


 industry
industrySimilar presentations:










Анализ процесса экспандирования с целью повышения качества труб диаметром 1420 мм класса почности к60 в линии ТЭСА 1420
1.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИВЫКСУНСКИЙ ФИЛИАЛ
ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО АВТОНОМНОГО
ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ОБРАЗОВАНИЯ
«Национальный исследовательский технологический университет
«МИСИС»
КАФЕДРА Технологии и оборудования обработки металлов давлением
НАПРАВЛЕНИЕ 22.03.02 Металлургия
ПРОФИЛЬ Обработка металлов давлением
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ
РАБОТА
На тему : АНАЛИЗ ПРОЦЕССА ЭКСПАНДИРОВАНИЯ С ЦЕЛЬЮ
ПОВЫШЕНИЯ КАЧЕСТВА ТРУБ ДИАМЕТРОМ 1420 ММ КЛАССА
ПОЧНОСТИ К60 В ЛИНИИ ТЭСА 1420
Студент: Кекнин Д.А. Группа: ОМ-19 ИУП
Руководитель: доцент кафедры ТиО ОМД, к.т.н. Товмасян М.А.
2.
Цель работы:Произвести анализ процесса экспандирования с целью повышения качества
труб диаметром 1420 мм класса прочности К60 в линии ТЭСА 1420
-
Задачи:
Описать требования к производимому сортаменту;
Рассмотреть технологию производства труб в ТЭСЦ-4;
Рассмотреть принцип работы пресса экспандера;
Изучить основные дефекты и контроль сварных труб большого диаметра
Произвести расчет напряженно-деформированного состояния;
Провести экспериментальное исследование по изменению геометрии;
Выполнить анализ результатов исследования;
Предложить рекомендацию для снижений отклонения по форме;
Рассчитать часовую производительность на участке экспандирования.
2
3.
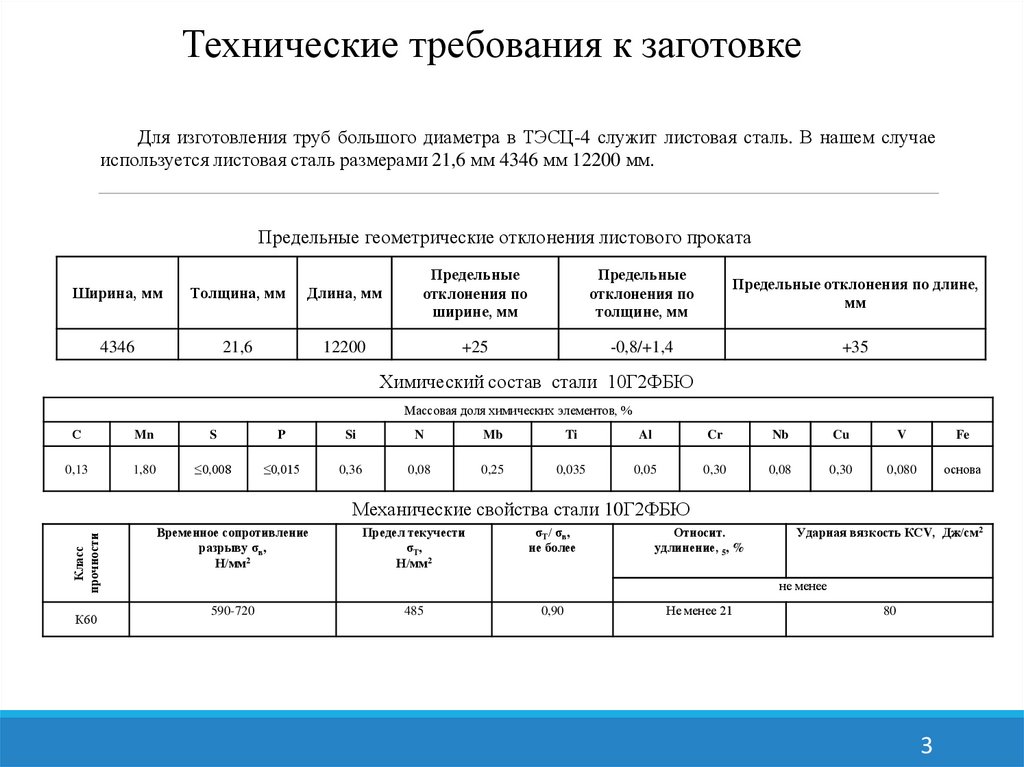
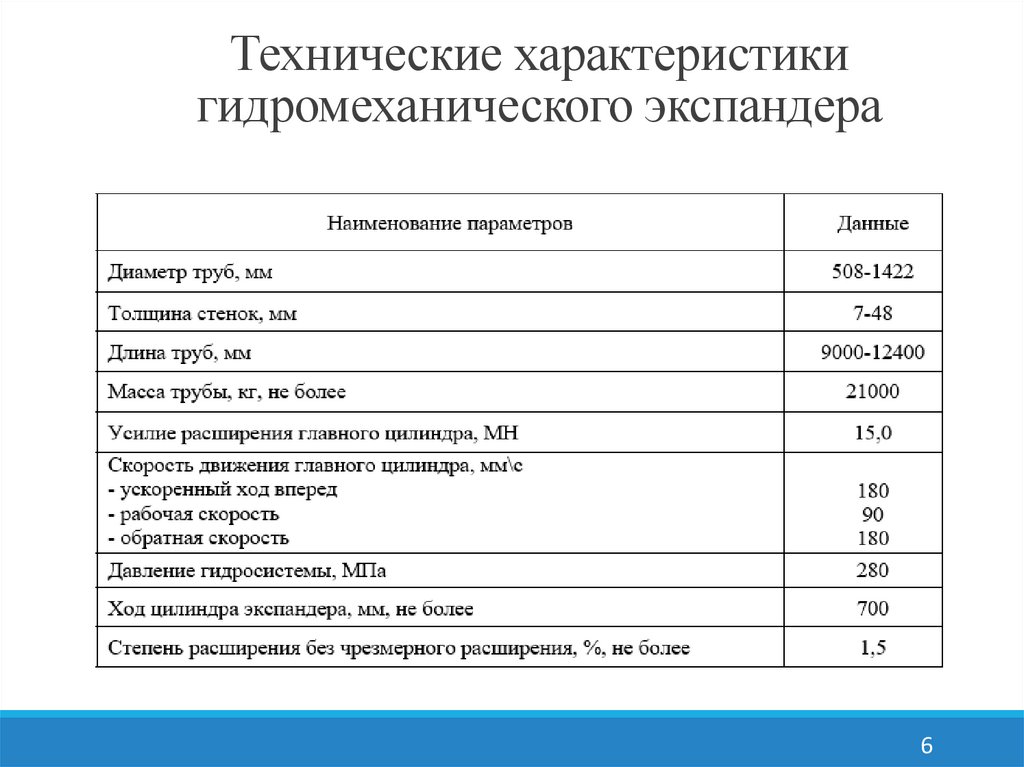
Технические требования к заготовкеДля изготовления труб большого диаметра в ТЭСЦ-4 служит листовая сталь. В нашем случае
используется листовая сталь размерами 21,6 мм 4346 мм 12200 мм.
Предельные геометрические отклонения листового проката
Ширина, мм
Толщина, мм
Длина, мм
Предельные
отклонения по
ширине, мм
Предельные
отклонения по
толщине, мм
Предельные отклонения по длине,
мм
4346
21,6
12200
+25
-0,8/+1,4
+35
Химический состав стали 10Г2ФБЮ
Массовая доля химических элементов, %
С
Mn
S
P
Si
N
Mb
Ti
Al
Cr
Nb
Cu
V
Fe
0,13
1,80
≤0,008
≤0,015
0,36
0,08
0,25
0,035
0,05
0,30
0,08
0,30
0,080
основа
Класс
прочности
Механические свойства стали 10Г2ФБЮ
К60
Временное сопротивление
разрыву σв,
Н/мм2
Предел текучести
σТ,
Н/мм2
σТ/ σв,
не более
Относит.
удлинение, 5, %
Ударная вязкость КСV, Дж/см2
не менее
590-720
485
0,90
Не менее 21
80
3
4.
Требования к производимому сортаментуДля данного типоразмера труб составлено ТУ 1381-012-05757848-2015.
Предельные геометрические отклонения труб
Наименование
Предельные отклонения
Длина, м
от 10,5 до 12,20
Толщина стенки, мм
- 0,8; + 1,5
Овальность на концах труб, %
1
Наружный диаметр на концах трубы на длине 200 мм от
±1,6
торцов
Наружный диаметр по телу трубы
±3,0
Отклонение от теоретической окружности в зоне шва, мм
не более 2,0
Смещение продольных кромок, мм
не более 3,0
Смещение осей наружного и внутреннего сварного шва, мм
3,2
Ширина усиления сварных швов
не более 30,0
Величина экспандирования, %
1,2
4
5.
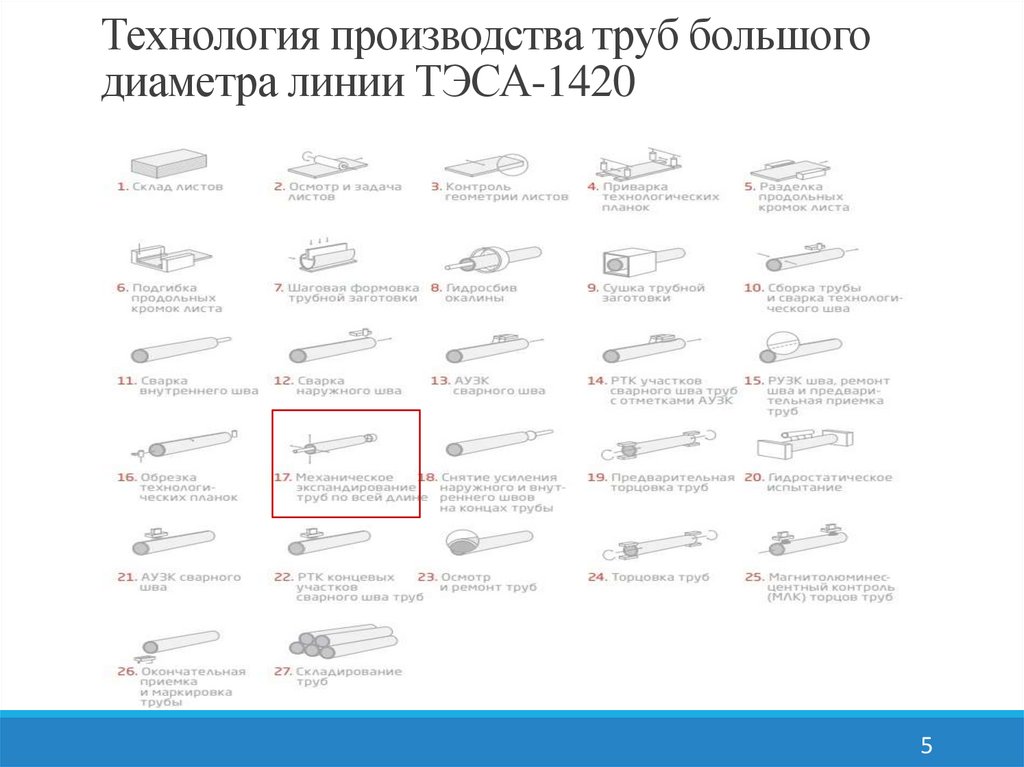
Технология производства труб большогодиаметра линии ТЭСА-1420
5
6.
Технические характеристикигидромеханического экспандера
6
7.
Возможные дефекты труб большого диаметраДефекты - «вдавы» при правке листовой заготовки
Дефекты после экспандирования труб
(а) – овальность; (б) - продольная кривизна.
Вмятина от попадания стружки под пуансон
формовочного пресса на внутренней: (а) и
наружной (б) поверхности трубной заготовки.
Разрывы труб после экспандирования:
(а) – вдоль сварного шва с переходом на основной
металл, (б) – вдоль шва, в зоне термического влияния.
7
8.
Контроль качества основного металлаи сварного соединения
Согласно ТУ1381-012-05757848-2015 контроль качества основного металла и
сварного соединения труб производят путем:
- Визуального осмотра внутренней и наружной поверхности и измерения
геометрических параметров трубы;
- Испытания основного металла труб на растяжение, ударный изгиб и ударный изгиб
падающим грузом;
- Испытаний сварных соединений на растяжение, ударный и статический изгиб;
- Контроля твердости;
- Гидравлического испытания труб;
- Контроля неразрушающими методами;
8
9.
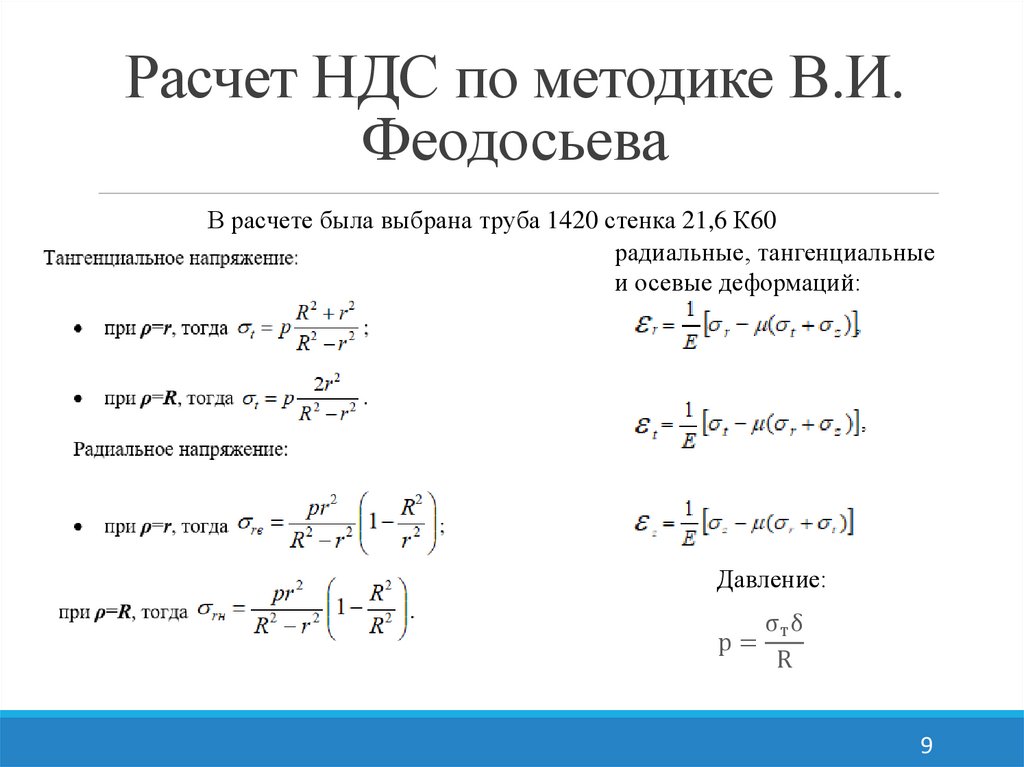
Расчет НДС по методике В.И.Феодосьева
В расчете была выбрана труба 1420 стенка 21,6 К60
радиальные, тангенциальные
и осевые деформаций:
Давление:
σт δ
р=
R
9
10.
Результаты расчета НДС трубы по толщинестенки
Величина деформаций волокон
700
0,004
600
0,003
Величина деформаций
Величина напряжений, МПа
Величина напряжений волокон
500
400
300
200
100
0
-100
0
5
10
15
21,6
Толщина стенки, мм
0,002
0,001
0
-0,001
0
5
10
15
21,6
-0,002
-0,003
Толщна стенки, мм
Радиальная деформация
Радиальное Напряжение
Тангенсальное Напряжение
Тангенсальная деформация
Осевая деформация
График распределения напряжений по толщине
стенки
График распределения деформаций по толщине
стенки
10
11.
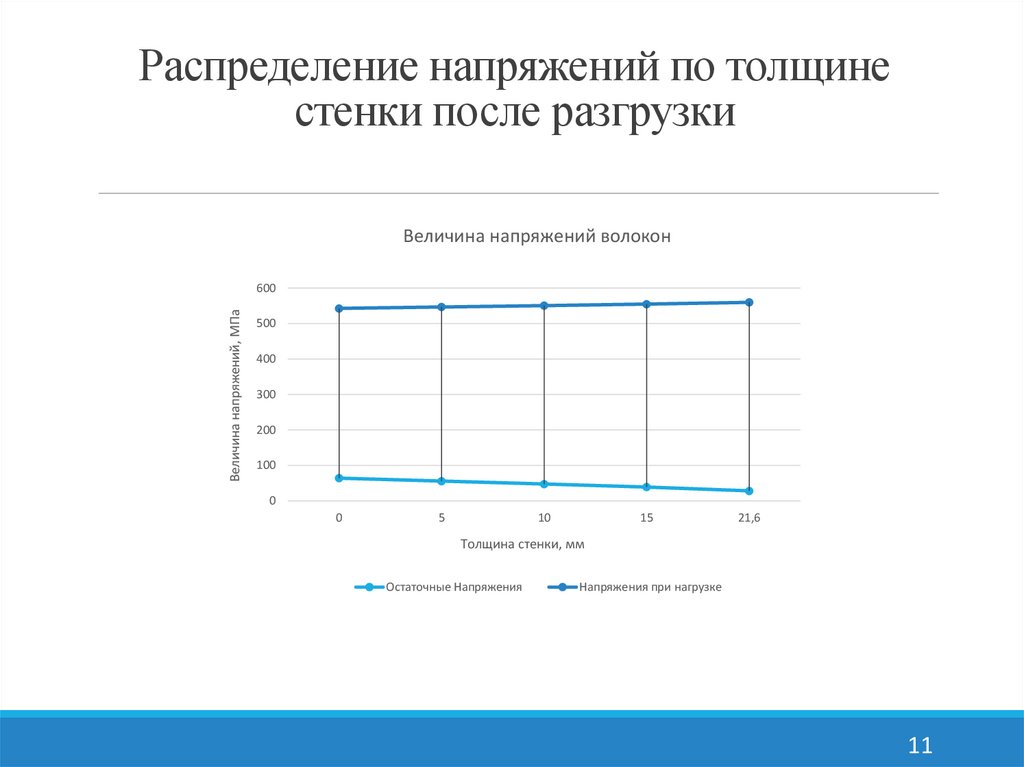
Распределение напряжений по толщинестенки после разгрузки
Величина напряжений волокон
Величина напряжений, МПа
600
500
400
300
200
100
0
0
5
10
15
21,6
Толщина стенки, мм
Остаточные Напряжения
Напряжения при нагрузке
11
12.
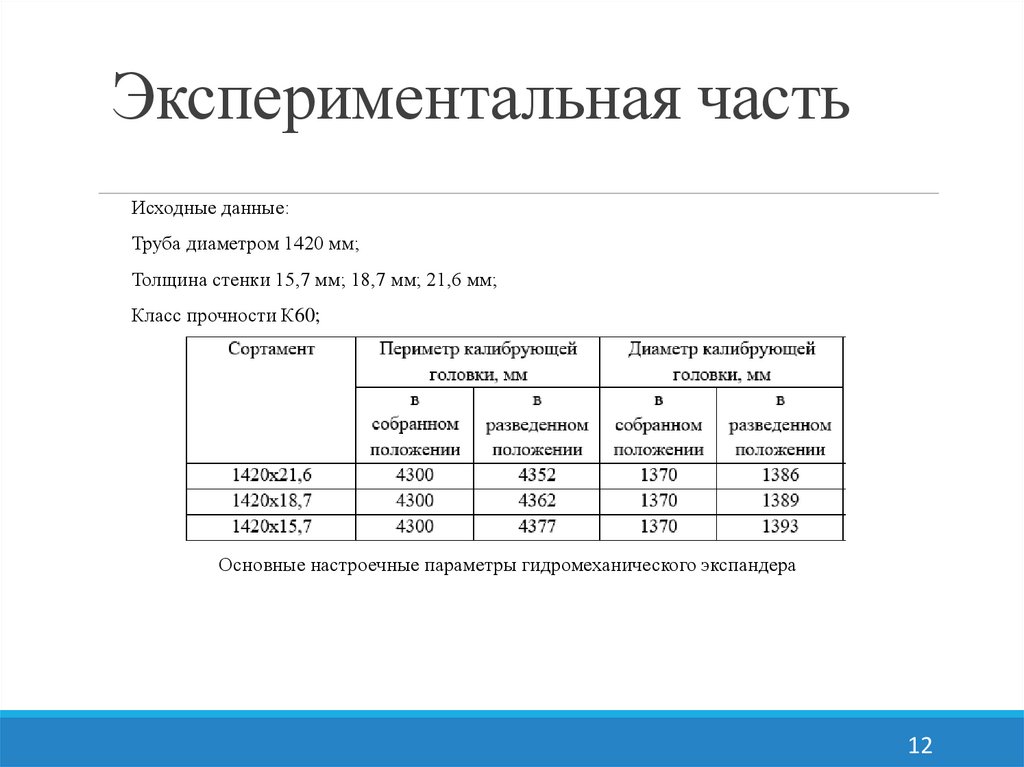
Экспериментальная частьИсходные данные:
Труба диаметром 1420 мм;
Толщина стенки 15,7 мм; 18,7 мм; 21,6 мм;
Класс прочности К60;
Основные настроечные параметры гидромеханического экспандера
12
13.
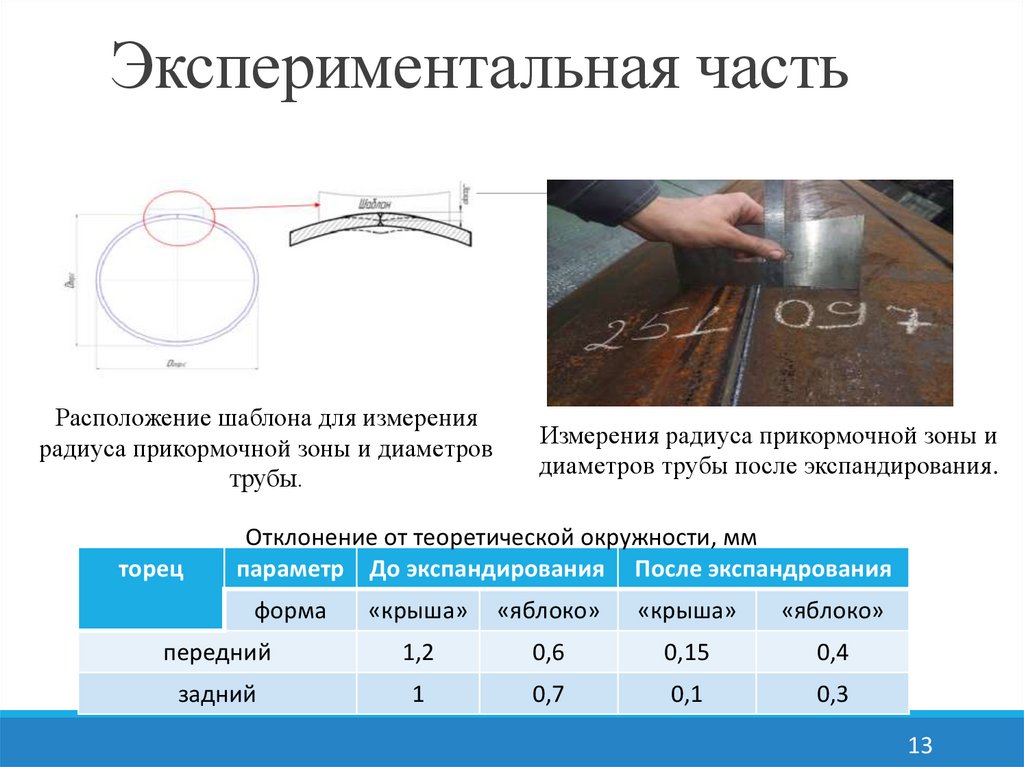
Экспериментальная частьРасположение шаблона для измерения
радиуса прикормочной зоны и диаметров
трубы.
торец
Измерения радиуса прикормочной зоны и
диаметров трубы после экспандирования.
Отклонение от теоретической окружности, мм
параметр До экспандирования После экспандрования
форма
«крыша»
«яблоко»
«крыша»
«яблоко»
передний
1,2
0,6
0,15
0,4
задний
1
0,7
0,1
0,3
13
14.
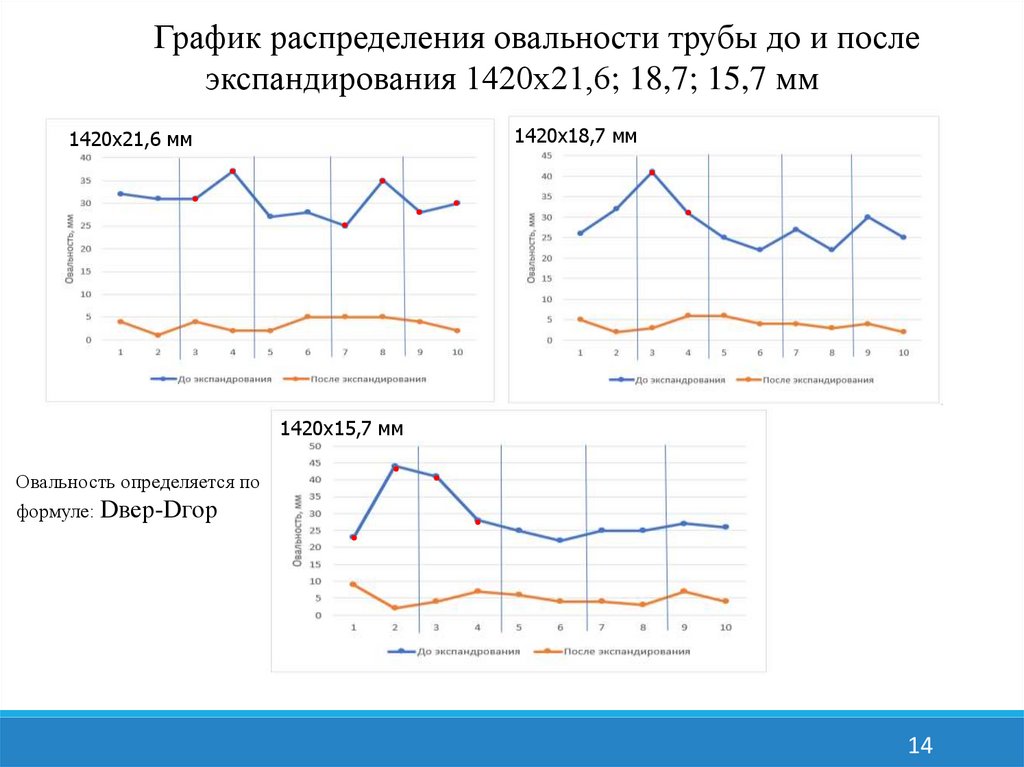
График распределения овальности трубы до и послеэкспандирования 1420х21,6; 18,7; 15,7 мм
1420х18,7 мм
1420х21,6 мм
1420х15,7 мм
Овальность определяется по
формуле: Dвер-Dгор
14
15.
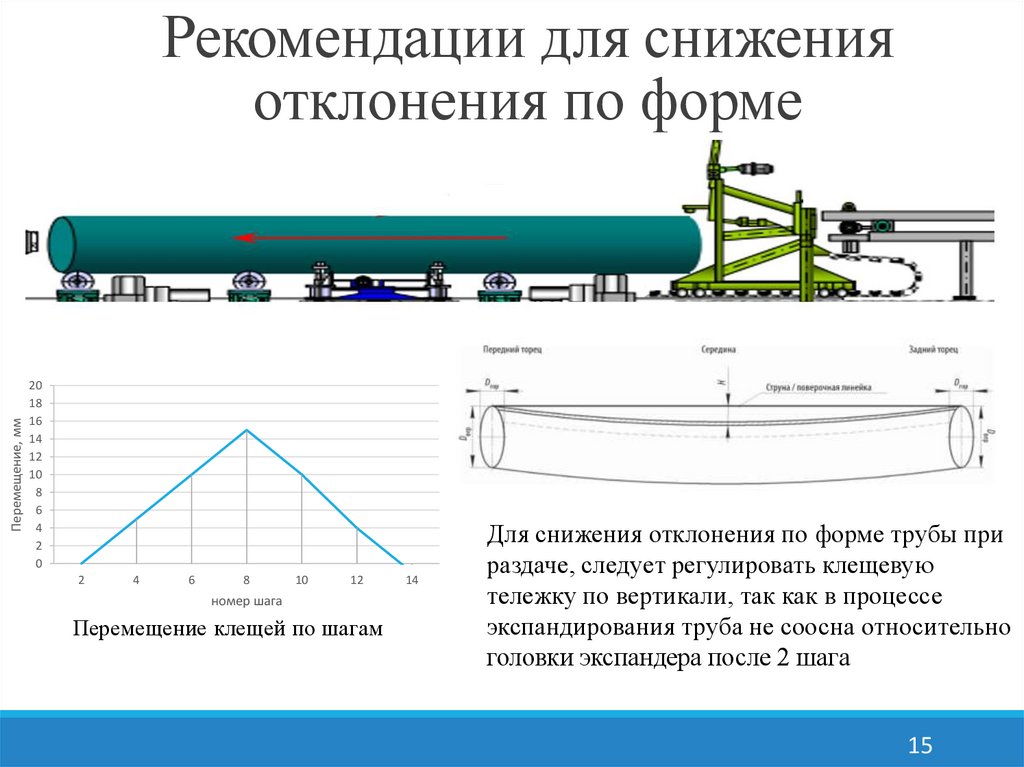
Перемещение, ммРекомендации для снижения
отклонения по форме
20
18
16
14
12
10
8
6
4
2
0
2
4
6
8
10
12
номер шага
Перемещение клещей по шагам
14
Для снижения отклонения по форме трубы при
раздаче, следует регулировать клещевую
тележку по вертикали, так как в процессе
экспандирования труба не соосна относительно
головки экспандера после 2 шага
15
16.
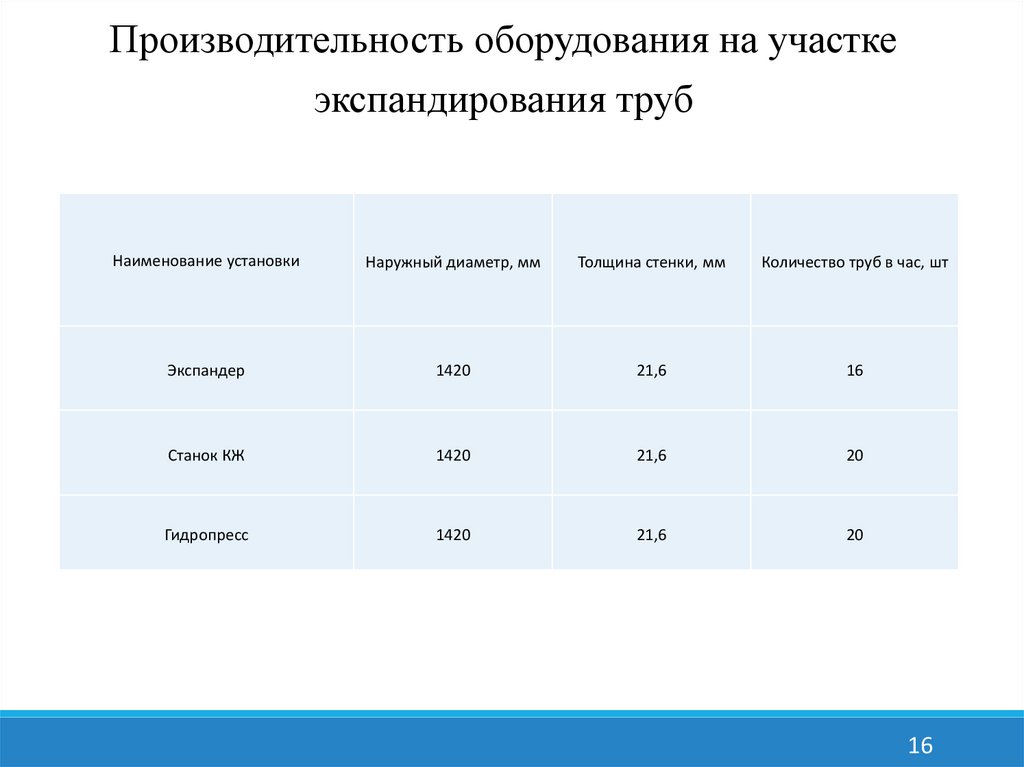
Производительность оборудования на участкеэкспандирования труб
Наименование установки
Наружный диаметр, мм
Толщина стенки, мм
Количество труб в час, шт
Экспандер
1420
21,6
16
Станок КЖ
1420
21,6
20
Гидропресс
1420
21,6
20
16
17.
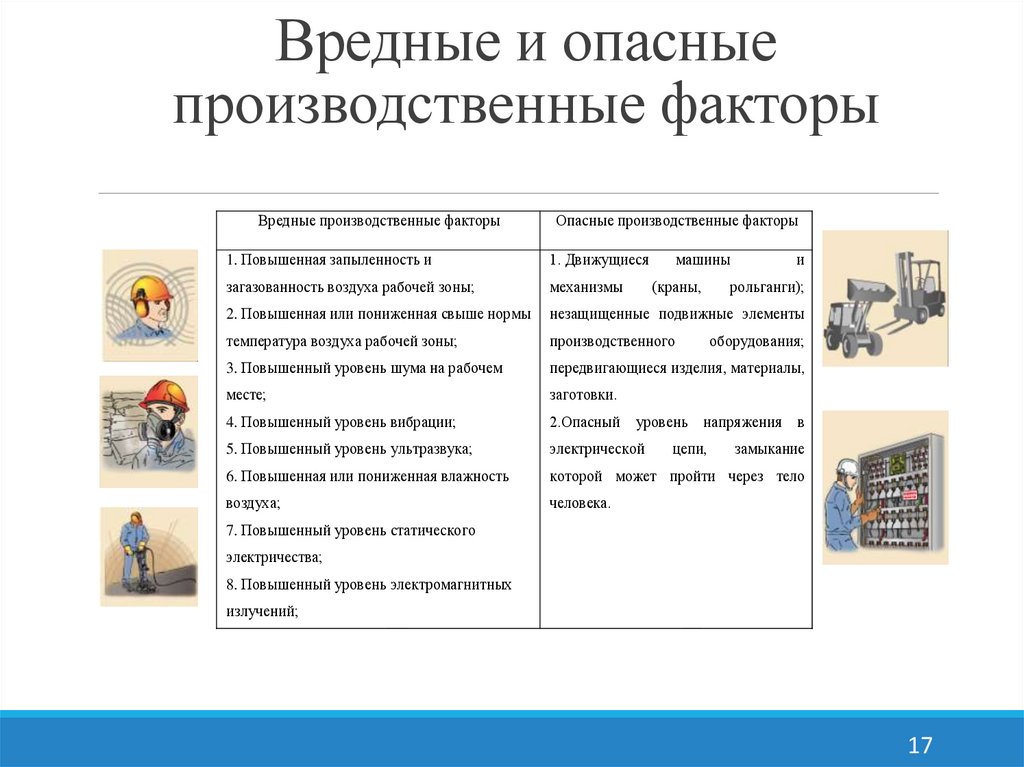
Вредные и опасныепроизводственные факторы
Вредные и опасные производственные факторы.
Вредные производственные факторы
Опасные производственные факторы
1. Повышенная запыленность и
1. Движущиеся
машины
загазованность воздуха рабочей зоны;
механизмы
2. Повышенная или пониженная свыше нормы
незащищенные подвижные элементы
температура воздуха рабочей зоны;
производственного
3. Повышенный уровень шума на рабочем
передвигающиеся изделия, материалы,
месте;
заготовки.
4. Повышенный уровень вибрации;
2.Опасный
5. Повышенный уровень ультразвука;
электрической
6. Повышенная или пониженная влажность
которой может пройти через тело
воздуха;
человека.
(краны,
и
рольганги);
оборудования;
уровень напряжения в
цепи,
замыкание
7. Повышенный уровень статического
электричества;
8. Повышенный уровень электромагнитных
излучений;
Повышенная напряженность магнитного поля;
17
18.
ВыводВ данной выпускной квалификационной работе проведен анализ процесса экспандирования с целью
повышения качества труб диаметром 1420 мм класса прочности К60 в линии ТЭСА 1420.
Произведен расчет напряженно – деформированного состояния при экспандировании по методике
В.И. Феодосьева. Определены максимальные значения напряжений по толщине стенки трубы, которое
составило 606,77 МПа.
Провели экспериментальное исследование по изменению геометрии трубы до и после
экспандирования. Максимальное значение 44 мм, минимальное 22 мм. Минимальное значение овала
после экспандирования имеют трубы с овальностью от 0,3 до 0,8 %..
Предоставлена рекомендация по снижению отклонения по форме трубы после экспандирования.
Выполнен расчет часовой производительности участка экспандирования и основных его агрегатов.
При производстве труб размером 1420х21,6 производительность пресса экспандера составила 16 труб в
час.
В области безопасности жизнедеятельности и охраны окружающей среды были рассмотрены
перечни опасных и вредных производственных факторов.
18