

, модульных (б) и модульных для станков с ЧПУ (в) технологических процессов")

")



 в модульном представлении")
 3D модель")

")

 industry
industrySimilar presentations:








")

Использование принципов модульной технологии при обработке деталей на станках с ЧПУ
1. Луганский государственный университет имени Владимира Даля
Кафедра технологиимашиностроения и
инженерного консалтинга
Докладчик
студент гр. ИМ-111м
Глазунов А.А.
2.
Тема магистерской диссертации:Использование принципов
модульной технологии при
обработке деталей на станках с
ЧПУ
3.
Задачи решаемые в данной магистерскойдиссертации:
Обеспечить сокращение длительности и
трудоёмкости ТПП изделий путем использования
принципов модульной технологии.
Для заданной группы деталей «Гнездо подшипников»
разработать электронные модели (2D, 3D).
Для обеспечения концентрации переходов применить
современные многоцелевые станки типа «токарнофрезерный центр» с ЧПУ.
С целью снижения затрат на проектирование и
изготовление СТО, использовать универсальные
приспособления и режущий инструмент.
Разработать унифицированный модульный ТП для
обработки деталей группы «Гнездо подшипника».
4. Схема организации проектирования традиционных (а), модульных (б) и модульных для станков с ЧПУ (в) технологических процессов
5. Классификация поверхностей деталей
6. Классификация модулей поверхностей (по Базрову Б.М.)
7. Схема связей модулей детали и средств технологического взаимодействия для станков с ЧПУ
8. Схема взаимосвязей модулей поверхностей с модулями управляющей программы
9. Группа деталей типа «Гнездо подшипника»
10. Гнездо подшипника М62.85.20.118-1 (деталь-представитель) в модульном представлении
Гнездо подшипника М62.85.20.118-1 (детальпредставитель)в модульном представлении
11. Гнездо подшипника М62.85.20.118-1 (деталь-представитель) 3D модель
Гнездо подшипника М62.85.20.118-1 (детальпредставитель) 3D модель12. Обработка МПИ детали представителя и элементы управляющей программы
13. Модуль инструментальной наладки (МИ)
14. Общий вид станка
15.
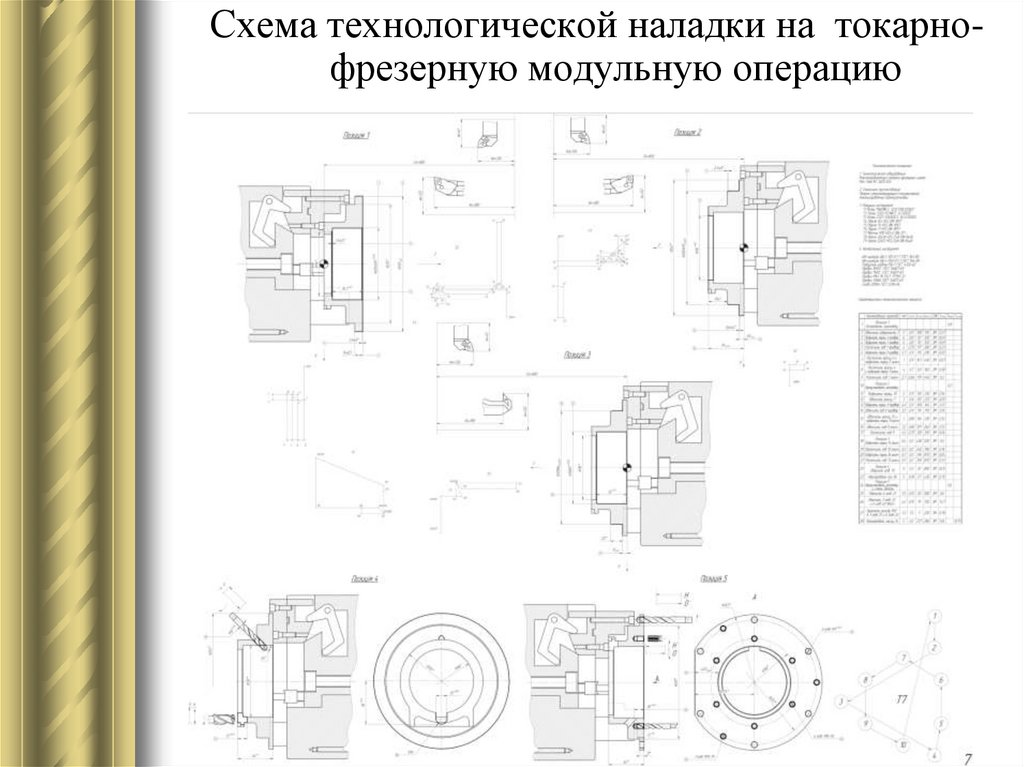
Схема технологической наладки на токарнофрезерную модульную операцию16.
Выводы:Модульная
технология
характеризуется
возможностью обработки деталей с одного установа
и
упрощением
написания
ТП
по
модулям
поверхности.
2. Применение модульных технологий, сочетающих
типизацию и методы групповой обработки, позволит
улучшить
систему
организации
производства,
уменьшить затраты времени затраченного на ТПП и
обеспечивает единство технологических решений.
3. Выбор для обработки группы деталей «Гнездо
подшипника» токарно-фрезерного центра с ЧПУ Mori
Seiki NT 3200 с расширенными технологическими
возможностями и высокой точностью обработки (до
IT6)
и
модульных
технологий
позволяет
использовать один станок вместо 5, используемых на
базовом предприятии (2 токарних станка с ЧПУ, 2
фрезерно-сверлильных
станка
с
ЧПУ
и
1
шлифовальный станок).
1.
17.
4. Использование современного режущего инструментас
повышенными
качественными
показателями
позволяет
обеспечить
заданные
точность
и
шероховатость обрабатываемых поверхностей.
5. Управляющая программа (УП) для обработки детали
представителя согласно модульному технологическому
процессу составлена из предложенных нами модулей
управляющих программ и технологических блоков, что
позволяет упростить переналадку при изменении
размеров обрабатываемой детали.
6. Время на механическую обработку детали
уменьшилось в 6 раз