






 industry
industrySimilar presentations:










Организация производства прямошовных сварных труб для магистральных нефте- и газопроводов диаметром 426-1420 мм
1.
Наименование проекта -Организация производства прямошовных сварных труб
для магистральных нефте и газопроводов диаметром 426-1420 мм
2.
Наименование проекта:Организация производства прямошовных сварных труб для магистральных нефте и газопроводов диаметром 426-1420 мм.
Проектом предусматривается запуск в производство первого и единственного в средней Азии высокотехнологичного трубосварочного стана
по производству прямошовных сварных труб, модель JCOE 426-1420 мм.
Производственная мощность проекта - 80 тыс. тн/ год
Стоимость проекта – 36 млн долларов США
Источник финансирования – собственные средства
Дата запуска проекта – 4 квартал 2022г
Основные направления применения продукции:
- нефтегазовый сектор;
- промышленность;
- строительство;
- коммунальный сектор.
3.
Типичная компоновка проектаи основные данные для производства 80 000 тонн в год
4.
Характеристики стана JCOE 426×1420Используемый материал
Листы марок стали
(Q235B, Q345B) X42-X70
Длина
8,000.0 - 12,000.0 mm
Толщина листа
8-30mm (X70:25.4mm)
Ширина
1 250.0 – 4 500.0 mm
Вес
Максимум 12,5 тонны
Информация о продукции
Стандарты
Марки стали
API 5L, ГОСТ 20295,
ГОСТ ISO 3183
(Q235B、Q345B)
X42-X70
Наружный
диаметр
426-1420
mm
Толщина
стенки
6-30
mm
Длина
Подготовка и дефектоскопия листовых заготовок
Станок для предварительного изгиба листа
Номинальное давление формовочной машины
с ЧПУ PPF2600 / 133 составляет 2 600 тонн
Машина для предварительной сварки TW1422/16
8-12
m
Основные характеристики стана
Основные
характеристики стана
Производственная
мощность
Общая максимальная
мощность оборудования
Рабочее напряжение
Рабочая частота
Циркулирующая вода
Количество рабочих мест
Размеры трубы
(mm)
426
Скорость производства
(штук/час)
8
1420
6
6800 KW
380V+/-10%
50Гц,; предел колебаний 49,0 - 50,5Гц
2100 литров/ мин
144
5.
Техническое решение для автоматической сварки внутреннего и наружного швов прямошовных стальных труб включает в себя 1 комплект машины TW1422/16 дляпредварительной сварки, 2 комплекта 4-х проводного внутреннего сварочного аппарата и 2 комплекта 6-ти проводного наружного сварочного аппарата
Четырехпроводное оборудование для внутренней сварки
Участки наружной сварки (2 линии)
Система электропитания сварки, шкаф цифрового
управления и катушки сварочной проволоки
Оборудование для наружной сварки с головкой
пятипроводной машины для наружной сварки
Система управления оборудованием для сварки
Сварочная тележка под стальную трубу
6.
Технические решения по экспандированию труб, испытаниям, контролю качества сварного шва и межпролетному транспортированиюТехнические данные машины для холодного экспандирования (калибровки)
Сила тяги: 10MN (1000 тонн)
Коэффициент калибровки: 0.5 - 1.5%
Потребление электроэнергии: максимум 1050 кВА
Общий вид машины для холодного экспандирования
Гидравлическая система для калибровки
Смазочная система для калибровки
Максимальное испытательное давление на гидростенде: 25 MРa
Время выдержания давления: 5 30 сек
Производительность: ≥8 (шт. / час)
Дефектоскопия УЗК (UT) сварного шва:
10-15 труб/час Количество датчиков: 18
Межпролетная передвижная тележка
Скорость: 3-20м/мин. Мощность : 5,5KW
7.
Технологический процесс производства стальных сварных прямошовных труб8.
Технологический маршрут1. Кран для загрузки листа **
2. УЗ проверка листа *
3. Дробеструйная обработка листа *
4. Приварка технологической̆ планки
6. Фрезерование кромок листа
6. Загибание кромок
7. Формовка трубы
8. Технологический̆ шов (прихватка)
9. Закрытие зазора (дожимной̆ пресс)*
10. Внутренняя дуговая сварка под флюсом
11. Наружная дуговая сварка под флюсом вн.д.
12. Ультразвуковой контроль 1 (внутренний)**
13. Рентген-контроль 1**
14. Ремонтный̆ участок 1
16. Резка проб
16. Механический̆ экспандер
17. Торцевание труб*
18. Гидростатическое испытание
19. Ультразвуковой контроль 2
20. Рентген-контроль 2
21. Рентген-контроль 3
22. Ремонтный̆ участок 2
23. Снятие фаски с торцов труб
24. Магнитно-порошковая дефектоскопия
26. Измерение геометрии
26. Окончательная приемка
9.
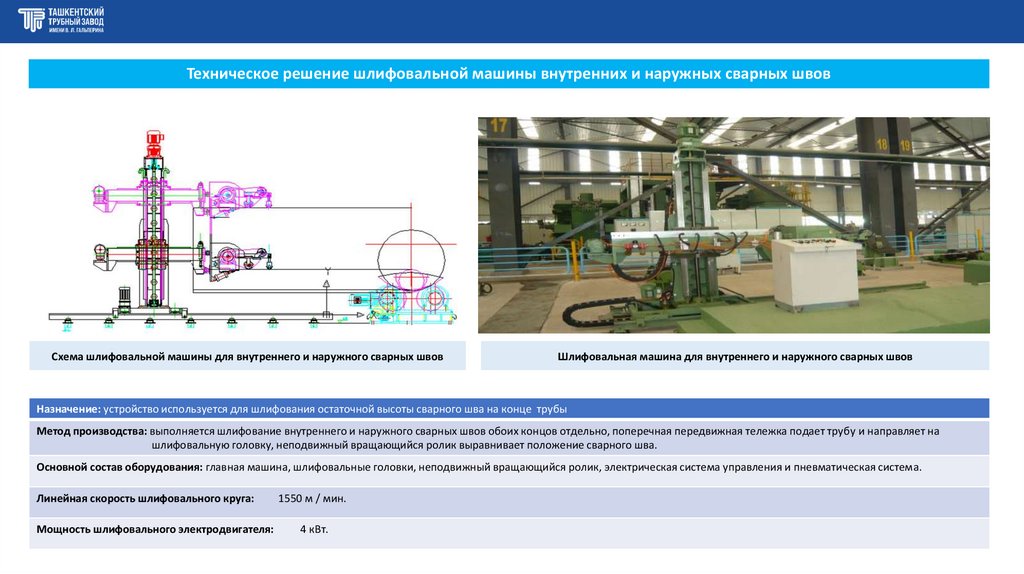
Техническое решение шлифовальной машины внутренних и наружных сварных швовСхема шлифовальной машины для внутреннего и наружного сварных швов
Шлифовальная машина для внутреннего и наружного сварных швов
Назначение: устройство используется для шлифования остаточной высоты сварного шва на конце трубы
Метод производства: выполняется шлифование внутреннего и наружного сварных швов обоих концов отдельно, поперечная передвижная тележка подает трубу и направляет на
шлифовальную головку, неподвижный вращающийся ролик выравнивает положение сварного шва.
Основной состав оборудования: главная машина, шлифовальные головки, неподвижный вращающийся ролик, электрическая система управления и пневматическая система.
Линейная скорость шлифовального круга:
Мощность шлифовального электродвигателя:
1550 м / мин.
4 кВт.