











 industry
industrySimilar presentations:






")
")


Односторонняя контактная сварка, оборудование и режимы сварки
1. Министерство образования и науки Российской Федерации Саратовский государственный технический университет имени Гагарина Ю. А. Кафедра «
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИСАРАТОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ИМЕНИ
ГАГАРИНА Ю. А.
КАФЕДРА «СВАРКА И МЕТАЛЛУРГИЯ»
Демонстрационный материал к реферату на тему:
«Односторонняя контактная сварка, оборудование
и режимы сварки»
Выполнил:
Беляков А.С.
Проверил:
Куц Л.Е.
Саратов 2017 г.
2. Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогр
КОНТАКТНАЯ СВАРКА ОТНОСИТСЯ К ВИДАМ СВАРКИ С КРАТКОВРЕМЕННЫМ НАГРЕВОМ МЕСТАСОЕДИНЕНИЯ БЕЗ ОПЛАВЛЕНИЯ ИЛИ С ОПЛАВЛЕНИЕМ И ОСАДКОЙ РАЗОГРЕТЫХ ЗАГОТОВОК.
ХАРАКТЕРНАЯ ОСОБЕННОСТЬ ЭТИХ ПРОЦЕССОВ – ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ, В ХОДЕ КОТОРОЙ
ФОРМИРУЕТСЯ СВАРНОЕ СОЕДИНЕНИЕ.
НА ПОВЕРХНОСТИ СВАРИВАЕМОГО МЕТАЛЛА ИМЕЮТСЯ ПЛЕНКИ ОКСИДОВ И ЗАГРЯЗНЕНИЯ С
МАЛОЙ ЭЛЕКТРОПРОВОДИМОСТЬЮ, КОТОРЫЕ ТАКЖЕ УВЕЛИЧИВАЮТ ЭЛЕКТРОСОПРОТИВЛЕНИЕ
КОНТАКТА. В РЕЗУЛЬТАТЕ В ТОЧКАХ КОНТАКТА МЕТАЛЛ НАГРЕВАЕТСЯ ДО ТЕРМОПЛАСТИЧЕСКОГО
СОСТОЯНИЯ ИЛИ ДО ОПЛАВЛЕНИЯ. ПРИ НЕПРЕРЫВНОМ СДАВЛИВАНИИ НАГРЕТЫХ ЗАГОТОВОК
ОБРАЗУЮТСЯ НОВЫЕ ТОЧКИ СОПРИКОСНОВЕНИЯ, ПОКА НЕ ПРОИЗОЙДЕТ ПОЛНОЕ СБЛИЖЕНИЕ ДО
МЕЖАТОМНЫХ РАССТОЯНИЙ.
3.
СОПРОТИВЛЕНИЕМПО РОДУ
СВАРОЧНОГО ТОКА
ОПЛАВЛЕНИЕМ
ПУЛЬСИРУЮЩИМ ТОКОМ
ПЕРЕМЕННЫМ ТОКОМ
ПО ФОРМЕ
СВАРНОГО
СОЕДИНЕНИЯ
ПОСТОЯННЫМ ТОКОМ
СТЫКОВАЯ
ШОВНАЯ
ТОЧЕЧНАЯ
КОНТАКТНАЯ СВАРКА
ПО ХАРАКТЕРУ
ПРОТЕКАНИЯ
ПРОЦЕССА
4.
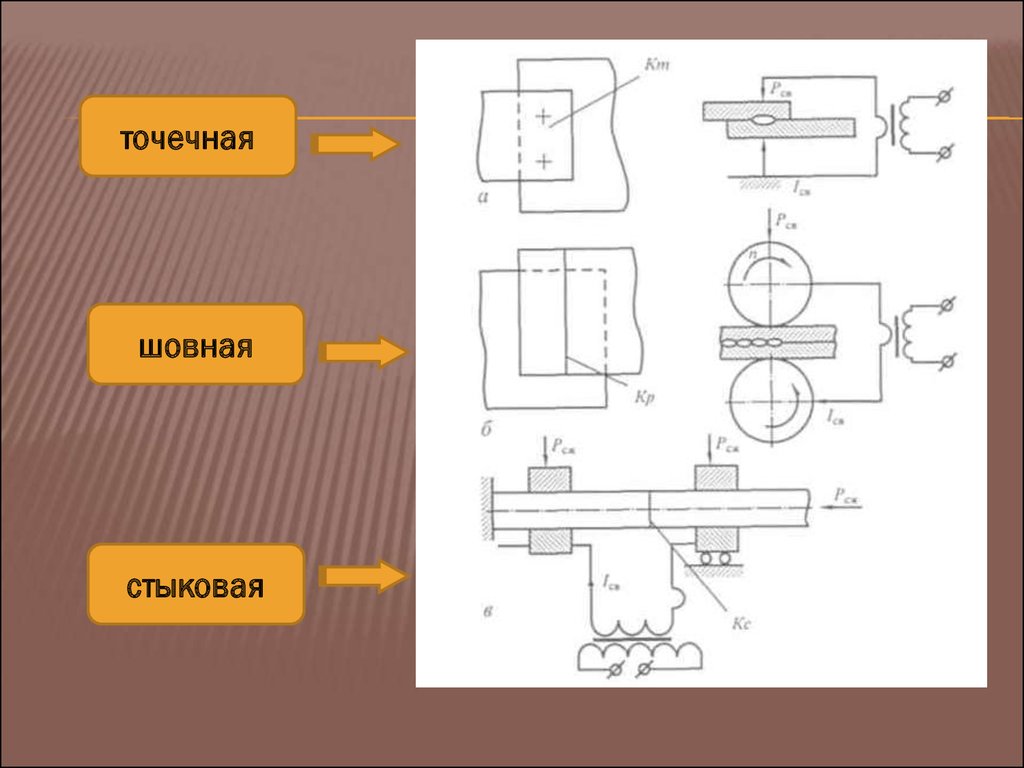
точечнаяшовная
стыковая
5.
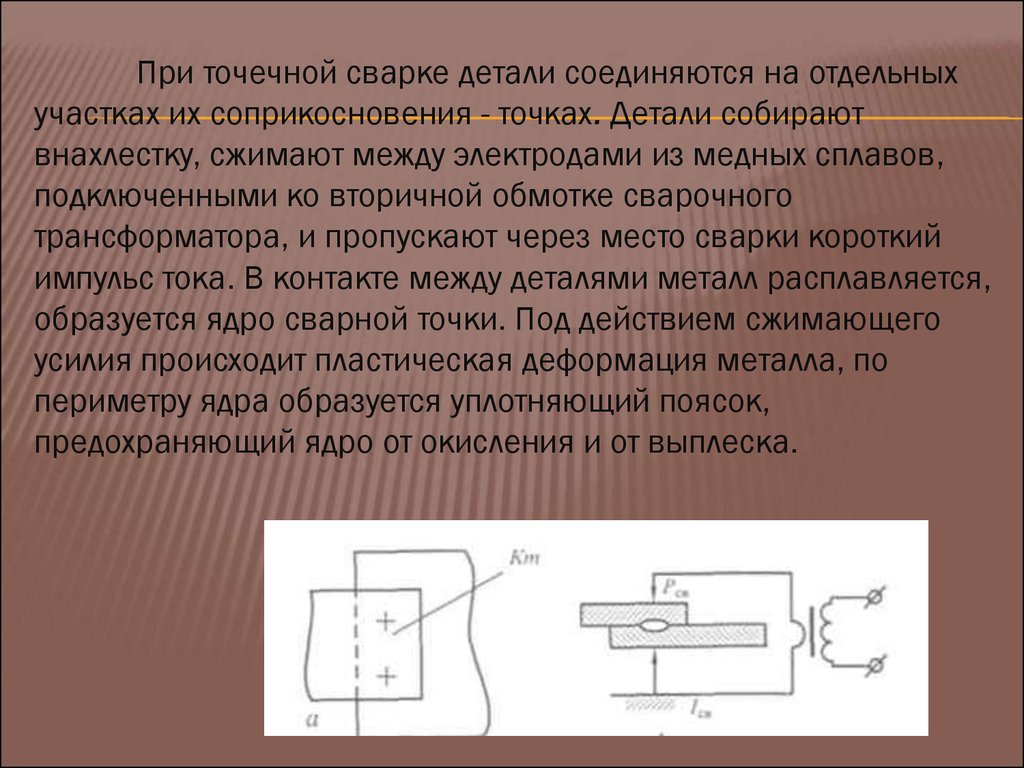
При точечной сварке детали соединяются на отдельныхучастках их соприкосновения - точках. Детали собирают
внахлестку, сжимают между электродами из медных сплавов,
подключенными ко вторичной обмотке сварочного
трансформатора, и пропускают через место сварки короткий
импульс тока. В контакте между деталями металл расплавляется,
образуется ядро сварной точки. Под действием сжимающего
усилия происходит пластическая деформация металла, по
периметру ядра образуется уплотняющий поясок,
предохраняющий ядро от окисления и от выплеска.
6.
Шовная сварка происходит так же, как иточечная. Разница между ними в том, что при шовной
сварке детали зажимаются между электродамироликами которые в процессе сварки вращаются,
перемещая свариваемые детали. Импульсы сварочного
тока . следуют один за другим с установленной паузой
между ними. Совокупность многих точек, взаимно
перекрывающих друг друга, образует сплошной сварной
шов.
7.
При стыковой сварке соединяют прутки,профильный прокат, трубы по всей площади их торцов.
Детали зажимают в электродах-губках, затем прижимают
друг к другу соединяемыми поверхностями и пропускают
сварочный ток.
8.
Преимущества контактной сварки перед другимиспособами
- Высокая производительность (время сварки одной точки или
стыка составляет 0,02... 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при
небольшом числе управляемых параметров режима, что снижает
требования к квалификации сварщика
- Экологическая чистота процесса, легко поддающегося
механизации и автоматизации
9.
МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИКонтактную сварку, цена которой сегодня доступна всем, производят с помощью
специальных машин. Механической составляющей этого оборудования служат узлы
с механизмами, способствующие созданию требуемого давления для сжимания
соединяемых изделий. Электрическую часть данного оборудования составляют
сварочный
трансформатор,
переключатель
(регулятор)
прерыватель сварочного тока, токопроводящие элементы.
контактной
сварки,
10.
Рис. 1. Типовыесхемы машин для
контактной точечной
(а), шовной (б) и
стыковой (в) сварки:
1 - трансформатор; 2 переключатель
ступеней; 3 вторичный сварочный
контур; 4 прерыватель
первичной цепи; 5 регулятор; 6 - привод
сжатия; 7- привод
зажатия деталей; 8 привод осадки
деталей; 9 - привод
вращения роликов;
10- аппаратура
подготовки; 11 - орган
включения
11. Техника сварки
ТЕХНИКА СВАРКИв контактах электрод-деталь должно быть обеспечено как можно
меньшее электрическое сопротивление (Кэ-д —> min),
сопрягаемые поверхности деталей должны быть ровными, плоскости их
стыка при сварке должны совпадать.
выбор конкретного способа подготовки поверхностей определяется
материалом деталей, исходным состоянием их поверхностей, характером
производства. Для штучного и мелкосерийного производства необходимо
предусмотреть операции правки, рихтовки, обезжиривания, травления
или зачистки, механической обработки.
такте деталь-деталь сопротивление должно быть
12. Принцип контактной сварки
ПРИНЦИП КОНТАКТНОЙ СВАРКИПринципиальной схемой контактной сварки предусмотрено
осуществление операций в три стадии. Они включают начало
физического контактирования свариваемых деталей,
образование химических связей в кристаллических решетках
материалов и продолжение происходящих реакций на
границах кромок до получения соединения. Первая стадия
работы машины контактной сварки способствует сближению
атомов соединяемых поверхностей. При этом не только
обеспечивается их физическое взаимодействие, но и
удаляются с поверхностей пленки, сглаживаются
шероховатости.
13. Дефекты, образующиеся при сварке
ДЕФЕКТЫ, ОБРАЗУЮЩИЕСЯ ПРИ СВАРКЕКонтролируют качество контактной сварки чаще всего
внешним осмотром, а также любыми методами
неразрушающего контроля.
Сложность контроля состоит в том, что этими методами
непровар не выявляется, так как поверхности деталей
плотно прижаты друг к другу, в их контакте образуется
"склейка", проникающие излучения, магнитное поле и
ультразвук не отражаются и не ослабляются.
Наиболее оперативный метод контроля - разрушение
контрольных образцов в тисках молотком и зубилом.
Если непровара нет, разрушение происходит по целому
металлу одной из деталей, можно измерить диаметр
литого ядра при точечной и шовной сварке.
14. Техническое нормирование работ на контактную сварку
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ РАБОТ НАКОНТАКТНУЮ СВАРКУ
Расчет нормы штучного времени на контактную сварку.
Прием
Основное время на одну
Вспомогательное
точку, мин.
время, мин.
1.Установить заготовку на
0,058
тележку по упорам
2. Закрепить деталь
0,15
пневмоцилиндром
3. Установить середину детали
0,090
над электродами
4. Включить точечную машину и
0,015+(0,0035*9)=0,0465
сварить от середины к краю 9-ю
точками
Время продвижения детали на
0,0078*9=0,0702
шаг (8 шагов)
5. Повернуть деталь на 180
0,0220
6. Установить середину детали
0,090
над электродами
7. Включить точечную машину и
(0,0035*9)+0,015=0,0465
сварить от середины к краю 9-ю
точками
Время продвижения детали на
0,0078*9=0,0702
шаг (8 шагов)
8. Раскрепить изделие
0,15
9. Снять изделие
0,046
ИТОГО
0,093
0,7464