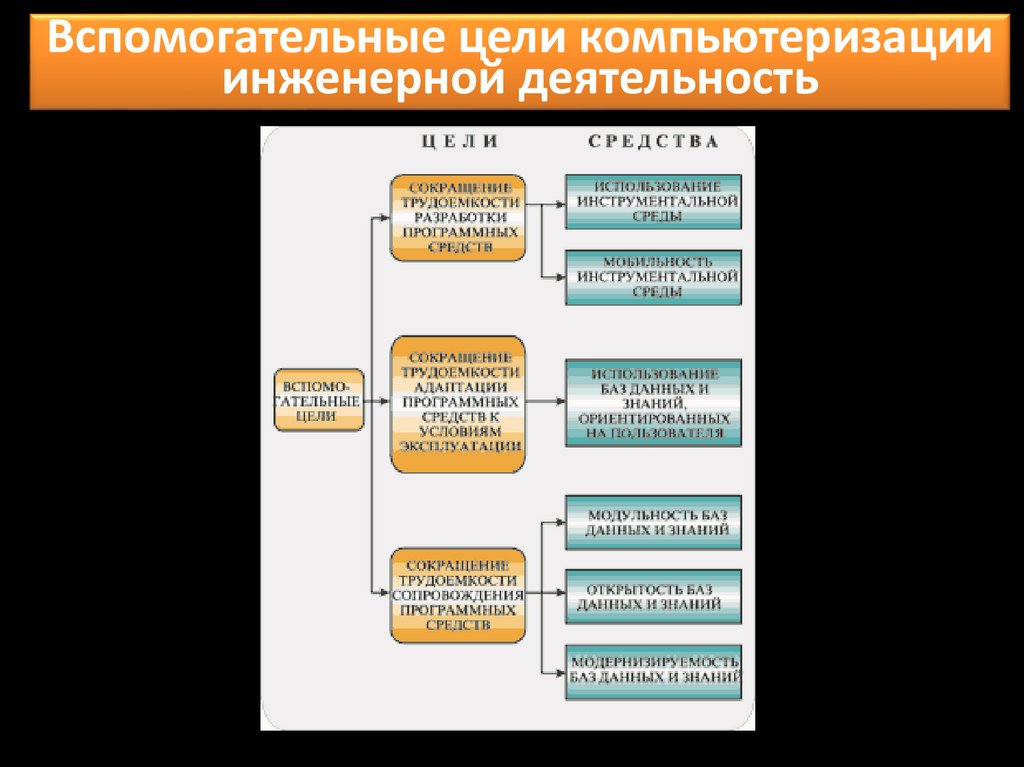
Вспомогательные цели компьютеризацииинженерной деятельность
70.
Методика описания изделий винтеллектуальных САПР ТП :
Методика описания деталей и сборочных единиц в
существующих конструкторских САПР является основным
препятствием на пути создания интегрированных
конструкторско-технологических систем.
- модели изделий в конструкторских САПР - геометрические,
а для автоматизации проектирования ТП необходимы
модели концептуальные;
- Геометрическая модель позволяет рассчитывать траектории
инструментов при обработке деталей на станках с ЧПУ и
поэтому способна обеспечить основу для построения систем
класса CAD/CAM. Однако такой тип ТП – не единственный.
71.
Методика описания изделий винтеллектуальных САПР ТП :
Концептуальная модель детали основывается на понятии
конструкторско-технологического элемента (КТЭ).
Он является конструкторским в том плане, что он выполняет
в детали определенную конструктивную функцию,
например: обеспечивает базирование детали в сборочной
единице (цилиндрические и конические осевые отверстия,
шпоночные пазы и т.п.) или соединяет деталь со смежными
(резьбы, зубчатые венцы и т.п.).
КТЭ имеет один или несколько технологических маршрутов
его изготовления, сформированных из набора переходов.
Каждый КТЭ представляет собой объект со своим набором
свойств. Имеется возможность наследования свойств от
старшего объекта к младшему, например шероховатость
«остального» от детали к ее элементам.
72.
Методика описания изделий винтеллектуальных САПР ТП :
КТЭ обладают иерархической структурой, состоящей из
уровней элементов:
1) комплексных,
2) основных и
3) дополнительных.
В число комплексных входят осесимметричные,
призматические элементы и отверстия. Такой набор
определяется основными видами операций механической
обработки деталей: токарной, фрезерной и сверлильнорасточной.
Дополнительные элементы (выточки, пазы, канавки, фаски и
т.п.) располагаются на основных, и к их обработке можно
приступить только после предварительного формирования
основных элементов.
73.
Системный подход к проектированию ТППроцессы, в том числе и технологические, представляют
собой класс технических систем, отличительной
особенностью которых является существенная зависимость
от времени.
Известна следующая иерархическая классификация
элементов технологических процессов:
план обработки, этап обработки, операция, переход, ход.
Перед началом формирования плана необходимо выбрать
вид заготовки и ее свойства, из которых для
проектирования ТП важнейшими являются квалитет
точности размеров, припуски и напуски.
Основной целью создания интеллектуальных САПР ТП
является простота и удобство представления знаний для
структурного и параметрического синтеза.
74.
Метод представления знанийструктурного синтеза
Используются типовые и групповые ТП.
С системной точки зрения к числу типовых относятся
детали, имеющие одинаковую структуру, то есть набор и
связи КТЭ, при различных значениях свойств этих элементов
(размеров, свойств материала и т.п.).
Групповые процессы используются для деталей, различных
в конструктивном отношении, но подобных в
технологическом плане. Такие детали обладают различной
структурой КТЭ.
75.
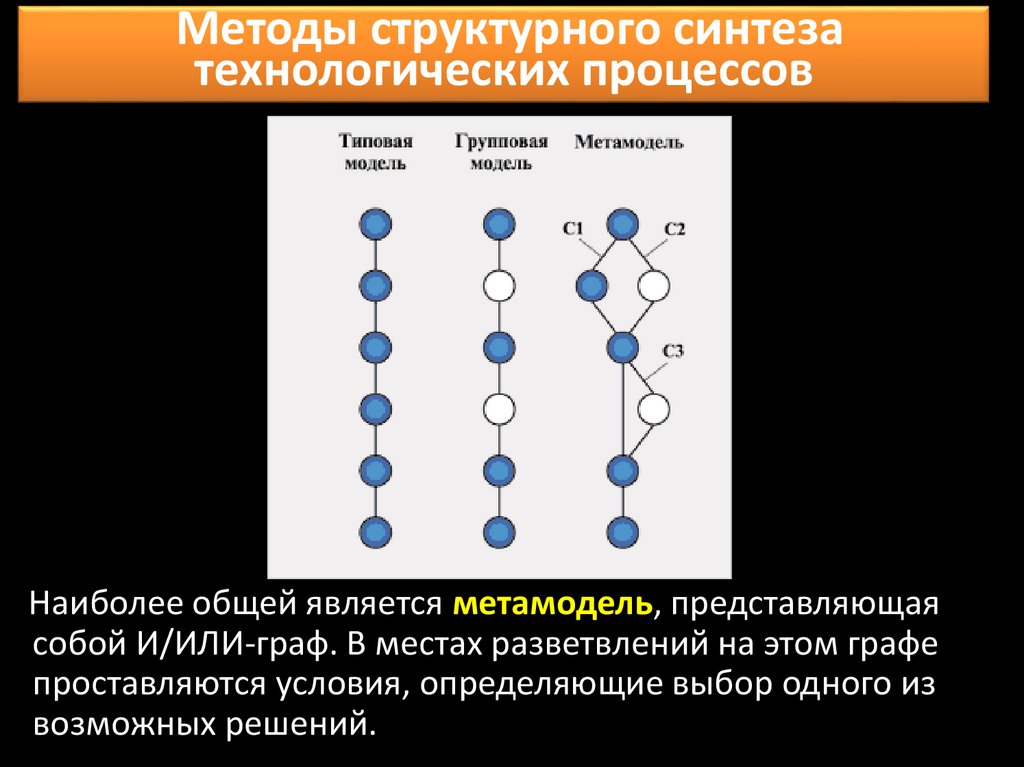
Методы структурного синтезатехнологических процессов
Наиболее общей является метамодель, представляющая
собой И/ИЛИ-граф. В местах разветвлений на этом графе
проставляются условия, определяющие выбор одного из
возможных решений.
76.
Методы структурного синтезатехнологических процессов
метамодель основывается на виртуальной детали и может
не иметь физической реализации.
Это происходит в тех случаях, когда в ее состав входят
взаимоисключающие элементы.
Метамодель является наиболее общей, интегрируя в себе
типовую и групповую.
Метаграф в целом имеет условия своего применения.
Именно таким образом, доступным для любого технолога,
и организовано формирование знаний структурного
синтеза в интеллектуальной САПР ТП. На основе такой
информации автоматически генерируются программные
средства базы знаний, которые затем используются при
проектировании ТП.
77.
Метод представления знанийпараметрического синтеза
Самый простой способ представления знаний использование продукционных систем искусственного
интеллекта.
В таких системах знания представляются в виде правилпродукций, являющихся аналогами условного предложения
естественного языка: ЕСЛИ <условие>, ТО <действие>.
Такие правила строятся на базе словаря, содержащего
термины технического языка и их условные обозначения
(идентификаторы). В качестве действий используются
расчеты по формулам, выбор данных из многовходовых
таблиц, которые могут содержать как константы, так и
формулы, выбор информации из баз данных, генерацию
графических изображений и т.д.
78.
Формирование правилпараметрического синтеза
Технолог формирует правила параметрического синтеза с
помощью специального инструментального средства.
После ввода всех необходимых правил автоматически
генерируется программное средство базы знаний, которое в
дальнейшем используется при проектировании ТП. Базы
знаний получаются модульными, открытыми для
модернизации и доступными для чтения и понимания любым
технологом.
79.
Интеллектуальная автоматизацияпроектирования ТП
Проектирование нового ТП с помощью интеллектуальной
системы занимает считанные минуты. Технологу с
помощью простейшего интерфейса необходимо описать
деталь, а затем наблюдать за генерацией ТП, отвечая на
редкие запросы компьютера по выбору из допустимого
набора тех решений, которые невозможно формализовать.
Качество спроектированного ТП практически не зависит от
квалификации технолога и определяется содержимым баз
знаний.
Генерация баз знаний не требует знаний по
программированию и доступна широкому кругу
специалистов.
80.
Вопросы по прочитанномуматериалу?