









 electronics
electronics industry
industrySimilar presentations:










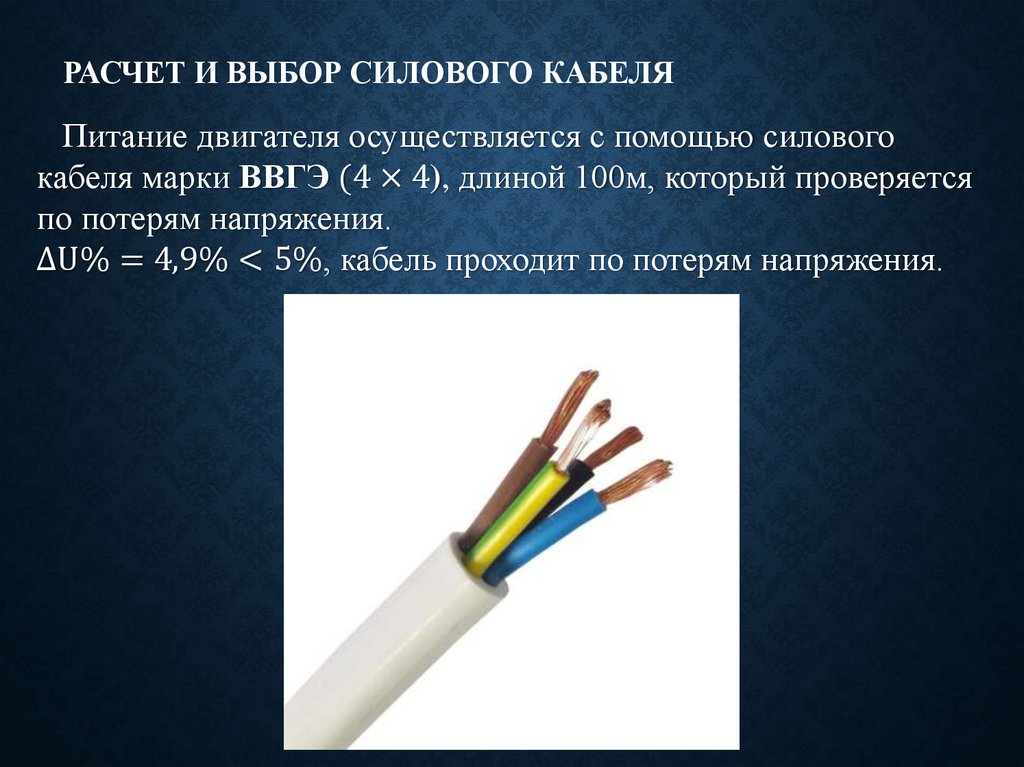
Проект электрооборудования выходного рольганга УРБС прокатного цеха №3 ПАО «ЧМК»
1.
2.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ЧЕЛЯБИНСКОЙ ОБЛАСТИГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«ЮЖНО-УРАЛЬСКИЙ МНОГОПРОФИЛЬНЫЙ КОЛЛЕДЖ»
КУРСОВОЙ ПРОЕКТ
ПРОЕКТ ЭЛЕКТРООБОРУДОВАНИЯ
ВЫХОДНОГО РОЛЬГАНГА УРБС
ПРОКАТНОГО ЦЕХА № 3 ПАО «ЧМК»
Автор проекта
студент группы ТЭ-401
Анферов К.Э.
Челябинск, 2023 г.
3.
Целью курсового проектирования является разработкатехнических
решений
по
электрооборудованию
выходного рольганга УРБС Проката №3 ПАО «ЧМК».
Задачи курсового проектирования:
- ознакомление с технологическим процессом урбс прокатного цеха
№3, рассмотрение технической характеристики проектируемого
механизма, выбор системы электропривода с учетом требований,
предъявляемых к электроприводу рольганга;
- выполнение расчетов по мощности двигателя, проверки его на
нагрев и на перегрузочную способность, построение необходимых
графиков, расчет и выбор преобразователя частоты и необходимых
аппаратов защиты и управления, силового кабеля;
- раскрытие вопросов по электробезопасности, пожаробезопасности
и экологии в прокатном производстве.
4.
ОБЩАЯ ЧАСТЬ.ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС УРБС
Передовые технологии по прокатке, закалки, правки, отделки и контролю качества, обеспечат
выпуск металлопродукции соответствующим самым высоким стандартам. Прокатка рельсовой продукции
осуществляется на высокотехнологичном оборудовании с учетом новейших конструкционных разработок,
включающих разработку непрерывно литой заготовки в обжимной клети, в 3-х клетьевом прокатном
стане. Для получения окончательных геометрических размеров прокатываемого профиля, раскат
пропускается
через
идентификации
универсальную
рельсов,
а
также
чистовую
клеть.
Современные
новейшие
автоматические
технологии
системы
учета
маркировки
и
управления
технологическими процессами, обеспечат наличие имени и биографии каждого прокатного рельса. А
впервые применяемые в России технология закалки головки рельса в растворе органического полимера,
обеспечит уникальную прочность и твердость рельсов, необходимые в условиях экстремальных нагрузок
и температур. Прямолинейность рельсового и сортового проката обеспечивается охлаждением горячей
продукции на специальном холодильнике, оснащенным агрегатом предварительного противоизгиба. А
также использованию в последующем технологическом потоке горизонтальной и вертикальной
правильных
машин
и
правильных прессов. Контроль качества каждой
единицы продукции
осуществляется на автоматической линии неразрушающего контроля качества с использованием
современных методов контроля ультразвуком вихревыми токами. Отгрузка готовых 100 - метровых
рельсов, производится автоматизированными стационарными грузоподъёмными машинами на сцеп из
семи железнодорожных платформ, что обеспечит сохранность груза и безопасность перевозки.
5.
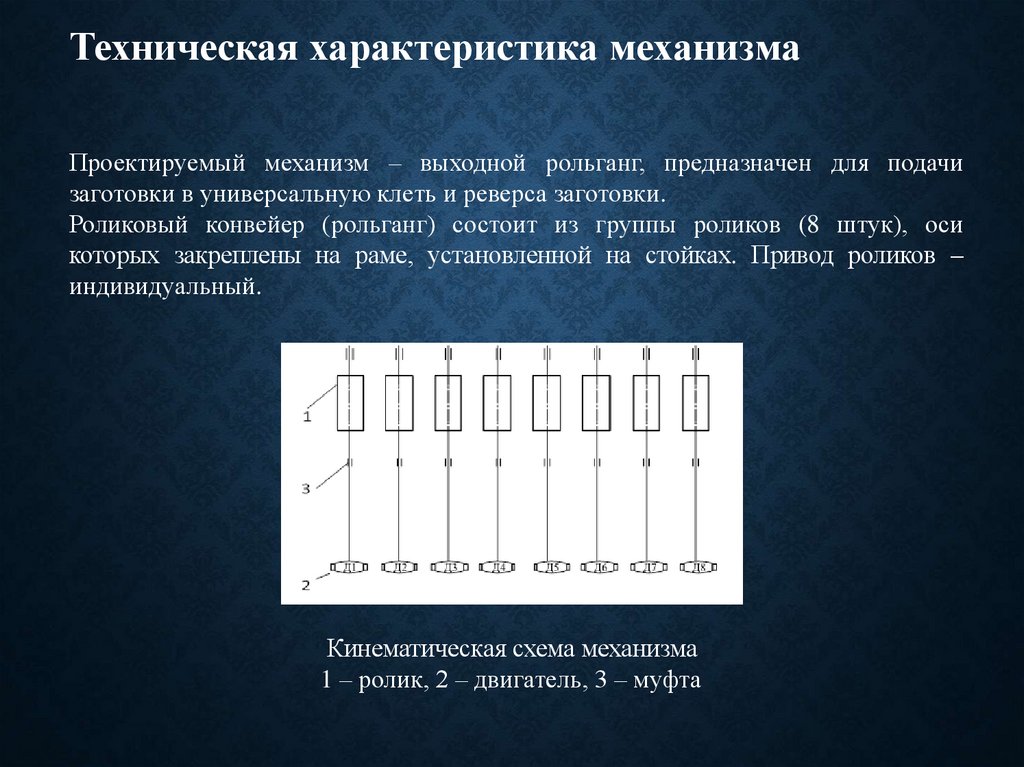
Техническая характеристика механизмаПроектируемый механизм – выходной рольганг, предназначен для подачи
заготовки в универсальную клеть и реверса заготовки.
Роликовый конвейер (рольганг) состоит из группы роликов (8 штук), оси
которых закреплены на раме, установленной на стойках. Привод роликов –
индивидуальный.
Кинематическая схема механизма
1 – ролик, 2 – двигатель, 3 – муфта
6.
Технические параметры механизмаНаименование
Величина
Максимальный вес слитка – Gсл.max, Н
9340
Минимальный вес слитка – Gсл.min, Н
1470
Количество роликов – np, шт
1
Вес одного ролика – Gp, Н
1320
Диаметр бочки ролика – Dp, м
0,4
Диаметр цапфы ролика – dц, м
0,1
Шаг между роликами – Lш, м
0,5
Линейная скорость слитка – Vсл, м/с
4
Число транспортируемых слитков в час – Zсл
23
Передаточное число редуктора – i
3,5
КПД передачи – nп, о.е.
0,98
Момент инерции рольганга – Jрол, кг м2
2,2
Момент инерции редуктора – Jред, кг м2
1
Длина слитка – Lсл, м
8
Длина рольганга – Lрол, м
5
7.
ТРЕБОВАНИЯ К ЭЛЕКТРОПРИВОДУ МЕХАНИЗМАДля качественного выполнения технологического процесса к
электроприводу механизма предъявляется ряд требований:
- регулирование скорости в заданном диапазоне Д=3:1;
- обеспечение необходимой жесткости механических характеристик;
- ограничение ускорений до допустимых пределов;
- режим работы - кратковременный.
8.
ВЫБОР СИСТЕМЫ ЭЛЕКТРОПРИВОДАИсходя из вышеперечисленных требований к электроприводу механизма, к установке принимается ПЧ АД:
асинхронный двигатель с короткозамкнутым ротором, управляющийся преобразователем частоты.
К достоинствам преобразователя чистоты относятся:
- плавное обеспечение регулирования скорости двигателя;
- контролируемый плавный разгон, что существенно повышает надежность механического и электрического
оборудования, увеличивает срок его службы;
- повышение коэффициента мощности, т. к. преобразователь частоты практически не потребляет реактивной
энергии;
- исключение ударных механических воздействий при пуске асинхронного двигателя;
- экономия электроэнергии, связанной с переходом на энергетически эффективное регулирование.
К достоинствам асинхронного двигателя с короткозамкнутым ротором относятся:
- приблизительно постоянная скорость при разных нагрузках;
- возможность кратковременных механических перегрузок;
- простота конструкции;
- простота пуска и легкость его автоматизации;
- более высокие cos и КПД, чем у электродвигателей с фазным ротором;
- надежность в работе;
- простота в обслуживании;
- невысокая стоимость.
9.
РАСЧЕТ МОЩНОСТИ ДВИГАТЕЛЯВ СПЕЦИАЛЬНОЙ ЧАСТИ РАССЧИТАНА МОЩНОСТЬ И ВЫБРАН
ДВИГАТЕЛЬ МАРКИ АИР 180М8 С НОМИНАЛЬНОЙ МОЩНОСТЬЮ
15 КВТ, И С НОМИНАЛЬНОЙ 750 ОБ/МИН
10.
РАСЧЕТ И ПОСТРОЕНИЕ ЕСТЕСТВЕННОЙМЕХАНИЧЕСКОЙ ХАРАКТЕРИСТИКИ АСИНХРОННОГО
ДВИГАТЕЛЯ
Так как ЕМХ АД с КЗ не линейна , то для его построения рассчитаны
координаты 4-х точек соответствующих 4-м основным режимам :
– первая точка соответствует режиму холостого хода;
– вторая точка соответствует номинальному режиму;
– третья точка соответствует критическому режиму;
– четвертая точка соответствует пусковому режиму
11.
ПРОВЕРКА ДВИГАТЕЛЯ НА НАГРЕВ И ПЕРЕГРУЗОЧНУЮСПОСОБНОСТЬ
Дальше двигатель проверяется на нагрев и перегрузочную способность.
Так как момент эквивалентный МЭ=120,65 меньше момента номинального
МНОМ =191 Н∙м и ΛРАСЧ = 1,15 < ΛДВ = 2,2, выбранный двигатель проходит на
нагрев и перегрузочную способность.
12.
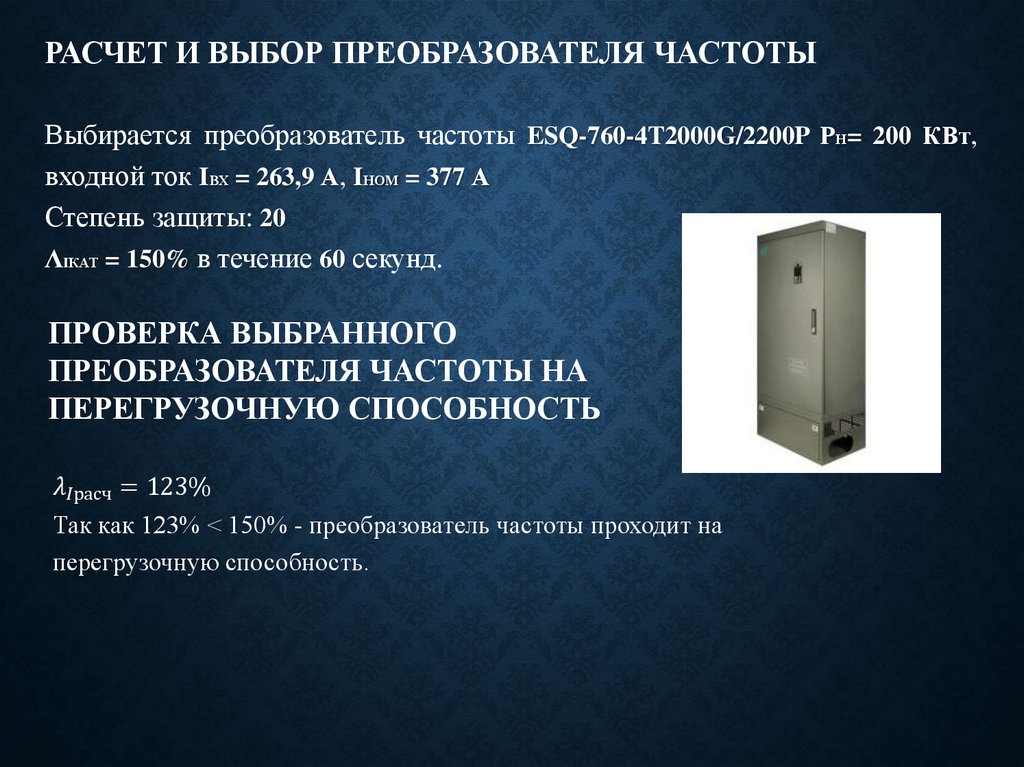
РАСЧЕТ И ВЫБОР ПРЕОБРАЗОВАТЕЛЯ ЧАСТОТЫВыбирается преобразователь частоты ESQ-760-4T2000G/2200P РН= 200 КВт,
входной ток IВХ = 263,9 А, IНОМ = 377 А
Степень защиты: 20
ΛIКАТ = 150% в течение 60 секунд.
ПРОВЕРКА ВЫБРАННОГО
ПРЕОБРАЗОВАТЕЛЯ ЧАСТОТЫ НА
ПЕРЕГРУЗОЧНУЮ СПОСОБНОСТЬ