










 management
managementSimilar presentations:








")
")
«Выталкивающая» и «вытягивающая» системы управления материальными потоками
1.
«Выталкивающая» и «вытягивающая»системы управления
материальными
потоками
1
2.
Способы управленияматериальными потоками:
Толкающая
система
Тянущая
система
2
3.
Толкающая система представляет собой системуорганизации производства, в которой предметы
труда, поступающие на производственный
участок, непосредственно этим участком
у предыдущего технологического звена
не заказываются. Материальный поток
«выталкивается» получателю по команде,
поступающей на передающее звено
из центральной системы управления
производством.
3
4.
Различные вариантытолкающих систем,
известные под названием
«системы MRP».
4
5.
MRP (Material Requirement Planning) — этообщепринятая на Западе идеология,
технология и организация управления
промышленными предприятиями.
5
6.
Основные функции системыMRP:
- обеспечивать текущее регулирование и контроль
производственных запасов;
- в реальном масштабе времени согласовывать
и оперативно корректировать планы и действия
различных служб предприятия — снабженческих,
производственных, сбытовых.
6
7.
Недостатком «толкающих»MRP систем
Является необходимость
создания и поддержания
значительных буферных
запасов между
производственными
подразделениями и этапами
технологического цикла.
7
8.
Тянущая система представляет собойсистему организации производства,
в которой детали и полуфабрикаты
подаются на последующую
технологическую операцию
с предыдущей по мере необходимости.
8
9.
Преимущества тянущейсистемы
- отказ от избыточных запасов, информация о
возможности быстрого приобретения материалов,
или наличие резервных мощностей для быстрого
реагирования на изменение спроса;
- замена политики продажи произведенных товаров
политикой производства продаваемых товаров;
- задача полной загрузки мощностей заменяется
минимизацией сроков прохождения продукции по
технологическому процессу;
- снижение оптимальной партии ресурсов, снижение
партии обработки;
- выполнение заказов с высоким качеством;
- сокращение всех видов простоев и нерациональных
внутризаводских перевозок.
9
10.
Свой вклад в развитие мировой логистическойсистемы внесла Япония, которая разработала
и применила впервые в мире прогрессивную
логистическую концепцию "just in time" JIT (точно в срок) и внутрипроизводственную
систему KANBAN.
10
11.
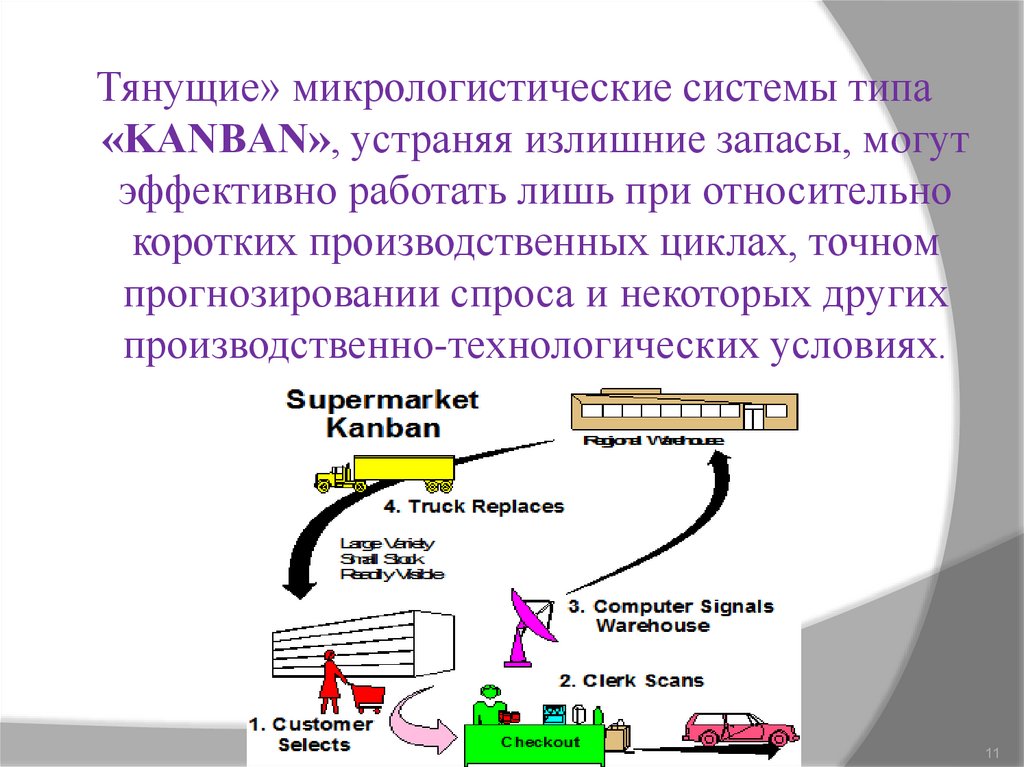
Тянущие» микрологистические системы типа«KANBAN», устраняя излишние запасы, могут
эффективно работать лишь при относительно
коротких производственных циклах, точном
прогнозировании спроса и некоторых других
производственно-технологических условиях.
11
12.
Одним из наиболее удачных примеров синтезав производстве продукции ключевых элементов
MRP и KANBAN на основе современных
информационно-компьютерных технологий
явилась разработанная в начале 1980-х годов
микрологистическая система «Optimized
Production Tehnology» — ОРТ
(оптимизированная производственная
технология). Система ОРТ относится к классу
«тянущих» микрологистических систем
12
13.
Эффект системы ОРТ с логистических позицийзаключается в снижении производственных
и транспортных издержек, уменьшения запасов
незавершенного производства, сокращении
времени производственного цикла, снижении
потребности в складских и производственных
площадях, повышения ритмичности отгрузки
готовой продукции потребителям.
13
14.
Перспективы развитияпроизводственно-логистической
системы
14
15.
Гибкая производственно-логистическая системапредставляет собой совокупность в разных
сочетаниях оборудования с числовым программным
управлением, роботизированных технологических
комплексов, гибких производственных модулей,
отдельных единиц технологического оборудования,
систем обеспечения функционирования гибких
переналаживаемых систем в автоматическом
режиме в течение заданного интервала времени.
15
16.
Гибкость представляет собой способностьпроизводственно-логистической системы оперативно
адаптироваться к изменению условий
функционирования с минимальными затратами и без
потерь.
16
17.
Управлениелогистической системой
на предприятии
17
18.
Методы управленияДля предприятий первого типа (единичное
производство изделий на заказ), это разного
рода сетевые модели: методы PERT
и «критического пути», а также стандарты
управления MRP, которые фактически включают
в себя эти методы сетевых расчетов.
Для предприятий второго, третьего и четвертого
типов (серийное производство) — это методы
MRP. Это основная область применения данных
стандартов.
В России широкое применение получили машинокомплектные системы.
18
19.
Три базовых блока системекласса MRP :
Планирование потребностей, то есть
составление плана-графика
изготовления партий изделий
собственного производства и планаграфика закупки материалов
и комплектующих
Оперативное управление. Процедуры
проверки укомплектованности и запуска
заказов, управление ходом производства
через механизмы производственных
циклов, приоритетов, размеров заказов.
Формирование основного плана
на основе заказов клиентов и прогноза
спроса.
19
20.
Системы класса MRPнаправлена на планирование
деятельности служб сбыта
должны поддерживать методы
Just-In-Time.
20
21.
Применение транспортноскладской системы21
22.
Логистическая транспортно-складская системапредставляет собой комплекс взаимосвязанных
автоматизированных транспортных и складских
устройств для погрузки, разгрузки, укладки,
хранения, транспортировки, временного
накопления предметов труда, инструментов
и технологической оснастки.
22
23.
Уровни систем управленияавтоматизированной
транспортно-складской
системы
Нижний уровень —
выполняет функции
непосредственного
управления
исполнительными
механизмами
автоматизированной
транспортноскладской системой.
Верхний уровень —
координирует работу
исполнительных
механизмов,
поддерживает
информационную
модель
функционирующей
автоматизированной
транспортноскладской системы .
23
24.
Координация работыисполнительных механизмов:
- синхронизацию алгоритма выполняемых
действий;
- согласование работы параллельно
функционирующих механизмов с целью
недопущения сбоев и аварийных ситуаций;
- определение очередности обслуживания
заявок с различных рабочих мест
и организацию подачи к ним грузоносителей
с деталями (полуфабрикатами)
и технологической оснасткой в соответствии
с программой производства.
24
25.
Благодарим за внимание!25