









 industry
industrySimilar presentations:


")







Инновационные литейные технологии
1.
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕУЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ "НАЦИОНАЛЬНЫЙ
ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ "МИСИС"
Отчет за осенний семестр 2-го года обучения в
аспирантуре
Образовательная программа: Инновационные литейные технологии
Кафедра: Литейные технологии и художественная обработка материалов
Исследование новых наполнителей для 3D печати литейных
форм по InkJet технологии
Аспирант: Рижский Андрей Андреевич
Научный руководитель: к.т.н., доцент Баженов Вячеслав Евгеньевич
Москва 2024
2.
Цель исследованияИсследовать свойства и возможность применения новых наполнителей для
получения форм методом 3D печати по InkJet технологии.
Основные задачи
• Исследовать форму, фракционный состав, химический состав огнеупорных
наполнителей (корундовый песок, хромитовый песок, ценосферы).
• Изучить влияние режимов печати на прочность образцов, напечатанных по InkJet
технологии. Подобрать оптимальный режим печати для каждого из огнеупоров.
• Определение газопроницаемости, осыпаемости и фактического содержания смолы
при подобранных режимах печати.
• Определение теплофизических свойств форм на основе исследуемых огнеупорных
наполнителей, полученных методом 3D печати:
- Печать форм, заливка сплавом АК7ч, снятие данных о температурных
изменениях в разных частях формы;
- Подбор коэффициентов теплопередачи в ProCAST для получения рабочей
модели для симуляции.
2
3.
Материалы- огнеупорные материалы:
1) хромитовый песок;
2) синтетический корундовый песок (пропант);
3) ценосферы (алюмосиликатные полые микросферы или АСПМ).
- фурановая смола марки DF 900 (производитель Suzhou Xingye Materials
Technology Co., Ltd, КНР);
- катализатор DFG 30A 900 (производитель Suzhou Xingye Materials Technology
Co., Ltd, КНР).
Методики и оборудование
- Сканирующая электронная микроскопия и микрорентгеноспектральный анализ
огнеупоров (TESCAN Vega SBH 3);
- исследование фракционного состава огнеупорных наполнителей по методикам,
определенным в ГОСТ 29234.3-91 (аппарат для рассева Литмашприбор, Усмань);
- определение насыпной плотности по методике, описанной в ГОСТ 8735-88, и
потерь при прокаливании (методика из статьи https://doi.org/10.1007/s11837019-03975-x);
- исследование прочностных свойств смесей на образцах, полученных 3D
печатью, по методикам, описанным в ГОСТ 23409-78 (Песчано-полимерный 3D
принтер SP500, приборы для определения свойств смесей Multiserw).
3
4.
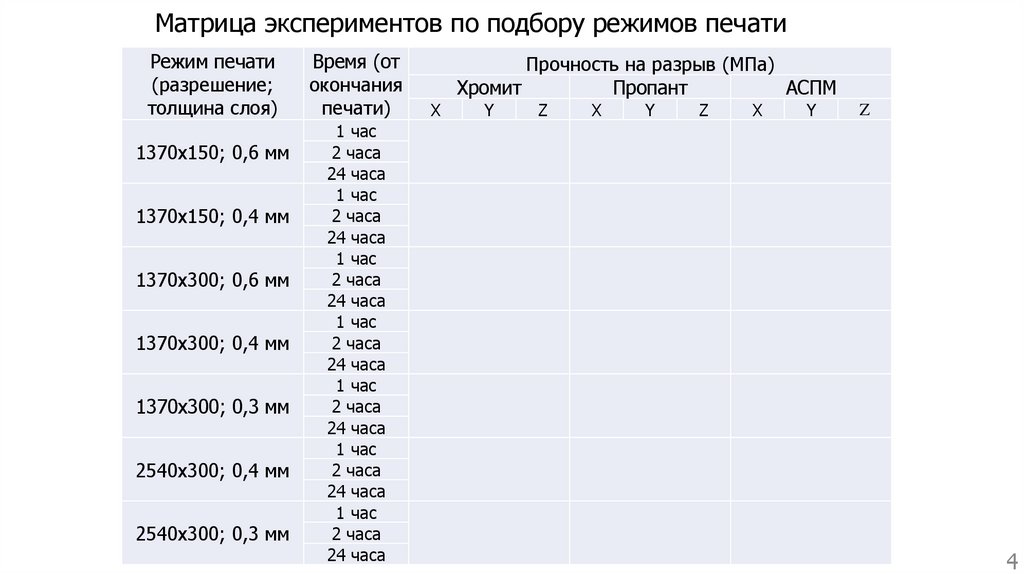
Матрица экспериментов по подбору режимов печатиРежим печати
(разрешение;
толщина слоя)
1370х150; 0,6 мм
1370х150; 0,4 мм
1370х300; 0,6 мм
1370х300; 0,4 мм
1370х300; 0,3 мм
2540х300; 0,4 мм
2540х300; 0,3 мм
Время (от
окончания
печати)
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
Прочность на разрыв (МПа)
Хромит
Пропант
АСПМ
X
Y
Z
X
Y
Z
X
Y
Z
4
5.
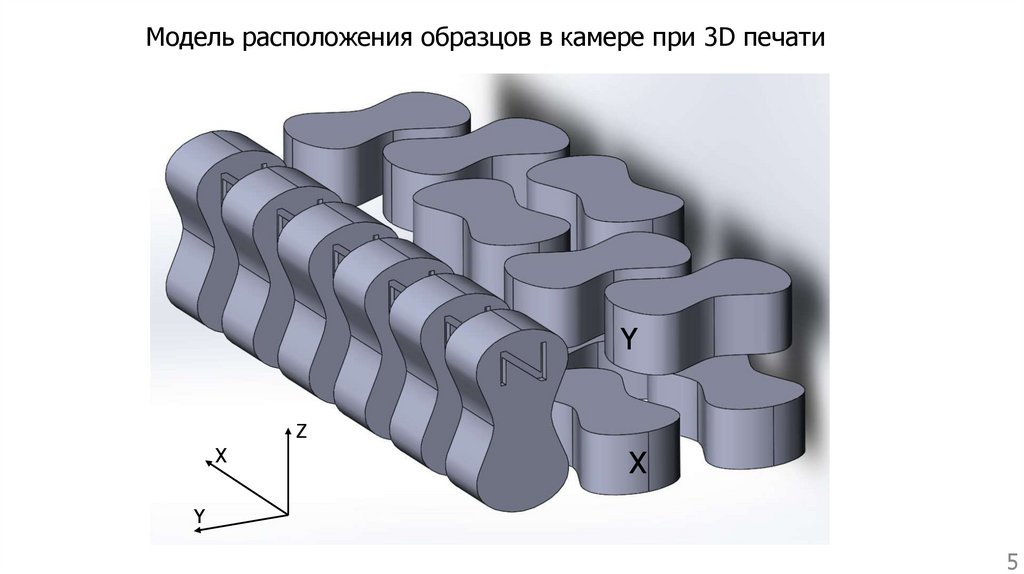
Модель расположения образцов в камере при 3D печатиY
Z
X
X
Y
5
6.
Форма и строение исследуемых огнеупорных материаловАСПМ (Al5SiO9,5, муллит)*
Хромитовый песок (основа FeCr2O4, Al2O3, MgO, Cr2O3, FeO,
Fe2O3)*
* - на основе данных, полученных методом РФА
Синтетический корундовый песок
(основа - Al2O3, Al6Si2O13)*
6
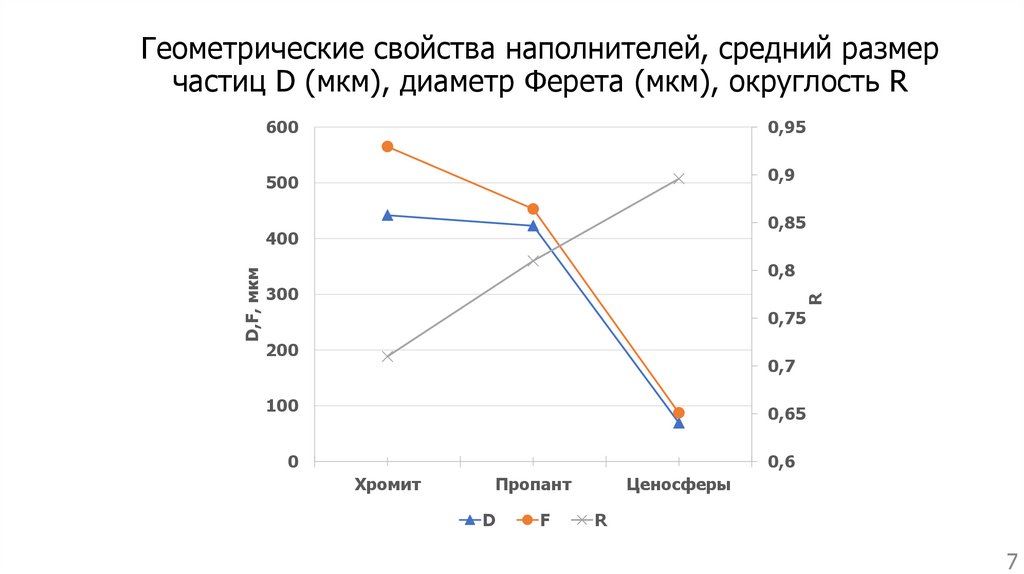
7.
Геометрические свойства наполнителей, средний размерчастиц D (мкм), диаметр Ферета (мкм), округлость R
600
0,95
500
0,9
0,85
0,8
300
R
D,F, мкм
400
0,75
200
0,7
100
0,65
0
0,6
Хромит
Пропант
D
F
Ценосферы
R
7
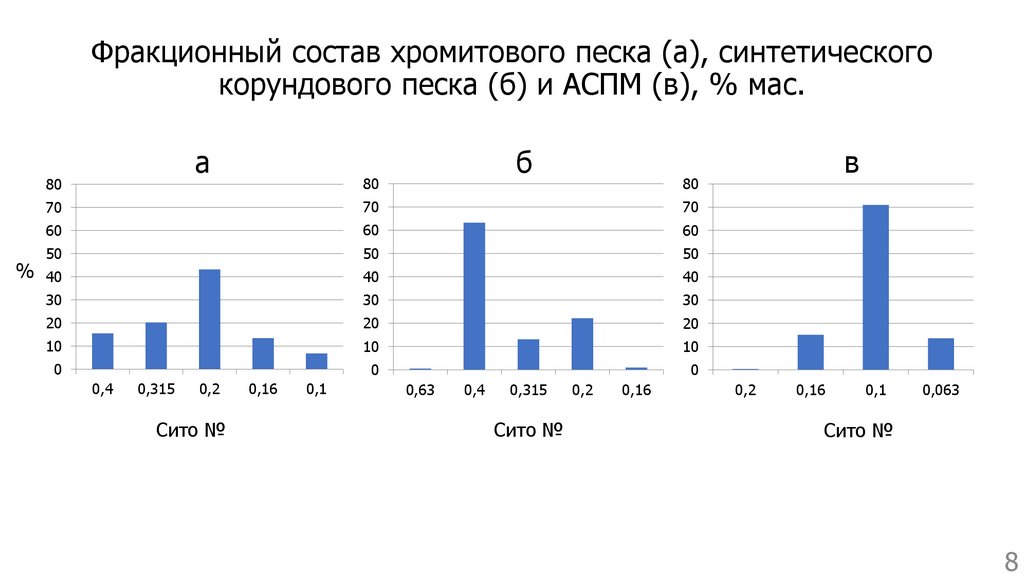
8.
Фракционный состав хромитового песка (а), синтетическогокорундового песка (б) и АСПМ (в), % мас.
а
80
б
80
80
70
70
70
60
60
60
50
50
50
40
40
30
30
30
20
20
20
10
10
10
0
0
0
% 40
0,4
0,315
0,2
Сито №
0,16
0,1
0,63
0,4
0,315
Сито №
в
0,2
0,16
0,2
0,16
0,1
0,063
Сито №
8
9.
Сравнение прочностных свойств ХТС на основеисследуемых наполнителей при расчетном количестве
катализатора (формовка виброуплотнением)
Тип наполнителя
Синтетический
Кварцевый Хромитовый
корундовый
Ценосферы
песок
песок
песок
(АСПМ)
(пропант)
Насыпная плотность,
г/см3
1,644
2,71
1,89
0,39
Расход компонентов
(смола; активатор), %
1,5; 0,33
0,8; 0,16
1,15; 0,23
5,1; 1,02
Прочность смеси на
разрыв, через 1 час, МПа
0,72
0,81
0,31
-
Прочность смеси на
разрыв, через сутки, МПа
1,02
1,06
0,82
0,17
9
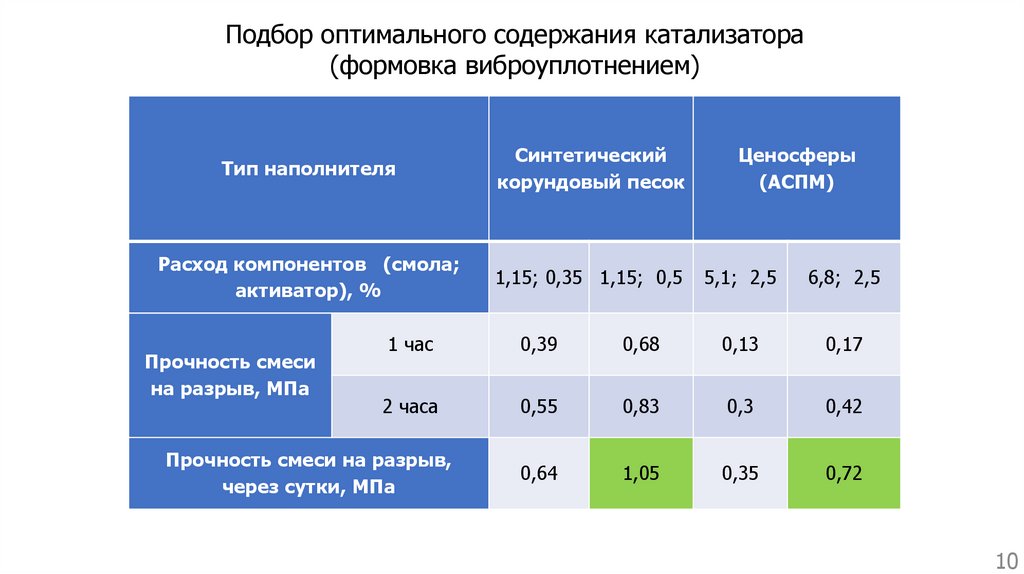
10.
Подбор оптимального содержания катализатора(формовка виброуплотнением)
Тип наполнителя
Синтетический
корундовый песок
Расход компонентов (смола;
активатор), %
1,15; 0,35 1,15; 0,5
Прочность смеси
на разрыв, МПа
Ценосферы
(АСПМ)
5,1; 2,5
6,8; 2,5
1 час
0,39
0,68
0,13
0,17
2 часа
0,55
0,83
0,3
0,42
0,64
1,05
0,35
0,72
Прочность смеси на разрыв,
через сутки, МПа
10
11.
3D печать образцов для прочностных испытанийХромитовый песок
Синтетический корундовый песок
11
12.
Образцы, полученные методом 3D печати и испытания на прочностьпри растяжении (на примере АСПМ)
Синт. корунд
Хромит
Ценосферы
12
13.
Подбор режимов печати и прочность полученных образцовРежим печати Время (от
(разрешение; окончания
толщина слоя) печати)
A) 1370х150;
0,6 мм
B) 1370х150;
0,4 мм
C) 1370х300;
0,6 мм
D) 1370х300;
0,4 мм
E) 1370х300;
0,3 мм
F) 2540х300;
0,4 мм
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
1 час
2 часа
24 часа
Прочность на разрыв (МПа)
Хромит
X
Y
Пропант
Z
–
0,78
1,1
1,47
0,45
0,58
0,6
0,81
1,3
1,64
н
0,87
0,99
0,2
0,25
0,6
1,01
1,13
0,55
0,78
1,04
0,14
0,21
0,7
0,88
1,24
X
Y
Z
0,54
0,71
0,88
1,58
1,65
2,16
0,57
0,76
1,27
0,12
0,15
0,38
0,87
0,92
1,11
0,16
0,18
0,4
0,17
0,2
0,4
0,65
0,73
0,95
0,47
0,61
0,8
Н
–
–
1,82
н
н
н
X
н
н
н
Y
Z
Н
–
0,09
0,14
н
н
н
н
н
н
Н
–
0,14
0,35
0,56
0,5
0,69
H
Н
Н
АСПМ
н
н
н
0,14
0,23
0,41
н
н
н
0,17
0,3
0,43
Н
13
14.
Газопроницаемость и осыпаемость образцов, полученныхметодом 3D печати
Газопроницаемость, ед. AFS
Осыпаемость, %
1,8
1200
1,6
1000
1,4
1,2
ед. AFS
800
1
%
600
0,8
0,6
400
0,4
200
0,2
0
0
Кварцевый
песок
Хромитовый
песок
Пропант
Ценосферы
Кварцевый песок
Хромитовый
песок
Пропант
Ценосферы
14
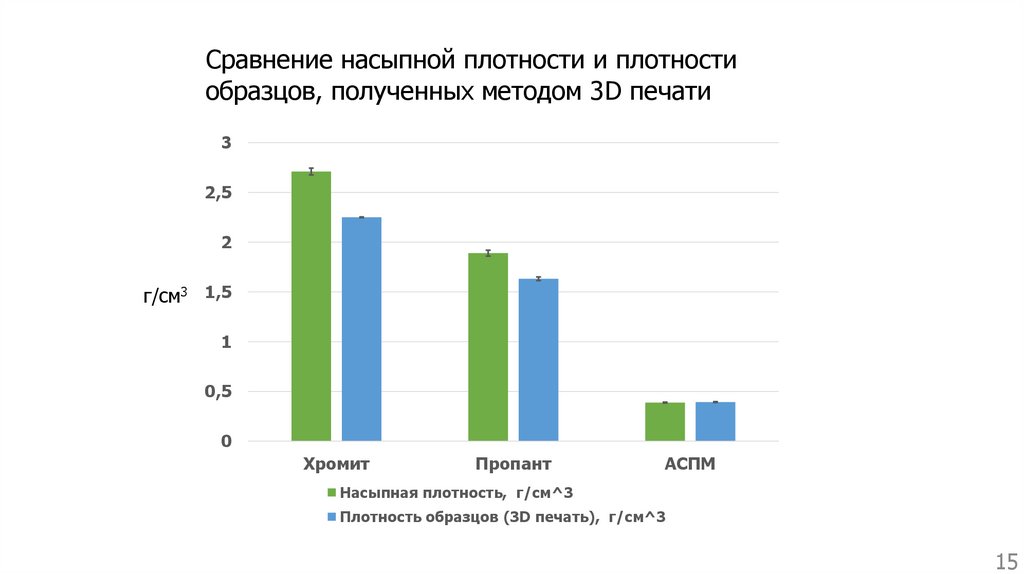
15.
Сравнение насыпной плотности и плотностиобразцов, полученных методом 3D печати
3
2,5
2
г/см3 1,5
1
0,5
0
Хромит
Пропант
АСПМ
Насыпная плотность, г/см^3
Плотность образцов (3D печать), г/см^3
15
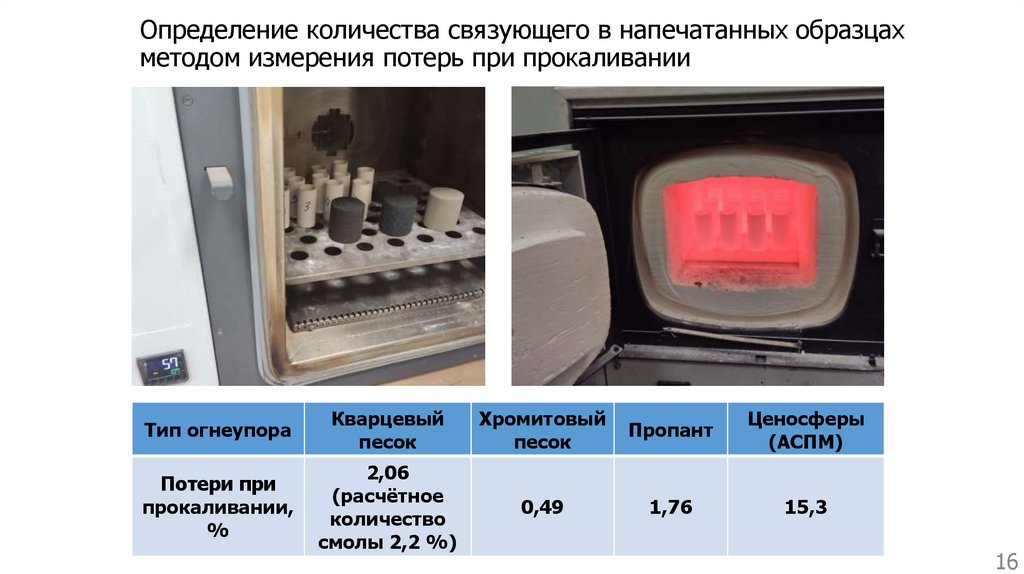
16.
Определение количества связующего в напечатанных образцахметодом измерения потерь при прокаливании
Тип огнеупора
Кварцевый
песок
Хромитовый
песок
Пропант
Ценосферы
(АСПМ)
Потери при
прокаливании,
%
2,06
(расчётное
количество
смолы 2,2 %)
0,49
1,76
15,3
16
17.
Печать типовых форм и измерение температурных полей (1)Расположение термопар в форме
Формы, полученные 3D печатью (А – пропант, Б – ценосферы, В – Кварц)
А
Б
В
17
18.
Печать типовых форм и измерение температурных полей (2)18
19.
Печать типовых форм и измерение температурных полей (3)Изменение температуры формы (20 мм до
границы раздела «отливка-форма»)
Изменение температуры сплава
800
350
700
300
Хромит
500
Корунд
400
Ценосферы
300
Кварц
200
Температура, oC
Температура, oC
600
250
Хромит
Корунд
200
Ценосферы
150
Кварц
100
50
100
0
0
0
2000
4000
6000
Время, сек
8000
10000
12000
0
2000
4000
6000
8000
10000
12000
Время, сек
19
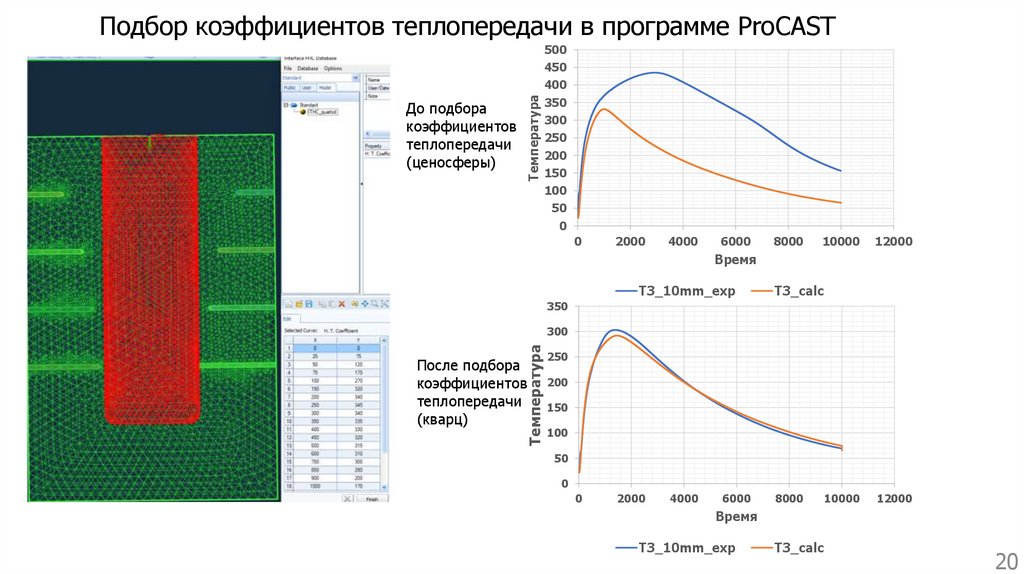
20.
До подборакоэффициентов
теплопередачи
(ценосферы)
Температура
Подбор коэффициентов теплопередачи в программе ProCAST
500
450
400
350
300
250
200
150
100
50
0
0
2000
4000
6000
8000
10000
12000
Время
T3_10mm_exp
T3_calc
350
Температура
300
После подбора
коэффициентов
теплопередачи
(кварц)
250
200
150
100
50
0
0
2000
4000
6000
8000
10000
12000
Время
T3_10mm_exp
T3_calc
20
21.
Осуществляемые в данный момент и планируемые работы- определение теплофизических свойств
исследуемых огнеупоров;
- измерение механических свойств и
микроструктуры и пористости сплава,
заливаемого в типовые формы, полученные
из разных огнеупоров методом 3D печати;
- подбор коэффициентов теплопередачи для
изучаемых огнеупорных материалов с целью
получения параметров моделирования;
- проектирование составной формы на основе
Образцы для
измерения
теплофизических
параметров
разных огнеупоров для формирования условий
направленной кристаллизации.
Сравнение тепловых явлений, полученных в ProCast и на практике. Изучение полученных
результатов.
21
22.
Выводы:Исследованы форма, фракционный, химический состав хромитового, синтетического корундового песков,
а также ценосфер. Изготовлены образцы холоднотвердеющих смесей на основе исследуемых наполнителей. В
ходе подбора оптимального количества катализатора, образцы ХТС на основе хромитового, синтетического
огнеупоров и ценосфер по прочностным свойствам, приобретаемым в ходе полимеризации смолы,
сопоставимы с образцами ХТС на основе кварцевого песка.
Подобраны режимы печати, позволяющие получить необходимую прочность при минимально возможном
содержании смолы для каждого из исследованных огнеупоров. Хромитовый песок, в отличие от
синтетического корундового, имеет более развитую поверхность и менее однороден по фракционному составу,
следствием чего является необходимость увеличивать количество подаваемой при печати смолы.
Установлено, что прочностные свойства ХТС-смеси, полученной на принтере, анизотропны. Наибольшую
прочность показали образцы, ориентированные по оси «Х». Разрешение печати напрямую влияет на качество,
что необходимо учитывать при ориентировании ответственных элементов литейных форм в камере печати.
При этом, осыпаемость и газопроницаемость не показали существенной разницы.
Образцы из новых огнеупорных наполнителей обладают хорошей газопроницаемостью, что обусловлено
плотностью получаемых форм, которая оказалась меньше, чем насыпная ввиду технических особенностей
нанесения слоев при 3D печати. Кроме того, в случае пропанта и ценосфер, положительно влияет округлая
форма частиц и однородность фракционного состава.
Показатели осыпаемости образцов ХТС, полученных методом печати, на основе пропанта и ценосфер
имеют сопоставимые результаты со смесями на основе кварцевого песка. Хромит отличается в худшую
сторону ввиду разнородности фракционного состава.
22