




















 electronics
electronicsSimilar presentations:










Методы организации, устройства и монтажа электронных приборов и устройств
1.
Методы организации,устройства и монтажа
электронных
приборов и устройств
1 семестр
2.
Раздел 6: Трафаретная печать припойнойпастой.
1.
2.
3.
Трафареты. Виды трафаретов. Технология изготовления
трафаретов.
Паяльные пасты. Состав и классификация, правила работы с
пастами. Выбор припойной пасты.
Основные операции технологии трафаретной печати. Технология
нанесение клеев (адгезивов). Требования к адгезиву. Дозаторы
(диспенсоры). (часть вторая)
3.
Технология изготовления трафаретов.• Паяльная паста наносится на КП платы через специальную
оснастку – трафарет. Рисунок окон (апертур) трафарета
соответствует рисунку КП.
• Трафарету принадлежит основная роль в формировании
отпечатка пасты правильной толщины и формы на КП с
требуемой точностью.
4.
Технология изготовления трафаретов.• За время существования технологии поверхностного
монтажа было разработано несколько типов трафаретов,
различающихся конструкцией, технологией изготовления,
областями применения.
5.
Технология изготовления трафаретов.• По характеру апертур трафареты подразделяются на две
основные группы:
• - трафареты с полностью открытыми апертурами (stencils);
• - трафареты с частично открытыми апертурами (screens).
6.
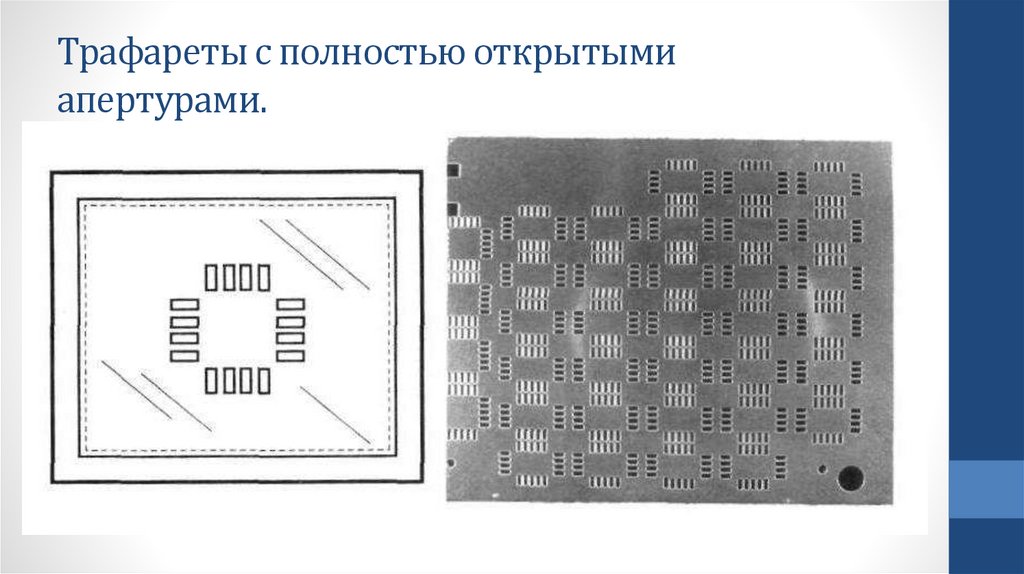
Технология изготовления трафаретов.Трафареты с полностью открытыми апертурами (stencils) –
В данном случае апертуры полностью открыты (выполняются
химическим травлением и прочими методами в металлической
фольге или сетке) и не препятствуют прохождению пасты.
Трафареты с частично открытыми апертурами (screens).
В частично открытых апертурах трафаретов присутствует сетка, что
открывает только 50% площади окна для прохождения пасты
сквозь него. Эти различия обуславливают особенности печати
для трафаретов различных типов.
7.
Трафареты с полностью открытымиапертурами.
• В зависимости от материала, в котором формируются
апертуры, данные трафареты подразделяются на:
• Сетчатые, в которых апертуры выполнены селективным
травлением (отличаются от сетчатых трафаретов,
рассмотренных выше, только полностью открытыми
апертурами).
8.
Трафареты с полностью открытымиапертурами.
9.
Трафареты с полностью открытымиапертурами.
• В зависимости от материала, в котором формируются
апертуры, данные трафареты подразделяются на:
• Металлические (на основе латуни, нержавеющей стали,
бериллиево-медного сплава, никеля; представляют собой
металлическую фольгу толщиной 0,05 – 0,5 мм с
апертурами различной формы – круглой, квадратной (в т.ч.
со скругленными углами), овальной, ромбовидной и пр.);
10.
Трафареты с полностью открытымиапертурами.
• В зависимости от материала, в котором формируются
апертуры, данные трафареты подразделяются на:
• Металлические (на основе латуни, нержавеющей стали,
бериллиево-медного сплава, никеля; представляют собой
металлическую фольгу толщиной 0,05 – 0,5 мм с
апертурами различной формы – круглой, квадратной (в т.ч.
со скругленными углами), овальной, ромбовидной и пр.);
11.
Трафареты с полностью открытымиапертурами.
• В зависимости от материала, в котором формируются
апертуры, данные трафареты подразделяются на:
• Комбинированные (равномерное натяжение
обеспечивается натяжением металлической части
трафарета на сетку).
12.
Трафареты с полностью открытымиапертурами.
• В зависимости от материала, в котором формируются
апертуры, данные трафареты подразделяются на:
• Комбинированные (равномерное натяжение
обеспечивается натяжением металлической части
трафарета на сетку).
13.
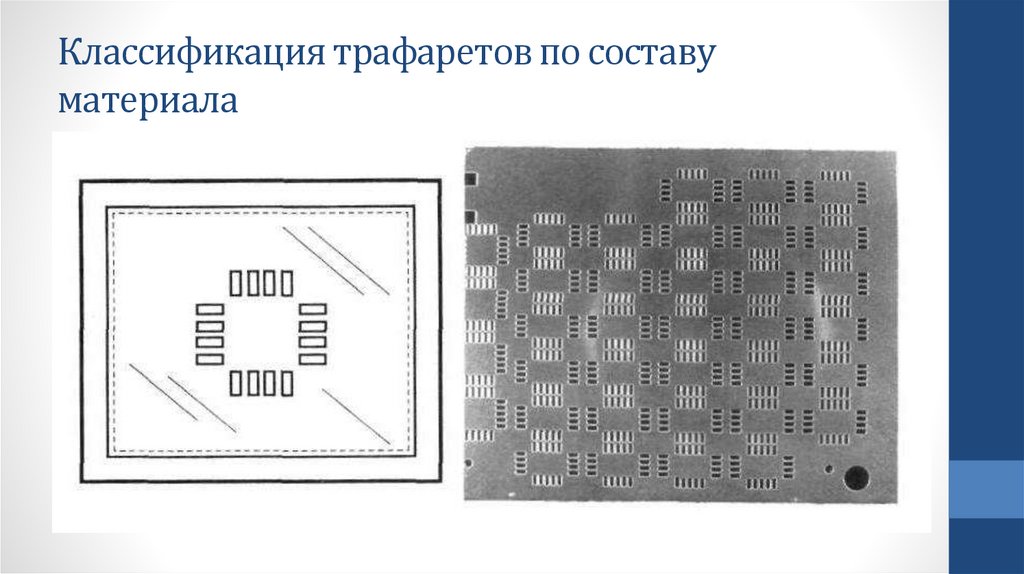
Классификация трафаретов по составуматериала
• В зависимости от материала, в котором формируются апертуры,
данные трафареты подразделяются на:
• Сетчатые, в которых апертуры выполнены селективным травлением
(отличаются от сетчатых трафаретов, рассмотренных выше, только
полностью открытыми апертурами).
• Металлические (на основе латуни, нержавеющей стали,
бериллиево-медного сплава, никеля; представляют собой
металлическую фольгу толщиной 0,05 – 0,5 мм с апертурами
различной формы – круглой, квадратной (в т.ч. со скругленными
углами), овальной, ромбовидной и пр.);
• Комбинированные (равномерное натяжение обеспечивается
натяжением металлической части трафарета на сетку).
14.
Классификация трафаретов по составуматериала
• Сетчатые трафареты с открытыми апертурами, имеют
высокую стоимость, меньшую жесткость по сравнению с
обычными сетчатыми и используются в настоящее время
редко.
15.
Классификация трафаретов по составуматериала
• Металлические трафареты, не натянутые на раму,
используются только при контактном способе печати, так
как не обеспечивают равномерного натяжения. При
использовании рам может применяться как контактный,
так и бесконтактный способы. Последний обеспечивает
меньший риск прилипания ПП к трафарету.
16.
Классификация трафаретов по составуматериала
17.
Классификация трафаретов по составуматериала
• Такие трафареты имеют значительно больший срок
службы, чем сетчатые, проще и быстрее совмещаются с
ПП, менее склонны к закупорке апертур, легче очищаются,
допускают селективную многоуровневую печать,
допускают более широкий диапазон вязкостей паяльных
паст, обеспечивают лучшие показатели точности и
повторяемости при печати. Тем не менее, они дороже
сетчатых.
18.
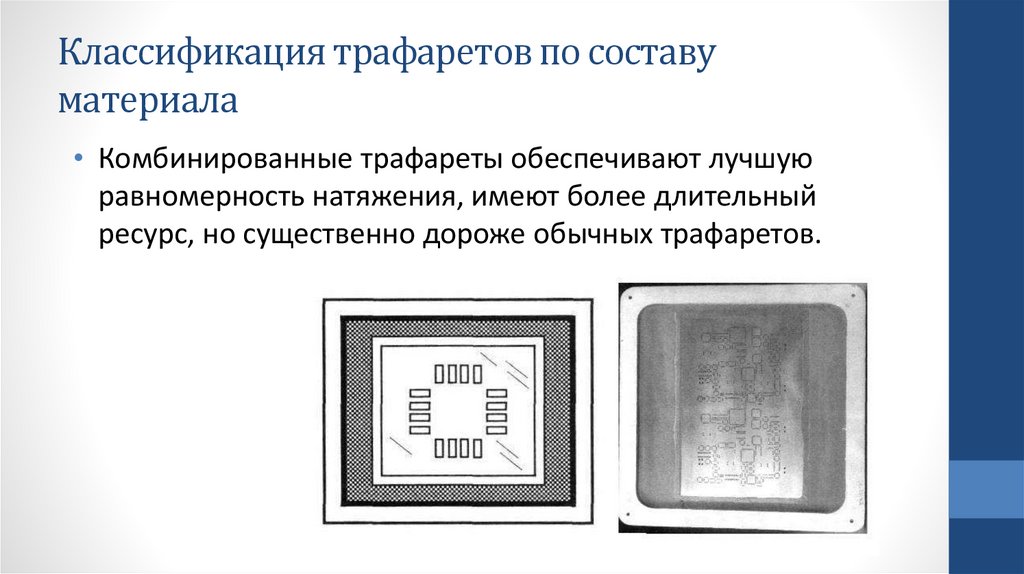
Классификация трафаретов по составуматериала
• Комбинированные трафареты обеспечивают лучшую
равномерность натяжения, имеют более длительный
ресурс, но существенно дороже обычных трафаретов.
19.
Крепление трафарета• Трафареты для использования в установках печати должны
быть предварительно закреплены на специальных рамах.
Такое закрепление обеспечивает необходимую
плоскостность и равномерное натяжение трафарета, что, в
свою очередь, обеспечит равномерное распределение
паяльной пасты по всем апертурам и отсутствие смещения
рисунка апертур трафарета относительно КП платы.
20.
Крепление трафарета• Трафарет может натягиваться на раму по двум или
четырем сторонам. С точки зрения равномерности
натяжения (в особенности для ЭК с малым шагом
выводов), предпочтительно использовать рамы с
креплением по четырем сторонам, несмотря на их
большую стоимость, так как при этом искажения рисунка
апертур в плоскости будут гораздо меньше, чем в случае
натяжения по двум сторонам.
21.
Крепление трафарета• Трафарет может натягиваться на раму по двум или
четырем сторонам. С точки зрения равномерности
натяжения (в особенности для ЭК с малым шагом
выводов), предпочтительно использовать рамы с
креплением по четырем сторонам, несмотря на их
большую стоимость, так как при этом искажения рисунка
апертур в плоскости будут гораздо меньше, чем в случае
натяжения по двум сторонам.
22.
23.
Крепление трафарета• Трафареты, вклеенные в металлическую сетку, в
настоящий момент используются преимущественно для
крупносерийного производства, так как они существенно
дороже обычных трафаретов из-за наличия собственной
рамы, но имеют более длительный ресурс работы, чем
обычные металлические трафареты. Кроме того, требуется
много свободного места для хранения рам.
24.
Крепление трафарета• Для натяжения трафаретов в настоящее время
преимущественно используются специальные рамы с
пневматическим натяжением. На раме имеются ряды штырьков,
расположенные с двух или четырех сторон, а на трафарете –
краевая перфорация под эти штырьки.
• Такая перфорация необходима для всех рам под
автоматическую печать. Трафарет надевают на штырьки, а затем
он равномерно растягивается при помощи сжатого воздуха,
раздвигающего штырьки в стороны. Далее рама устанавливается
в устройство трафаретной печати. Производителями рам
выпускаются их модификации под конкретные модели
оборудования.
25.
Крепление трафарета• Для натяжения трафаретов в настоящее время
преимущественно используются специальные рамы с
пневматическим натяжением. На раме имеются ряды штырьков,
расположенные с двух или четырех сторон, а на трафарете –
краевая перфорация под эти штырьки.
• Такая перфорация необходима для всех рам под
автоматическую печать. Трафарет надевают на штырьки, а затем
он равномерно растягивается при помощи сжатого воздуха,
раздвигающего штырьки в стороны. Далее рама устанавливается
в устройство трафаретной печати. Производителями рам
выпускаются их модификации под конкретные модели
оборудования.
26.
Паяльные пасты• Паяльная паста (припойная паста) — механическая смесь
порошка припоя, связующего вещества (или
смазки), флюса и некоторых других компонентов.
• Паяльные пасты широко применяются
в радиоэлектронной
промышленности для монтажа планарных (SMD)
компонентов на печатную плату. Специальные паяльные
пасты нашли применение при монтаже медных и
латунных труб и фитингов в системах водоснабжения.
27.
Паяльные пасты28.
Паяльные пасты• "Водорастворимую" паяльную пасту (остатки флюса после
пайки растворяются водой), требующую обязательной
отмывки из-за содержания активного флюса, отмывают
последовательно обычной, дистиллированной и
деионизированной водой, причем на каждом этапе
применяют струйную отмывку или ультразвук. Для
"водорастворимых" паст, не требующих обязательной
отмывки, процесс ограничивается дистиллированной
водой.
29.
Паяльные пастыАктивность флюса
(% содержание
галогенов)
Канифольные Rosin Синтетические
(RO)
Resin (RE)
Органические
Organic (OR)
Необходимость
отмывки
Низкая (0%)
ROL0
REL0
ORL0
Нет
Низкая (<0,5%)
ROL1
REL1
ORL1
Нет
Средняя (0%)
ROM0
REM0
ORM0
Рекомендуется
Средняя (0,5 –
2,0%)
ROM1
REM1
ORM1
Рекомендуется
Высокая (0%)
ROH0
REH0
ORH0
Обязательно
Высокая (>2,0%)
Обязательно
30.
Паяльные пасты• С пастами, требующими отмывки специальными
жидкостями, ситуация иная. Вне зависимости от наличия в
составе галогенов, такие пасты основаны на канифольных
флюсах, поэтому для их отмывки после пайки
рекомендуется применять растворитель типа HCFC и
омыляющий реагент. Потом отмывочные жидкости, в свою
очередь, отмываются дистиллированной, а затем
деионизированной водой.
31.
Паяльные пасты• Вместе с тем, многие паяльные пасты, не содержащие
галогенов, отмываются трудно и оставляют на поверхности
плат белесый остаток флюса. При этом стойкость к осадке
считается важнее отмываемости.
• Большинство паяльных паст, не требующих отмывки,
освобождают производство от этого технологического
процесса. Флюсы таких паст защищают паяное соединение
от коррозии подобно лаку. Сосредоточимся на пастах, не
требующих отмывки: они наиболее технологичны.
32.
Паяльные пасты33.
Паяльные пасты34.
Паяльные пасты• В идеале, для пайки без отмывки нужна паста без галогенов, но
с паяемостью, как у галогенсодержащей пасты.
• Трудность заключается в повышении химической активности
безгалогенных безотмывочных паст. В большинстве таких паст в
качестве активатора вместо галогенсодержащих соединений
используются органические кислоты, причем чем меньше
молекулярный вес кислоты, тем больше способность активации.
Поскольку активирующее действие органических кислот гораздо
слабее, чем у галогенсодержащих компонентов, стараются
ввести в систему флюса пару десятков относительно активных
органических кислот.
35.
Паяльные пастыВот примеры популярных типов паст:
• паяльная паста для высокоскоростной печати;
• паяльная паста с высокой смачивающей способностью;
• паяльная паста для автоматического внутрисхемного
тестирования;
• универсальная паста с чрезвычайно длительным
временем жизни на трафарете.
36.
Паяльные пастыСтадии жизненного цикла паяльной пасты
Контролируемые характеристики
Хранение
Неизменность вязкости и паяемости
Нанесение пасты
Тонкая печать с шагом 0,5 мм и сверхтонкая — с шагом 0,4 мм.
Время жизни после нанесения. Растекаемость пасты.
Отделяемость от стенок апертур трафарета. Скорость печати
(нормальная — до 100 мм/с, скоростная — 200 мм/с и более).
Тиксотропный индекс (изменение вязкости в процессе
оплавления). Полнота заполнения апертур. Размазываемость
пасты по трафарету (паста должна образовывать плотный валик
перед ракелем).
Монтаж компонентов
Клейкость. Стойкость пасты к осадке (растеканию).
Оплавление
Образование перемычек (короткие замыкания). Наличие частиц
припоя в остатках флюса. Выворачивание и отрыв компонентов
(tombstoning). Смачиваемость (образование галтели припоя).
Контроль качества
Остатки флюса должны обеспечивать бесперебойную работу АОИ
— автоматической оптической инспекции. Для паяльных паст,
предназначенных для последующего ICT-контроля, остатки
флюса должны быть пластичными и оставаться на зондах.
Качество отмывки
При необходимости отмывки от остатков флюса она должна быть
полной, без белого налета.
37.
Порошок припоя• Для производства порошка припоя используют методы
газового и центробежного распыления. Особенности
метода газового распыления:
• — получение частиц малого размера;
• — легкость управления процессом образования окисной
пленки на поверхности частиц;
• — низкий уровень окисления частиц припоя.
38.
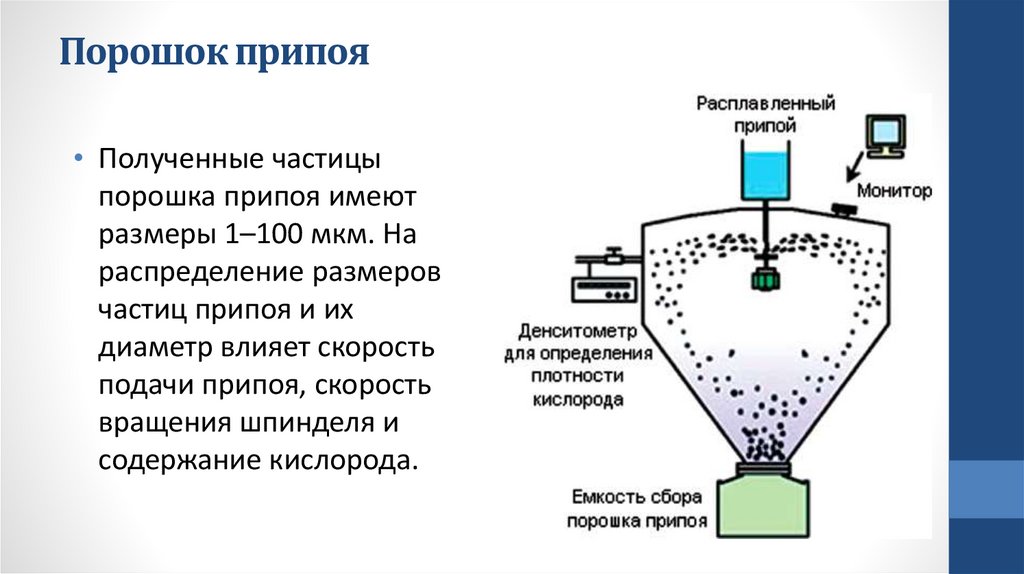
Порошок припоя• Полученные частицы
порошка припоя имеют
размеры 1–100 мкм. На
распределение размеров
частиц припоя и их
диаметр влияет скорость
подачи припоя, скорость
вращения шпинделя и
содержание кислорода.
39.
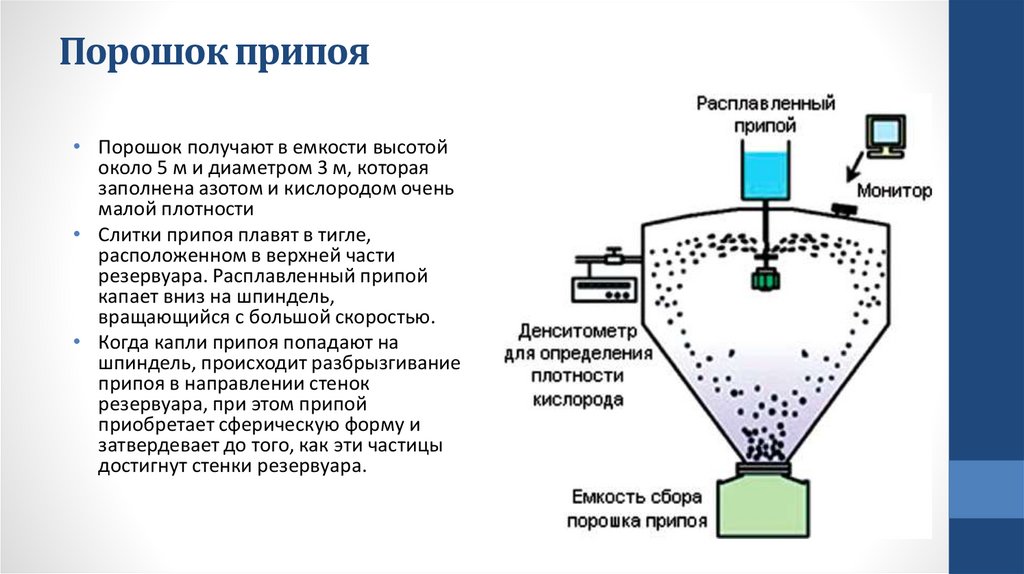
Порошок припоя• Порошок получают в емкости высотой
около 5 м и диаметром 3 м, которая
заполнена азотом и кислородом очень
малой плотности
• Слитки припоя плавят в тигле,
расположенном в верхней части
резервуара. Расплавленный припой
капает вниз на шпиндель,
вращающийся с большой скоростью.
• Когда капли припоя попадают на
шпиндель, происходит разбрызгивание
припоя в направлении стенок
резервуара, при этом припой
приобретает сферическую форму и
затвердевает до того, как эти частицы
достигнут стенки резервуара.
40.
Флюс• Флюс должен:
• — удалить оксидную пленку и предотвратить повторное окисление в
процессе пайки. Металлические поверхности в условиях высоких температур
при оплавлении быстро окисляются. Твердые компоненты флюса при этих
температурах размягчаются и переходят в жидкое состояние, покрывая и
защищая спаиваемые поверхности от повторного окисления. Флюс
восстанавливает металл и удаляет оксидную пленку с поверхности контактов
электронных компонентов, финишного покрытия печатной платы и
поверхности порошка припоя;
• — удалить загрязнения. Впрочем, флюс не справится с большим количеством
пото-жировых отпечатков, поэтому лучше плату брать в руки в перчатках;
• — обеспечить стабильность вязкости пасты, требующуюся при печати и
оплавлении.
41.
ФлюсГруппа
Вещества
На что влияют
Активаторы Аминхлоргидрат.
Активирующая
Органические кислоты и т.д. способность
(паяемость).
Надежность
(поверхностное
сопротивление
остатков флюса,
уровень
электромиграции и
коррозии). Срок
хранения.
Пояснение
Именно эти
компоненты в
основном
обеспечивают
эффективное удаление
окислов. Активаторы не
только размягчают и
переводят в жидкую
форму древесные
смолы, они также
смачивают поверхность
металла и реагируют с
окислами.
42.
ФлюсКанифоли Древесная канифоль. Печать. Паяемость. Стойкость к
Гидрированная
осадке. Клейкость. Цвет остатков
канифоль.
флюса. Контролепригодность.
Диспропорционирован
ная канифоль.
Полимеризующаяся
канифоль. Канифоль,
денатурированная
фенолом. Канифоль,
денатурированная
эфиром.
Эти виды канифоли размягчаются на стадии
предварительного нагрева (температура
размягчения 80–130°С) и растекаются по
поверхности частиц припоя и по подложке. Фирма
«KOKI» обычно использует натуральные
древесные канифоли. В зависимости от вида
обработки они имеют различный цвет (чаще всего
желтый или желто-оранжевый), активирующую
способность и температуру размягчения. Для
управления технологическими свойствами
(осадкостойкостью, клейкостью и т. д.), а также
свойствами остатка (его цветом, пластичностью,
способностью обеспечивать тестируемость схемы)
обычно в состав флюса входит не менее 2–3
различных видов канифоли.
43.
ФлюсТиксотропные Пчелиный воск. Четкость печати. Эти компоненты позволяют
материалы
Гидрированное Вязкость.
обеспечить стойкость пасты к
касторовое
Тиксотропность. напряжениям сдвига,
масло.
Стойкость к
возникающим в процессе
Алифатические осадке. Запах.
печати и установки
амиды.
Отмываемость. компонентов на плату, и
восстанавливают вязкость
пасты после нанесения ее на
подложку. Дополнительные
компоненты обеспечивают
легкое отделение пасты от
трафарета, что улучшает
качество печати.