




 industry
industrySimilar presentations:










Автоматизация процесса формования листовых асбестоцементных изделий
1. Министерство науки и высшего образования Российской Федерации Федеральное государственное бюджетное образовательное
Министерство науки и высшего образования Российской ФедерацииФедеральное государственное бюджетное образовательное учреждение
высшего образования
«Воронежский государственный технический университет»
(ФГБОУ ВО «ВГТУ», ВГТУ)
Факультет экономики, менеджмента и информационных технологий
Автоматизация процесса формования листовых
асбестоцементных изделий
Выпускная квалификационная работа
Направление 15.03.04 «Автоматизация технологических процессов и
производств»
Обучающийся: Студент
группы пАТП-181 Стольникова С.Л.
Руководитель: Доцент, к.т.н.
Полуказаков А.В.
Воронеж 2022
2.
Цельработы:
получение
максимальной
производительности
листоформовочной машины при соблюдении всех качественных показателей
готового изделия.
Задачи:
1. Рассмотрение технологии производства асбестоцементных листов.
2. Расчет систем и средств объекта автоматизации.
3. Разработка функциональной схемы автоматизации листоформовочной машины.
4. Выбор средств автоматизации.
5. Разработка электрической принципиальной схемы.
6. Расчет системы электроснабжения автоматизированного цеха.
7. Разработка комплекса мероприятий по охране труда и окружающей среды.
8. Определение технико-экономической эффективности системы автоматизации.
2/14
3. Общая характеристика сырья, применяемого для производства асбестоцементных листов
Основнымсырьем
при
изготовлении
асбестоцементных
листов
являются: асбест, портландцемент и вода.
Асбесты – тонковолокнистые минералы, состоящие из кристаллических
агрегатов нитевидной формы, способные расщепляться на очень тонкие волокна
вплоть до молекулярных размеров.
Портландцемент – вяжущее вещество, получаемое при совместном
тонком измельчении клинкера и гипса, а иногда и специальных добавок.
В производстве применяют подогретую технологическую (оборотную)
воду. Её подогревают для снижения вязкости асбестоцементной суспензии.
Оборотная технологическая вода насыщена ионами. Такая вода при смешивании с
цементом
сохраняет
в
составе
него
гипс,
тем
самым
предотвращает
преждевременную потерю пластичности свежесформованного асбестоцемента.
3/14
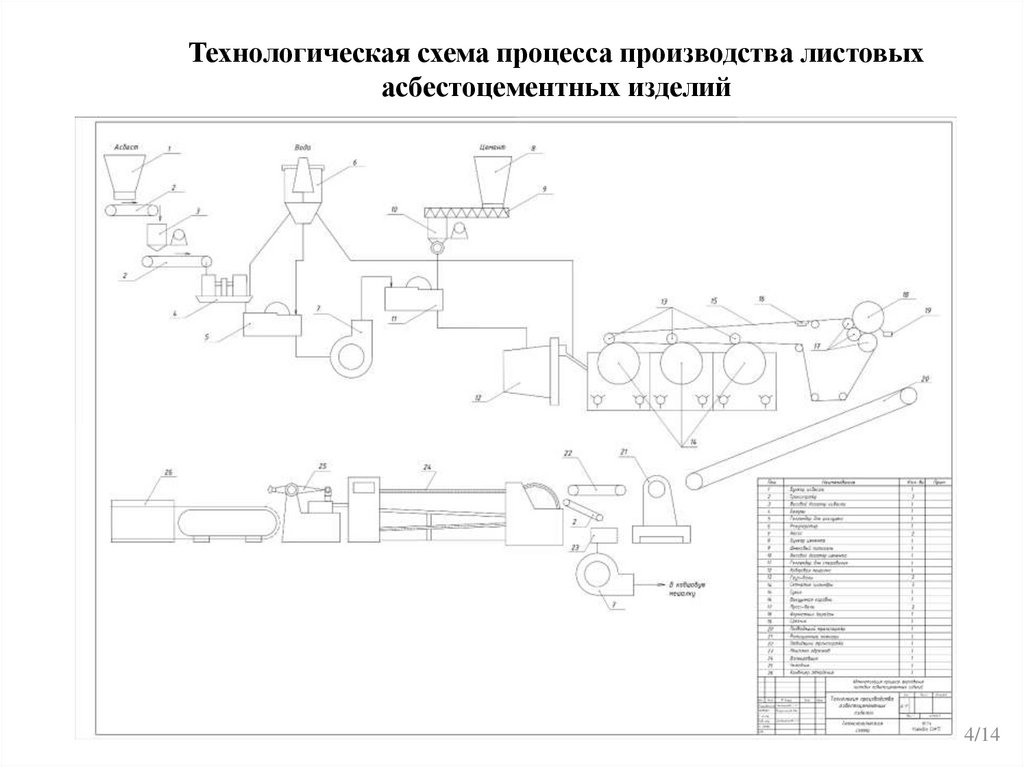
4.
Технологическая схема процесса производства листовыхасбестоцементных изделий
4/14
5. Функциональная схема автоматизации
5/146. Измеритель толщины листовых материалов РФ580
Система предназначена для бесконтактного измерения толщиныасбестоцементных листов и представляет собой автономный программно-
аппаратный комплекс, включающий в себя лазерные датчики и устройство
индикации.
По схеме толщина материала определяется как разница расстояний
от базовой поверхности, на которой располагается материал, до верхней
поверхности материала, измеренных датчиком.
Индикатор предназначен для синхронизации датчиков, приема
информации, анализа и отображения результатов измерений. При выходе
толщины за заданное значение предусмотрена звуковая сигнализация.
6/14
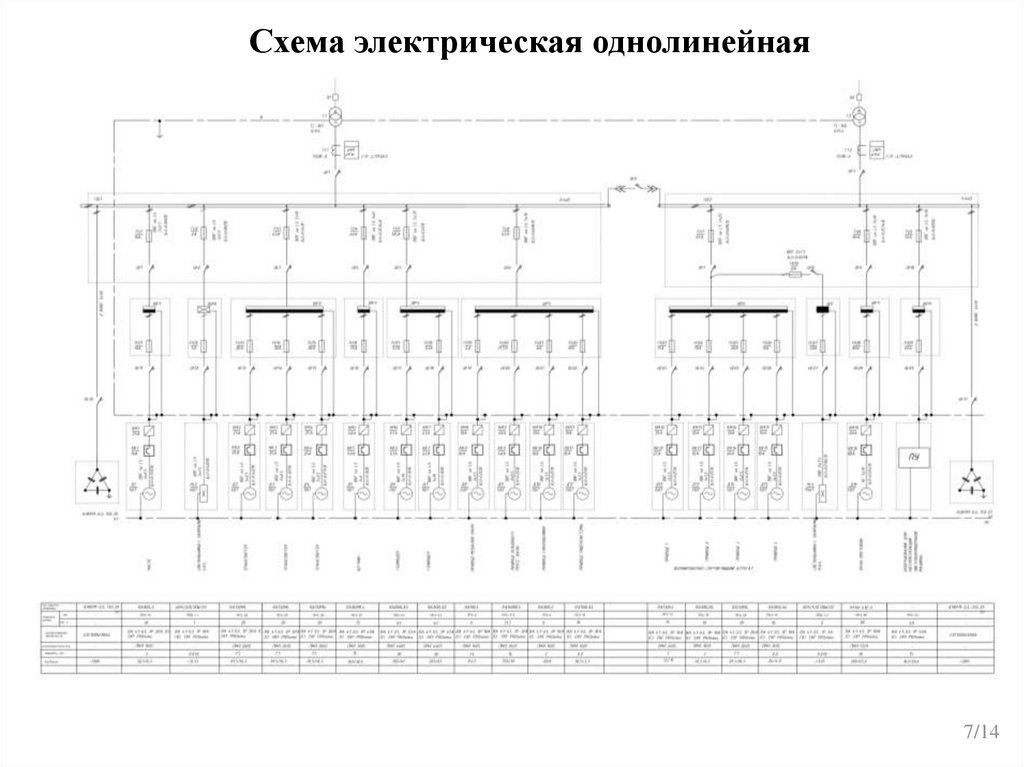
7.
Схема электрическая однолинейная7/14
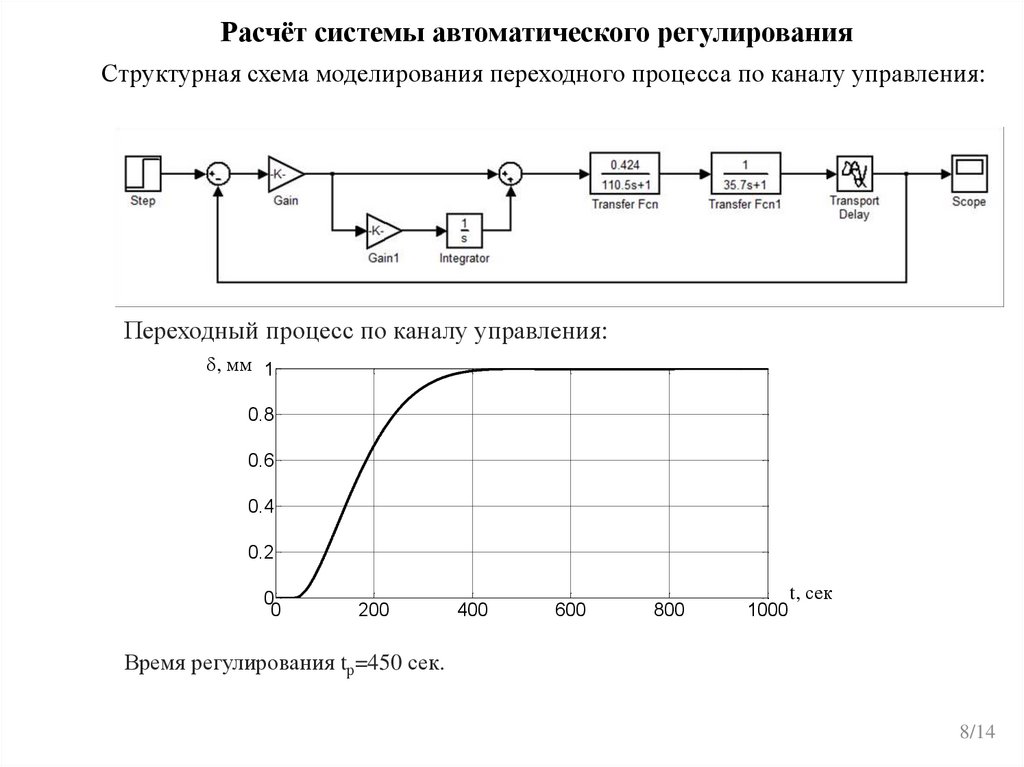
8.
Расчёт системы автоматического регулированияСтруктурная схема моделирования переходного процесса по каналу управления:
Переходный процесс по каналу управления:
, мм 1
0.8
0.6
0.4
0.2
0
0
200
400
600
800
1000
t, сек
Время регулирования tр=450 сек.
8/14
9.
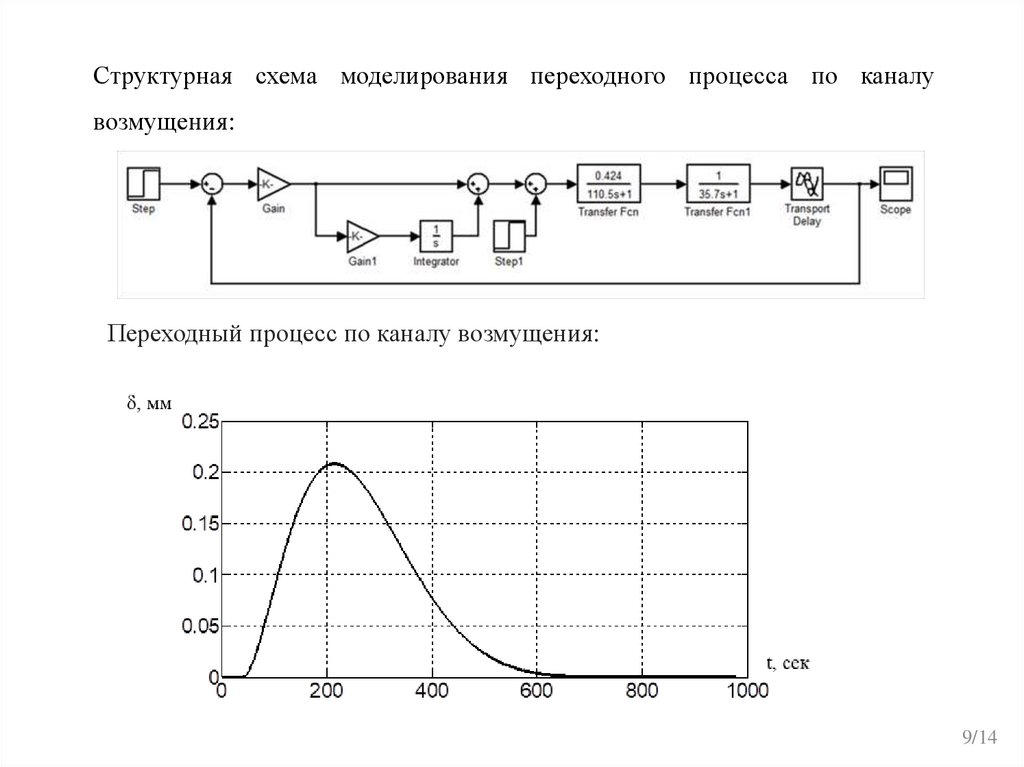
Структурная схема моделирования переходного процесса по каналувозмущения:
Переходный процесс по каналу возмущения:
9/14
10.
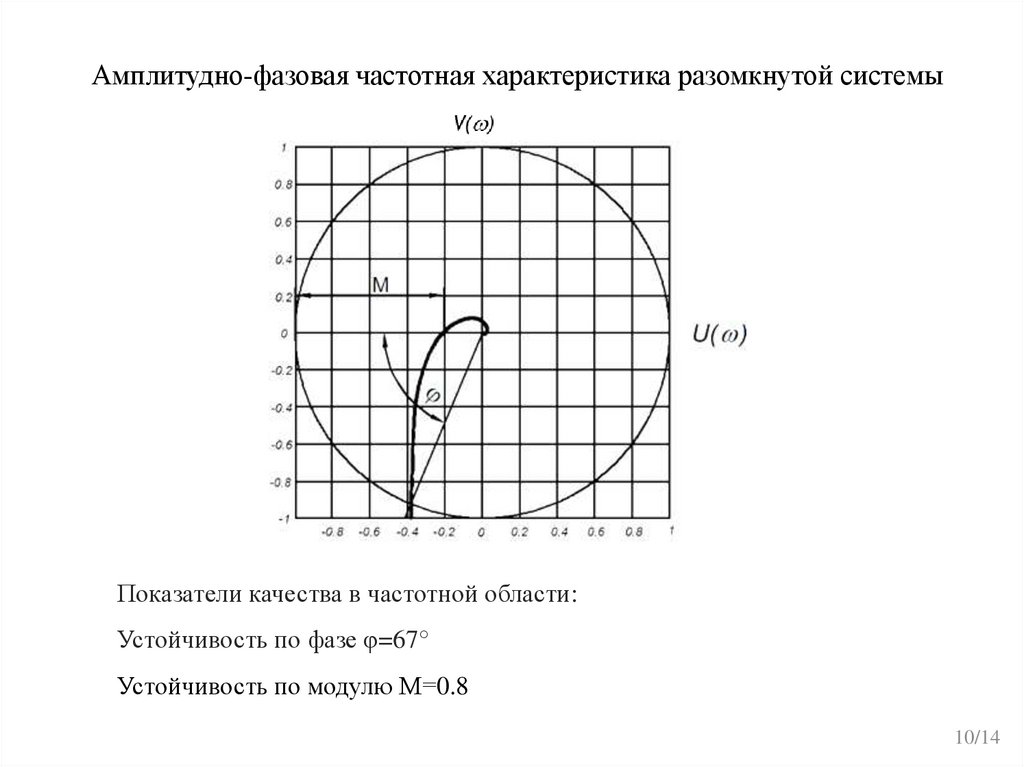
Амплитудно-фазовая частотная характеристика разомкнутой системыПоказатели качества в частотной области:
Устойчивость по фазе φ=67°
Устойчивость по модулю М=0.8
10/14
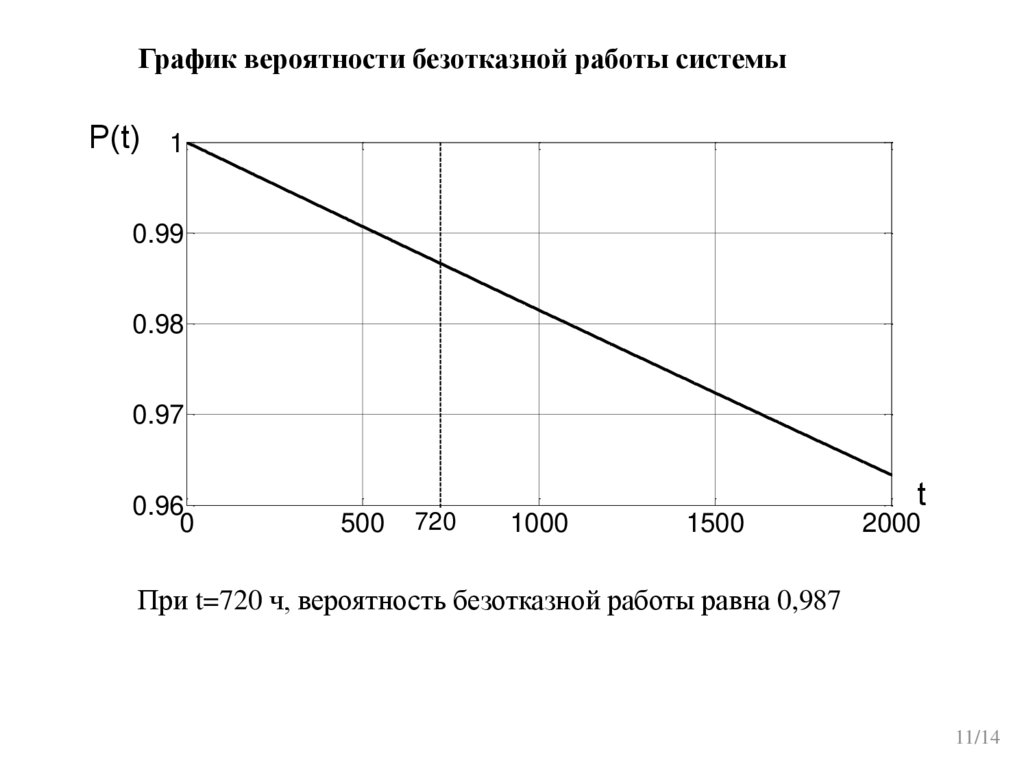
11.
График вероятности безотказной работы системыP(t) 1
0.99
0.98
0.97
0.96
0
t
500
720
1000
1500
2000
При t=720 ч, вероятность безотказной работы равна 0,987
11/14
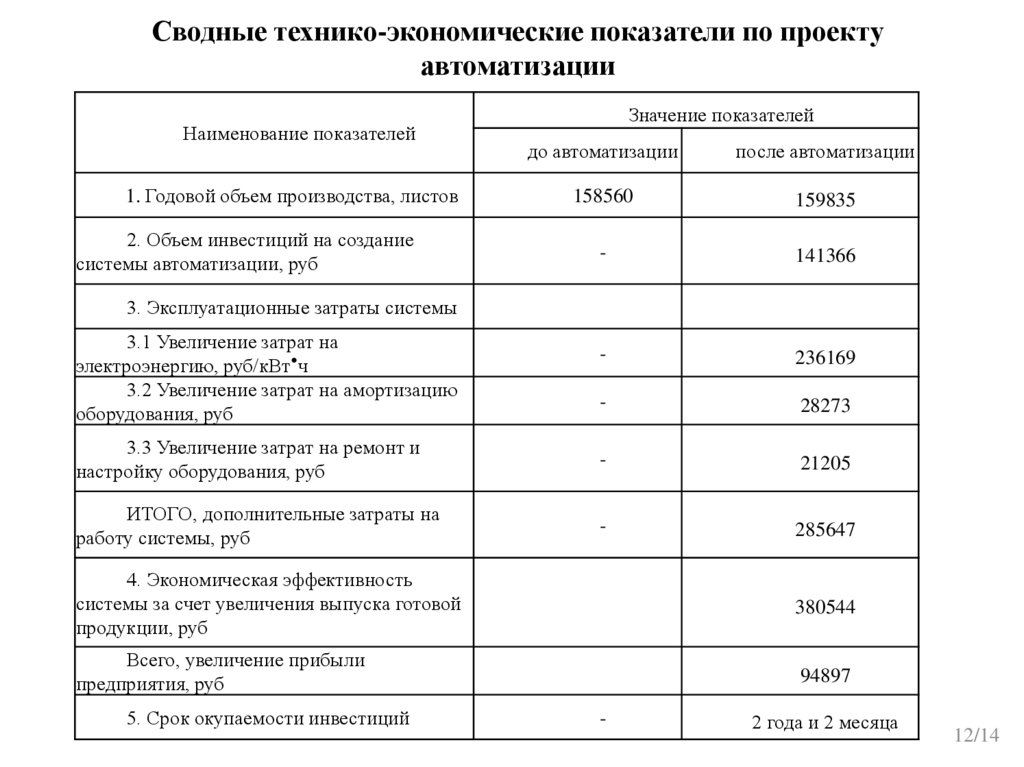
12.
Сводные технико-экономические показатели по проектуавтоматизации
Наименование показателей
Значение показателей
до автоматизации
после автоматизации
158560
159835
-
141366
-
236169
-
28273
3.3 Увеличение затрат на ремонт и
настройку оборудования, руб
-
21205
ИТОГО, дополнительные затраты на
работу системы, руб
-
285647
1. Годовой объем производства, листов
2. Объем инвестиций на создание
системы автоматизации, руб
3. Эксплуатационные затраты системы
3.1 Увеличение затрат на
электроэнергию, руб/кВтꞏч
3.2 Увеличение затрат на амортизацию
оборудования, руб
4. Экономическая эффективность
системы за счет увеличения выпуска готовой
продукции, руб
380544
Всего, увеличение прибыли
предприятия, руб
94897
5. Cрок окупаемости инвестиций
-
2 года и 2 месяца
12/14
13. Результаты выпускной квалификационной работы
1. Проведенанализ
технологического
процесса
производства
асбестоцементных листовых изделий.
2. Произведен расчет систем и средств объекта автоматизации.
3. Разработана функциональная схема автоматизации, предусматривающая
контроль, регулирование и сигнализацию основных технологических
параметров.
4. В соответствие с функциональной схемой разработана электрическая
принципиальная схема.
5. Рассчитана система электроснабжения автоматизированного цеха.
6. Разработан комплекс мероприятий по охране труда и окружающей среды.
7. Определена технико-экономическая эффективность системы автоматизации.
13/14