

 industry
industrySimilar presentations:










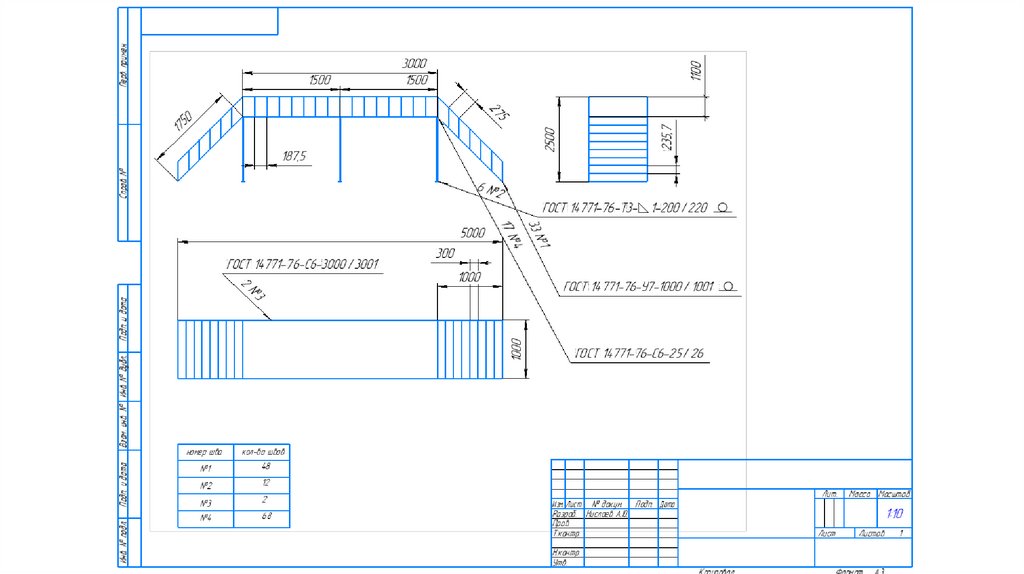
Разработка комплексного технологического процесса изготовления сварной металлоконструкции «Лестничный переход с площадками»
1.
Правительство Санкт-ПетербургаКомитет по образованию
ГБПОУ «Автомеханический колледж»
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ДИПЛОМНОМУ ПРОЕКТУ
По специальности 22.02.06 «Сварочное производство»
На тему «Разработка комплексного технологического процесса изготовления сварной металлоконструкции
«Лестничный переход с площадками».
Руководитель дипломного проекта: Ковалюк Г.К.
Студент группы 4021: Нислаев А.Ю
Санкт-Петербург
2024
2.
3.
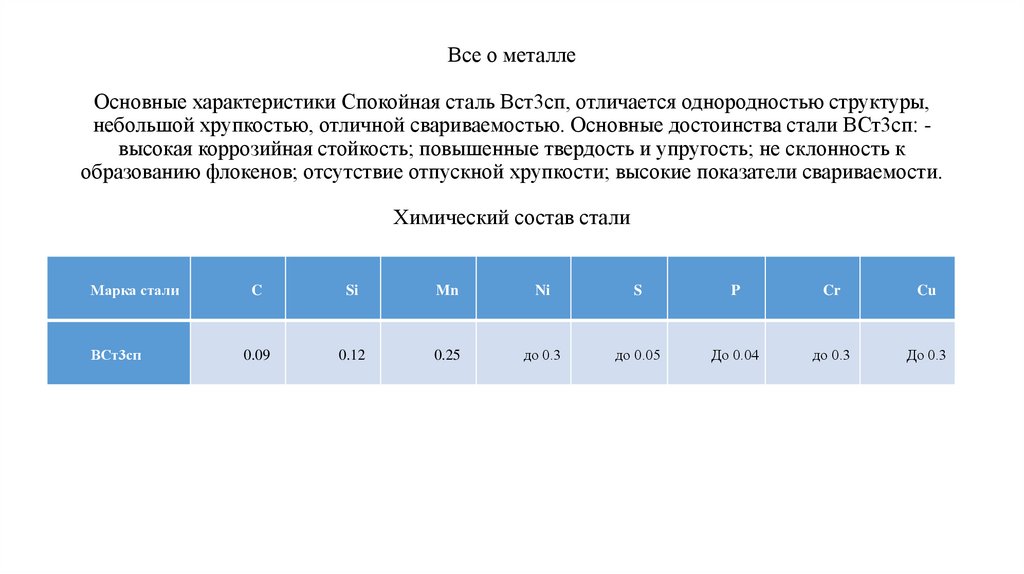
Все о металлеОсновные характеристики Спокойная сталь Вст3сп, отличается однородностью структуры,
небольшой хрупкостью, отличной свариваемостью. Основные достоинства стали ВСт3сп: высокая коррозийная стойкость; повышенные твердость и упругость; не склонность к
образованию флокенов; отсутствие отпускной хрупкости; высокие показатели свариваемости.
Химический состав стали
Марка стали
C
Si
Mn
Ni
S
P
Cr
Cu
ВСт3сп
0.09
0.12
0.25
до 0.3
до 0.05
До 0.04
до 0.3
До 0.3
4.
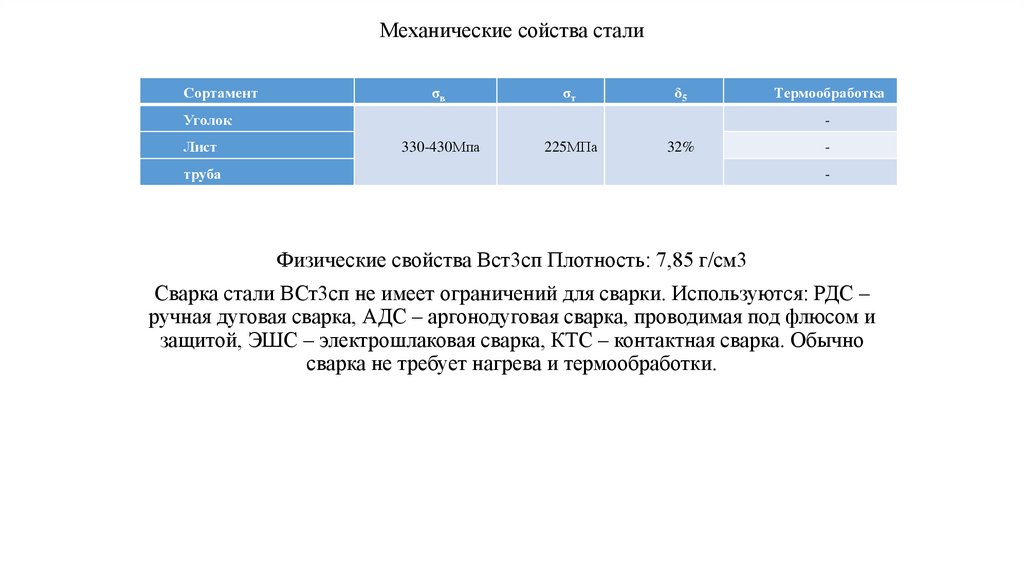
Механические сойства сталиСортамент
σв
σт
δ5
Уголок
Лист
Термообработка
-
330-430Мпа
225МПа
32%
труба
-
Физические свойства Вст3сп Плотность: 7,85 г/см3
Сварка стали ВСт3сп не имеет ограничений для сварки. Используются: РДС –
ручная дуговая сварка, АДС – аргонодуговая сварка, проводимая под флюсом и
защитой, ЭШС – электрошлаковая сварка, КТС – контактная сварка. Обычно
сварка не требует нагрева и термообработки.
5.
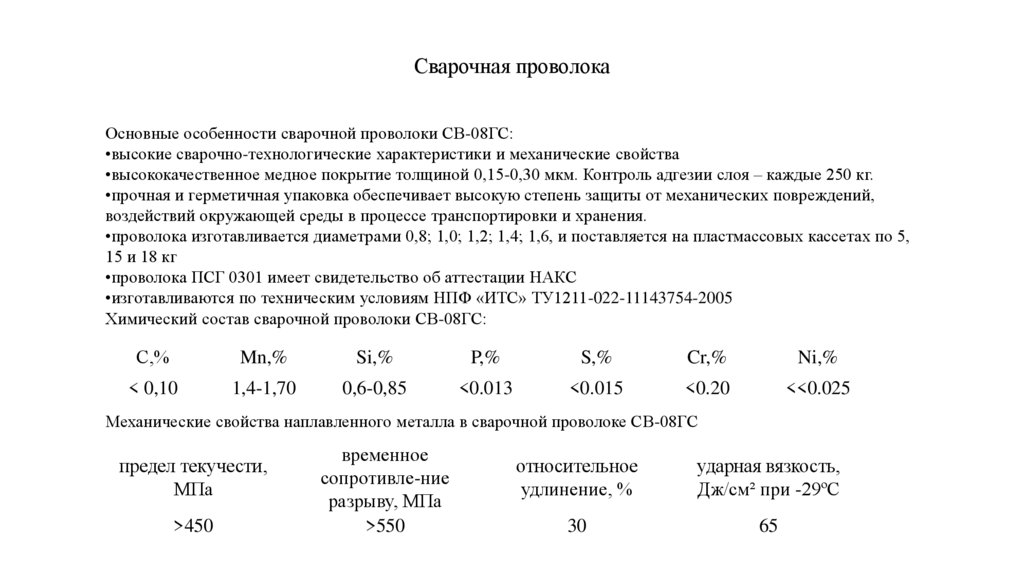
Сварочная проволокаОсновные особенности сварочной проволоки СВ-08ГС:
•высокие сварочно-технологические характеристики и механические свойства
•высококачественное медное покрытие толщиной 0,15-0,30 мкм. Контроль адгезии слоя – каждые 250 кг.
•прочная и герметичная упаковка обеспечивает высокую степень защиты от механических повреждений,
воздействий окружающей среды в процессе транспортировки и хранения.
•проволока изготавливается диаметрами 0,8; 1,0; 1,2; 1,4; 1,6, и поставляется на пластмассовых кассетах по 5,
15 и 18 кг
•проволока ПСГ 0301 имеет свидетельство об аттестации НАКС
•изготавливаются по техническим условиям НПФ «ИТС» ТУ1211-022-11143754-2005
Химический состав сварочной проволоки СВ-08ГС:
С,%
Mn,%
Si,%
P,%
S,%
Cr,%
Ni,%
< 0,10
1,4-1,70
0,6-0,85
<0.013
<0.015
<0.20
<<0.025
Механические свойства наплавленного металла в сварочной проволоке СВ-08ГС
предел текучести,
МПа
>450
временное
сопротивле-ние
разрыву, МПа
>550
относительное
удлинение, %
ударная вязкость,
Дж/см² при -29ºС
30
65
6.
Углекислый газУглекислый газ тяжелее воздуха, благодаря чему он надежно изолирует
расплавленный металл от контакта с ним. Это единственный активный газ,
который используют при сварке как защитный в чистом виде, то есть не добавляя
к нему инертный газ.
Достоинства:
Производительность в 2.5 – 3.5 раза выше, чем при ручной дуговой сварки.
Образуется плотный шов. Глубокий провар основного метала.
Высокий коэффициент наплавки, так как экономится энергия, которая при сварке
пол флюсом тратится на разогрев и плавление.
Мала зона термического воздействия.
Место сварки хорошо видно.
Возможна сварка в любом пространственном положении шва.
7.
Сварочное оборудованиесварочный аппарат
листогибочный станок
8.
ПриспособленияКондуктор
редуктор
проволока
9.
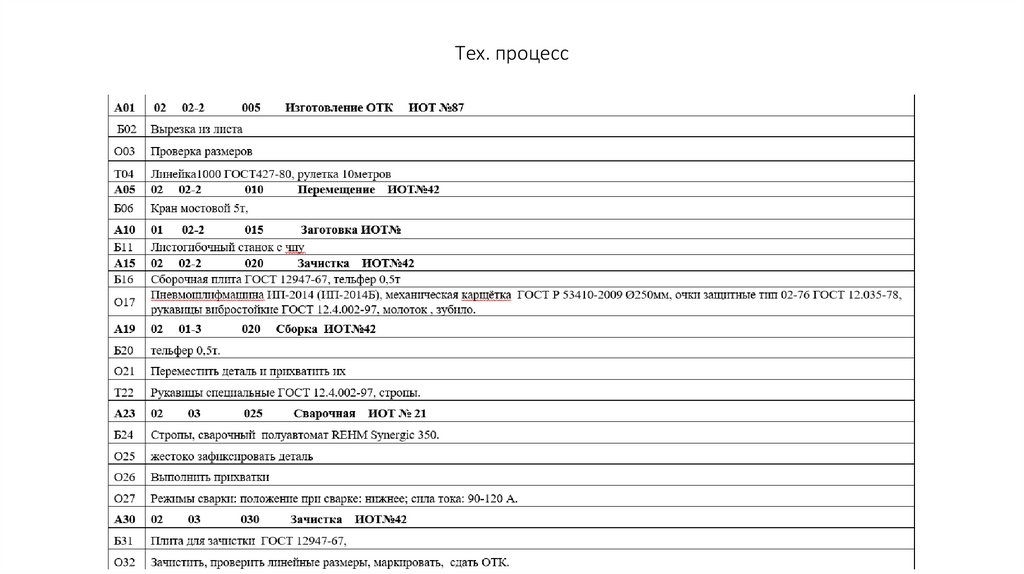
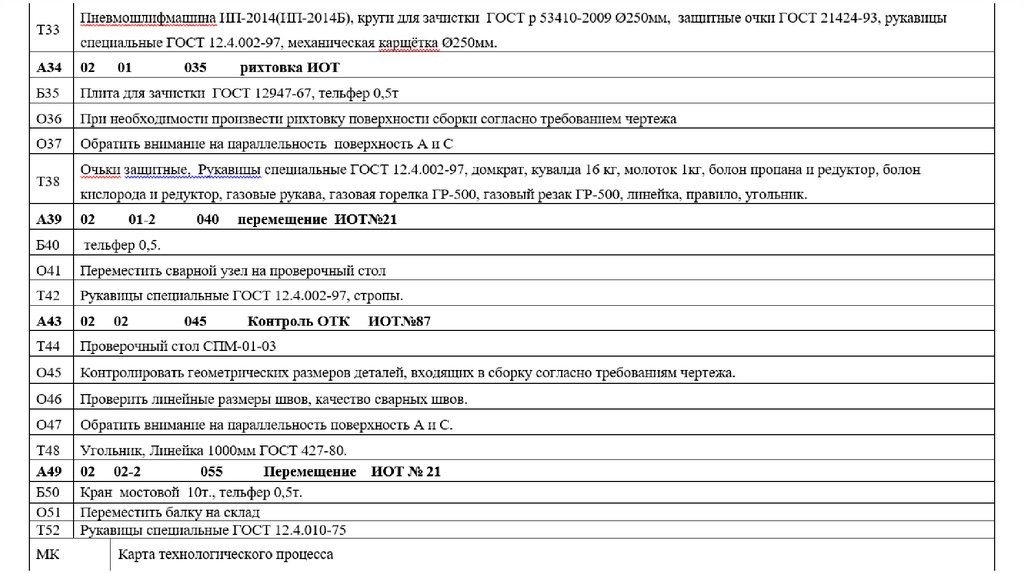
Тех. процесс10.
11.
ЗАКЛЮЧЕНИЕВ результате работы над дипломным проектом мною были разработаны:
Требования к изготовлению сварной металлоконструкции
Маршрутную технологию изготовления сварной металлоконструкции
"Лестничный переход с площадкой".
Маршрутную карту технологического процесса изготовления сварной
металлоконструкции " Лестничный переход с площадкой ".
Назначены мероприятия по контролю качества, снижению напряжений и
деформаций, а также мероприятия по охране труда.
Осуществил расчёты:
Свариваемости основного металла сварной металлоконструкции.
Параметры режима сварки.
Расчёт оптимального раскроя металлопроката.
Расчет экономической эффективности производства
Назначил:
Заготовительное, сборочное и сварочное оборудование
Оптимальные размеры исходного металлопроката.
Разработанный технологический процесс является наиболее оптимальным при
данных условиях производства.