
















 mechanics
mechanicsSimilar presentations:










Взаемозаменяемость, методы и средства контроля шпоночных, шлицевых и зубчатых соединений
1. Лекция 10 ВЗАЕМОЗАМЕНЯЕМОСТЬ, МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ШПОНОЧНЫХ, ШЛИЦЕВЫХ И ЗУБЧАТЫХ СОЕДИНЕНИЙ
2.
ПЛАН1. Взаимозаменяемость шпоночных
соединений
2. Методы и средства контроля деталей
шпоночного соединения
3. Взаимозаменяемость шлицевых соединений
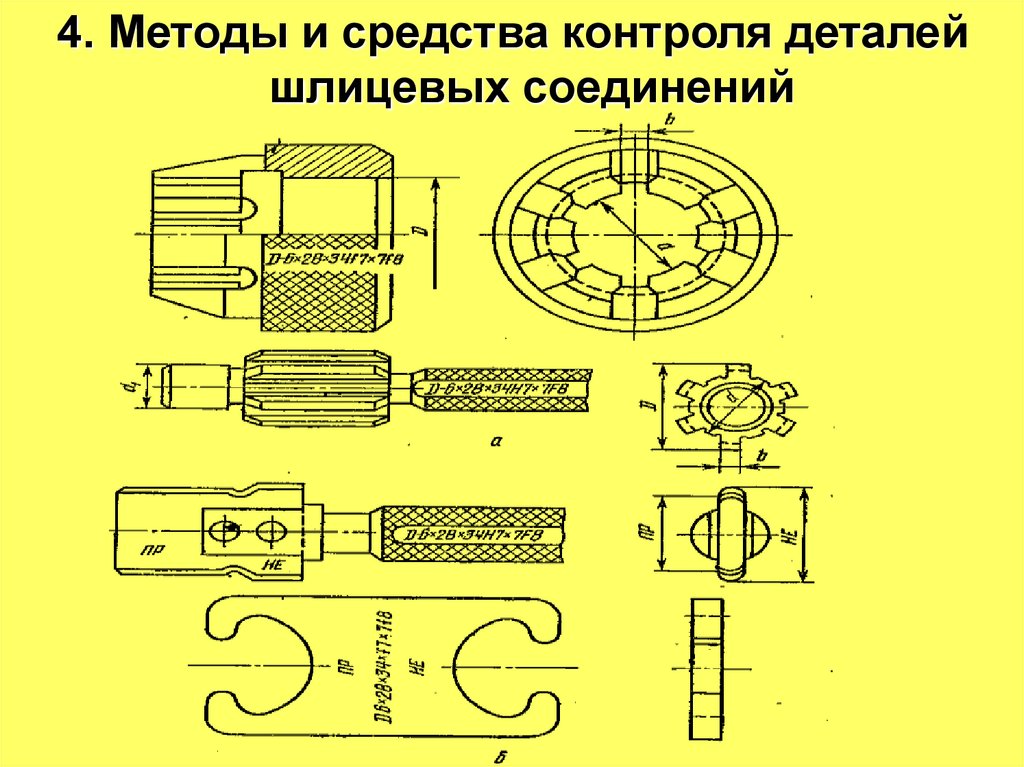
4. Методы и средства контроля деталей
шлицевых соединений
5. Зубчатые передачи
3.
1. Взаимозаменяемость шпоночных соединенийОбозначения размеров шпоночных
соединений:
а– с призматической шпонкой;
б – с сегментной шпонкой.
4.
Посадки втулки со шпоночным пазом на валУсловия работы
При поточном
центрирование
При динамических
нагрузках
При осевом перемещение
втулки по валу
Поля допусков
Посадки
отверстие
вала
Н6
k6,m6,
n6,js6
переходные
Н7,Н8 x8,u8,s8
с натягом
Н6,Н7
с зазором
h6,h7
5.
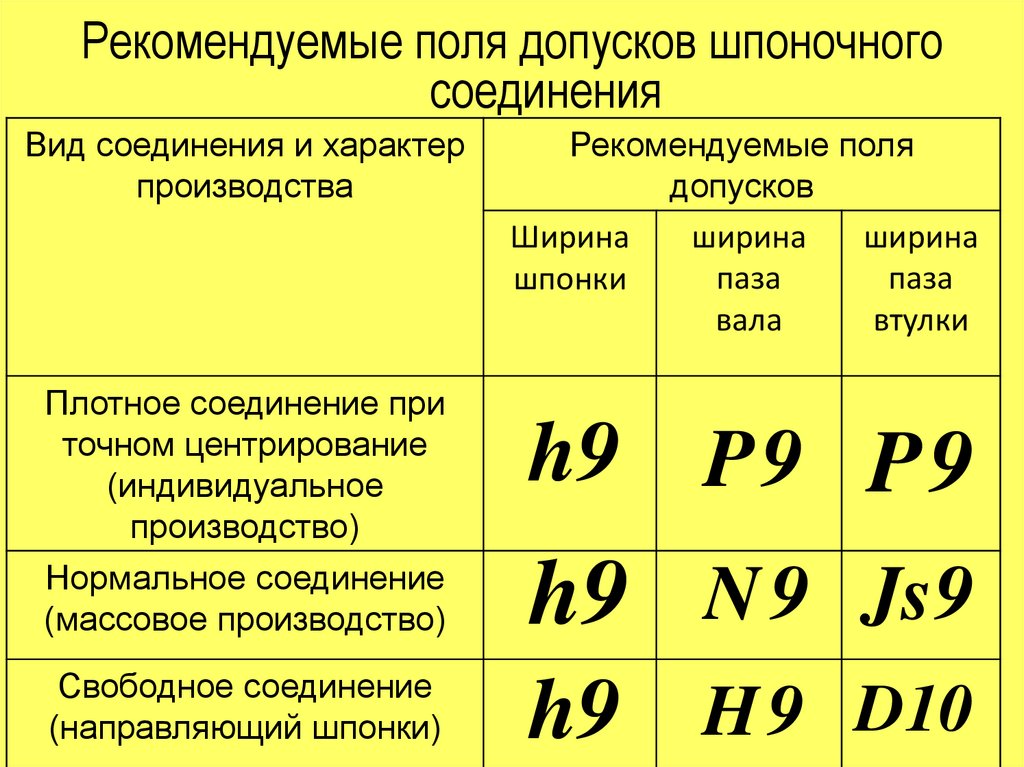
Рекомендуемые поля допусков шпоночногосоединения
Вид соединения и характер
производства
Плотное соединение при
точном центрирование
(индивидуальное
производство)
Нормальное соединение
(массовое производство)
Свободное соединение
(направляющий шпонки)
Рекомендуемые поля
допусков
Ширина
ширина
ширина
паза
паза
шпонки
вала
втулки
h9 P 9 P 9
h9 N 9 Js9
h9 H 9 D10
6.
Расположение полей допусков по ширинешпонки «B» для разных видов шпоночных
соединений
h -высота шпонки h11
lшп -длина шпонки h14
lпаза -длина паза вала Н15
t1 -глубина паза вала H12
t 2 -глубина паза втулки H12
Рекомендуемые поля допусков для других
размеров соединения
7.
2. Методы и средства контроля деталейшпоночного соединения
8.
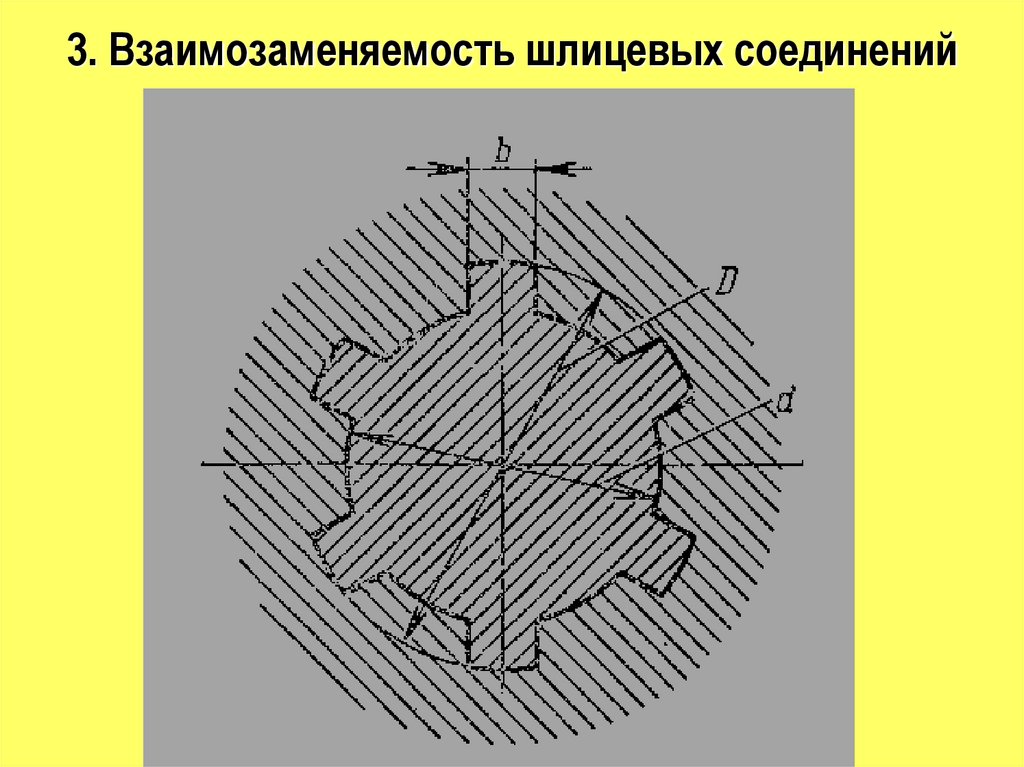
3. Взаимозаменяемость шлицевых соединений9.
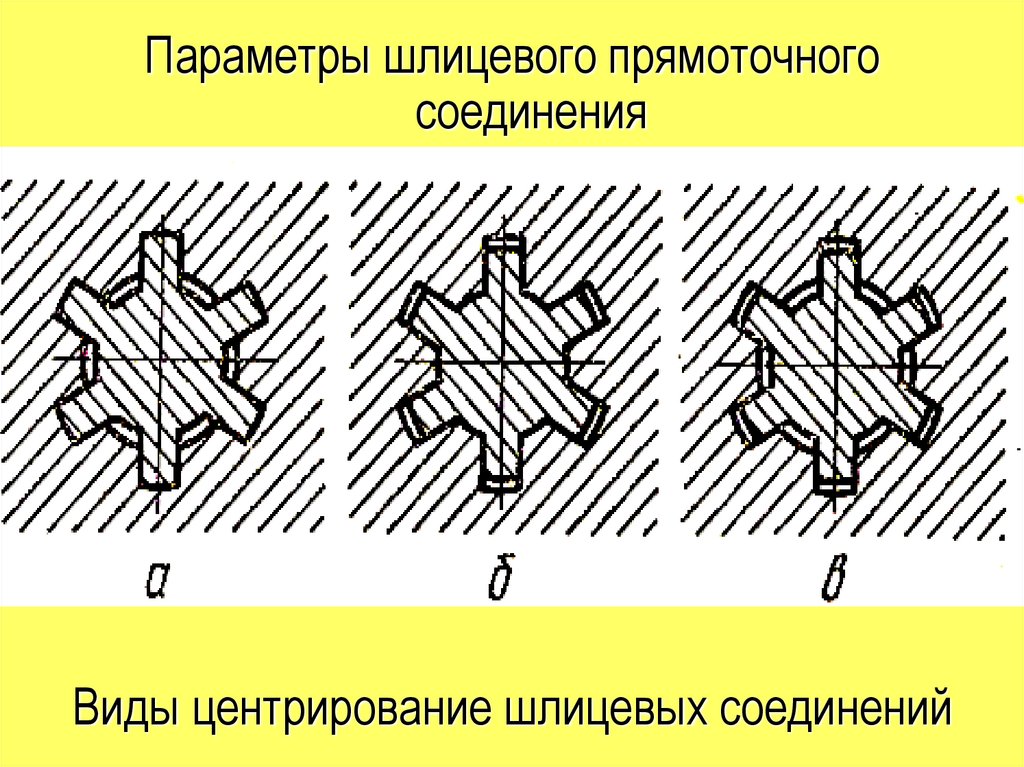
Параметры шлицевого прямоточногосоединения
Виды центрирование шлицевых соединений
10.
Центрирование по наружному диаметрурекомендуется, когда втулка термически не
обрабатывается и когда твердость ее материала
допускает обработку протяжкой, что позволяет
получить Диаметр впадин втулки точного размера.
Вал в данном случае шлифуют по наружному
диаметру. Этот способ наиболее простой,
экономичный. Его широко применяют в
автотракторном и сельскохозяйственном
машиностроении.
11.
Центрирование по внутреннему диаметруцелесообразно, когда втулка имеет высокую
твердость и точный размер можно получить
только для внутреннего диаметра, используя
внутреннее шлифование. Вал при этом
обрабатывают на шлицешлифовальном станке,
что позволяет получить точный размер
внутреннего диаметра вала. Этот метод
обеспечивает высокую точность
центрирования, но стоимость изготовления
значительно увеличивается.
12.
Центрирование по боковым сторонам зубьевне обеспечивает точного центрирования втулки и
вала, но дает наиболее равномерное
распределение сил между зубьями. Этот метод
рекомендуется применять при передаче
больших крутящих моментов или при
знакопеременных нагрузках, когда требуются
минимальные зазоры между боковыми
поверхностями зубьев и впадин (например, при
центровке скользящих шлицевых соединений
карданных валов автомобилей и тракторов).
13.
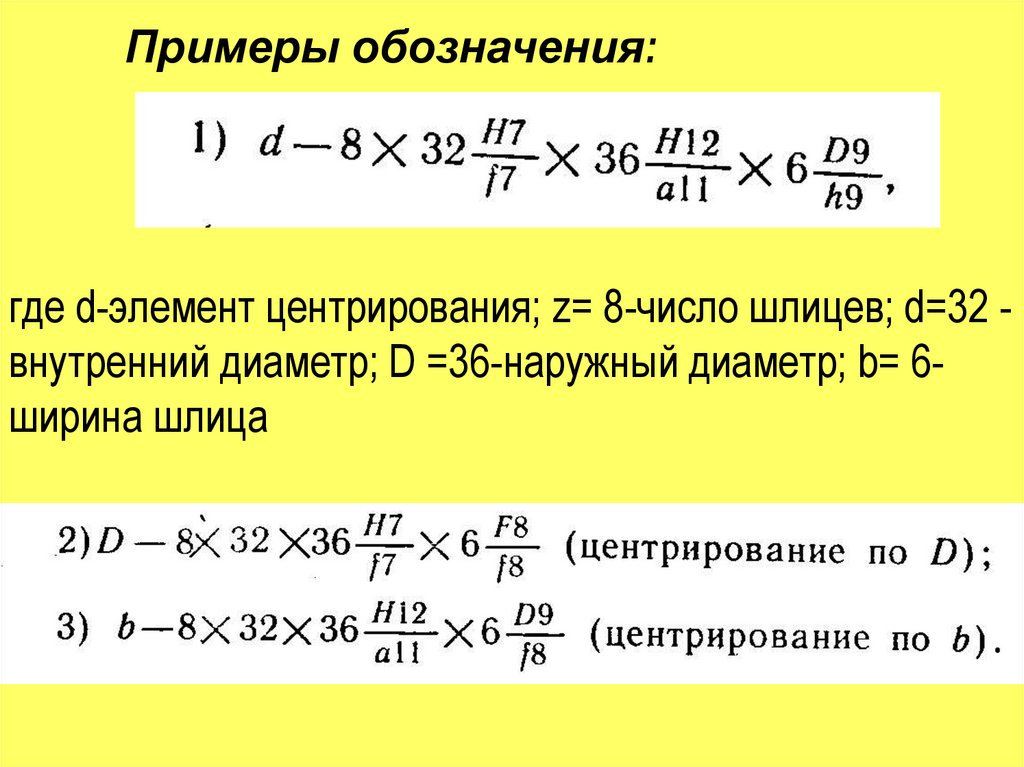
Примеры обозначения:где d-элемент центрирования; z= 8-число шлицев; d=32 внутренний диаметр; D =36-наружный диаметр; b= 6ширина шлица
14.
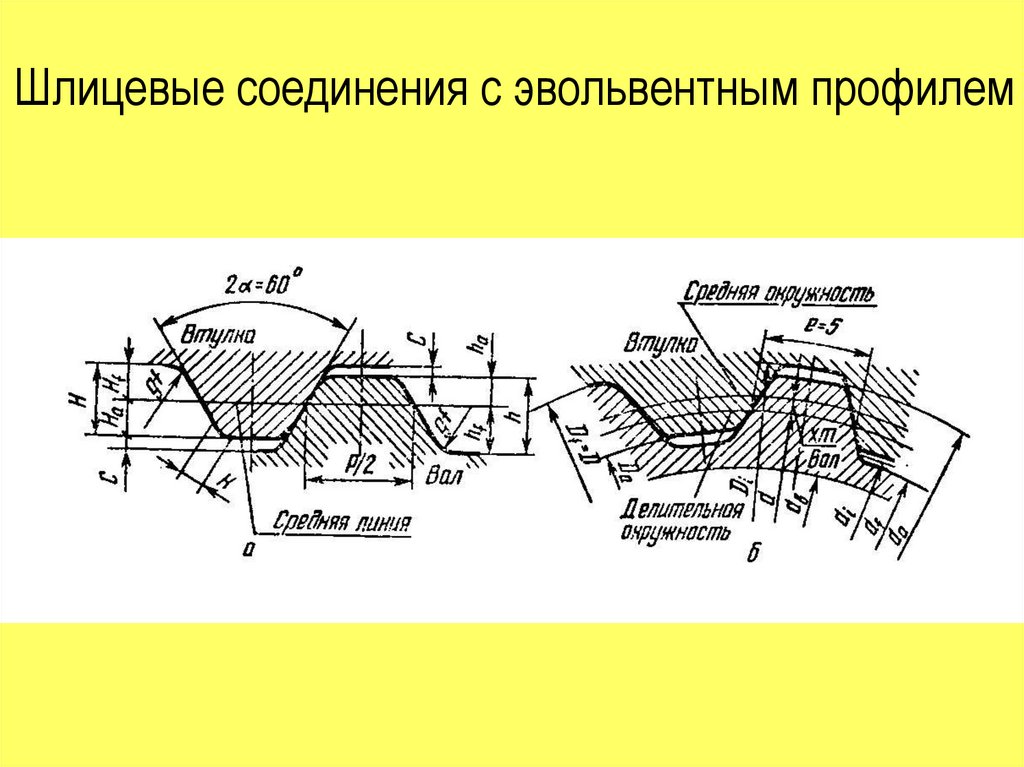
Шлицевые соединения с эвольвентным профилем15.
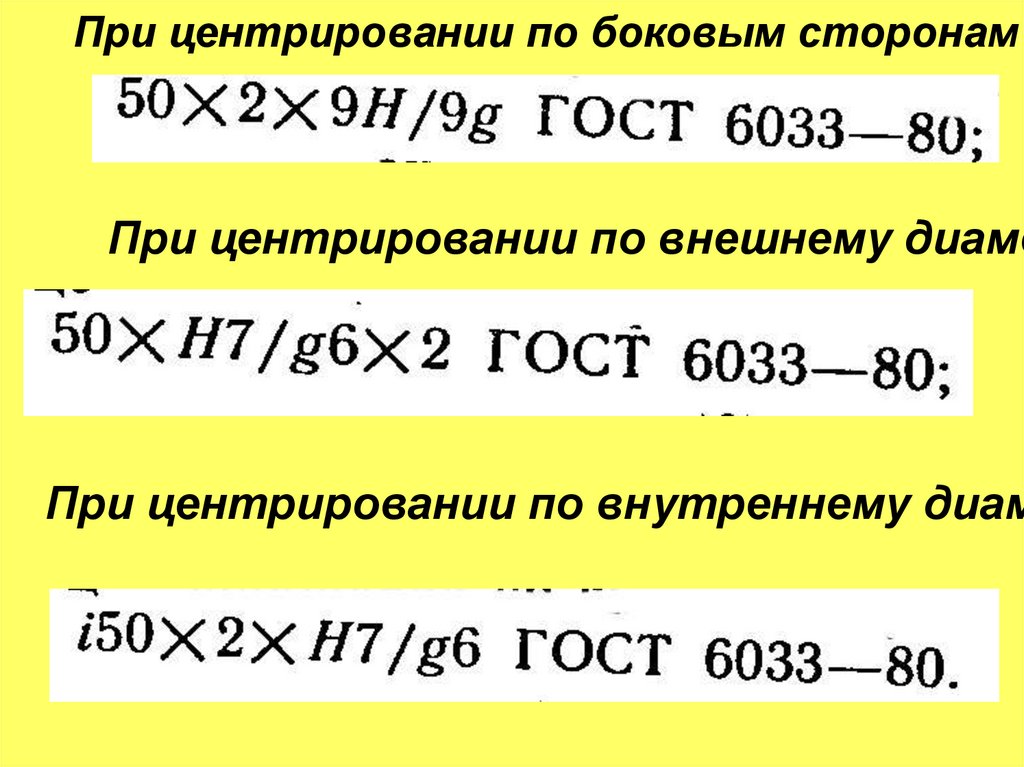
При центрировании по боковым сторонамПри центрировании по внешнему диаме
При центрировании по внутреннему диам
16.
4. Методы и средства контроля деталейшлицевых соединений
17.
ВОПРОСЫВал
втулка
18.
5. Зубчатые передачиЭксплуатационные
требования
Отсчетные передачи
Шестерни
газораспределения,
шестерня и рейка
топливного насоса,
шестерни индикатора
часового типа
Основные группы
норм точности
Кинематическая
точность
19.
Эксплуатационныетребования
Скоростные передачи
Шестерни КПП легковых
автомобилей, привода центрифуг,
коробок передач станков
Силовые передачи
Бортовые передачи гусеничных
тракторов, редукторы
грузоподъемных машин
Основные
группы норм
точности
Плавность
Контакт зубьев
20.
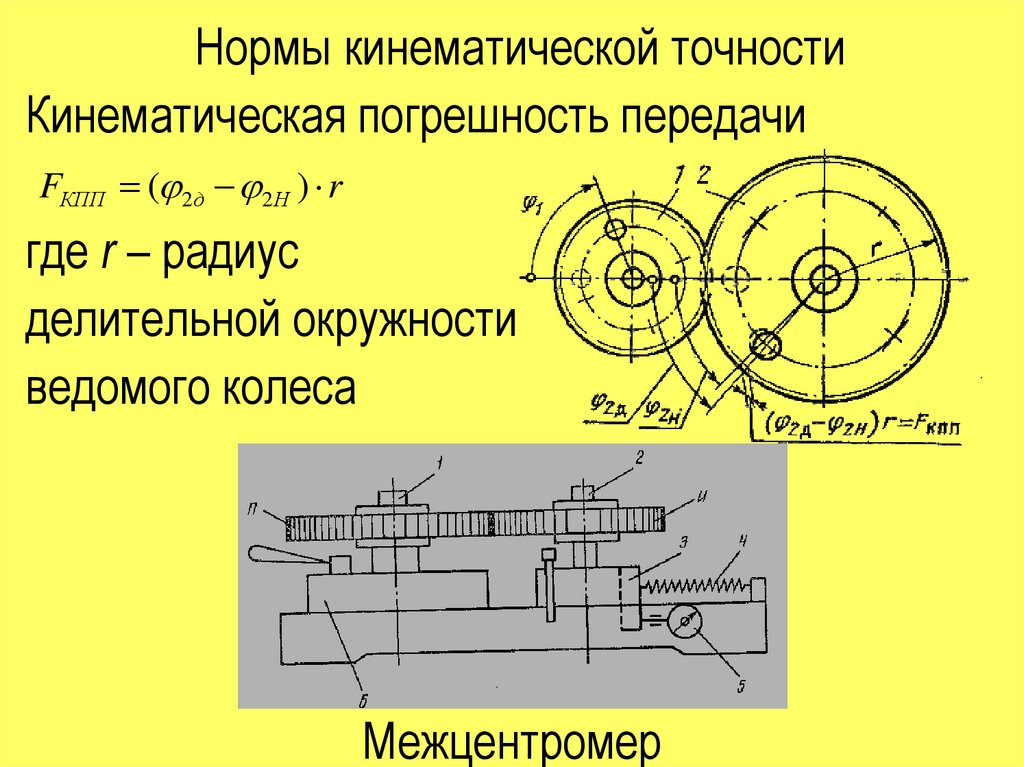
Нормы кинематической точностиКинематическая погрешность передачи
FКПП ( 2д 2 Н ) r
где r – радиус
делительной окружности
ведомого колеса
Межцентромер
21.
Показатели контроля кинематической точностиОпределение длины общей нормали
Колебание длинны общей нормали
Vw Wmax Wmin
22.
Измерение длинны общей нормали23.
Нормы и методы контроля плавностиЦиклическое отклонение передачи f ZK
Отклонение шага зацепления f pi
Шагомер
24.
Погрешность профиля зуба25.
Нормы контакта зубьевСуммарное пятно контакта
fx
Источники погрешностей контакта
Погрешность направления зуба
Непаралельность осей f x
f
Перекос осей y
26.
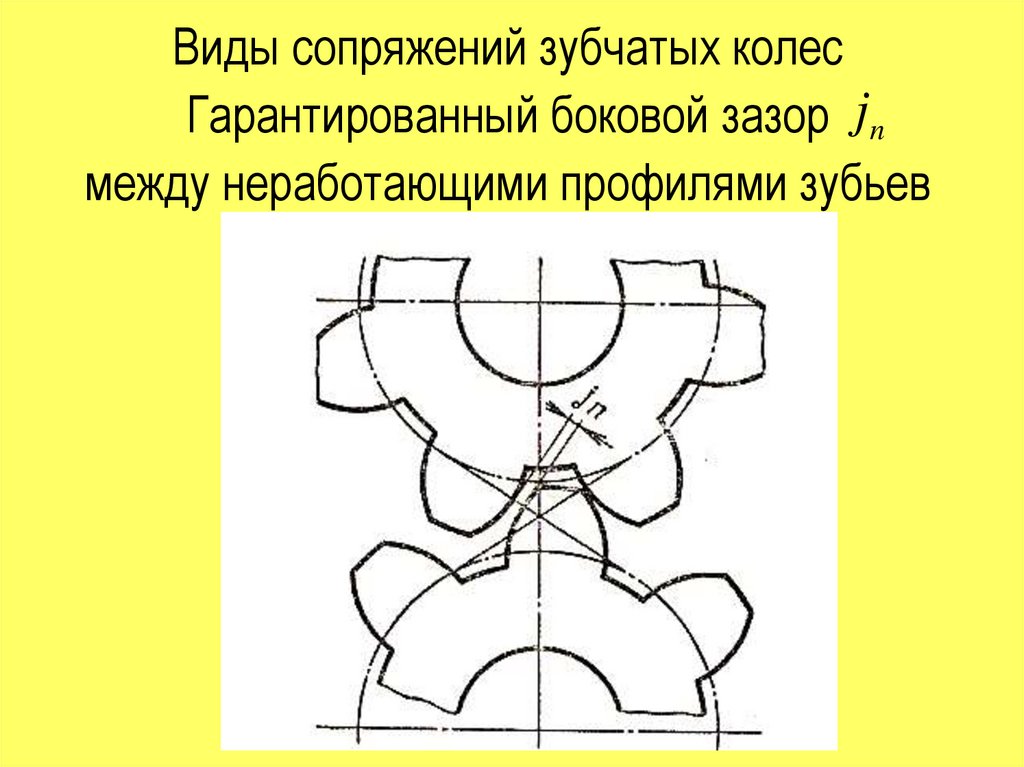
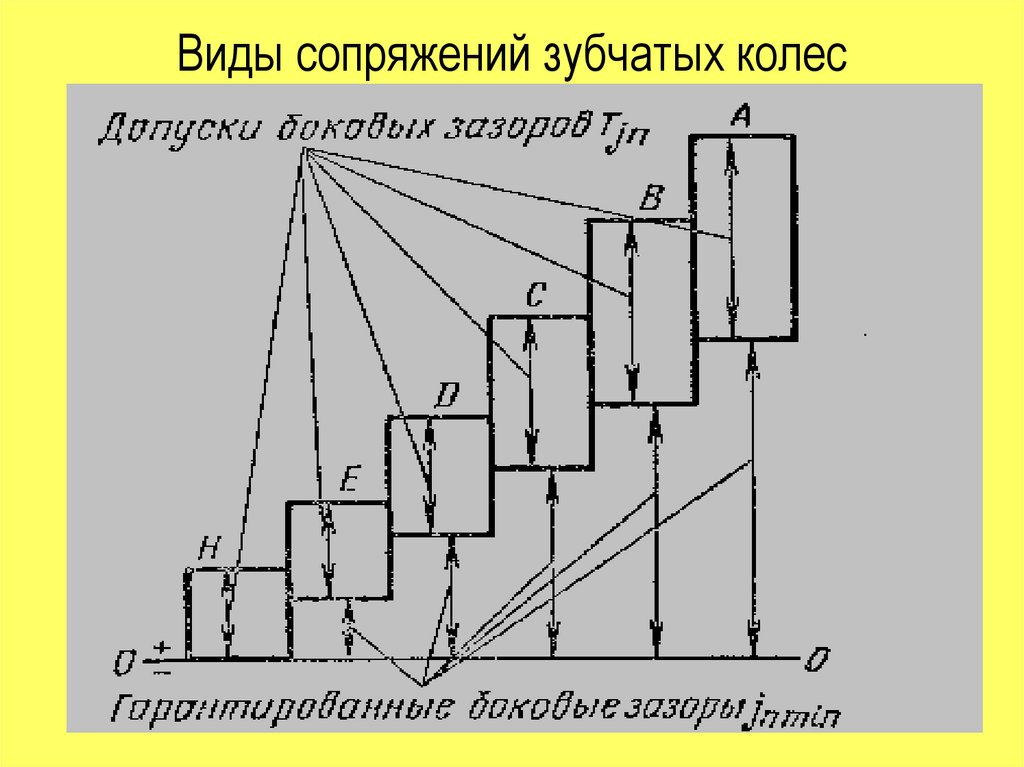
Виды сопряжений зубчатых колесГарантированный боковой зазор jn
между неработающими профилями зубьев
27.
Боковой зазор зависит от толщины зуба, а онаопределяется дополнительным смещением
исходного контура Е
28.
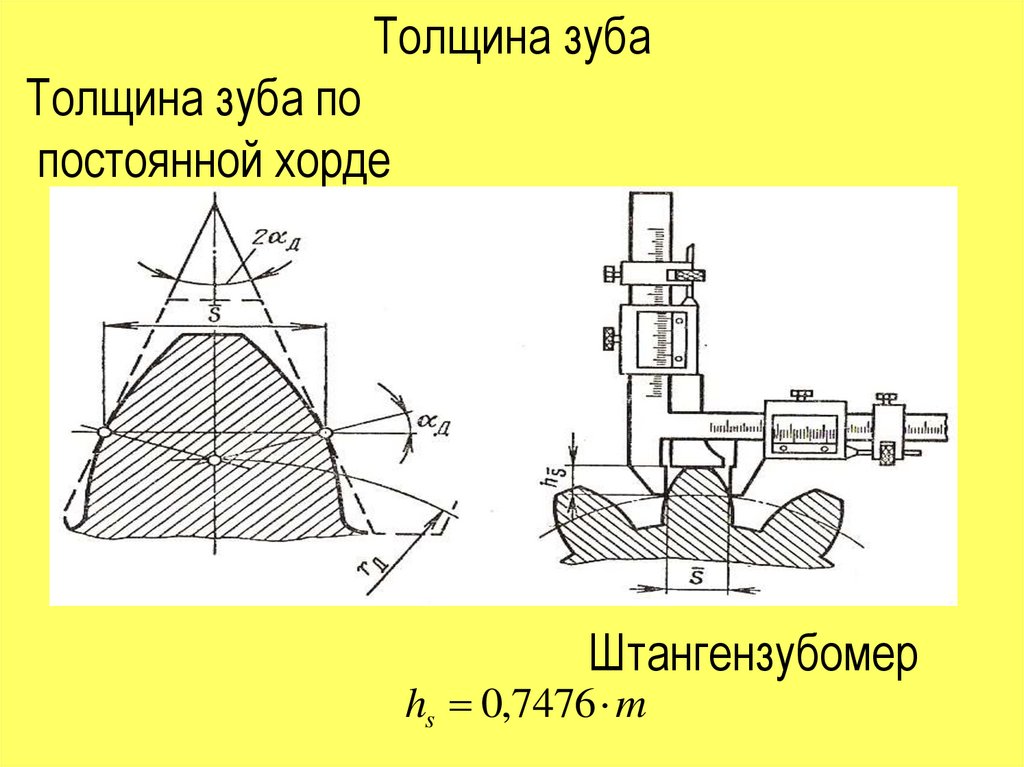
Толщина зубаТолщина зуба по
постоянной хорде
Штангензубомер
hs 0,7476 m
29.
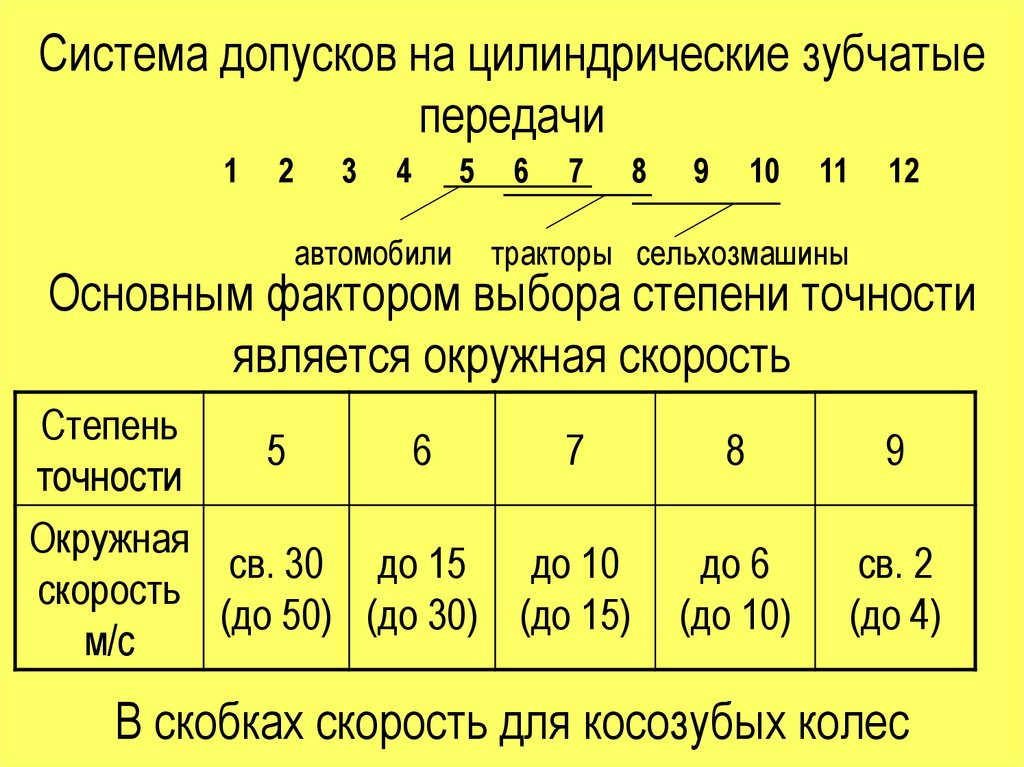
Система допусков на цилиндрические зубчатыепередачи
1
2
3
4
автомобили
5
6
7
8
9
10
11
12
тракторы сельхозмашины
Основным фактором выбора степени точности
является окружная скорость
Степень
5
6
7
точности
Окружная
св. 30 до 15 до 10
скорость
(до 50) (до 30) (до 15)
м/с
8
9
до 6
(до 10)
св. 2
(до 4)
В скобках скорость для косозубых колес
30.
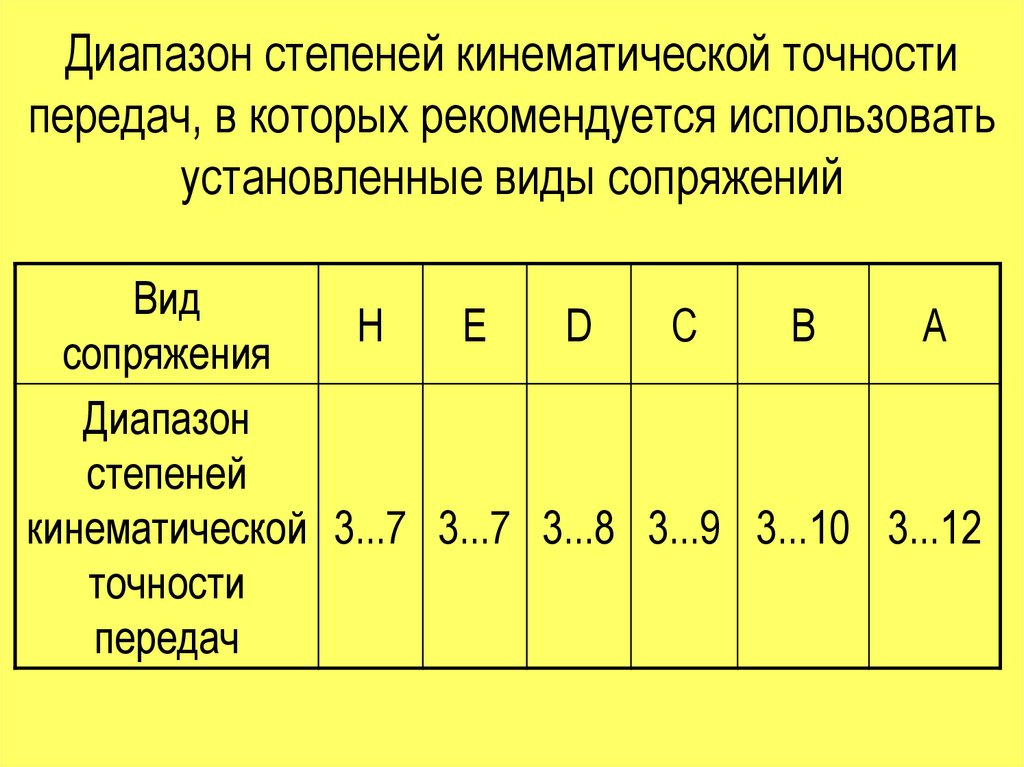
Виды сопряжений зубчатых колес31.
Диапазон степеней кинематической точностипередач, в которых рекомендуется использовать
установленные виды сопряжений
Вид
H
E
D
C
B
A
сопряжения
Диапазон
степеней
кинематической 3...7 3...7 3...8 3...9 3...10 3...12
точности
передач
32.
Обозначение норм точности зубчатых передачСm.7-Д ГОСТ 1643-81 кинематическая точность,
плавность и контакт зубьев должны
соответствовать 7-ой степени точности, а вид
сопряжения Д и допуск на боковой зазор d
Сm.8-7-7Ва ГОСТ 1643-81
8 – кинематическая точность
7 – плавность
7 – контакт зубьев
В – вид сопряжения
а – допуск на боковой зазор
На чертежах записывается в таблице в правом
верхнем углу после конструктивных данных о колесе
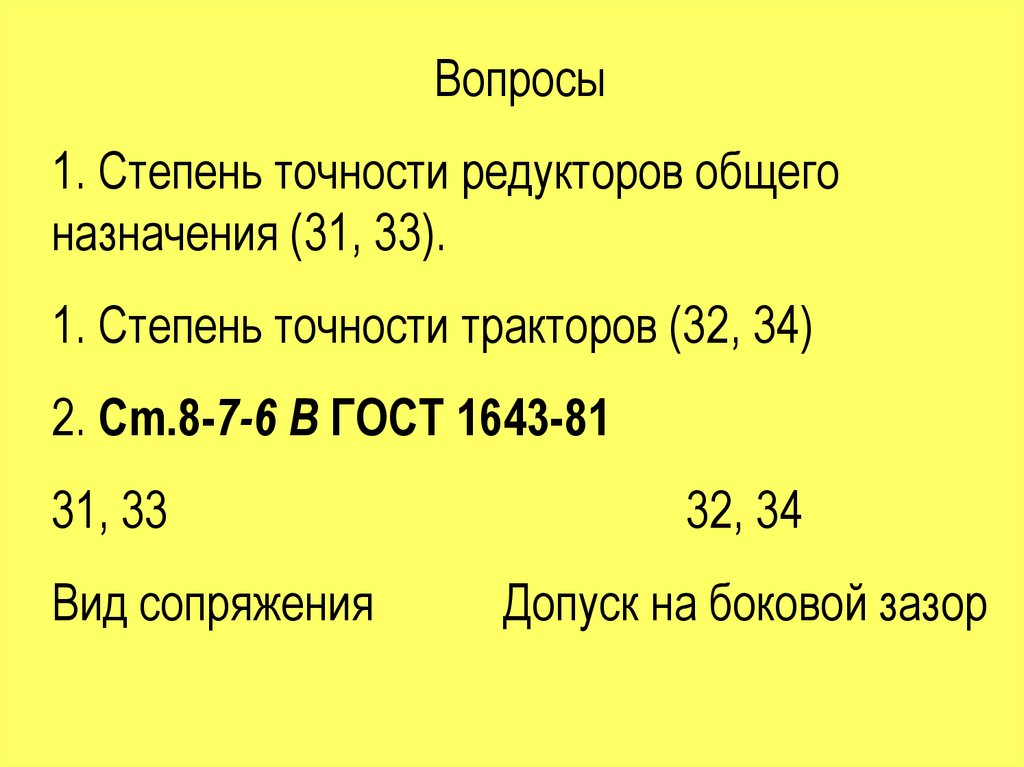
33.
Вопросы1. Степень точности редукторов общего
назначения (31, 33).
1. Степень точности тракторов (32, 34)
2. Сm.8-7-6 В ГОСТ 1643-81
31, 33
Вид сопряжения
32, 34
Допуск на боковой зазор