



 industry
industrySimilar presentations:










Класифікація металорізального інструменту та інструментальні матеріали (лекція 2)
1.
Тема 2Класифікація металорізального
інструменту та інструментальні матеріали
2.
1. Классификация инструментовОсновними спеціальними групами в класифікації є:
1. Інструменти для обробки отворів;
2. Інструменти для утворення різьблення;
3. Інструменти для зубонарізання;
4. Інструменти для обробки неевольвентних профілів
методом обкатки.
Усі лезові інструменти, що не ввійшли до цих чотирьох
груп, об'єднані в групу інструментів загального
призначення.
Окремі групи утворюють такі специфічні інструменти як:
- абразивні інструменти;
- алмазні інструменти.
3.
Класифікація інструментів4.
2. Вимоги до інструментівКожен інструмент у процесі різання металу повинен забезпечувати вирішення
основного завдання - якісну і продуктивну обробку деталі, тому до інструментів
висувають такі основні вимоги:
• забезпечення геометричної форми деталі;
• точність виконуваних розмірів;
• чистота оброблюваної поверхні;
• продуктивність;
• стійкість (хв) і розмірна стійкість;
• економія інструментальних матеріалів;
• технологічність конструкції;
• економічність.
Вихідними даними для вибору (або проектування) інструменту є:
- параметри оброблюваної деталі (матеріал, твердість, форма, розміри);
- точність, шорсткість;
- вид заготовки;
- розміри поверхонь до обробки;
- вид обробки;
- обсяг виробництва.
5.
Якість інструментів регламентується державними таміжнародними стандартами, що включають у себе технічні
умови на приймання інструменту під час його виготовлення.
У технічних умовах вказуються основні параметри інструменту,
вимоги до зовнішнього вигляду, чистоти оздоблення, до
інструментального матеріалу, до термічної обробки, нарешті, до
розмірів і допусків на них, а також до випробувань і умов
приймання.
Важливими є вимоги, що висуваються до інструменту в процесі
експлуатації:
• дотримання правильних геометричних параметрів ріжучих
елементів і гостроти ріжучих кромок,
• застосування оптимальних режимів різання,
• правильна установка і закріплення інструменту на верстаті,
• догляд за інструментом - своєчасне його налаштування і
правильне зберігання.
• особливі вимоги - до інструментів для верстатів з ЧПК
6.
Демонстрація інструментів7.
3. Матеріали для виготовлення інструментівВибір матеріалу залежить від низки факторів, основними з яких є:
1. Конструкція інструменту;
2. Технологія виготовлення інструменту;
3. Ефективність використання інструменту.
Під час вибору інструментальних матеріалів необхідно враховувати їх
основні властивості: теплостійкість, зносостійкість, поведінку під час
термічної обробки (деформація, прокалюваність, схильність до
зневуглецювання), механічні властивості, оброблюваність, вартість.
Температуростійкість - властивість інструментального матеріалу
зберігати досить високу твердість під час нагрівання при роботі
інструменту протягом періоду стійкості. Висока температуростійкість
дає змогу забезпечувати продуктивну роботу інструменту.
Зносостійкість - здатність ріжучої кромки чинити опір стиранню під
час різання.
8.
Поведінка під час термічної обробки характеризується кількомафакторами:
• деформація, тобто зміна форми і розмірів інструментів під час
термічної обробки;
• прокалюваність - здатність сприймати зміцнення на весь перетин
інструменту або тільки на певну глибину;
• схильність до зневуглецювання, до зменшення вмісту вуглецю на
поверхні, що призводить до зниження твердості поверхневого шару.
• Механічні властивості - визначають здатність інструментальних
матеріалів чинити опір силовим навантаженням. Основною
характеристикою є твердість.
• Оброблюваність - характеризує можливість продуктивної та
якісної обробки інструментальних матеріалів у холодному стані
(різання, шліфування) і в гарячому (кування, штампування,
прокатка).
9.
10.
11.
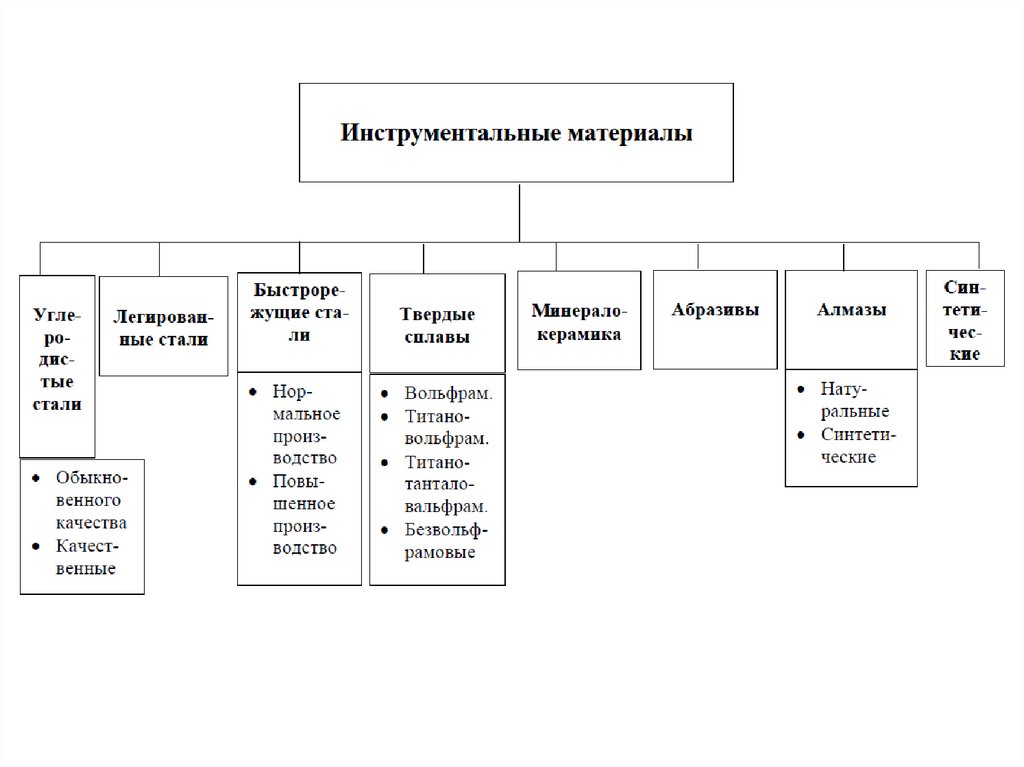
3.1. Вуглецеві інструментальні сталі• Сталі звичайної якості марок У7-У13 і високоякісні марок У7А-У13А містять
0,7-1,3% вуглецю. Буква А в маркуванні свідчить про максимально
допустимий вміст шкідливих домішок - сірки і фосфору - до 0,03%, які
надають сталі червоноламкість і холодноламкість..
• Застосовують вуглецеві інструментальні сталі порівняно рідко і тільки для
ручних і ударних інструментів, а також для робочих елементів (матриці і
пуансони) штампів для холодного штампування.
• Теплостійкість - 200...250°С, 61...65HRC;
• Vріз = 10...20 м/хв
3.2. Леговані інструментальні сталі
Ріжучі властивості їх вищі, ніж вуглецевих. Основними легуючими
елементами служать хром (Х), ванадій (Ф), молібден (М), марганець (Г),
кремній (С) і вольфрам (В).
Найбільшого поширення набули такі марки сталей: 9ХС, ХВГ, X12, X12Ф,
X12M, ХГС, ХГСВФ.
Застосовують леговані інструментальні сталі для ручних і машинних (що
працюють із невеликими швидкостями) інструментів, для накатних
інструментів і для робочих елементів штампів.
Теплостійкість - 250...350°С, 62...65HRC;
Vріз = 15...25 м/хв
12.
3.3. Швидкорізальні сталіШвидкорізальні сталі поділяють на дві підгрупи:
• нормальної продуктивності марок Р9, P12, P18, Р6М5, Р6М3, які
застосовуються для інструментів, що обробляють звичайні конструкційні сталі;
• підвищеної продуктивності марок Р9К5, P9K10, Р14Ф4,. Р10Ф5К5, Р9М4К8,
Р6М5К5, що застосовуються для інструментів, які обробляють сталі аустенітного
класу (нержавіючі, жароміцні тощо).
• Основним легуючим елементом швидкорізальних сталей є вольфрам, крім нього
до складу сталей можуть входити молібден, ванадій, кобальт.
• Швидкорізальні сталі характеризуються складністю термічної обробки :
- ступінчасте нагрівання під загартування,
- висока температура нагріву,
- необхідність захисної атмосфери,
- Багаторазовий відпуск
- Теплостійкість - 615...620°С, 62...65HRC;
• Vріз = 30...60 м/хв
• Дедалі поширенішими методами підвищення зносостійкості стають покриття
нітридами титану (TiN). Використовуються багатошарові покриття.
• Перспективним методом є отримання швидкорізальних сталей методом
порошкової металургії (марки ЗВ20К20Х4, В16М4К16Х4Н2 з HRС 67...69 і
температуростійкістю до 750°С).
13.
3.4. Тверді сплави• Тверді сплави застосовують у вигляді пластинок різної форми, отриманих
методами порошкової металургії спіканням карбідів вольфраму, титану і
танталу, з кобальтом або нікелем і молібденом.
• Існують чотири групи твердих сплавів :
• вольфрамові (однокарбідні): ВК2 (98%WC + 2% Со). ВКЗ, ВК4В, ВК6М,
ВК8, ВК8В, BK10 та ін.:
• титановольфрамові (двокарбідні): T5K12B (5% TiC + 83% WC + 12% Со),
T5K10, Т14К8, T15K6, Т30К4 тощо.;
• титанотанталовольфрамові (трикарбідні): TT7K12, TT7K15, TT10K8B
(3%TiC + 7%(ТаС +NеС) + 82%WC + + 8% Со);
• безвольфрамові на основі карбідів титану зі зв'язкою з нікелю і молібдену:
МНТ (70%Ті С + 16%Ni + 5% Mo) і КНТ (74%TiCN + 19%Ni + 7% Mo).
• Тверді сплави порівняно з інструментальними сталями мають знижену
теплопровідність. Чутливі до перепаду температур, ударів.
• Теплостійкість - 800...850°С, твердість - до 90HRА;
• Vріз = 100...200 м/хв
14.
3.5. Мінералокераміка• Застосовується у вигляді пластин, основу яких становить технічний глинозем (Al2O3).
Переваги кераміки: висока твердість, теплостійкість і зносостійкість, дешевизна.
Недолік – крихкість.
• Марки мінералокерамічних пластин ЦМ332, біла кераміка - ВШ, чорна кераміка В-3
(60% Al2O3 + 40% карбіди тугоплавких металів).
• Як добавки до кераміки використовують карбіди титану, вольфраму, молібдену. Такі
матеріали отримали назву - кермети.
3.6. Алмази
Алмазні інструменти широко застосовують у металообробці: алмазні різці для
чистової обробки кольорових металів і сплавів та неметалевих матеріалів, а також
алмазні порошки для абразивних інструментів. Широко застосовується алмаз у вигляді
спеціальних олівців для правки абразивних шліфувальних кругів.
Натуральні (природні) алмази застосовують для металообробки рідко,
найпоширенішими нині є інструменти із синтетичного алмазу, отриманого з графіту в
умовах високих температур і тиску (до 2000°С і 30-40 тис. атмосфер).
3.7. Синтетичні матеріали (композити)
Основою їх слугує синтетичний надтвердий матеріал - ельбор, що складається з
кубічного нітриду бору – КНБ. (43,6% бору + 56,3% азоту), що має кубічну решітку.
Ельбор використовують у вигляді порошку для виготовлення абразивного інструменту
і доводочних паст, а також у вигляді полікристалічних блоків (циліндр діаметром 3-5 мм
і завдовжки 5-8 мм) для оснащення лезового інструменту (різці, фрези тощо).