





















 industry
industrySimilar presentations:




. Технология производства электронных средств")
")

")


Монтаж и демонтаж электронных компонентов в микромодулях
1. МОНТАЖ И ДЕМОНТАЖ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ В МИКРОМОДУЛЯХ
2. Проблемы монтажа и демонтажа SMD
1.2.
3.
Операции монтажа являются достаточно трудоемкими и занимают до 50-70
% общей трудоемкости изделий. Высокая степень интеграции изделий
усложняет систему контактных соединений, так как согласно правилу
Рента число выводов изделия определяется как n=4,5 m0,4, где m - число
вентилей в кристалле.
Особенностями процессов
монтажа электронных модулей являются:
широкая
номенклатура
электронных
компонентов,
интегральных
микросхем, микросборок; различные виды соединений компонентов на
печатных, двусторонних и многослойных платах, микроплатах;
разнообразные по физической природе источники теплового излучения:
нагретый инструмент, горячий газ, концентрированные потоки
электромагнитной энергии.
Переход на бессвинцовистые припои ставит задачи по обеспечению
хорошей смачиваемости поверхностей, оптимизации температурных
профилей нагрева, контролю качества соединений. С повышением
функциональной сложности компонентов растут проблемы их демонтажа с
поверхности плат, в особенности многовыводных корпусов типа BGA и QFP.
3. Ручные методы демонтажа компонентов
При демонтаже компонентов основными задачами являются:- локальный нагрева вывода (выводов) компонента,
- удаление припоя из металлизированного отверстия или с контактной
площадки платы .
Одним из способов удаления припоя является использование фитиля,
представляющего собой шнур из скрученных тонких медных проволочек. При
нагреве паяльника припой расплавляется и всасывается внутрь фитиля под
действием капиллярного давления, которое тем больше, чем уже зазоры
между проволочками фитиля.
4. Удаление припоя вакуумным отсосом
При необходимости удаления большого количества припоя обычно используютпаяльник с вакуумным отсосом. После оплавления припоя нажатием на педаль
подается сжатый воздух к инжекционной насадке, что создаёт разряжение,
обеспечивающее отсасывание припоя. Припой скапливается в камерах
сборника паяльника, откуда затем выбирается. Время демонтажа одного
соединений составляет 1–2 с.
Основным недостатком метода является необходимость непосредственного
физического контакта с поверхностью контактной площадки, что приводит к
кондуктивной передаче тепла плате и ее значительному нагреву.
Рис.5. 1 – металлизированное отверстие, 2– припой, 3 – наконечник паяльника, 4 –
отсос припоя, 5 – вывод элемента, 6– печатная плата
Рис. 6. Паяльник для демонтажа: 1 – сменный наконечник, 2 – нагреватель, 3 – полый
стержень, 4 – присоединительная колодка, 5 – сборник припоя, 6– патрубок, 7– ручка, 8
5.
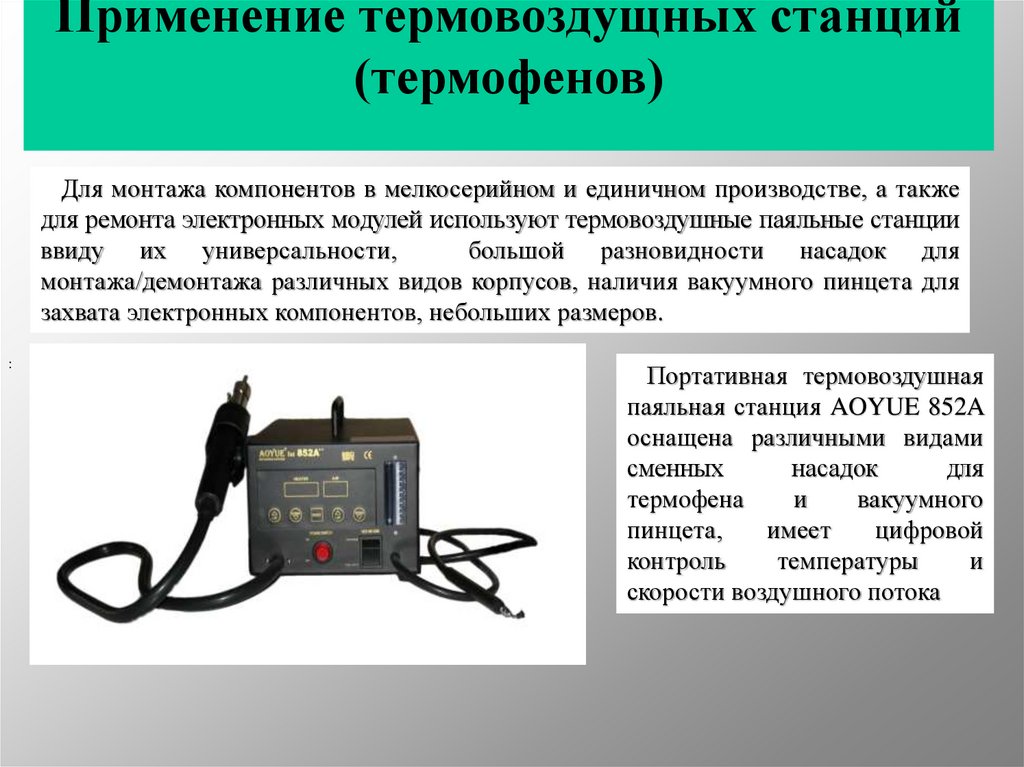
Применение термовоздущных станций(термофенов)
Для монтажа компонентов в мелкосерийном и единичном производстве, а также
для ремонта электронных модулей используют термовоздушные паяльные станции
ввиду их универсальности,
большой разновидности насадок для
монтажа/демонтажа различных видов корпусов, наличия вакуумного пинцета для
захвата электронных компонентов, небольших размеров.
:
Портативная термовоздушная
паяльная станция AOYUE 852A
оснащена различными видами
сменных
насадок
для
термофена
и
вакуумного
пинцета,
имеет
цифровой
контроль
температуры
и
скорости воздушного потока
6. Структурная схема термофена
Структурная схема включает : источник питания 8 осуществляет подачуэлектроэнергии на всю схему, центральная система управления 9 осуществляет
контроль и регулирование потока воздуха и температуры. Компрессор 11 подаёт
воздух под давлением в рабочий инструмент (термофен), который нагревается на
выходе нагревательным элементом 3. В свою очередь температура нагревательного
элемента контролируется при помощи цифровой системы 12, данные которой
поступают в центральную систему управления, которая управляет источником
питания нагревательного элемента 7. Датчик потока воздуха 4 осуществляет
контроль подачи воздуха в рабочий инструмент (термофен) в реальном времени.
Цифровой индикатор 10 выводит на контрольную панель параметры текущих
настроек потока воздуха и температуры рабочего инструмента. Манометр 5
показывает уровень разряжения воздуха в вакуумном пинцете при поднятии
компонента.
7. Схема термофена
.8. Контрольная панель термофена
=A – наименование станции, В1 – цифровой индикатор температуры, В2 – цифровой индикатор потока
воздуха, С1, С2 – кнопки управления температурой, С3,С4 – кнопки управления потоком воздуха, D –
сброс параметров, E – разъём для подключения термофена, F – переключатель режима работы
(охлаждение – демонтаж), G – манометр, H – кнопка включения / выключения станции, I – индикатор
соответствия температуры указанной на цифровом индикаторе фактической, J – разъём для
9. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТЕРМОВОЗДУШНОЙ ПАЯЛЬНОЙ СТАНЦИИ AOYUE 852A
Рабочее напряжение, В …………………………………………………110 – 220Частота питания сети, Гц …………………………………………………50 – 60
Точность контроля температуры, С…………………………………….............1
Диапазон регулировки температуры, С……..………………………….100 – 480
Производительность мембранного компрессора, л/мин …………………......23
Потребляемая мощность, Вт ………..………………………………………..500
Габаритные размеры, мм …………………………………………………..188х127
Масса, кг ………………………………………………………………………..3,8
Насадки термофена для различных
видов корпусов: 1 - QFP, 2 - DIP, 3 BGA, 4 - одиночная простая, 5 - SO с jвыводами, 6- SO
10. Процесс демонтажа интегральной микросхемы
а - разогрев контактных площадок до расплавления припоя, б - установка на корпусмикросхемы присоски вакуумного пинцета, в, г - демонтаж микросхемы с
поверхности печатной платы
11. Расчет мощности нагрева конвективным источником
Процесс передачи тепла от термофена к поверхности печатной платыописывается выражением:
r
λStΔT K
r
Q
l
tan
α
r
l
где: λ – теплопроводность воздуха; S – площадь зоны
нагрева; t – время нагрева; – разность температур между
источником тепла и окружающей средой; l – расстояние от
источника тепла до поверхности.
При расчёте количества тепла, выделяемого в рабочей зоне, необходимо
учитывать конструктивный фактор, влияющий на рассеивание воздуха
при выходе из сопла насадки термофена , который зависит от конструкции
сопла, где: r – радиус сопла насадки; а – расстояние, на которое
рассеивается воздух при выходе из сопла:
12. Расчет мощности конвективного нагрева
0,9 ДжС
Расчет мощности конвективного нагрева
Количество выделяемого тепла в рабочей зоне
λStΔT
Q Kr
l
TH TT 1 e
t
τH
Температуры нагрева в рабочей зоне зависит от времени, условий
теплообмена и теплоемкости материала платы, где: Тн– температура
теплоносителя; τ– постоянная времени нагрева
СT
τН =
α S
P
α
S ΔT
Ст- теплоёмкость материала печатной платы ; α – коэффициент
теплообмена источника тепла с поверхностью печатной платы:
13. Мощность конвективного нагрева
QλSΔT
P Kr
Kr
t
l
Расчет мощности нагрева проведен при разности температур ∆Т = 255ºC,
времени нагрева 20 с, средней теплопроводности воздуха в диапазоне
температур 80 – 300°С 14,96 Вт/(м·К) и расстоянии от источника 4, 8 и 12 мм.
14. Температурные зависимости в зоне нагрева
Температура при пайке и демонтаже конвективным источником нагрева
пропорциональна температуре нагретого воздуха, скорости его движения и
зависит от расстояния до поверхности нагреваемой зоны. Оптимальное
расстояние от зоны нагрева до насадки термофена не должно превышать 4–6
мм.
15. Температурные зависимости в зоне нагрева
Температура потока воздуха термовоздушной паяльной станции составляла 300°С, время
измерения температуры 20–100 с, шаг измерения температуры 5с, расстояние до
печатной платы 2, 4, 8 и 12 мм. Из графиков нагрева следует, что термовоздушная
паяльная станция AOYUE 852A обладает инерционностью контроля температуры, что
видно по скачку температуры нагревательного элемента в термофене при запуске, так
как начальное давление воздуха, создаваемое компрессором недостаточно.
16. Температурные зависимости работы термофена
Угол наклона рабочего инструмента влияет на время расплавления припоя, а именно, чем меньшеугол наклона, тем требуется больше времени на расплавление припоя. Тепловой поток
рассеивается по площади печатной платы, а не концентрируется в рабочей зоне, при этом
печатная плата подвержена длительному воздействию температуры, что увеличивает риск её
повреждения. Скорость нагрева при угле 60° снижается до 25°С/c, а время нагрева выводов
компонентов в рабочей зоне увеличивается до 8–10 с.
17. Применение ИК источников нагрева для демонтажа
Инфракрасные (ИК) источникинагрева широко применяются
при
ремонте
электронных
модулей как в мелкосерийном,
так и серийном производстве,
что обусловлено возможностью
точного контроля температуры
пайки, в то время как для
конвективных источников это
проблематично
18. Источники ИК излучения
В современных источниках ИК нагрева вместогалогенных ламп все шире применяются
мощные керамические нагреватели. Примером
такого нагревателя может служить излучатель
SHTS фирмы Elstein. В рёбра передней черной
нагревательной панели встроена электрическая
нагревательная
спираль.
Оптимальная
эффективность в зоне высоких температур
достигается
посредством
применения
специальной черной эмали, позолоченного
покрытия задней части и встроенной
теплоизоляции. Для защиты керамики и
нагревательной спирали высокотемпературные
излучатели покрыты глазурью.
Максимальная мощность нагрева кВт/м²…76,8
Рабочая температура, °С…………………860
Максимально допустимая температура, °C 900
Диапазон длины волн, мкм …………..2 - 10
19.
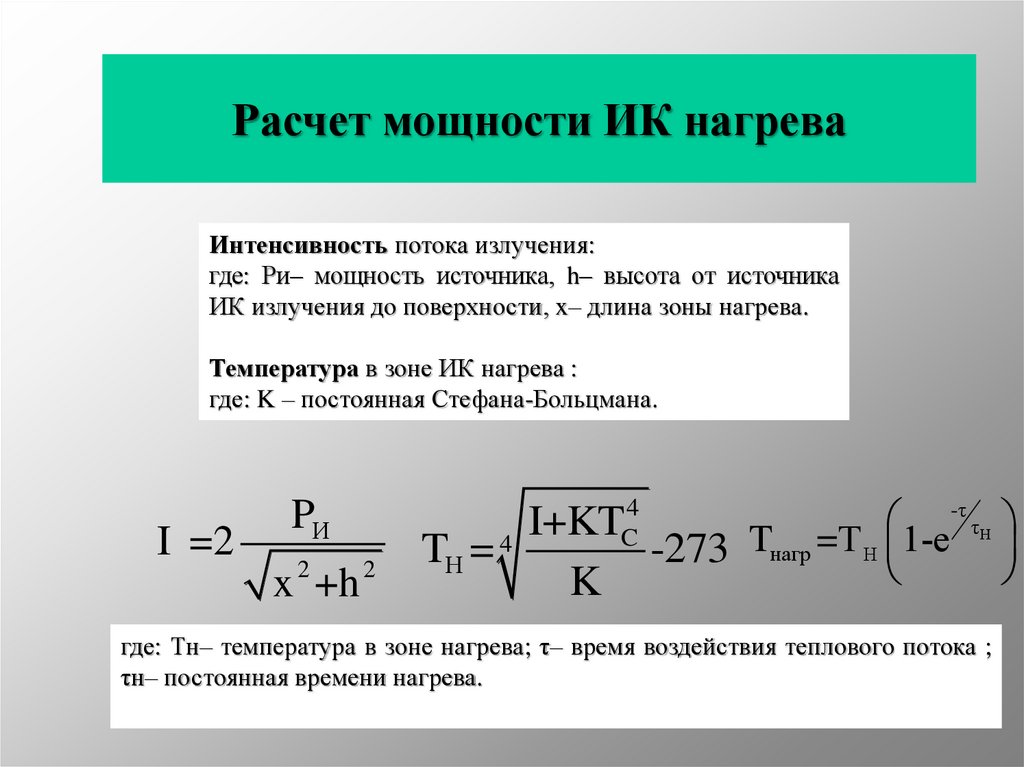
Расчет мощности ИК нагреваИнтенсивность потока излучения:
где: Ри– мощность источника, h– высота от источника
ИК излучения до поверхности, x– длина зоны нагрева.
Температура в зоне ИК нагрева :
где: K – постоянная Стефана-Больцмана.
I =2
PИ
x 2 +h 2
4
-τ
τ
I+KT
C
T
=Т
1-e
4
TН =
-273 нагр Н
K
Н
где: Тн– температура в зоне нагрева; τ– время воздействия теплового потока ;
τн– постоянная времени нагрева.
20. Мощность ИК нагрева
С увеличением расстояния от ИК источника температура меняется незначительно,что связано с тем, что площадь локального нагрева растет и количество
передаваемого тепла рассеивается на большую площадь. Однако ИК нагрев не так
чувствителен к изменению расстояния от источника как конвективный,
21. Применение ИК нагрева для демонтажа SMD
Двухсторонняя ИК система нагрева используется в ремонтной станции ERSAIR550A, которая имеет следующие технические характеристики :
Мощность верхнего ИК излучателя 4x200Вт (размеры 60x60мм)
Мощность нижнего ИК излучателя 2x400Вт (размеры 135x250м)
Время разогрева верхнего излучателя 90 с. Скорость нагрева от 0,3 до 2 С/с.
Максимальная потребляемая мощность 1600 Вт
22. Компания ERSA
Немецкая компания ERSA перешагнула 90-летний юбилей. В 1921 г. немецкийинженер Эрнст Сакс (Ernst Sachs) изобрел и запатентовал промышленный
электрический паяльник.
Компания ERSA в пригороде Берлина начала
производство паяльников. В конце Второй мировой войны компания
перебазировалась в г. Вертхайм на юге Германии, где и размещается и поныне.
В 1968 – первая в Германии установка волновой пайки по английской лицензии,
1980 – печь HOTFLOW оплавления припоя,
1994 – первая установка селективной пайки VERSAFLOW,
2002 - первый ИК ремонтный центр IR550A,
2005 – новое поколение установок волновой пайки по бессвинцовой технологии
23. Термопрофиль демонтажа BGA
При пайке определённого типа корпуса задаётся термопрофиль, в соответствии скоторым поддерживается температура в нагреваемой зоне. Для контроля
температуры используются термопара и ИК датчик либо комбинированный
контроль.
24. Пример ремонтируемого электронного модуля
Пример опытного образца электронного модуля, монтаж SMD и BGA ПЛИС, вкотором выполнен на паяльной станции ERSA IR550A показан на рис. 12. Для
выявления дефектных паяных соединений, таких как мостики припоя, неполное
оплавление, отсутствие шариков припоя и т.д. применено рентгеновское излучение.