





 industry
industrySimilar presentations:


")




")


Заготівельні технології. Види заготовок в машинобудуванні
1.
Заготівельні технології.Заготовкою в машинобудуванні називають предмет
виробництва, з якого шляхом подальшої обробки буде
отримана деталь або нероз'ємні складальна одиниця.
Вибір правильного способу отримання заготовки в значній мірі
визначає якість (механічні, електричні, хімічні властивості), а
також витрати на виробництво, пов'язані з подальшою обробкою
предмета. Тому впроваджуються все нові способи отримання
заготовок, що дозволяють звести витрати до мінімуму, і
поліпшити властивості виробу.
Обраний спосіб отримання
заготовки визначає перелік застосовних матеріалів для неї, і
навпаки - жорстко заданий матеріал обмежує варіанти заготовок.
2.
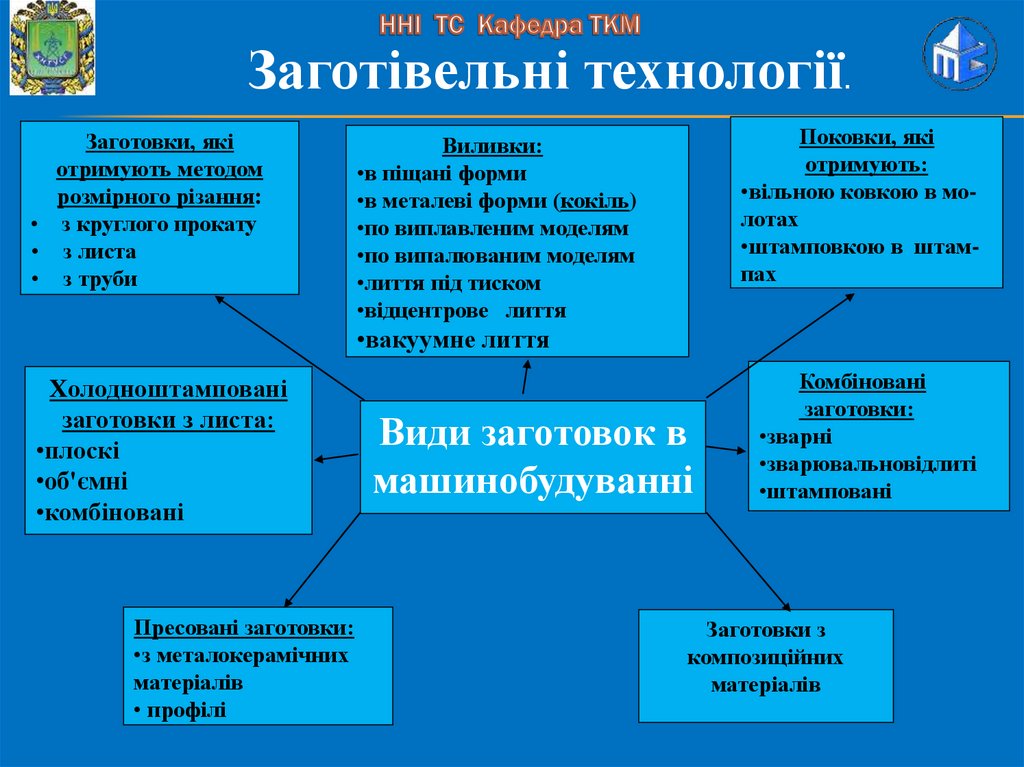
Заготівельні технології.Заготовки, які
отримують методом
розмірного різання:
• з круглого прокату
• з листа
• з труби
Поковки, які
отримують:
•вільною ковкою в молотах
•штамповкою в штампах
Виливки:
•в піщані форми
•в металеві форми (кокіль)
•по виплавленим моделям
•по випалюваним моделям
•лиття під тиском
•відцентрове лиття
•вакуумне лиття
Холодноштамповані
заготовки з листа:
•плоскі
•об'ємні
•комбіновані
Пресовані заготовки:
•з металокерамічних
матеріалів
• профілі
Види заготовок в
машинобудуванні
Комбіновані
заготовки:
•зварні
•зварювальновідлиті
•штамповані
Заготовки з
композиційних
матеріалів
3.
Заготівельні технології.Одним з основних способів виготовлення
заготовок в машинобудівному виробництві є
отримання їх заливанням розплавленого
металу в відповідні форми. З огляду на те, що
литтям можна отримати заготовки і для дуже
складних за формою деталей і що отримання їх
таким способом економічно ефективно, лиття
має дуже широке застосування. Литі частини
складають половину, а іногді до 80% ваги
машин
4.
Заготівельні технології.Для скорочення витрат праці на обробку виливків і втрат
металу в даний час все ширше впроваджують у
виробництво:
- методи точного лиття, що дають виливки високої
точності, що вимагають лише чистової обробки;
- методи лиття під тиском;
- відцентрове лиття;
- лиття в скорлупчаті (оболонкові) форми.
Ці способи дозволяють одержувати виливки підвищеної
точності, з чистою поверхнею, іноді без необхідності
подальшої обробки поверхонь деталі, механізувати і
автоматизувати технологічні процеси виготовлення відливок
високої
якості,
забезпечуючи
тим
самим
високу
продуктивність праці і зниження собівартості цих виробів.
5.
Заготівельні технології.6.
Заготівельні технології.7. СПОСОБИ ВИГОТОВЛЕННЯ ЗАГОТОВОК МЕТОДАМИ ОБРОБКИ МЕТАЛІВ ТИСКОМ
1. Кування - спосіб обробки металів тиском, при якомуінструмент здійснює багаторазову переривчасту ударну
дію на нагріту заготовку, в результаті чого вона
деформуючись набуває задану форму і розміри;
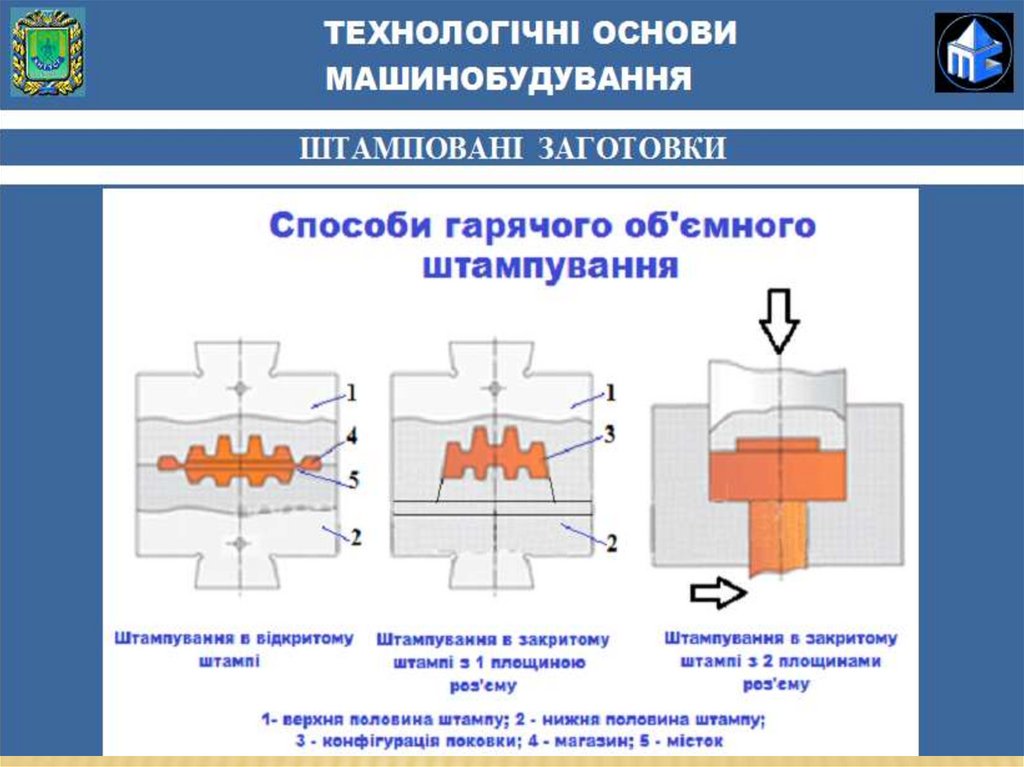
2. Штампування - спосіб пластичного деформування
заготовки в штампах. Основні деталі штампу - пуансон і
матриця. При штампуванні пуансон тисне на заготовку,
що знаходиться в іншій частині штампа - матриці
3. Гаряча прокатка сортового і листового прокату.
4.Холодна
прокатка
листової
заготовки
5. Профілювання - безперервне деформування листової
заготовки шляхом вигину її в валках профілезгинального
стану.
8. СПОСОБИ ВИГОТОВЛЕННЯ ЗАГОТОВОК МЕТОДАМИ ОБРОБКИ МЕТАЛІВ ТИСКОМ
1. Кування - спосіб обробки металів тиском, при якомуінструмент здійснює багаторазову переривчасту ударну
дію на нагріту заготовку, в результаті чого вона
деформуючись набуває задану форму і розміри;
2. Штампування - спосіб пластичного деформування
заготовки в штампах. Основні деталі штампу - пуансон і
матриця. При штампуванні пуансон тисне на заготовку,
що знаходиться в іншій частині штампа - матриці
3. Гаряча прокатка сортового і листового прокату.
4.Холодна
прокатка
листової
заготовки
5. Профілювання - безперервне деформування листової
заготовки шляхом вигину її в валках профілезгинального
стану.
9. СПОСОБИ ВИГОТОВЛЕННЯ ЗАГОТОВОК МЕТОДАМИ ОБРОБКИ МЕТАЛІВ ТИСКОМ
1. Кування - спосіб обробки металів тиском, при якомуінструмент здійснює багаторазову переривчасту ударну
дію на нагріту заготовку, в результаті чого вона
деформуючись набуває задану форму і розміри;
2. Штампування - спосіб пластичного деформування
заготовки в штампах. Основні деталі штампу - пуансон і
матриця. При штампуванні пуансон тисне на заготовку,
що знаходиться в іншій частині штампа - матриці
3. Гаряча прокатка сортового і листового прокату.
4.Холодна
прокатка
листової
заготовки
5. Профілювання - безперервне деформування листової
заготовки шляхом вигину її в валках профілезгинального
стану.
10.
За рівнем досягнень науки і техніки ТП можнарозділити на робочі та перспективні.
РОБОЧИЙ ТП - це ТП виконуваний за
робочою документацією, що відбиває можливості
конкретного виробництва.
ПЕРСПЕКТИВНИЙ ТП - це
ТП, що
відповідає технічним рішенням, які цілком або
частково ще повинні бути впроваджені на
підприємстві ( нові верстати, способи обробки,
оснащення та ін.).
11.
Усі ТП можуть бути розроблені з різним ступенем деталізації технічних рішень. Узалежності від цього технологічні процеси записують на різних формах бланків
технологічної документації. Найбільш поширеними з них є: маршрутні карти (МК),
карти технологічного процесу (КТП), операційні карти (ОК), карти ескізів (КЕ).
Відповідно до ГОСТу 3.1109-82 можуть бути виконані такі види опису технологічних
процесів:
МАРШРУТНИЙ ОПИС - являє собою скорочений опис на бланках МК усіх
технологічних операцій у послідовності їх виконання без вказівки переходів і
технологічних режимів.
ОПЕРАЦІЙНИЙ ОПИС - містить опис усіх технологічних операцій на рівні
переходів з вказівкою застосовуваного оснащення (пристосування, різальних,
допоміжних і вимірювальних інструментів), а також режимів обробки, основний,
допоміжний і штучний часи. Виконується на бланках ОК.
МАРШРУТНО-ОПЕРАЦІЙНИЙ ОПИС - припускає як і маршрутний - скорочений
опис всіх операцій у послідовності їх виконання. Але при цьому найбільш складні
операції викладають до рівня переходів із вказівкою одержуваних розмірів і режимів
обробки. Такий опис виконується на бланках КТП або МК. Для описаних на рівні
переходів операцій оформляють карти ескізів на бланках КЕ.
КАРТИ ЕСКІЗІВ – технологічний документ, на якому зображують заготовку в
положенні обробки на даній операції, проставляють умовними позначеннями схему її
базування з указівкою форми установчих елементів
12.
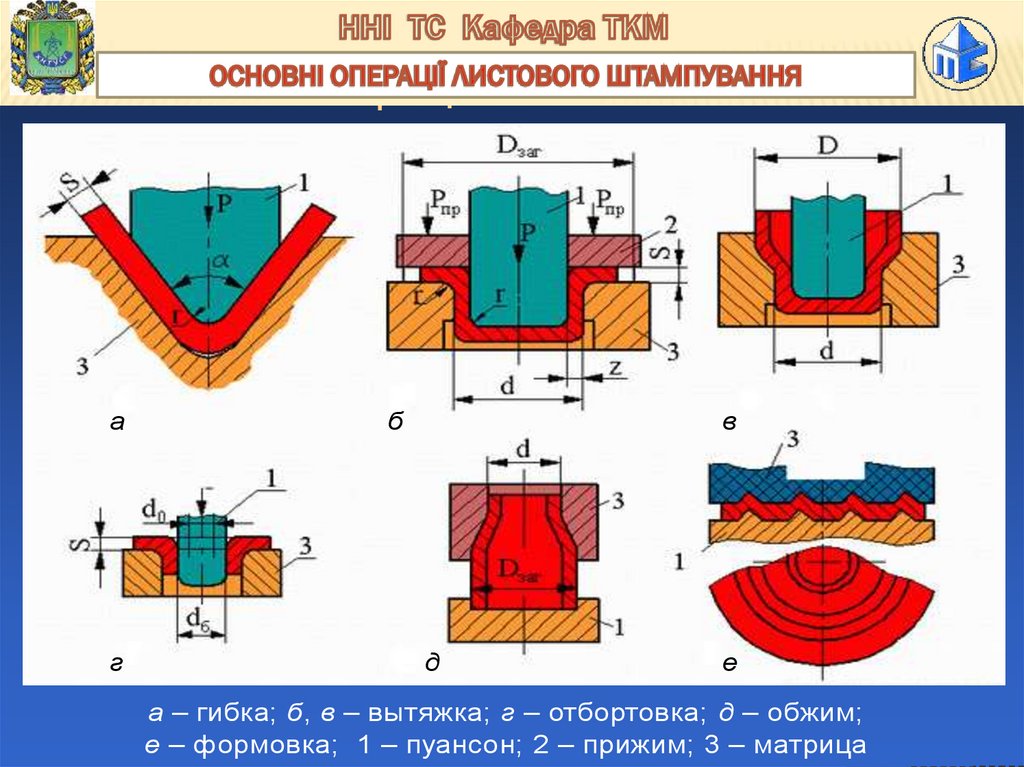
Основные операции листовой штамповкиПоследовательность технологических операций
1). Обрабатываются поверхности, являющиеся базовыми для
последующей обработки.
2). Обрабатываются поверхности с наибольшими припусками,
что позволяет устранить все дефекты заготовки.
3). Сложные
операции должны
выполняться сначала.
а
б
в
4). Чем точнее поверхность, тем позднее она обрабатывается.
5).Не допускается объединение черновых и чистовых видов
обработки.
6).Если деталь подлежит термообработке, то процесс обработки
имеет две стадии: – до Т/О и – после Т/О.
г
д
е
а – гибка; б, в – вытяжка; г – отбортовка; д – обжим;
е – формовка; 1 – пуансон; 2 – прижим; 3 – матрица
13.
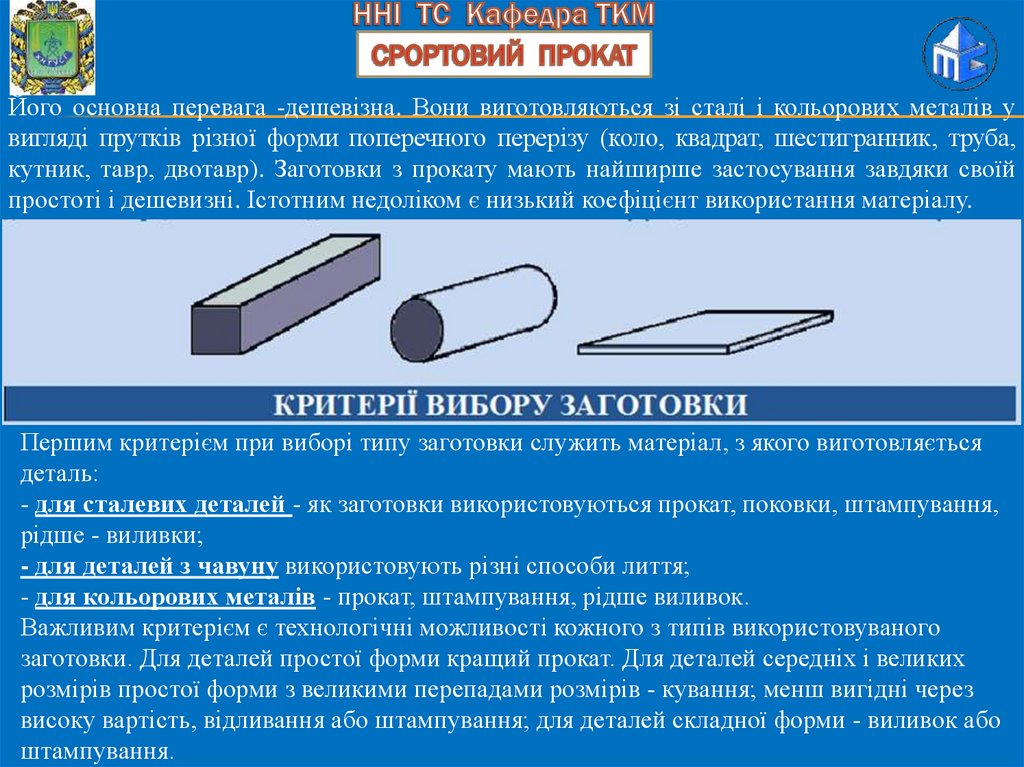
Його основна перевага -дешевізна. Вони виготовляються зі сталі і кольорових металів увигляді прутків різної форми поперечного перерізу (коло, квадрат, шестигранник, труба,
кутник, тавр, двотавр). Заготовки з прокату мають найширше застосування завдяки своїй
простоті і дешевизні. Істотним недоліком є низький коефіцієнт використання матеріалу.
Першим критерієм при виборі типу заготовки служить матеріал, з якого виготовляється
деталь:
- для сталевих деталей - як заготовки використовуються прокат, поковки, штампування,
рідше - виливки;
- для деталей з чавуну використовують різні способи лиття;
- для кольорових металів - прокат, штампування, рідше виливок.
Важливим критерієм є технологічні можливості кожного з типів використовуваного
заготовки. Для деталей простої форми кращий прокат. Для деталей середніх і великих
розмірів простої форми з великими перепадами розмірів - кування; менш вигідні через
високу вартість, відливання або штампування; для деталей складної форми - виливок або
штампування.