





 industry
industrySimilar presentations:










Опыт использования метода холодного газодинамического напыления функциональных и антикоррозионных покрытий (ХГН)
1.
Опыт использования метода холодного газодинамическогонапыления функциональных и антикоррозионных покрытий
(ХГН) для решения прикладных задач
2.
Представлены результаты выполненных разработок и комплексных исследованийопытной технологии модифицирования поверхности материалов и изделий
различного назначения, в том числе изделий морского базирования, методом
сверхзвукового воздушно – порошкового напыления (ХГН), с целью
предварительной обработки их поверхности и улучшения комплекса физико –
механических характеристик, коррозионных и функциональных свойств изделий.
Приведены примеры применения метода ХГН для защиты от коррозии в морской
среде.
Содержание
1 Метод холодного газодинамического напыления («cold
spray»)
2 Опыт применения метода «cold spray»
3 Возможные направления и перспективы использования ХГН
(примеры)
3.
Метод холодного газодинамического напыления («cold spray»)Основан на - эффекте закрепления т в е р д ы х(!!!) частиц, движущихся со сверхзвуковой
скоростью, на поверхности при соударении с ней. Обнаружен в экспериментальных исследованиях
обтекания тел сверхзвуковыми гетерофазными потоками, ИТПМ СО РАН, Алхимов А. П.,
Нестерович Н. И., Папырин А. Н. Экспериментальное исследование обтекания тел
сверхзвуковым двухфазным потоком. — ПМТФ, 1982, № 2, с.66-74., А.с.СССР №1246638 с
приоритетом от 03.11.1983 г.
Серия патентов РФ, European patent №0 484 533 А1, 1992 г; United States Patent № 5,302,414 ,1994
г.
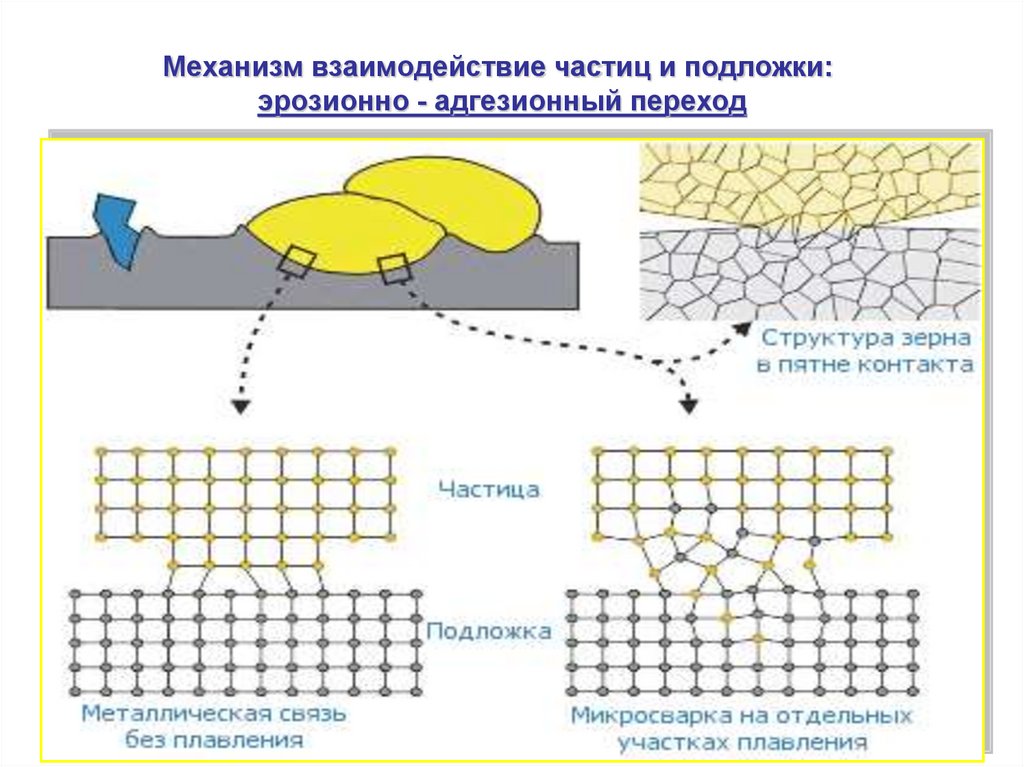
Физический механизм- высокоскоростная деформация напыляемых частиц при ударе,
приводящая к интенсивным сдвиговым течениям материала по границам контакта, и образованию
адгезионно- когезионных связей.
Первые результаты вызвали неоднозначную реакцию
и многочисленные дискуссии!!!
4.
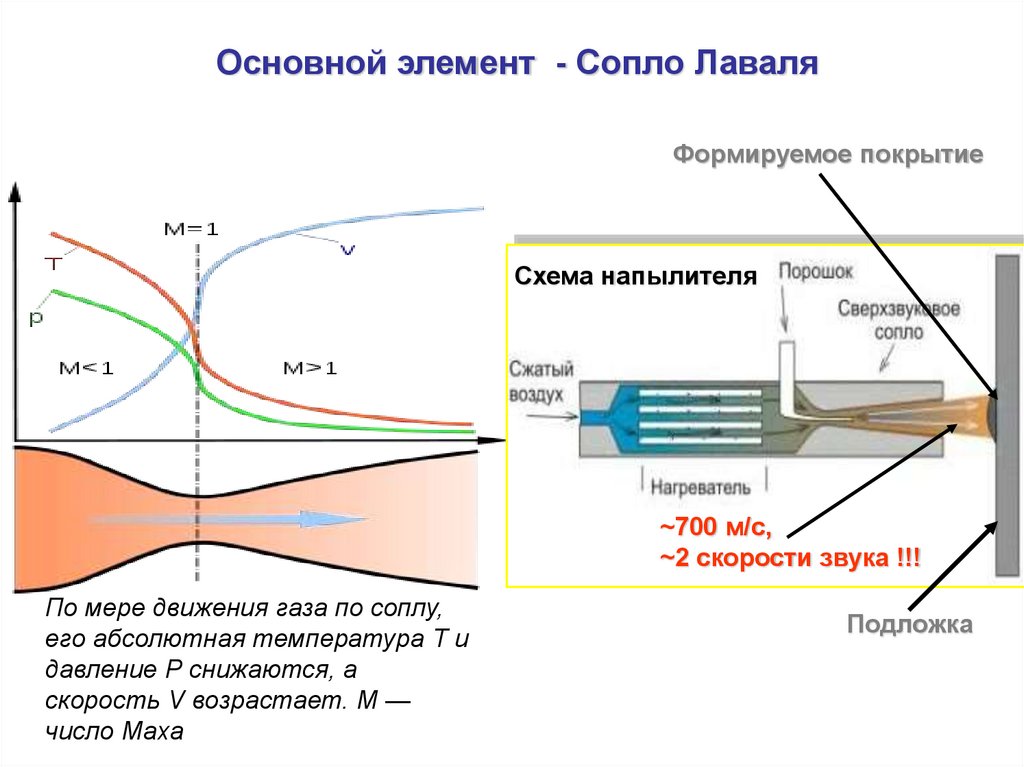
Основной элемент - Сопло ЛаваляФормируемое покрытие
Схема напылителя
~700 м/с,
~2 скорости звука !!!
По мере движения газа по соплу,
его абсолютная температура Т и
давление Р снижаются, а
скорость V возрастает. М —
число Маха
Подложка
5.
Механизм взаимодействие частиц и подложки:эрозионно - адгезионный переход
6.
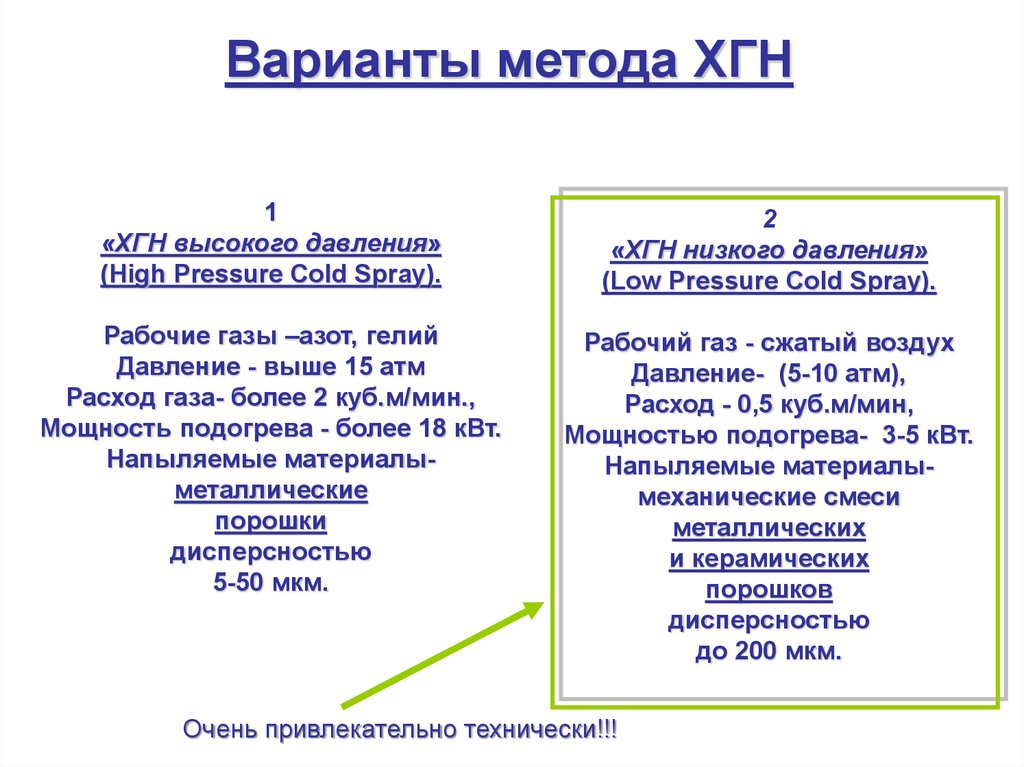
Варианты метода ХГН1
«ХГН высокого давления»
(High Pressure Cold Spray).
2
«ХГН низкого давления»
(Low Pressure Cold Spray).
Рабочие газы –азот, гелий
Давление - выше 15 атм
Расход газа- более 2 куб.м/мин.,
Мощность подогрева - более 18 кВт.
Напыляемые материалыметаллические
порошки
дисперсностью
5-50 мкм.
Рабочий газ - сжатый воздух
Давление- (5-10 атм),
Расход - 0,5 куб.м/мин,
Мощностью подогрева- 3-5 кВт.
Напыляемые материалымеханические смеси
металлических
и керамических
порошков
дисперсностью
до 200 мкм.
Очень привлекательно технически!!!
7.
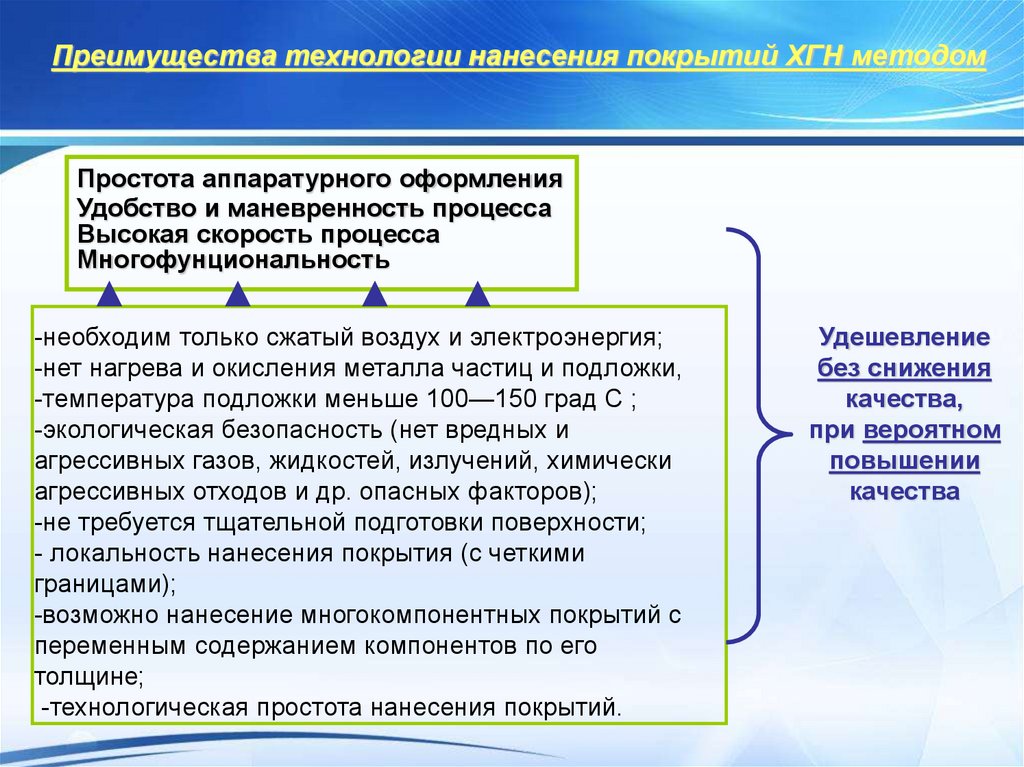
Преимущества технологии нанесения покрытий ХГН методомПростота аппаратурного оформления
Удобство и маневренность процесса
Высокая скорость процесса
Многофунциональность
-необходим только сжатый воздух и электроэнергия;
-нет нагрева и окисления металла частиц и подложки,
-температура подложки меньше 100—150 град С ;
-экологическая безопасность (нет вредных и
агрессивных газов, жидкостей, излучений, химически
агрессивных отходов и др. опасных факторов);
-не требуется тщательной подготовки поверхности;
- локальность нанесения покрытия (с четкими
границами);
-возможно нанесение многокомпонентных покрытий с
переменным содержанием компонентов по его
толщине;
-технологическая простота нанесения покрытий.
Удешевление
без снижения
качества,
при вероятном
повышении
качества
8.
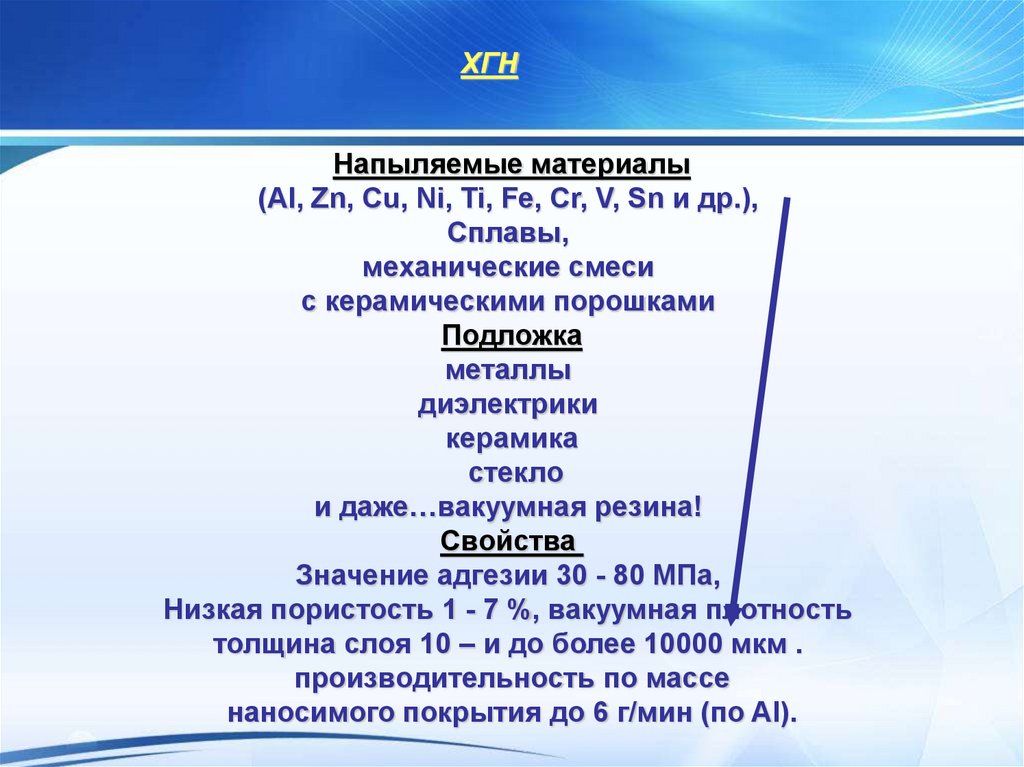
ХГННапыляемые материалы
(Al, Zn, Cu, Ni, Ti, Fe, Cr, V, Sn и др.),
Сплавы,
механические смеси
с керамическими порошками
Подложка
металлы
диэлектрики
керамика
стекло
и даже…вакуумная резина!
Свойства
Значение адгезии 30 - 80 МПа,
Низкая пористость 1 - 7 %, вакуумная плотность
толщина слоя 10 – и до более 10000 мкм .
производительность по массе
наносимого покрытия до 6 г/мин (по Al).
9.
Известные применения ХГНвосстановление утраченного металла в
производстве (например, отливок ) деталей и
ремонте, эксплуатационного износа и
повреждений, в ремонте деталей машин,
технологического оборудования и
транспортных средств любого назначения;
ремонт форм , дорнов, каландров , и др.;
нанесение электропроводящих покрытий на
металлы , стекло , керамику;
нанесение подслоев под пайку ;
герметизация течей емкостей,
трубопроводов, теплообменников
(особенно тонкостенных ), маслогазонаполненных трансформаторов ,
и т. п.;
восстановление нормативных геометрических
параметров деталей газоперекачивающих
аппаратов,
нанесение покрытий, предотвращающих
адгезионное схватывание ;
ремонт подшипников скольжения ;
ремонт посадочных мест подшипников ;
восстановление поверхностей гидроштоков;
защита от коррозии;
восстановление исторических скульптурных
памятников , художественная обработка
стекла, керамики, металлов, реставрация
ретроавтомобилей .
10.
Автоматизированное оборудование для ХГНПример из практики авторовАвтоматизированный комплекс
оборудования
для нанесения
покрытий методом сверхзвукового
воздушно-порошкового
напыления
1- Общий вид;
2-Вентилируемая камера
напыления
с напылителем 3
и механизмами вращения
и поворота;
4- блок управления режимами
напыления с питателем;
5- компьютеризованная
система управления
11.
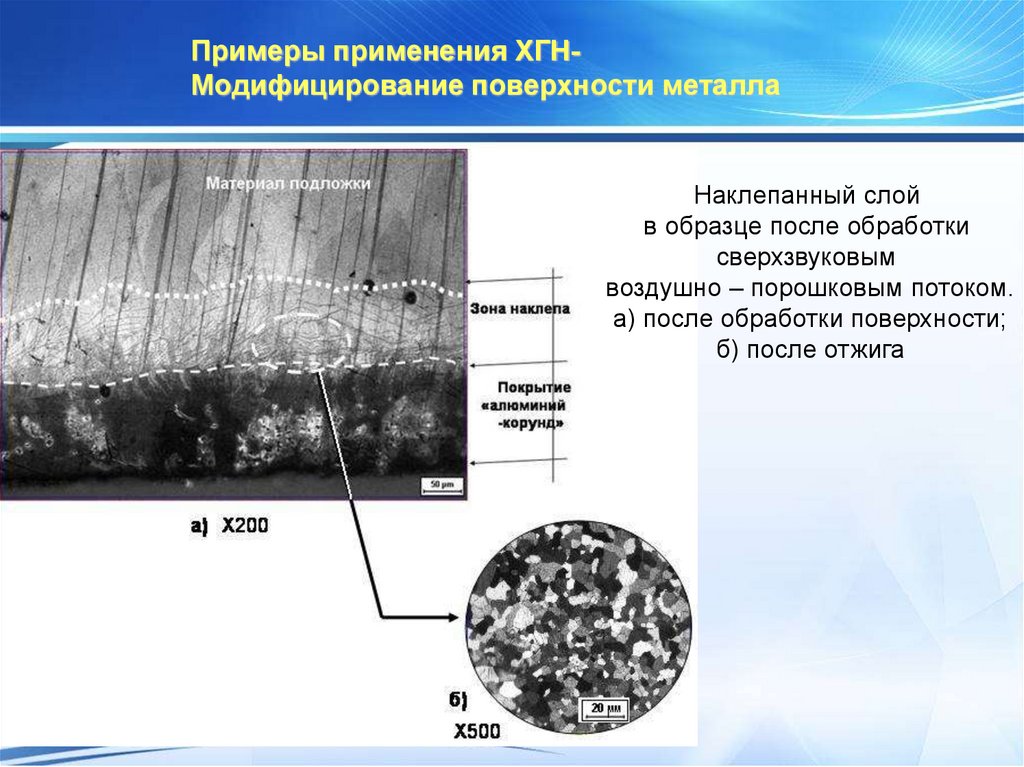
Примеры применения ХГНМодифицирование поверхности металлаНаклепанный слой
в образце после обработки
сверхзвуковым
воздушно – порошковым потоком.
а) после обработки поверхности;
б) после отжига
12.
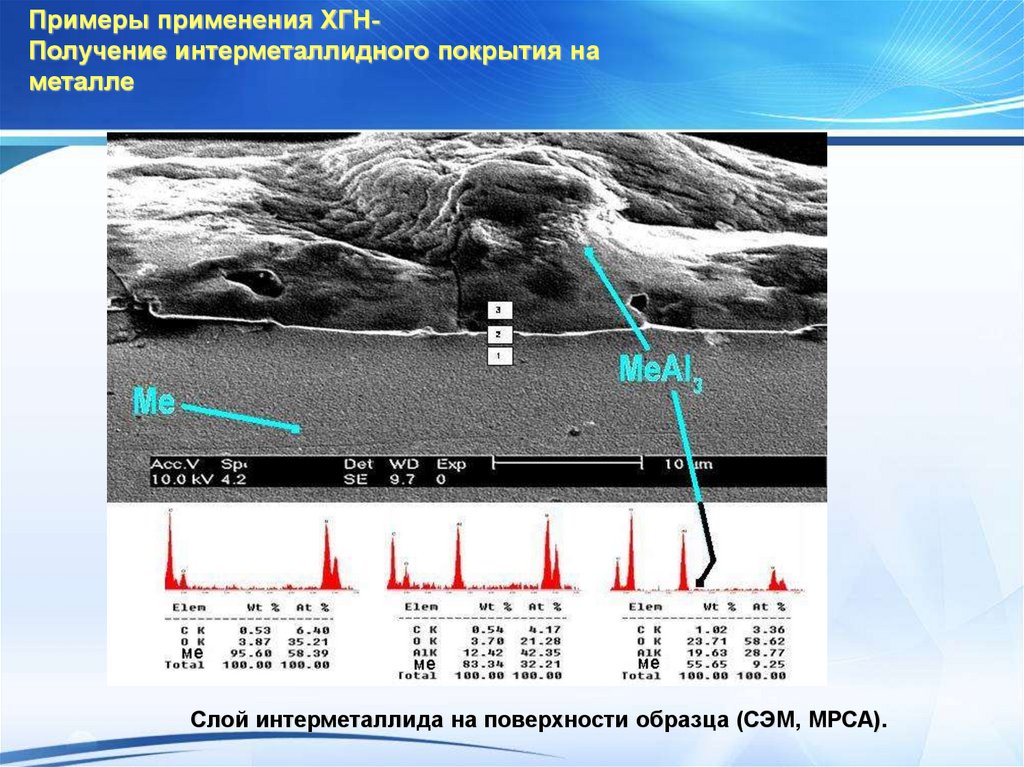
Примеры применения ХГНПолучение интерметаллидного покрытия наметалле
Слой интерметаллида на поверхности образца (СЭМ, МРСА).
13.
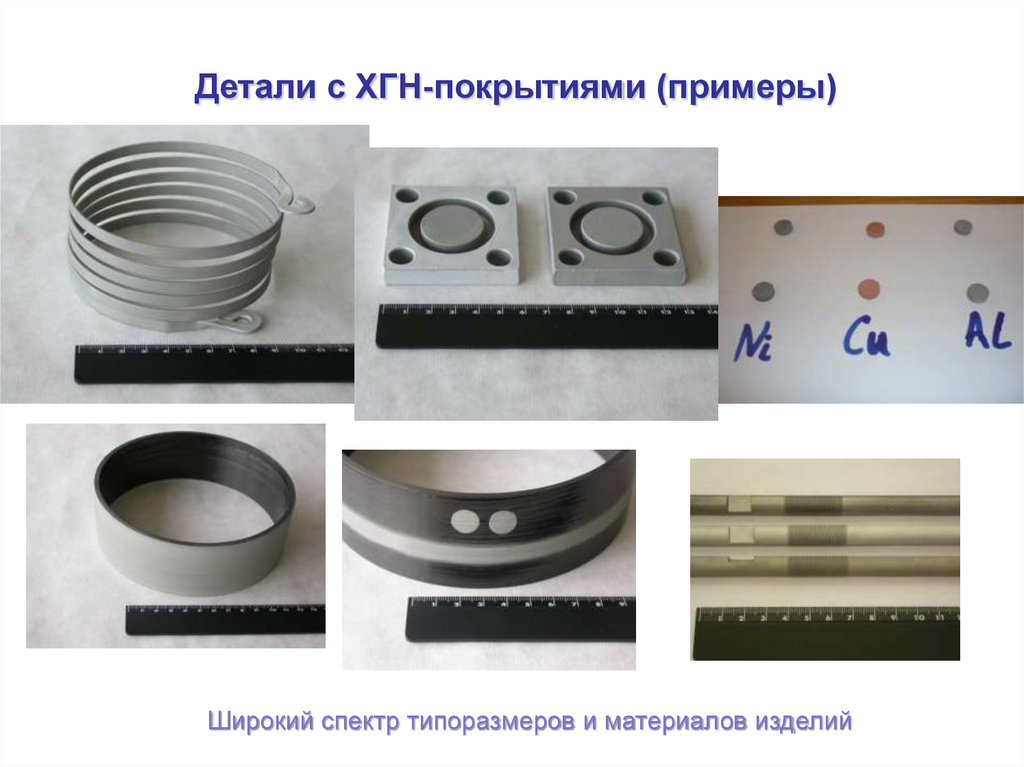
Детали с ХГН-покрытиями (примеры)Широкий спектр типоразмеров и материалов изделий
14.
Арматура в технологических линиях15.
Эндопротезы сустава16.
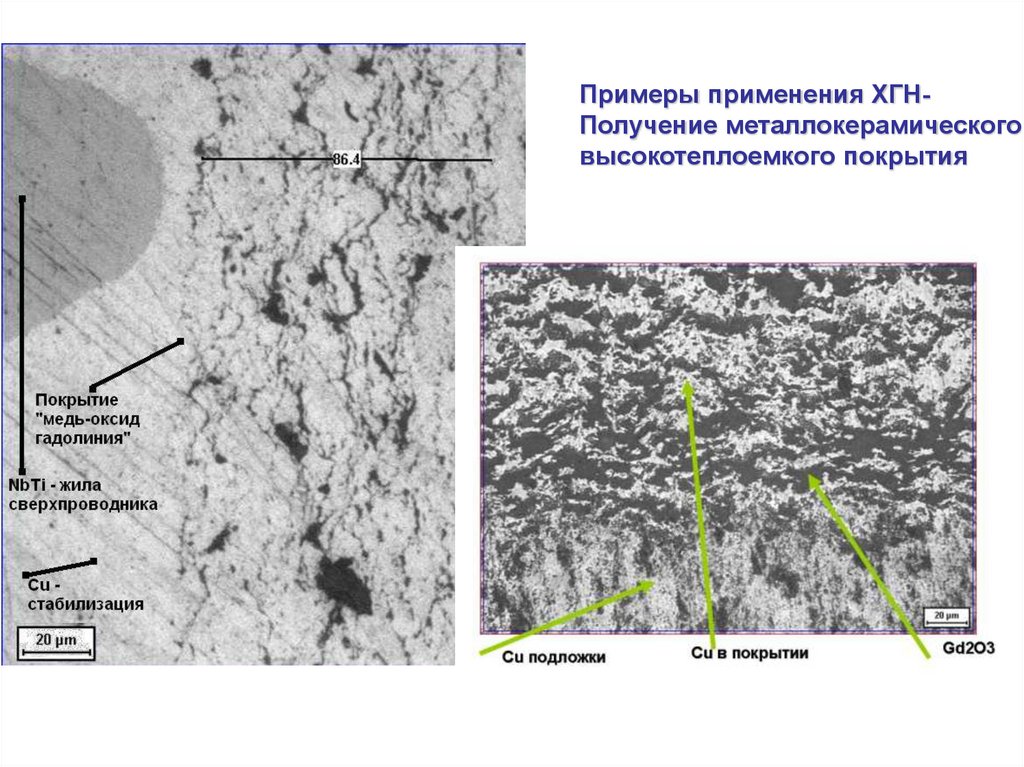
Примеры применения ХГНПолучение металлокерамическоговысокотеплоемкого покрытия
17.
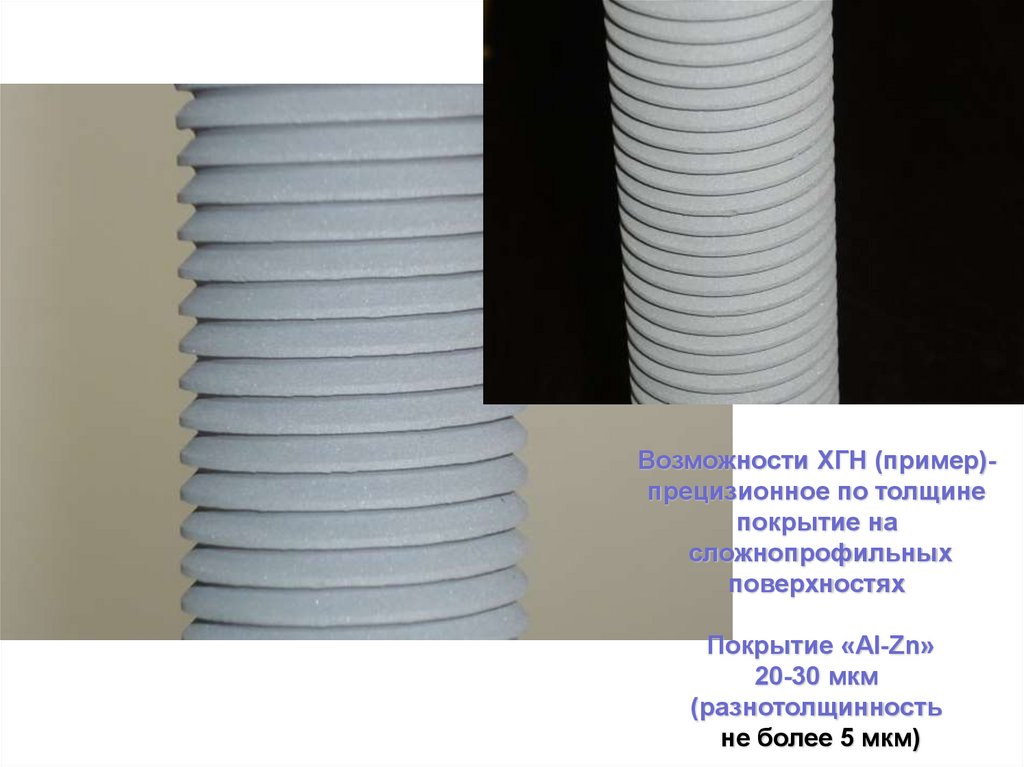
Возможности ХГН (пример)прецизионное по толщинепокрытие на
сложнопрофильных
поверхностях
Покрытие «Al-Zn»
20-30 мкм
(разнотолщинность
не более 5 мкм)
18.
«Холодная» сварка методом ХГН- прочность соединениясравнима со сваркой плавлением при правильном подборе состава шва
Строительная арматура
Fe
Сварка напылением
Сварка напылением
Cu
19.
Роботизированное оборудование для ХГНЕмкость для ОГФУ
Роботизированный комплекс
оборудования
для нанесения
покрытий на емкости для ОГФУ
методом сверхзвукового
воздушно-порошкового
напыления
20.
Возможности ХГНРоботизированный комплекс
оборудования
для нанесения
покрытий на емкости для ОГФУ
методом сверхзвукового
воздушно-порошкового
напыления
21.
-Опробован метод сверхзвуковой газодинамической воздушно – порошковойобработки поверхности различных материалов и изделий с использованием
керамических и металлических порошковых смесей.
-Оборудование для реализации метода ХГН существенно модернизировано с
целью автоматизации процессов, повышения экологической безопасности и
производительности.
- Показано, что при использовании метода возможно формирование как
тонкопленочных покрытий, так и покрытий толщиной свыше 1 мм, обладающих
высокой адгезией к подложке.
-Представляется целесообразным рекомендовать выскоскоростной метод
сверхзвуковой воздушно-порошковый обработки поверхности
конструкционных материалов для внедрения на предприятиях различных
отраслей (коррозионная защита, ремонт, восстановление деталей и др).
- Метод ХГН перспективен для применения в качестве альтернативы
электрохимии и ЛКП, особенно для крупногабаритных изделий