
 Construction
ConstructionSimilar presentations:



. Технология изготовления. Железобетон")






Кассетно-конвейерный способ производства
1.
11. Кассетно-конвейерная технология изготовления ЖБИИзделия для жилищно-гражданского строительства – панели наружных и
внутренних стен, перекрытий, лестничные марши и площадки, объемные элементы
и т.д. – в основном изготавливают на поточно-агрегатных, конвейерных, кассетностендовых технологических линиях.
Для изготовления сплошных плитных конструкций наибольшее распространение
получили кассетно-стендовые линии.
Кассетно-стендовый способ производства имеет ряд недостатков:
- применение наиболее подвижных смесей;
- перерасход цемента;
- изделия имеют неравномерную прочность по высоте.
Эти недостатки можно устранить при изготовлении изделий на кассетно-конвейерной
технологической линии
2.
Кассетная установка непрерывного действияа) схема установки; б) схема прогрева и охлаждения изделий
I – зона наращивания пакета;
II – зона формования;
III – зона предварительной выдержки;
IV – зона подъема температуры до 100 град. С;
V, VI – зона изотермической выдержки;
VII – зона охлаждения;
VIII – зона распалубки;
IX – линия отделки панелей;
X – линия подачи разделительных стенок
1 – чистка;
2 – набрызг, затирка;
3 – сушка;
4 – шлифовка;
5 – шпаклевка;
6 – механическая чистка щитов;
7 – смазка щитов;
8 – установка арматурного каркаса
и закладных деталей
3.
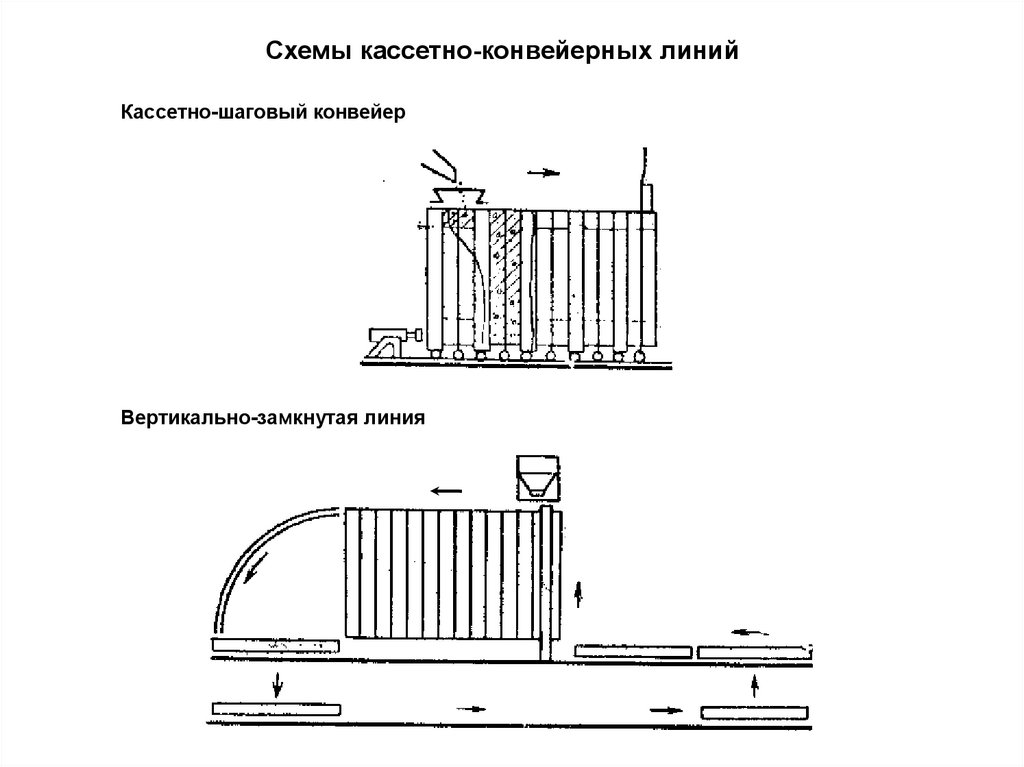
Схемы кассетно-конвейерных линийКассетно-шаговый конвейер
Вертикально-замкнутая линия
4.
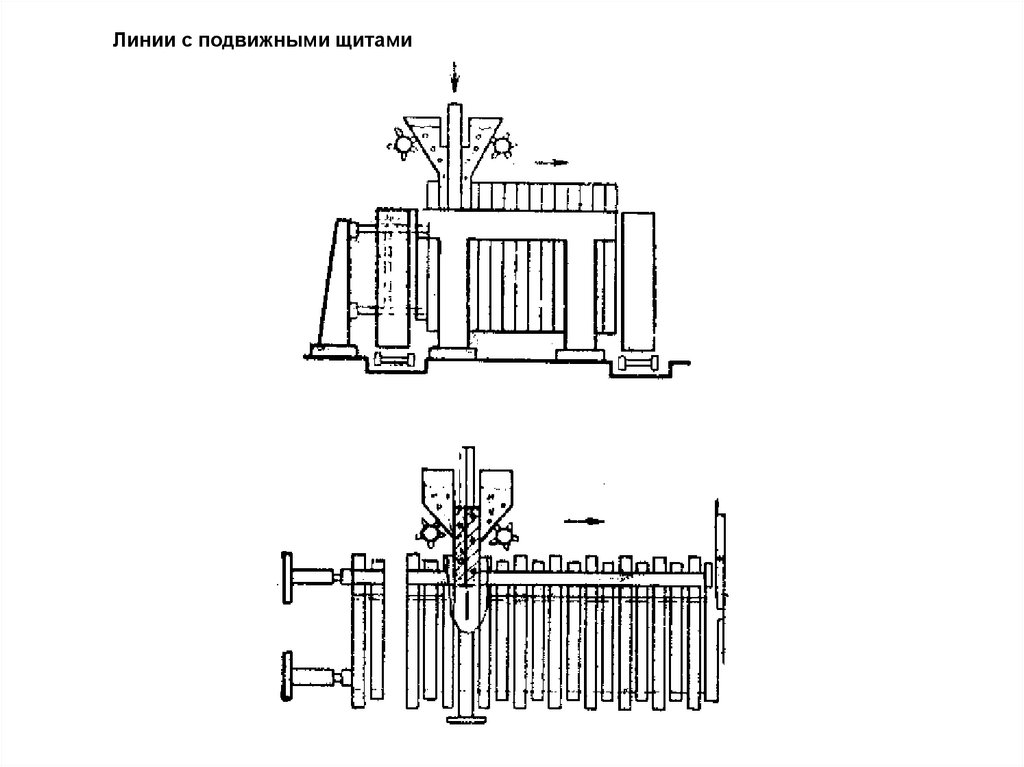
Линии с подвижными щитами5.
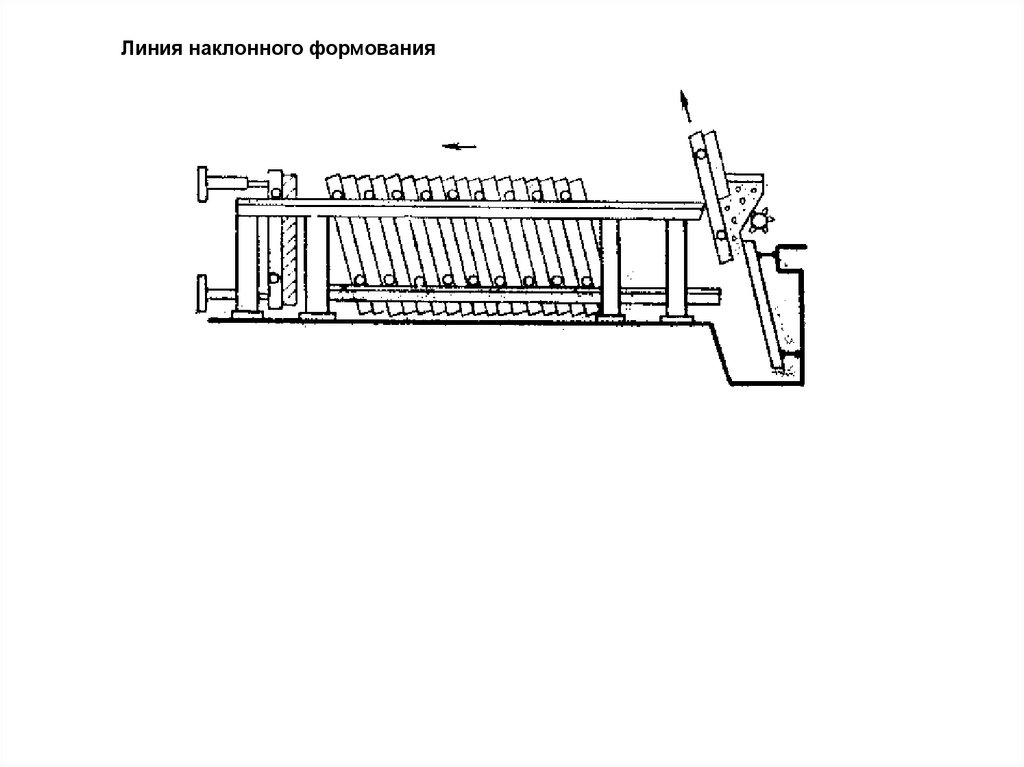
Линия наклонного формования6.
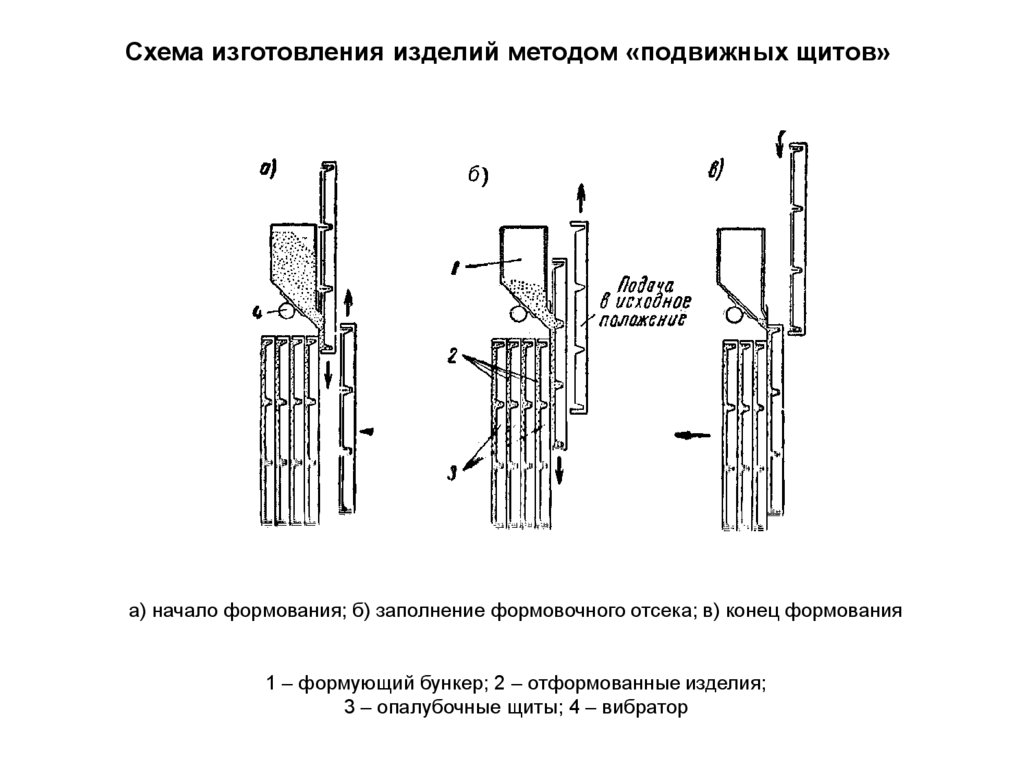
Схема изготовления изделий методом «подвижных щитов»а) начало формования; б) заполнение формовочного отсека; в) конец формования
1 – формующий бункер; 2 – отформованные изделия;
3 – опалубочные щиты; 4 – вибратор
7.
Формование изделий методом «подвижных щитов»Бетонная смесь укладывается и уплотняется последовательно в одном отсеке на
стационарном посту
К формовочному посту подается подготовленный (почищенный, смазанный) отсек с
арматурой
Бетонная смесь укладывается сразу на всю ширину панели
Бетонная смесь уплотняется вибратором, установленном на посту формования
При постепенном опускании щита бетон наращивается слоями по всей высоте изделия
После опускания очередного щита с отформованным изделием весь пакет форм
(щитов) перемещается на один шаг гидравлическим толкателем
Первый щит выдвигается с готовым изделием (то есть прошедшим тепловую обработку)
Изделие распалубливается, а щит последовательно передается на посты чистки,
смазки, армирования, формования
При данном способе целесообразно применять умеренно жесткие бетонные смеси
8.
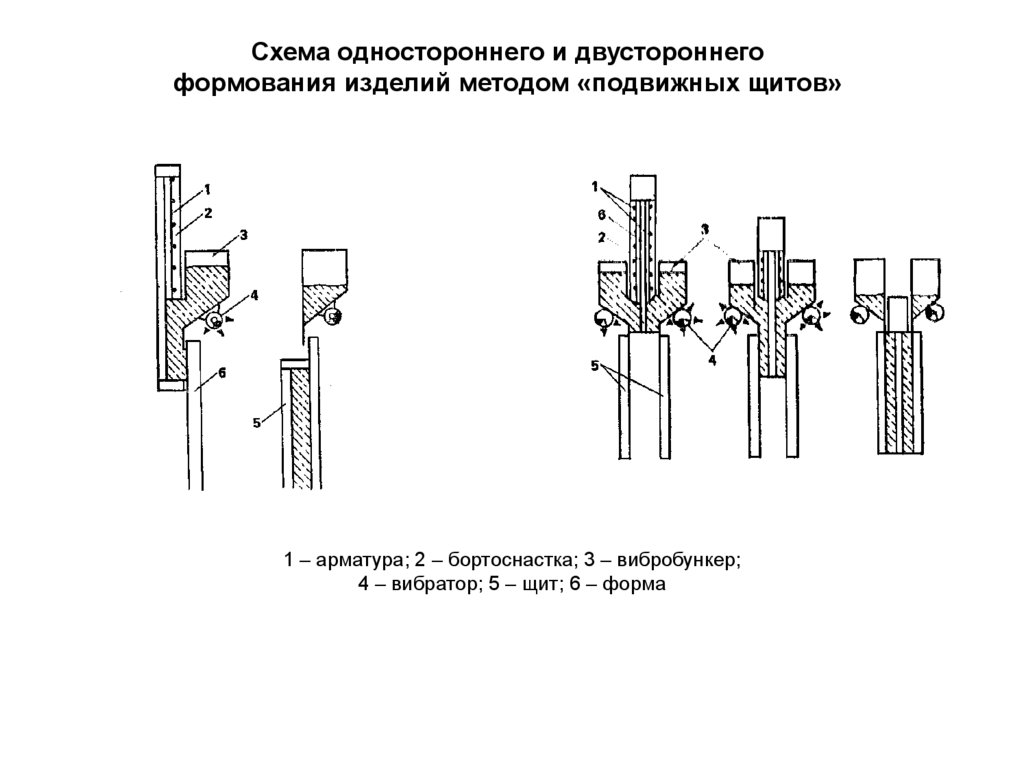
Схема одностороннего и двустороннегоформования изделий методом «подвижных щитов»
1 – арматура; 2 – бортоснастка; 3 – вибробункер;
4 – вибратор; 5 – щит; 6 – форма