




 industry
industrySimilar presentations:










Оптимизация процесса изготовления углеродных стержней. Паспорт проекта
1.
УтверждаюДиректор химико-технологического блока АО «Наука и
инновации» - управляющей организации АО «НИИграфит»
____________ А.И. Голиней
«Оптимизация процесса изготовления углеродных стержней»
Организация ХТК: АО «НИИграфит» ОП в г. Заречный Пензенской области
Руководитель проекта:
Заместитель директора по производству
ОП в г. Заречный АО «НИИграфит» Клычков А.Н.
Согласовано
Директор ОП Березин С.А.
Согласовано:
Руководитель направления по ПСР
Лосев С.В.
2.
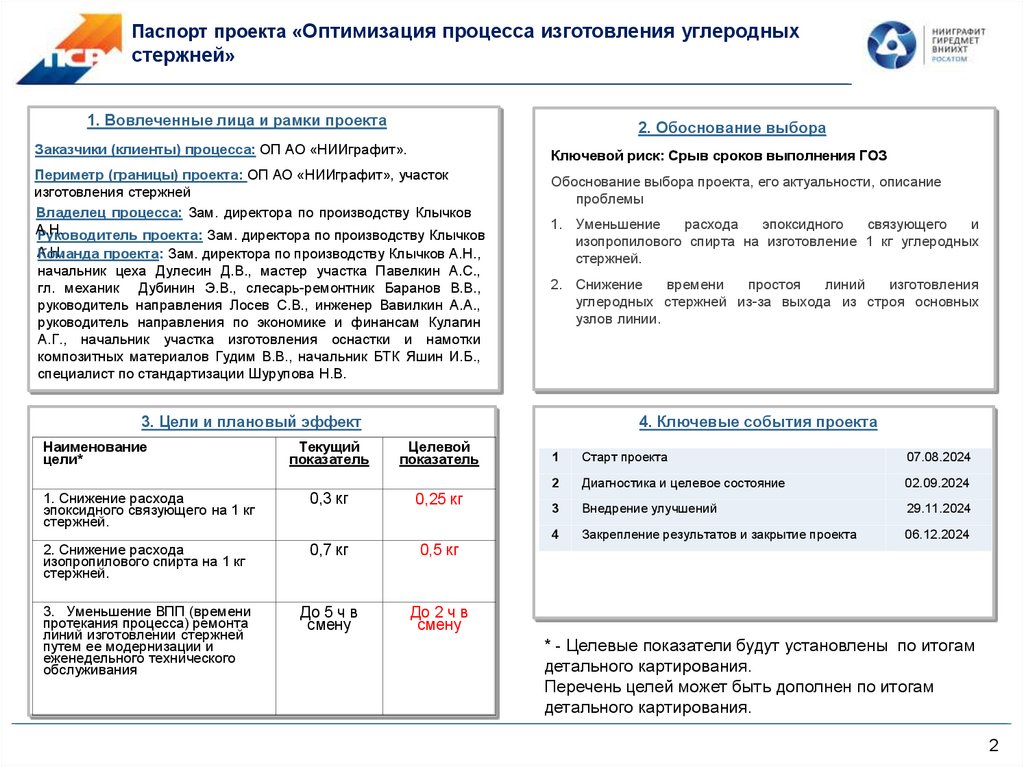
Паспорт проекта «Оптимизация процесса изготовления углеродныхстержней»
1. Вовлеченные лица и рамки проекта
2. Обоснование выбора
Заказчики (клиенты) процесса: ОП АО «НИИграфит».
Ключевой риск: Срыв сроков выполнения ГОЗ
Периметр (границы) проекта: ОП АО «НИИграфит», участок
изготовления стержней
Владелец процесса: Зам. директора по производству Клычков
А.Н.
Руководитель проекта: Зам. директора по производству Клычков
Обоснование выбора проекта, его актуальности, описание
проблемы
А.Н.
Команда проекта: Зам. директора по производству Клычков А.Н.,
начальник цеха Дулесин Д.В., мастер участка Павелкин А.С.,
гл. механик Дубинин Э.В., слесарь-ремонтник Баранов В.В.,
руководитель направления Лосев С.В., инженер Вавилкин А.А.,
руководитель направления по экономике и финансам Кулагин
А.Г., начальник участка изготовления оснастки и намотки
композитных материалов Гудим В.В., начальник БТК Яшин И.Б.,
специалист по стандартизации Шурупова Н.В.
1. Уменьшение
расхода
эпоксидного
связующего
и
изопропилового спирта на изготовление 1 кг углеродных
стержней.
2. Снижение
времени
простоя
линий
изготовления
углеродных стержней из-за выхода из строя основных
узлов линии.
3. Цели и плановый эффект
Наименование
цели*
4. Ключевые события проекта
Текущий
показатель
Целевой
показатель
1. Снижение расхода
эпоксидного связующего на 1 кг
стержней.
0,3 кг
0,25 кг
2. Снижение расхода
изопропилового спирта на 1 кг
стержней.
0,7 кг
0,5 кг
3. Уменьшение ВПП (времени
протекания процесса) ремонта
линий изготовлении стержней
путем ее модернизации и
еженедельного технического
обслуживания
До 5 ч в
смену
До 2 ч в
смену
1
Старт проекта
07.08.2024
2
Диагностика и целевое состояние
02.09.2024
3
Внедрение улучшений
29.11.2024
4
Закрепление результатов и закрытие проекта
06.12.2024
* - Целевые показатели будут установлены по итогам
детального картирования.
Перечень целей может быть дополнен по итогам
детального картирования.
2
3.
Карта текущего состояния процесса изготовления углеродныхстержней (как было, состояние на сентябрь 2024 г.) (1/2)
ВПП цикла на выпуск 1 кг углеродных стержней — 1,1 часа (66 мин)
ВПП цикла на выпуск партии 10 кг — 12 часов (720 мин)
Выпуск в смену (участок изготовления углеродных стержней) — 10 кг углеродных стержней
0.Получение угл. волокна со склада
2. Задание температуры в печах полимеризации, установка длины реза и скорости протяжки на линии
3. Протяжка 6х потоков через формирующие фильеры. Запуск линии.
1. Загрузка углеродного волокна на шпулярник для 6 потоков
ООО «Алабуга-волокно
изводства
0.Получение изопропилового спирта со склада
ООО0.Получение
Химпромкомплект
эпоксидного связующего со склада
ООО «Итекма»
ВПП = 15 мин
ВПП = 35 мин
ВПП = 5 мин
НЗП
кг угл.нити углеродных
Оборудование:
линия по изготовлению
НЗП
= 10 кг угл.нити
Оборудование:
линия
по =10
изготовлению
стержней
НЗП = 10 кг угл.нити Оборудование:
шпулярник
линии изготовления
углеродных
стержней
Партия: 10 кг
углеродных стержней
Брак
4.3 перегорание ТЭНов
чего выходят из строя твердотельные
реле в шкафу управления
1 печей полимеризации, в следствие
3
4
2
нивание
бабинодержателей,
слетание углеродной нити с роликовых
направляющих
4.4 Выход из строя элементов отрезного устройства (ножа)
одных
стержней
в течение смены
5. Отмывка линии производства углеродных стержней
Шаги 4 — 4.4
по изготовлению
углеродных
стержней
выполняются
параллельно
ВПП = 615 мин
НЗП = 10 кг угл.нити, 7 л. изопропилового
спирта,
ВПП = 120
мин 3 кг эпоксидного
ВППсвязующего
= 180 мин Т20-60
ВПП = 600 мин
ВПП = 50 мин
Оборудование: линия по изготовлению
углеродных стержней НЗП = 0
НЗП = 0
НЗП = 0
НЗП = 0
Оборудование: линия по изготовлению
Оборудование:линия
углеродных по
стержней
изготовлению
Оборудование:линия
углеродных стержней
по изготовлению
Оборудование:
углеродныхветошь,
стержней
5 л растворитель 646
Передача 10 кг на участ
5. Передача
5
готовых углеродных стержней в отдел технического контроля
ющего раствора (изопропиловый спирт и эпоксидное связующие Т20-60 )
Шаги по
приготовлению
раствора
изопропилового
спирта и
эпоксидного
связующего Т20-60
выполняются
параллельно
выпуску стержней
ВПП = 70 мин
НЗП = 7 л. изопропилового спирта, 3 кг эпоксидного связующего Т20-60
Оборудование: весы электронные, перемешивание в течение 10 минут вручную
Брак
Выявление брака на
шаге процесса
Операция контроля
качества на шаге процесса
ВПП = 0, в процессе изготовления
НЗП = п/ф 10 кг угл стержней
Оборудование: нет, вручную
План производства
1
Проблема
Вход, выход процесса
3
4.
Карта текущего состояния процесса изготовления углеродныхстержней (как было, состояние на август 2023 г.) (2/2)
Выявленные проблемы:
1
Не проведение ТО линии изготовлении стержней, что увеличивает частоту и количество поломок и
увеличивает время простоя.
2
Заклинивание бабинодержателей, слетание углеродной нити с роликовых направляющих, что
приводит к обрыву нити
Перегорание ТЭНов печей полимеризации и выход из строя твердотельных реле в шкафу
управления в следствии чего не набирается заданная температура и углеродные стержни не
полимеризуются.
3
4
5
Не доработанная конструкция отрезного устройства.
Недоработанная конструкция ванны для связующего раствора, что увеличивает расход связующего
раствора на выпуск 1 кг. готовой продукции.
4
5.
Сбор фактических данных на август 2023 годаРезультаты производственного анализа №1 по процессу изготовления
углеродных стержней (2/2)
Анализ и решение проблем, выявленных в ходе производственного анализа
Проблема
Корневая причина
Предлагаемые решения
Не проводится ТО линий изготовления стержней, что
увеличивает частоту и количество поломок и
увеличивает время простоя.
1
Без технического обслуживания линий
изготовления
стержней
увеличивается
частота
и
количество
поломок
и
увеличивается время простоя
Установить день проведения технического
обслуживания линии изготовления углеродных
стержней для диагностики и замены деталей и узлов
Заклинивание бабинодержателей, слетание
углеродной нити с роликовых направляющих, что
приводит к обрыву нити.
Внутренний подшипник бабинодержателей
заклинивает от ворса углеродной нити.
Прижимные пластины направляющих
роликов не обеспечивают достаточное
прижимание нити
Установка подшипников закрытого типа, установка
дополнительных закрывающих пластин для
подшипников. Увеличение диаметра прижимных
роликов с углублением канавки для нити, установка
прижимных пластин из более жесткого материала
При круглосуточном режиме работы линии
изготовления углеродных происходит
деформация нагревательных ТЭНов,
наслоение углеродного волокна на контакты
ТЭНов, вследствие чего происходит
короткое замыкание с перегоранием ТЭНа и
выходом из строя твердотельного реле.
При проведении еженедельного обслуживания будут
осматриваться нагревательные ТЭНы на наличие
следов деформации, проверку их
работоспособности, очищение электрических
контактов от углеродного волокна, а также их
протяжка.
В конструкции отрезного ножа имеются
направляющие рельсы и каретки. При
круглосуточном режиме работы средняя
частота срабатывания ножа 40 раз в минуту.
В связи с чем происходит срезание шляпок
винтов, которыми закреплены
направляющие рельсы и каретки, что
приводит к рассоединению конструкции
Изготовить новую конструкцию ножей с применением
2 металлических направляющих, приваренных к
основанию станины отрезного устройства и
использованием прорезиненных буферов для
уменьшения вибрации
Имеющаяся конструкция пропитывающей
ванны имеет угловое дно, что напоминает
трапецию, препятствующую более
глубокому погружению углеродного волокна
и увеличивает объем используемого
связующего
Изменение конструкции пропиточной ванны с
угловатым дном на плоское дно с применением
прижимных роликов (пластин) для уменьшения
расстояния между дном и углеродной нитью, с целью
снижения количество связующего раствора в ванной
и более длительного нахождения углеродной нити в
связующем растворе.
2
Перегорание ТЭНов печей полимеризации и выход из
строя твердотельных реле в шкафу управления в
следствии чего не набирается заданная температура
и углеродные стержни не полимеризуются.
3
Не доработанная конструкция отрезного устройства
4
Увеличенный расход связующего раствора на выпуск
1 кг. готовой продукции
5
№
Проблема
5
6.
Определение путей достижения целевогосостояния и целевых показателей процесса
№ этапа
Наименование
ВПП
(Было)
мин
ВПП
(Стало)
мин
ВПП
(Факт)
мин
Предлагаемые решения
(по результатам картирования и ПА №1)
1 ШАГ
Загрузка углеродной нити на
шпулярник
20
5
5
Изготовление и монтаж нового шпулярника более удобной
конструкции для сокращения времени загрузки угл. нити
2 ШАГ
Задание температуры в печах
полимеризации и в
пропиточной ванне, установка
длины реза и скорости
протяжки на линии
45
45
45
Замена тянущего вала из другого материала с увеличенной
твердостью для снижения брака в процессе
3 ШАГ
Протяжка 4х потоков через
формирующие фильеры.
Запуск линии
15
15
15
4 ШАГ
Выпуск углеродных стержней
600
600
600
4.1 ШАГ
Получение дист. воды для
раствора ПВС
360
360
360
4.2 ШАГ
Приготовление связующего
раствора ПВС
360
330
330
Изменение конструкции ванны и изготовление из нержавеющей стали
для сокращения времени и температуры нагрева
5 ШАГ
Отмывка линии производства
стержней
40
40
30
Выполнение работ по установке приточно-вытяжной системы
вентиляции, установка дополнительного освещения
6 ШАГ
Передача готовых угл.
стержней в ОТК
0
0
0
ИТОГО, ВПП выпуска партии, мин.:
720 мин
720 мин
695 мин
ИТОГО, объем выпуска, кг/смена:
10 кг
13 кг
13 кг
Изменение конструкции ванны и изготовление из нержавеющей стали
Изготовление нового барабана из нержавеющей стали
Замена тянущего вала из другого материала с увеличенной
твердостью для снижения брака в процессе
Выполнение работ по установке приточно-вытяжной системы
вентиляции, установка дополнительного освещения
Приказ о мотивации сотрудников за объём выпуска продукции
6
7.
Анализ влияния предлагаемых решений,определение рисков
№
Предлагаемое
решение
На кого и на что влияет
Какие риски вызывает
Мероприятия для компенсации
рисков
1
Установить день проведения технического
обслуживания линии изготовления углеродных
стержней для диагностики и замены деталей и
узлов
Уменьшения частоты
поломок линии изготовления
стержней, а также затрат
времени на их устранение
Риски отсутствуют
2
Установка подшипников закрытого типа,
установка дополнительных закрывающих
пластин для подшипников. Увеличение диаметра
прижимных роликов с углублением канавки для
нити, установка прижимных пластин из более
жесткого материала
Уменьшении частоты
заклинивания
бабинодержателей и
вылетания нити из
направляющих, что
уменьшает количество
обрывов нити и количество
ее перезаправок
Обрыв углеродной нити
Постоянный контроль
бабинодержателей на наличие
ворса нити в районе закрывающих
подшипники пластин
3
Проведении еженедельного обслуживания
нагревательных ТЭНов на наличие следов
деформации, проверка их работоспособности,
очищение электрических контактов от
углеродного волокна, а также их протяжка
Редкое или почти полное
отсутствие короткого
замыкания, выводящего ТЭН
из строя с выходом из строя
твердотельного реле в шкафу
управления, уменьшение
простоя линии из-за замены
ТЭНа и твердотельного реле
Выход из строя ТЭНа с
выходом из строя
твердотельного реле
Еженедельное обслуживание
нагревательных ТЭНов, а также
электрических составляющих линии
изготовления стержней
4
Изготовить новую конструкцию отрезного ножа с
исключением направляющих рельсов и кареток
Отсутствие элементов
конструкции, которые могут
выйти из строя из-за
вибрационных и ударных
нагрузок
Не отрезание
изготавливаемых
стержней
Еженедельный осмотр конструкции
отрезного ножа
5
Изменение конструкции пропиточной ванны с
угловатым дном на плоское дно с применением
прижимных роликов (пластин) для уменьшения
расстояния между дном и углеродной нитью, с
целью снижения количество связующего
раствора в ванной и более длительного
нахождения углеродной нити в связующем
растворе.
Уменьшение количества
связующего раствора в
пропиточной ванне,
уменьшение количества
изопропилового спирта и
эпоксидного связующего на
изготовление 1 кг.
Углеродного стержня
Риски отсутствуют
7