




























 Construction
ConstructionSimilar presentations:






")
")


Бетон (продолжение). Технология изготовления. Железобетон
1.
Бетон (продолжение)Технология изготовления,
Железобетон
2.
Технология изготовления бетона1. Расчет состава бетона по заданным
характеристикам бетона и имеющихся
компонентов
2. Приготовление смеси
-Дозирование компонентов: по массе с
точностью 1% для цемента и воды и 2% для
заполнителей. (гравитационный смеситель,
принудительный смес-ль).
-Продолжительность перемешивания зависит от
вида смеси, объема смеси и типа смесителя и
обычно составляет от 50 с до 5 мин.
3.
4.
5.
3. Транспортировка смеси: 3.1.до объекта
• До 5 км
6.
Свыше 5 км – автобетоновоз,автобетоносмеситель
7.
Средние значения временитранспортировки
Марка
удобоукладыва
емости
Вид
покрытия
дороги
Ж2-Ж1
П1
П2
П3-П5
Ж2-Ж1
П1
П2
П3-П5
Жесткое
(бетон,
асфальтоб
етон и др.)
Мягкое
(грунт)
Средня
я
скорост
ь
перево
зки
30
15
Время в пути, мин
Автобетоносмес Автосамос
итель
вал
210
210
150
90
60
45
30
20
60
60
40
30
40
30
20
Не
рекоменд
уется
8.
3.2 Транспортировка по объекту:подъем (бадья и бункер)
9.
Бетоновод10.
4. Укладка и уплотнение.-прессование,
-вибрация,
-вибропрессование,
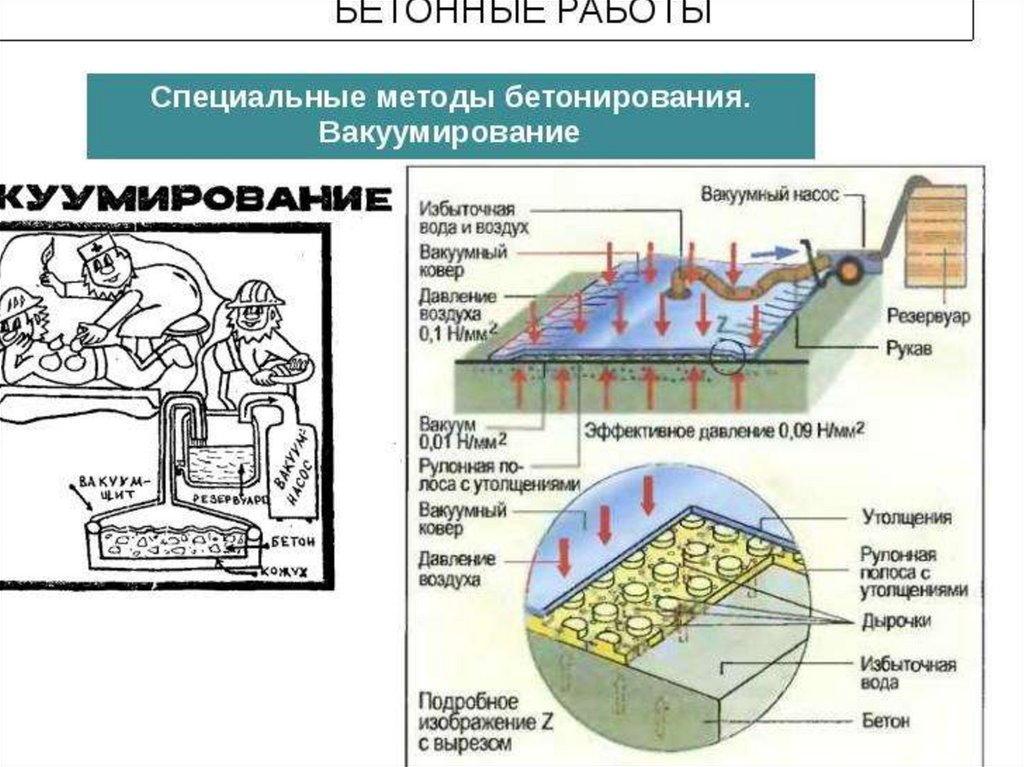
-вакууммированием с вибрацией,
-центрифугированием,
-литье
11.
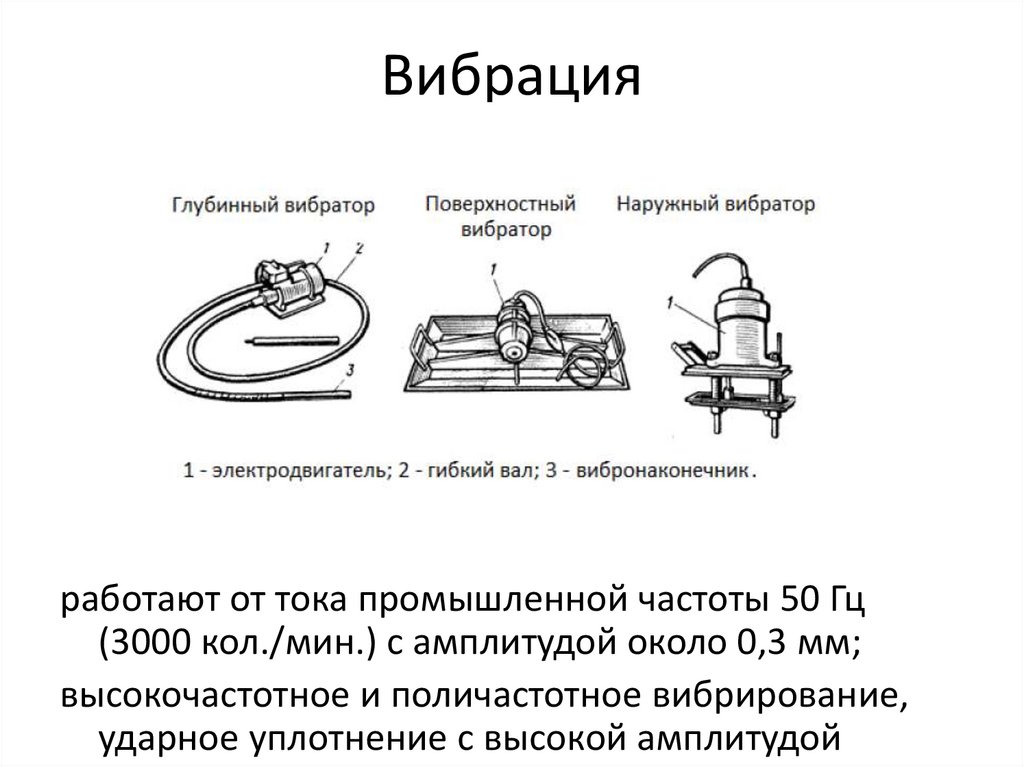
Вибрацияработают от тока промышленной частоты 50 Гц
(3000 кол./мин.) с амплитудой около 0,3 мм;
высокочастотное и поличастотное вибрирование,
ударное уплотнение с высокой амплитудой
12.
13.
5. Твердение бетона• Интесивно твердеет в 1ые сутки, проектная
прочность через 28 суток.
14.
Методы ускоренного твердения:• тепловлажностная обработка (ТВО) –
пропаривание насыщенным водяным паром
атмосферного давления в пропарочных
камерах. Цикл пропаривания включает
выдержку бетонных изделий в течение 2…4 ч
после изготовления в условиях комнатной
температуры; нагрев до температуры 80…90
°С со средней скоростью 30 °С/ч,
изотермическую выдержку в течение 8…12 ч,
понижение температуры пара со средней
скоростью 30 °С/ч. Общая продолжительность
цикла составляет приблизительно 12…16 ч;
15.
Методы ускоренного твердения(продолжение):
• контактный обогрев –обогрев бетонных изделий
через плотные непроницаемые перегородки.
Контактный обогрев выполняют с помощью
теплоэлектронагревателей, размещаемых на
опалубке.
В последнее время на строительных объектах внутрь
бетонных конструкций закладывают
изолированные греющие провода, нагреваемые
пропусканием электрического тока. В дальнейшем
провода обрезают, оставляя их в бетоне.
16.
Методы ускоренного твердения(продолжение):
• электропрогрев –пропускание через бетон
переменного тока напряжением 60…127 В.
• При этом бетонная смесь, оказывая
сопротивление току, разогревается и до 60…80
°С. Так, панели наружных стен из легких
бетонов рекомендуют прогревать в
горизонтальных формах. В качестве одного
электрода используют стальной поддон, в
качестве другого – арматурную сетку, ближайшую к свободной поверхности изделия;
17.
Методы ускоренного твердения(продолжение):
• автоклавная обработка - запаривание
изделий насыщенным водяным паром
повышенного давления в течение 8…12 ч
при температуре 175…200 °С и давлении
0,9…1,6 МПа.
• применяется для производства силикатных
бетонов
18.
Железобетон19.
Железобетон• композиционный материал, состоящий из бетона и
стальной арматуры, работающих совместно.
• Прочность бетона при растяжении значительно (в
10…15 раз) меньше, чем при сжатии. Бетон
воспринимает преимущественно сжимающие
усилия, а арматура в основном – растягивающие.
• В целях предохранения арматуры от коррозии и
повышения сцепления с бетоном
предусматривается защитный слой бетона на
поверхности арматуры толщиной 15…30 мм.
20.
Свойства+ высокие огнестойкость,
+механическая прочность,
+возможность изготовления изделий
различной формы,
+незначительные затраты на эксплуатацию.
- трещины вследствие усадки и при деформировании под нагрузкой.
21.
По методу изготовления делят на• Монолитные (непосредственно на
строительной площадке в проектном
положении)
• Сборные (заводские условия в виде отдельных
элементов: фундаментных и стеновых блоков,
свай, фундаментных балок, стеновых панелей,
плит покрытия и перекрытия, балок, ригелей,
прогонов, перемычек, колонн, ферм,
лестничных маршей, площадок и др)
• Сборно-монолитные
22.
Технология производствамонолитного железобетона
1. Расчет бетона и расчет арматуры;
2. установка опалубки;
3. размещение в ней арматуры;
4. приготовление бетонной смеси;
5. транспортировку смеси;
6. укладку в опалубку и уплотнение бетонной
смеси;
7. твердение и уход за твердеющим бетоном.
23.
Опалубка ГОСТ Р 52085-2003• Конструкция, представляющая собой форму
для укладки и выдерживания бетонной
смеси (ГОСТ Р 52086-2003)
• Требования прочности, жесткости, легкости
сборки и демонтажа.
• Опалубку разбирают после достижения
опалубочной прочности (7-10 дней;
указывается в проектной документации)
24.
Виды по материалуна металлическую;
дощатую;
фанерную;
бетонную;
пластмассовую;
комбинированную.
25.
Виды по конструкции• Мелкощитовая опалубка состоит из элементов
массой не более 50 кг и площадью щитов не более
1 м2, что позволяет устанавливать и разбирать
их вручную.
• Крупнощитовая опалубка состоит из
крупноразмерных щитов площадью до 70 м2 и
более. В собранном виде опалубку монтируют и
переставляют монтажным краном.
• Инвентарная разборно-переставная опалубка
состоит из комплекта мелких элементов
нескольких типов, позволяющих собирать формы
различных типоразмеров с принятым модулем.
26.
Виды по конструкции(продолжение)
• Крупноблочная представляет собой опалубку
из четырех стен, объединенных в единый
блок, целиком снимаемый монтажным
краном
27.
Скользящую опалубку, перемещаемую по меребетонирования гидродомкратами, применяют для
бетонирования сооружений постоянного профиля.
28.
Объемно-переставная29.
Пневматическая опалубка30.
Несъемная опалубка31.
Армирование• Арматурные сетки состоят из продольной и
поперечной арматуры. Их изготавливают с
применением сварки. Для а тонкостенных
армоцементных конструкций применяют
тканые сетки с ячейками 5…20 мм из
проволочной арматуры диаметром 0,7…1,6
мм.
• Пространственные каркасы изготавливают
сгибом плоских сеток и соединением плоских
арматурных изделий в местах сопряжения.
32.
Технология изготовления• правка,
• чистка,
• резка,
• гибка стержней,
• сварка сеток и каркасов,
• гибка сеток и каркасов,
• сборка пространственных каркасов.
33.
Обеспечение защитного слоя34.
• Рабочий шов - поверхность стыка междузатвердевшим и свежеуложенным
бетоном.
• Сцепление свежеуложенного бетона со старым значительно ниже, чем в монолите.
35.
36.
Уход за твердеющим бетоном• При температуре св 20 градусов поверхность
свежеуложенной бетонной смеси защищают от
высыхания, укрывая полимерными пленками,
влажным песком или опилками, поливают водой.
• В условиях понижения температуры твердения бетона
замедляется или прекращается рост прочности бетона.
Для обеспечения роста прочности в состав бетонных
смесей вводят противоморозные добавки, используют
обогрев бетона и утепление опалубки
теплоизоляционными материалами (метод термоса).
37.
Технология изготовления сборногожелезобетона
• изготовление арматурных изделий,
• чистку и смазку форм,
• установку в формах арматуры,
• приготовление бетонной смеси;
• транспортировку смеси;
• укладку и уплотнение бетонной смеси,
• ускоренное твердение изделий.
38.
Виды технологий изготовления:• Стендовая технология: неперемещаемые
формы на специально оборудованных
площадках – стендах.
39.
Виды технологий изготовлениякассетное формование
40.
Виды технологий изготовленияпоточно-агрегатный способ
• процесс изготовления железобетонных
конструкций расчленен на 2…3
технологических поста
• установка арматуры в форму, укладка и
уплотнение бетонной смеси ведут на одном
посту.
• Твердение изделий происходит на другом– в
пропарочных камерах.
• Распалубку изделий, чистку и смазку форм
выполняют на третьем посту.
41.
Виды технологий изготовленияконвейерный
• максимальное деление технологического
процесса по специализированным постам
• Это (п.1) позволяет механизировать и
автоматизировать технологический
процесс.
• Изготавливают однотипные изделия.
• Недостатком этого способа является
трудоемкость перехода на выпуск новых
типов изделий. .