

 industry
industrySimilar presentations:




")
")




Контактная сварка
1.
Федеральное государственное образовательное учреждение высшего образования«Магнитогорский государственный технический университет им. Г.И. Носова»
Институт естествознания и стандартизации
Кафедра: Технологий, сертификации и сервиса автомобилей
КОНТАКТНАЯ СВАРКА
Студент: пТСМБ-22-1
Новиков А.С
2.
Контактная сварка - это процесс образования соединения врезультате нагрева металла проходящим через него
электрическим током и пластической деформации зоны
соединения под действием сжимающего усилия.
3.
4.
Преимущества контактной сварки переддругими способами
- Высокая производительность (время сварки одной точки или стыка
составляет 0,02... 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом
числе управляемых параметров режима, что снижает требования к
квалификации сварщика
- Экологическая чистота процесса, легко поддающегося механизации и
автоматизации
5.
6.
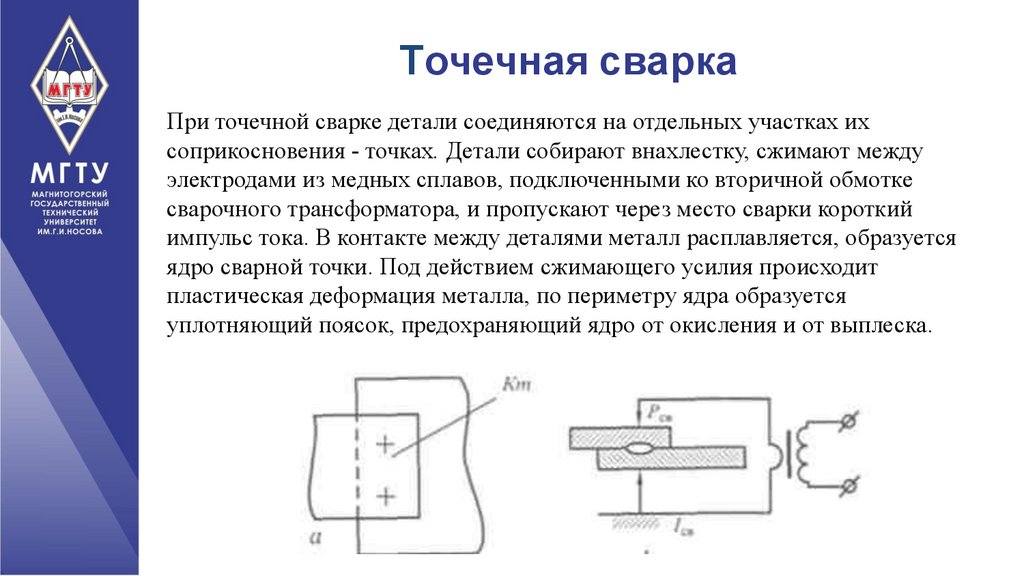
Точечная сваркаПри точечной сварке детали соединяются на отдельных участках их
соприкосновения - точках. Детали собирают внахлестку, сжимают между
электродами из медных сплавов, подключенными ко вторичной обмотке
сварочного трансформатора, и пропускают через место сварки короткий
импульс тока. В контакте между деталями металл расплавляется, образуется
ядро сварной точки. Под действием сжимающего усилия происходит
пластическая деформация металла, по периметру ядра образуется
уплотняющий поясок, предохраняющий ядро от окисления и от выплеска.
7.
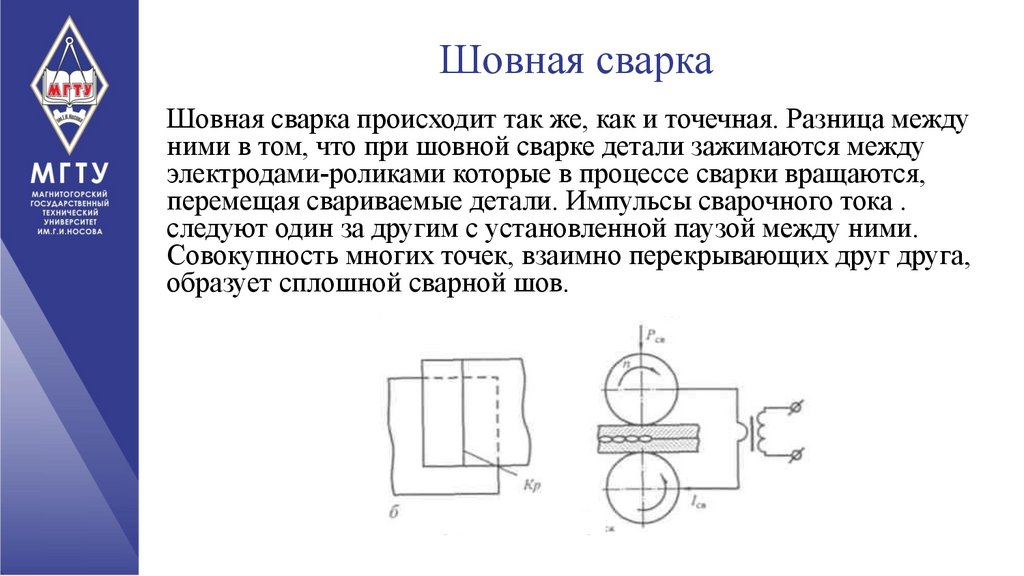
Шовная сваркаШовная сварка происходит так же, как и точечная. Разница между
ними в том, что при шовной сварке детали зажимаются между
электродами-роликами которые в процессе сварки вращаются,
перемещая свариваемые детали. Импульсы сварочного тока .
следуют один за другим с установленной паузой между ними.
Совокупность многих точек, взаимно перекрывающих друг друга,
образует сплошной сварной шов.
8.
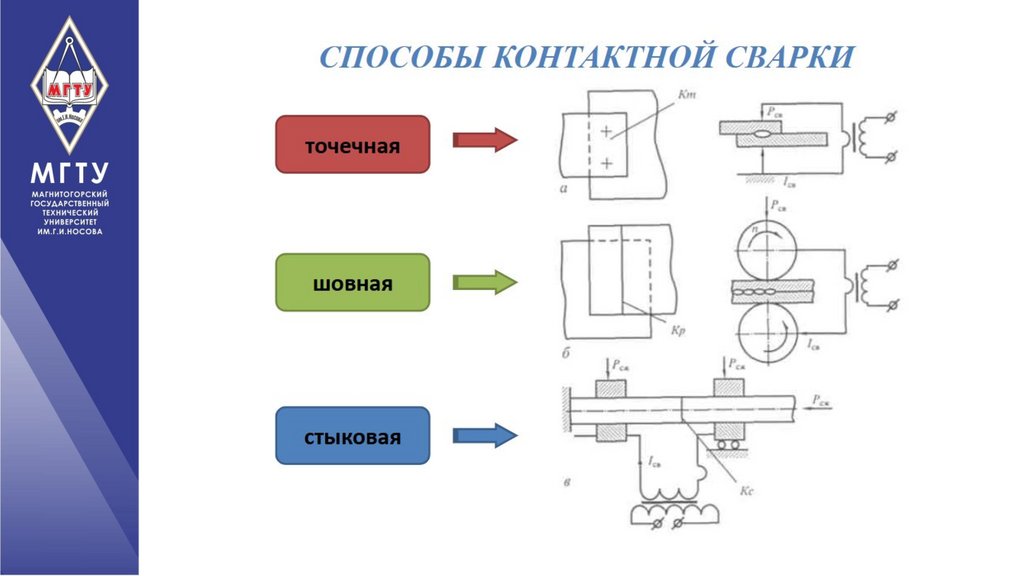
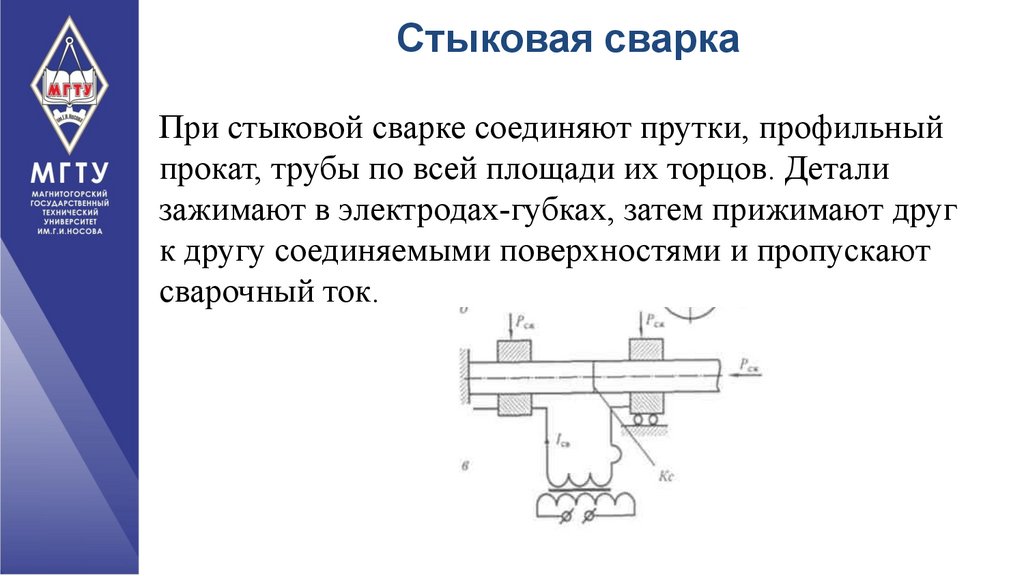
Стыковая сваркаПри стыковой сварке соединяют прутки, профильный
прокат, трубы по всей площади их торцов. Детали
зажимают в электродах-губках, затем прижимают друг
к другу соединяемыми поверхностями и пропускают
сварочный ток.
9.
Машины для контактнойсварки
• Бывают стационарными, передвижными и подвесными
(сварочные клещи).
• По роду тока в сварочном контуре могут быть машины
переменного или постоянного тока от импульса тока,
выпрямленного в первичной цепи сварочного трансформатора
или от разряда конденсатора.
• По способу сварки различают машины для точечной,
рельефной, шовной и стыковой сварки.
• Любая машина для контактной сварки состоит из
электрической и механической частей, пневмо- или
гидросистемы и системы водяного охлаждения
10.
Список используемых источников1. Банов М.Д., Казаков Ю.В., Козулин М.Г. Сварка и резка материалов. М.,
2019.
2. Гуляев А.И. «Технология и оборудование контактной сварки»: 2020.
3. «Технология и оборудование контактной сварки»: Учебник для
машиностроительных вузов - под ред. Б.Д. Орлова - М: Машиностроение.
4. «Технология и оборудование контактной электросварки» Гельман А.С.Москва,2020.