





 industry
industrySimilar presentations:










Розробити технологічний процес виробництва листів розмірами 30x2100x7000 мм зі сталі
1.
Тема Кваліфікаційного проектуРозробити технологічний процес виробництва
листів розмірами 30x2100x7000 мм зі сталі
марки А36 товстолистовому цеху 3600
підвищенням продуктивності та покращенням
якості метала
2.
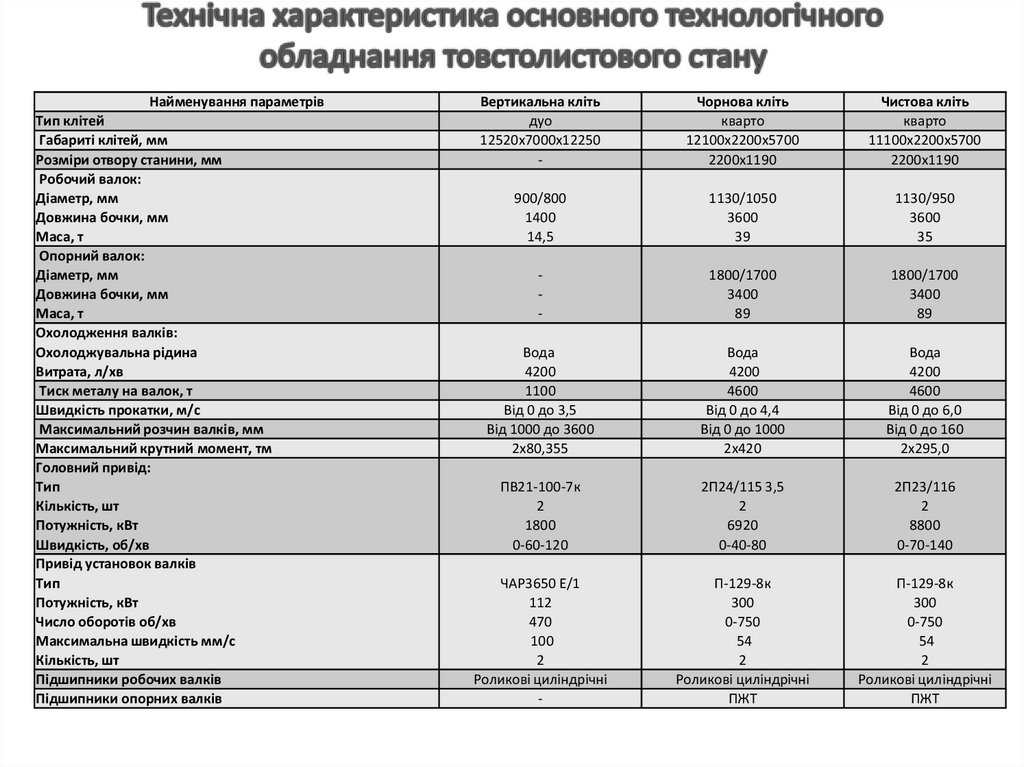
Найменування параметрівТип клітей
Габариті клітей, мм
Розміри отвору станини, мм
Робочий валок:
Діаметр, мм
Довжина бочки, мм
Маса, т
Опорний валок:
Діаметр, мм
Довжина бочки, мм
Маса, т
Охолодження валків:
Охолоджувальна рідина
Витрата, л/хв
Тиск металу на валок, т
Швидкість прокатки, м/с
Максимальний розчин валків, мм
Максимальний крутний момент, тм
Головний привід:
Тип
Кількість, шт
Потужність, кВт
Швидкість, об/хв
Привід установок валків
Тип
Потужність, кВт
Число оборотів об/хв
Максимальна швидкість мм/с
Кількість, шт
Підшипники робочих валків
Підшипники опорних валків
Вертикальна кліть
дуо
12520x7000x12250
-
Чорнова кліть
кварто
12100x2200x5700
2200х1190
Чистова кліть
кварто
11100x2200x5700
2200х1190
900/800
1400
14,5
1130/1050
3600
39
1130/950
3600
35
-
1800/1700
3400
89
1800/1700
3400
89
Вода
4200
1100
Від 0 до 3,5
Від 1000 до 3600
2х80,355
Вода
4200
4600
Від 0 до 4,4
Від 0 до 1000
2х420
Вода
4200
4600
Від 0 до 6,0
Від 0 до 160
2х295,0
ПВ21-100-7к
2
1800
0-60-120
2П24/115 3,5
2
6920
0-40-80
2П23/116
2
8800
0-70-140
ЧАР3650 Е/1
112
470
100
2
Роликові циліндрічні
-
П-129-8к
300
0-750
54
2
Роликові циліндрічні
ПЖТ
П-129-8к
300
0-750
54
2
Роликові циліндрічні
ПЖТ
3.
План розміщення устаткуваннятовстолистового двоклітьового стана
4.
Чотиривалкова кліть (кварто)5.
Розрахунок режиму обтиснення заданогопрофілю
№
Обтиснення,
Товщина
Коефіцієнт
Ширина Довжина
проходу мм
розкату, мм обтиснення, % розкату, розкату, мм
мм
Δhi
Hi
ηi
bi
li
Абсолютне
подовження,
мм
Δli
Чорнова кліть
0
253
1872,2
1
47
206,00
1,23
2
55,00
151,00
1,36
3
45,00
106,00
4
36
5
16,27
2,43
2,43
0,00
3,32
0,89
1,42
4,72
1,41
70,00
1,51
7,15
2,43
53,73
1,30
9,32
2,17
2287,12
Чистова кліть
0
53,73
9,32
1
18
35,73
1,50
14,01
4,69
2
5,37
30,36
1,18
16,49
2,48
6.
Розрахунок енергосилових параметрівпрокатки заданого профілю
№
проходу
відносне коефіцієнт Кут
Площа
обтиснен- обтиснен- захоплен- контактня
ня
ня
ної
поверхні
εі
ηі
Чорнова кліть
1
0,186
1,22
2
0,267
3
Fкі
мм2
Ui
с-1
σі
Н/м
м2
рср і
Н/м
м2
Мпр
кН·м
Мдв
кН·м
0,299
294090
5,91
147,46
188,45
7061,950
8251,000
1,36
0,324
388642
7,86
164,09
225,90
7648,775
8926,845
0,298
1,42
0,293
351540
9,96
173,56
254,95
6975,000
8067,010
4
0,34
1,5
0,262
314427
12,35
185,26
309,19
6179,550
7227,240
5
0,232
1,3
0,176
211379
12,57
179,95
300,34
4154,550
4908,490
Чистова клітьм
0,195
211481
18,12
198,92
407,98
4162,050
4908,490
14,88
170,56
303,59
2276,350
2737,500
1
0,335
1,5
2
0,15
1,17
αі
рад
Швидкість Опір
Середній Момент Повний
деформа- деформа- контакт- прокатки момент
ції
ції
ний тиск
двигуна
1,106
115511
7.
Хімічний склад сталі ASTM A36, %С
≤ 0.25
Si
Mn
S
≤ 0.40
0,801,20
P
Cu
≤ 0.05 ≤ 0.04
≥ 0.20
Механічні властивості товстолистового
прокату зі сталі ASTM А36
Межа текучості, МПа, не
менше
Тимчасовий опір,
МПа
Відносне подовження
(зразок 200 мм), %, не
менше
250
400-550
20
8.
Техніко-економічні показники проектуПоказник
Одиниці
виміру
Значення
Річний обсяг виробництва
т
67522107,6
Календарний час
доба
365
Капітальний ремонт за рік
доба
8
Планово-попереджувальний ремонт за рік
доба
2
Номінальний час роботи стану за рік
година
355
Поточні простої за рік
%
10
Фактичний час роботи стану в році
година
7668
Годинна продуктивність стану
т/год
8805,7
Чисельність виробничих робітників
чол.
68
Середньомісячна заробітна плата
грн.
14977,97
Собівартість однієї тони прокату
грн.
17049,11