


















 software
softwareSimilar presentations:


")
")
")



")

Maintenance Steering Group (MSG)
1.
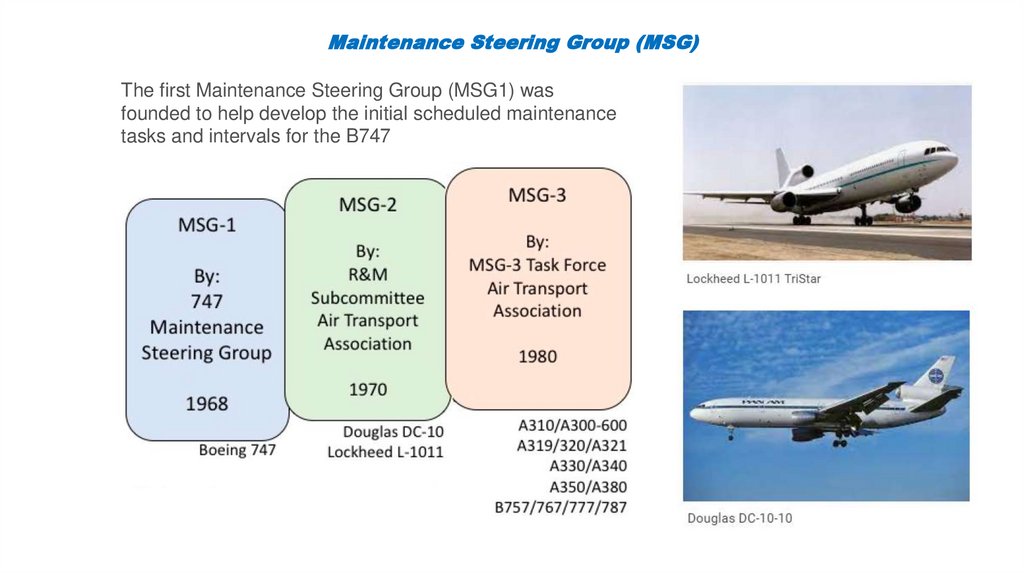
Maintenance Steering Group (MSG)The first Maintenance Steering Group (MSG1) was
founded to help develop the initial scheduled maintenance
tasks and intervals for the B747
2.
1. MAINTENANCE BEFORE MSGIn the early days of aviation maintenance programs were developed primarily by pilots and mechanics. They
assessed an aircraft’s needs for maintenance based on their individual experiences and created programs that were
simple and devoid of analysis.
The introduction of the airlines as a new method of transport demanded new regulations and broader involvement
of the Regulatory Authorities in maintenance requirements. During this era not only were regulations put in place
but programs were started to monitor reliability and safety.
The entry of the large jet aircraft (B707 and DC-8) in the fifties focused public attention on the need for safer and
more reliable aircraft. The aircraft manufacturer became the source of maintenance program development. Time
limitations were established for maintenance and the entire aircraft was periodically disassembled, overhauled, and
reassembled in an effort to maintain the highest level of safety. This was the origin of the first primary maintenance
process referred to as Hard-Time (HT).
Hard-time processes mandated that all components be taken out of service when they reached a specified age,
expressed as the number of operating flight hours, flight cycles, calendar time, or other stress units since new or
since last shop visit. Removed units were routed to repair centers and effectively zero-timed, whereby the operating
age was restored to a unity of zero by means of an overhaul.
In 1960 representatives from both the FAA and the airlines formed a task force to investigate the capabilities of
preventive maintenance. Two major discoveries resulted from their investigation:
1.
Scheduled overhaul has little effect on the overall reliability of a complex equipment unless the equipment
has a dominant failure mode, and
2.
There are many items for which there is no effective application for scheduled hard-time maintenance.
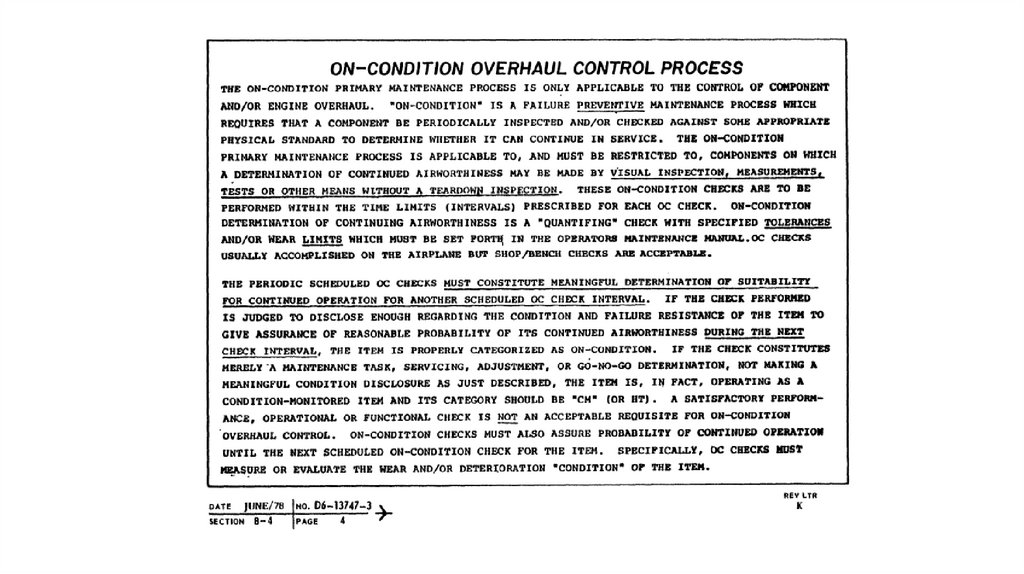
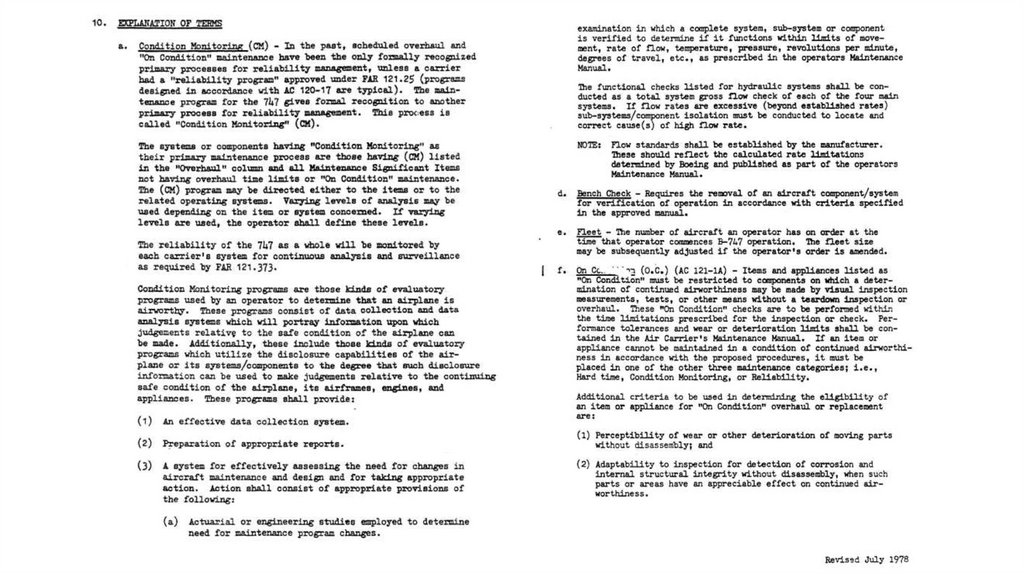
The findings of the task force led to the development of a second primary maintenance process defined as OnCondition (OC). On-Condition requires that an appliance or part be periodically inspected or checked against some
appropriate physical standard to determine whether it can continue in service. The purpose of the standard is to
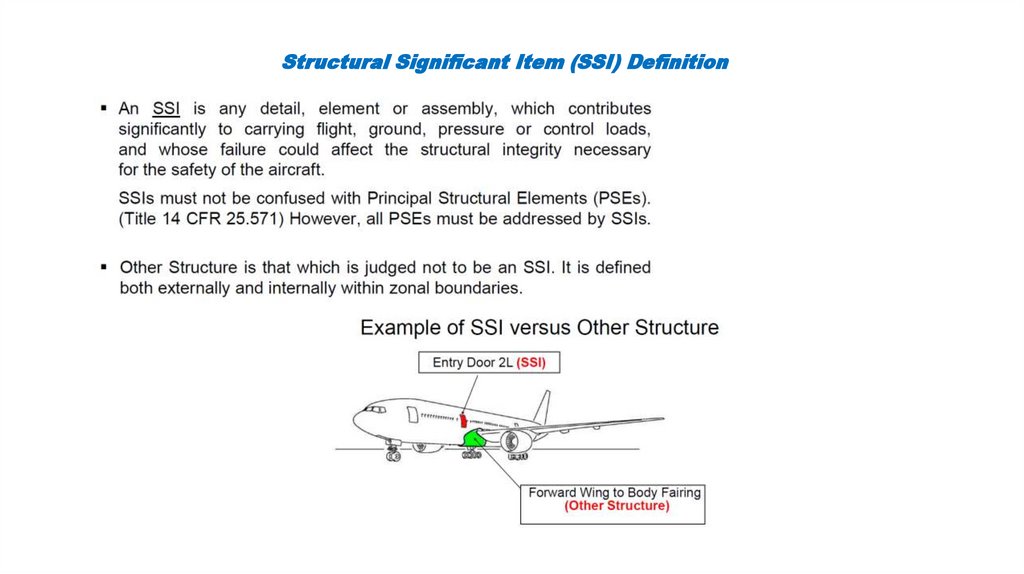
remove the unit from service before failure during normal operation occurs.
Example of an OC process is measurement of brake wear indicator pins; compare brake wear condition against a
specified standard or limit. Brake wear will vary considerably among operators due to operational conditions,
however the wear indicator pin on-condition check will help attain near maximum usage out of each set of brakes.
3.
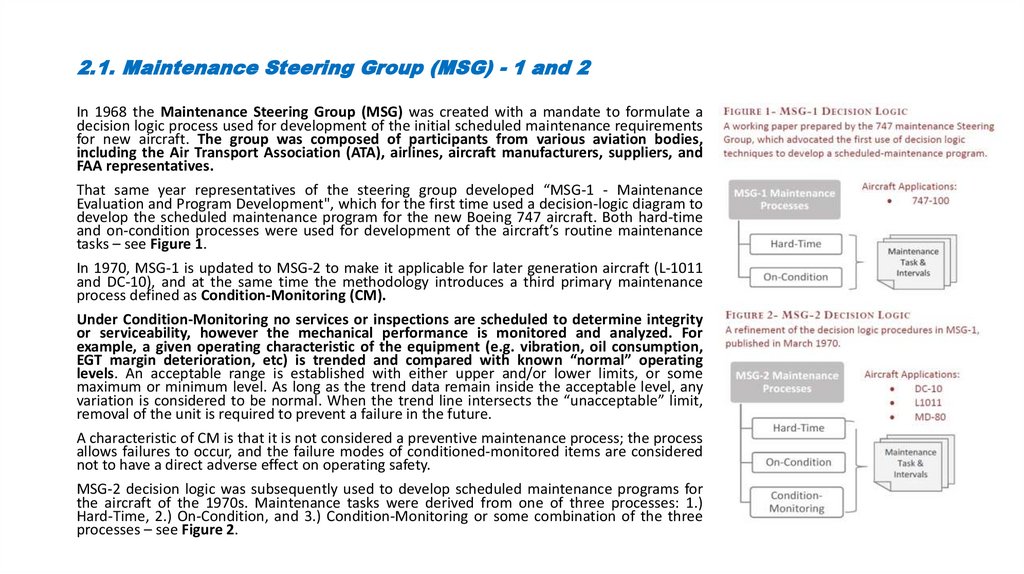
2.1. Maintenance Steering Group (MSG) - 1 and 2In 1968 the Maintenance Steering Group (MSG) was created with a mandate to formulate a
decision logic process used for development of the initial scheduled maintenance requirements
for new aircraft. The group was composed of participants from various aviation bodies,
including the Air Transport Association (ATA), airlines, aircraft manufacturers, suppliers, and
FAA representatives.
That same year representatives of the steering group developed “MSG-1 - Maintenance
Evaluation and Program Development", which for the first time used a decision-logic diagram to
develop the scheduled maintenance program for the new Boeing 747 aircraft. Both hard-time
and on-condition processes were used for development of the aircraft’s routine maintenance
tasks – see Figure 1.
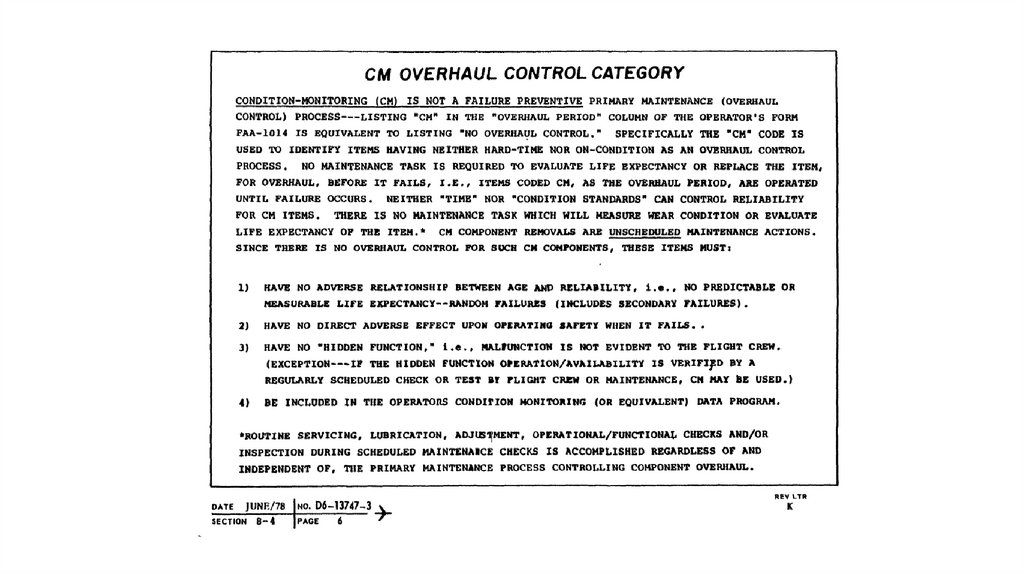
In 1970, MSG-1 is updated to MSG-2 to make it applicable for later generation aircraft (L-1011
and DC-10), and at the same time the methodology introduces a third primary maintenance
process defined as Condition-Monitoring (CM).
Under Condition-Monitoring no services or inspections are scheduled to determine integrity
or serviceability, however the mechanical performance is monitored and analyzed. For
example, a given operating characteristic of the equipment (e.g. vibration, oil consumption,
EGT margin deterioration, etc) is trended and compared with known “normal” operating
levels. An acceptable range is established with either upper and/or lower limits, or some
maximum or minimum level. As long as the trend data remain inside the acceptable level, any
variation is considered to be normal. When the trend line intersects the “unacceptable” limit,
removal of the unit is required to prevent a failure in the future.
A characteristic of CM is that it is not considered a preventive maintenance process; the process
allows failures to occur, and the failure modes of conditioned-monitored items are considered
not to have a direct adverse effect on operating safety.
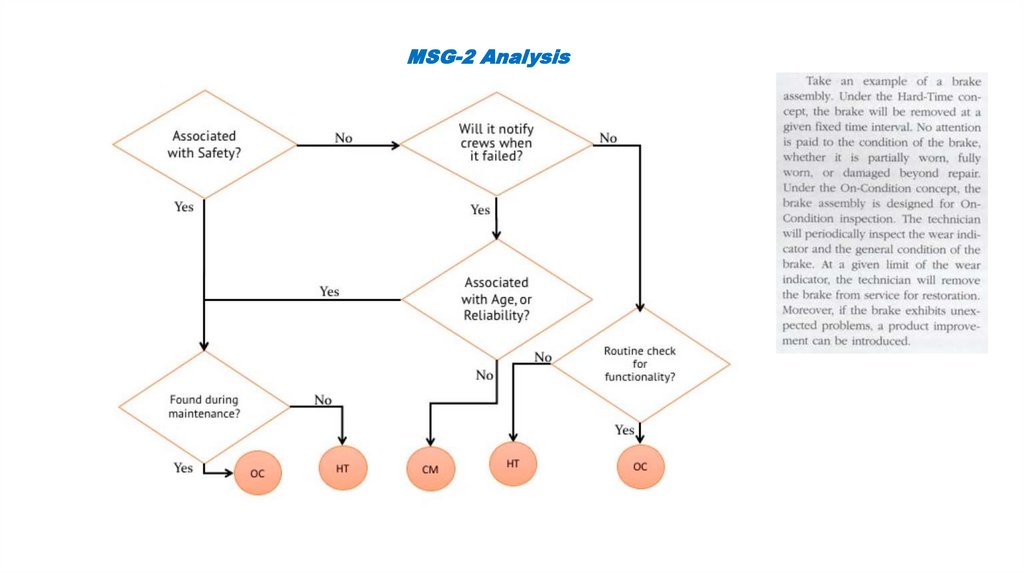
MSG-2 decision logic was subsequently used to develop scheduled maintenance programs for
the aircraft of the 1970s. Maintenance tasks were derived from one of three processes: 1.)
Hard-Time, 2.) On-Condition, and 3.) Condition-Monitoring or some combination of the three
processes – see Figure 2.
4.
5.
6.
7.
8.
9.
MSG-2 Analysis10.
11.
European Maintenance System Guide (EMSG)In 1972 the European Maintenance System Guide (EMSG) (European refinement of MSG-2) was
developed with structural and zonal analysis improvements (Concorde and first A300s).
In 1979 new FAA regulations (e.g., JAR/FAR 25 damage tolerance and fatigue evaluation of
structures) were being introduced that impacted aircraft maintenance programme development to
MSG-3 (A310, A300-600 and A320).
12.
2.2. Maintenance Steering Group (MSG) - 3In 1979 the Air Transport Association (ATA) task force sought to improve on
MSG-2 to address a new generation of advanced technology aircraft (B757 &
B767). Additionally, the task force identified a number of shortcomings in
MSG-2 decision logic, key among them:
- MSG-2 did not differentiate between maintenance being done for safety
reasons versus economic reasons.
- An MSG-2 program became very unwieldy and difficult to manage because
it required so many components to be individually tracked.
- MSG-2 did not effectively deal with the increased complexity of aircraft
systems.
- MSG-2 did not address regulations related to damage tolerance and fatigue
evaluation of structures; these are currently accounted for in Corrosion
Prevention and Control Programs (CPCP) and requirements mandated
through an Aging Aircraft maintenance program.
The work of the ATA task force led to the development of a new, taskoriented, maintenance process defined as MSG-3. The process adopted a
decision tree methodology with the primary purpose of: a.) separating
safety-related items from economic, and b.) defining adequate treatment of
hidden functional failures.
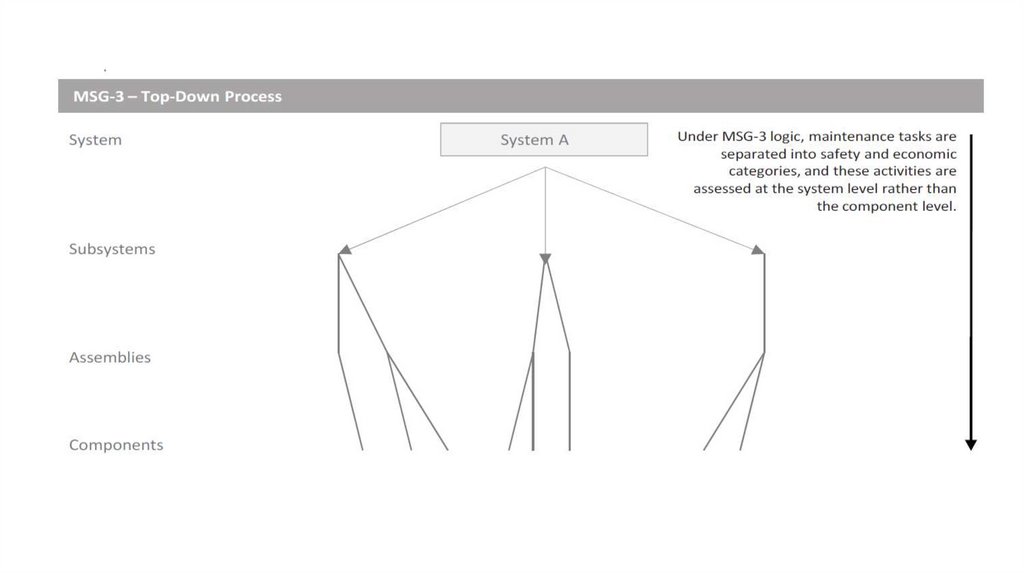
Under MSG-3 logic, activities are assessed at the system level rather than
the component level – see Figure 3. In other words, if it can be
demonstrated that the functional failure of a particular system had no effect
on operational safety, or that the economic repercussions were not
significant, there was no need for a routine maintenance activity.
13.
14.
15.
Although there is no actual in-service operational data availablewhen the MSG-3 process begins for a new aircraft, there is
much historical data on the performance of similar components
and systems used in earlier designs, as well as test data from the
manufacturer and component vendors. It’s the actual in-service
reliability data of similar components and systems that drives
the task and interval decisions.
Another principal benefit from the MSG-3 process is that it
generally produces higher safety standards.
This is primarily due to the greater degree of intelligent
approach to maintenance in terms of selecting tasks that are
effective. The approach results in far less maintenance tasks,
which minimizes the infant mortality effect associated with
excessive maintenance. Studies in Human Factors clearly
identified correlation between excessive maintenance and
induced incidents, or accidents, resulting from preventive
maintenance through replacement and overhaul of
components.
Today, MSG-3 is the only game in town for commercial airplane
manufacturers. According to Advisory Circular AC-121-22C, FAA
policy states that the latest MSG analysis procedures must be
used for the development of routine scheduled maintenance
tasks for all new or derivative [Part 121] aircraft. It is the only
methodology accepted by the airworthiness authorities. MSG-3
has also been adopted by most major business jet
manufacturers, with the encouragement of the National
Business Aviation Association (NBAA).
16.
17.
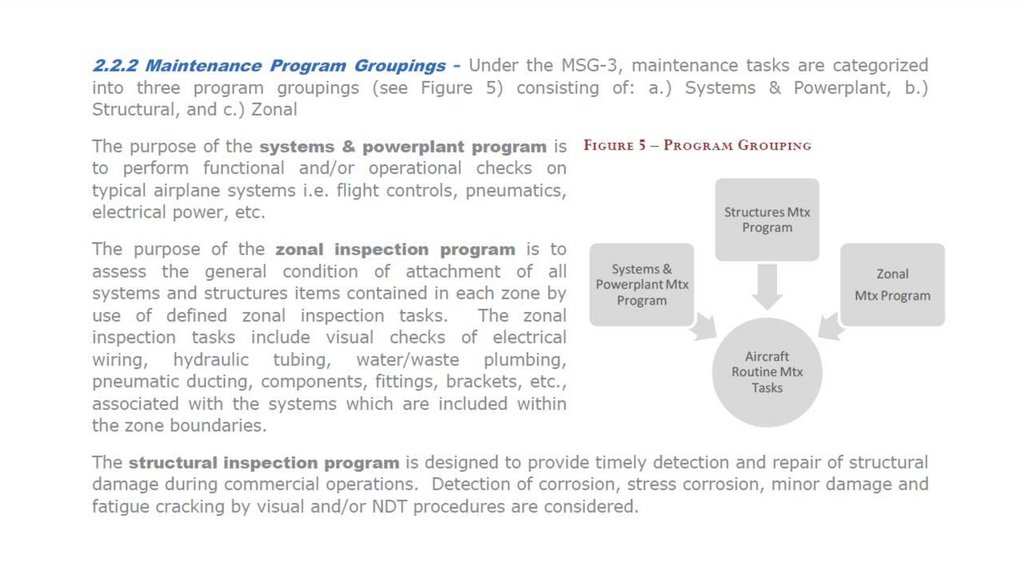
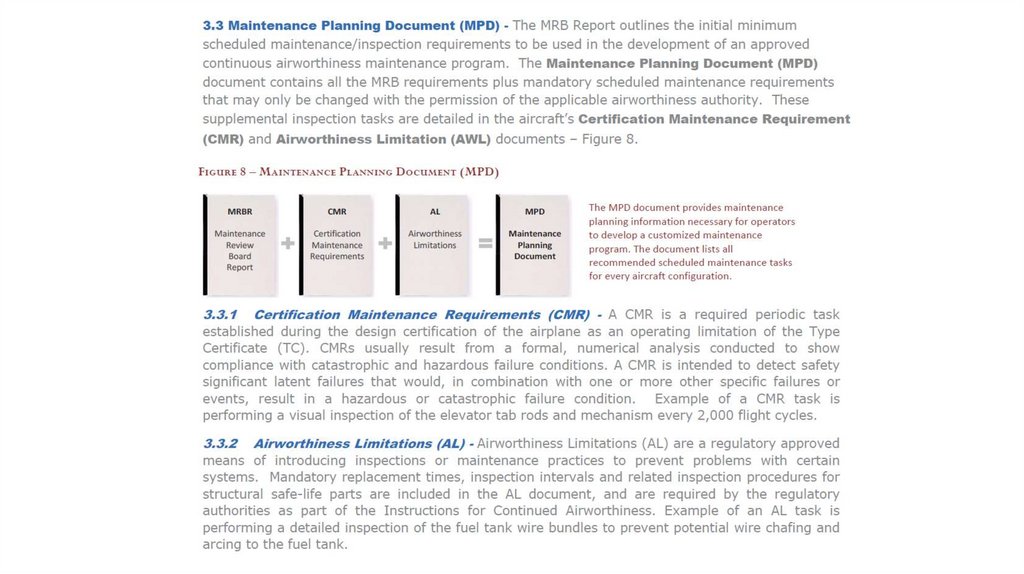
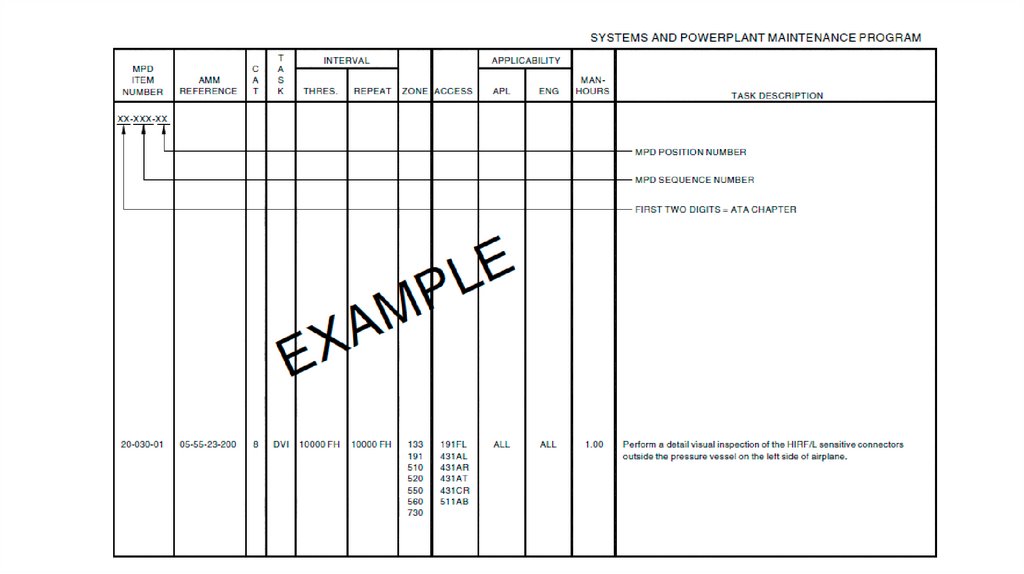
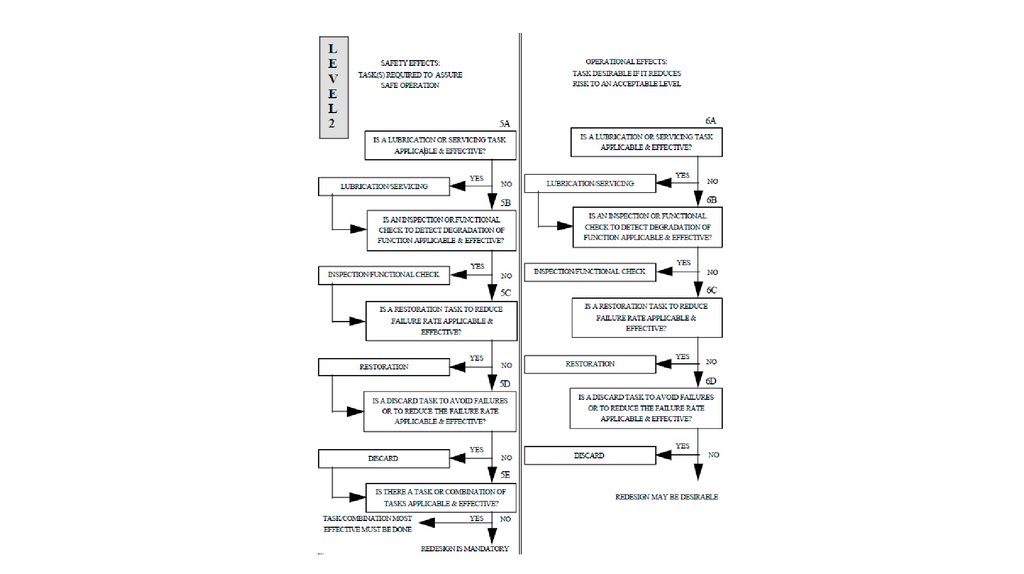
2.2.1 Maintenance Task Development - MSG-3Figure 4 illustrates the differences between the scheduled
task development processes employed using MSG-3 versus
MSG-2. For each potential failure cause, the MSG-3
guidelines provide task-oriented logic to determine the
appropriate scheduled maintenance tasks. A Task Oriented
Program consists of specific tasks, selected for a given
functional failure consequence based on actual reliability
characteristics of the equipment they are designed to
protect.
Tasks are selected in a hierarchy of difficulty and cost, from
lowest to highest. Depending on the on the consequence
of failure (safety, operational, economic, hidden safety and
hidden non-safety) a single or combination of tasks will be
selected. The following is the generic list of tasks to be
selected: Lubrication / Servicing, Operational / Visual
Check, Functional Check / Inspection (FC /IN* or */FNC)
(General Visual Inspection (GV or GVI), Detailed Inspection
(DI or DET), Special Detailed Inspection (SI or SDI)),
Restoration (RS or RST), Discard (DS or DIS).
18.
19.
20.
21.
22.
23.
24.
MSG-3 RevisionsAirline/Manufacturer Maintenance Program Development Document Maintenance Steering Group - 3rd Task Force (MSG-3), Original Revision (September 30, 1980). In 1980,
the combined efforts of the FAA, ATA tasking/interval requirements, U.S. and European aircraft and engine manufacturers, and U.S. and foreign airlines generated new decision
logic and analysis procedures contained in a new document called MSG-3.
Airline/Manufacturer Maintenance Program Development Document MSG-3, Revision 1 (March 31, 1988). In 1987, after applying MSG-3 analysis procedures on a number of
new aircraft and engines in the first half of the 1980s, the airline industry decided that the benefits of the experience gained during those years should be used to improve the
document for future applications. Thus, Revision 1 to MSG-3 was developed. The FAA and industry began applying MSG-3 Revision 1 in 1988 for the ongoing development of new
aircraft and aircraft engine Maintenance Review Board Report (MRBR) documents.
Airline/Manufacturer Maintenance Program Development Document MSG-3, Revision 2 (September 12, 1993). Further refinements made to the MSG-3 Revision 1 analysis
resulted in Revision 2 to MSG-3. In 1993, the FAA and industry began applying MSG-3 Revision 2 for development of new and derivative aircraft and engine MRBR documents.
ATA MSG-3 Operator/Manufacturer Scheduled Maintenance Program Development, Revision 2001 (March 2000). This version was reformatted into an electronic document to
adapt to the use of computer technology.
ATA MSG-3 Operator/Maintenance Program Development, Revision 2001.1 (February 2001). To include the large corporate aircraft and aging large transport legacy aircraft
segment in the MSG-3 process, the FAA and industry began using MSG-3 Revision 2001.1 in 2001. This revision introduced significant changes, including inspection definitions,
corrected terminology, and expanded wording on safety/emergency equipment. Also, with the advent in the manufacturer development of more technologically advanced fly-bywire aircraft, and to improve the safety of legacy transport aircraft, it became necessary to introduce sections on enhanced zonal analysis procedures (EZAP) and Lightning/High
Intensity Radiated Field (L/HIRF) protection.
ATA MSG-3 Operator/Manufacturer Scheduled Maintenance Development, Revision 2002.1 (March 2002). Significant changes in this revision included the recording of all
assumptions, the consideration of all vendor recommendations, procedures for fault-tolerant systems, Master Minimum Equipment List (MMEL) considerations, and the inclusion
of analysis of nonmetallic structures.
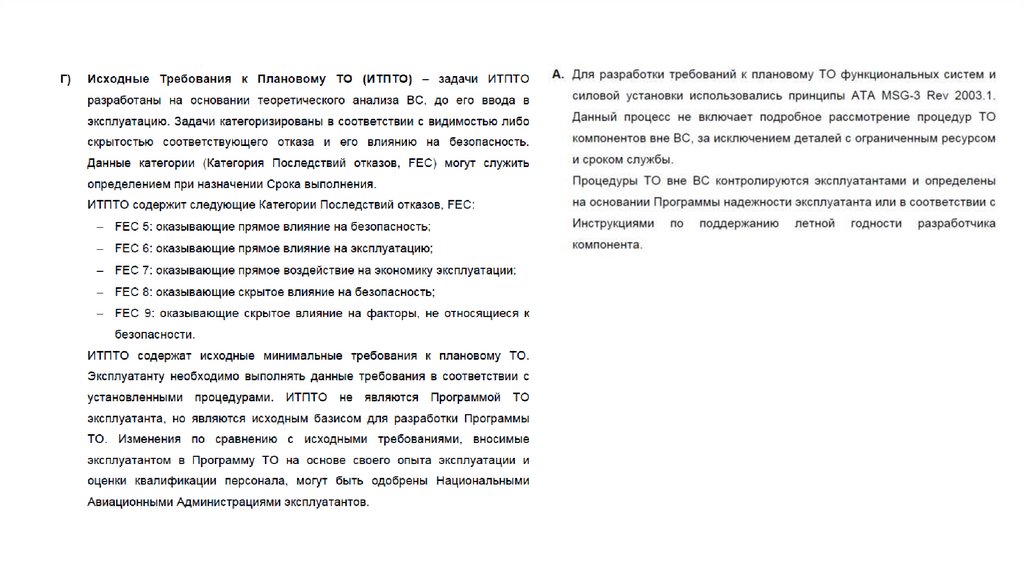
ATA MSG-3 Operator/Manufacturer Scheduled Maintenance Development, Revision 2003.1 (March 2003). The most significant changes included adding three-letter task
abbreviations/acronyms, further revised fault-tolerant systems procedures, definition changes for fault-tolerant systems, and further clarification of the definition of
safety/emergency systems or equipment.
ATA MSG-3 Operator/Manufacturer Scheduled Maintenance Development Revision 2005.1 (March 2005). Changes introduced in this version included adding the need to
identify design features that affect fuel tank safety (FTS), defining differentiation of Structural Significant Items (SSI) and Principal Structural Elements (PSE), correcting the relation
of fatigue damage (FD) to nonmetallic materials, revising EZAPs to reflect recommendations from the FAA’s Aging Transport Systems Rulemaking Advisory Committee (ATSRAC)
on aging wiring, and adding a definition for electrical wiring interconnection systems (EWIS).
ATA MSG-3 Operator/Manufacturer Scheduled Maintenance Development Revision 2007.1 (April 2007). Changes introduced in this version expanded the text to better define
and consider structural wear damage. This change expanded the text and added a flowchart to better explain the Certification Maintenance Requirements (CMR) versus the
Maintenance Review Board (MRB) task and interval determination procedure. This revision also added text and revised flowcharts to clarify the FD logic. It was a major rewrite of
the L/HIRF protection systems.
ATA MSG-3 Operator/Manufacturer Scheduled Maintenance Development Revision 2009.1 (December 2009). Changes introduced in this version added structural health
monitoring and scheduled structural health monitoring concepts and revised FD analysis. This change added a note requiring that General Visual Inspections (GVI) developed from
Category 5 or 8 logic be retained as system and powerplant tasks and not become covered by zonal inspections.
ATA MSG-3 Operator/Manufacturer Scheduled Maintenance Development Revision 2011.1 (September 2011). This change clarified definitions for SSI and Maintenance
Significant Items (MSI), clarified analysis for Environmental Deterioration (ED)/Accidental Damage (AD) and structural degradation of MSIs, updated the definition of fault-tolerant
systems, clarified flightcrew duties, updated L/HIRF, and revised wording dealing with line replaceable unit (LRU)-level L/HIRF issues.
25.
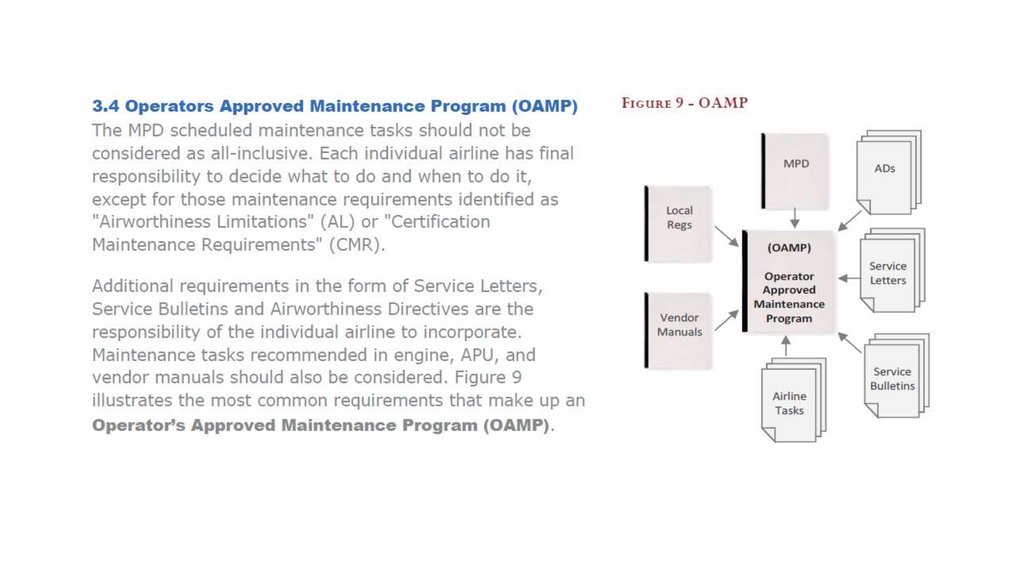
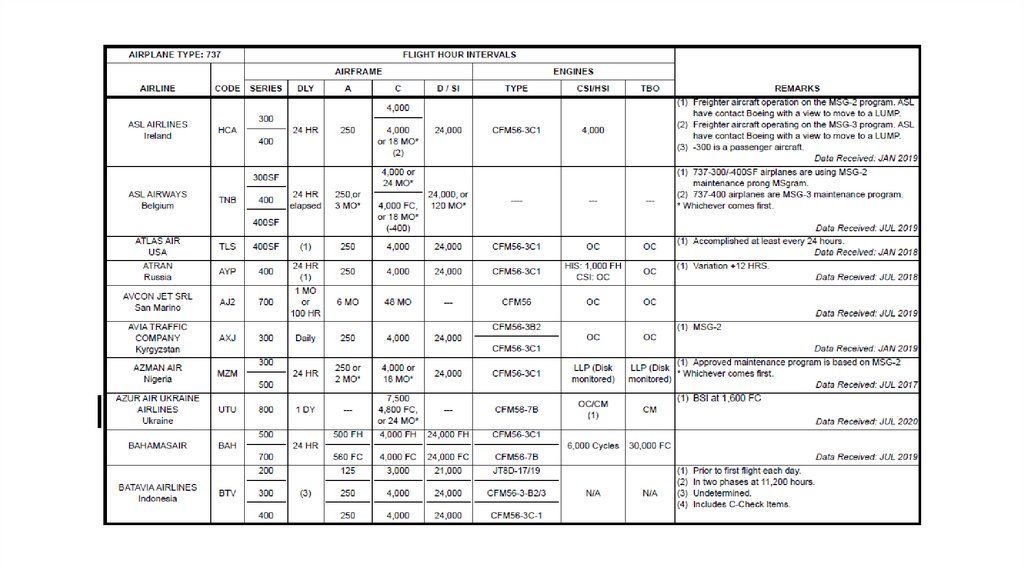
Example MPD – 737-3/4/526.
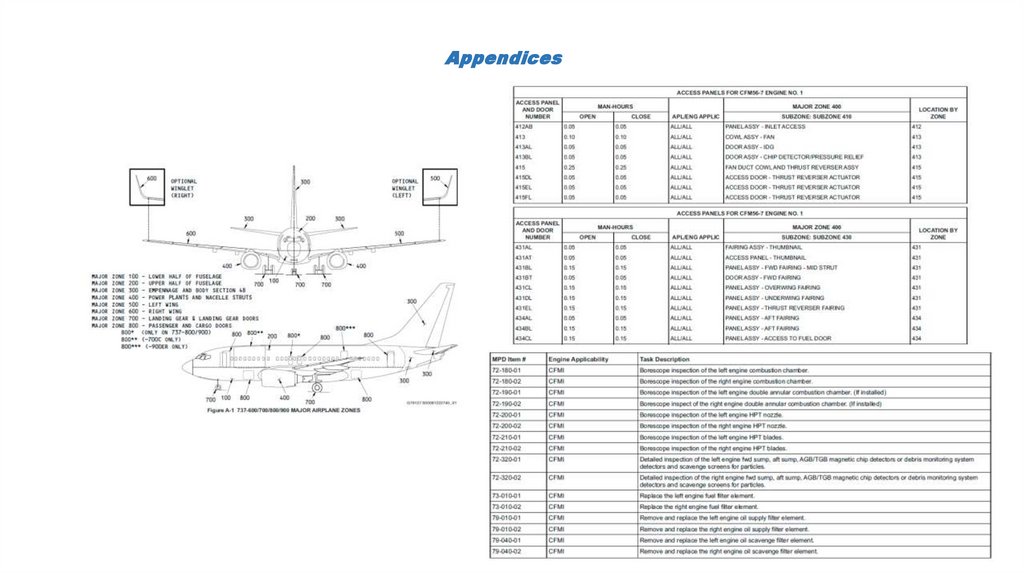
Example MPD – 737-6/7/8/9, 747-400, 757, 767, 77727.
28.
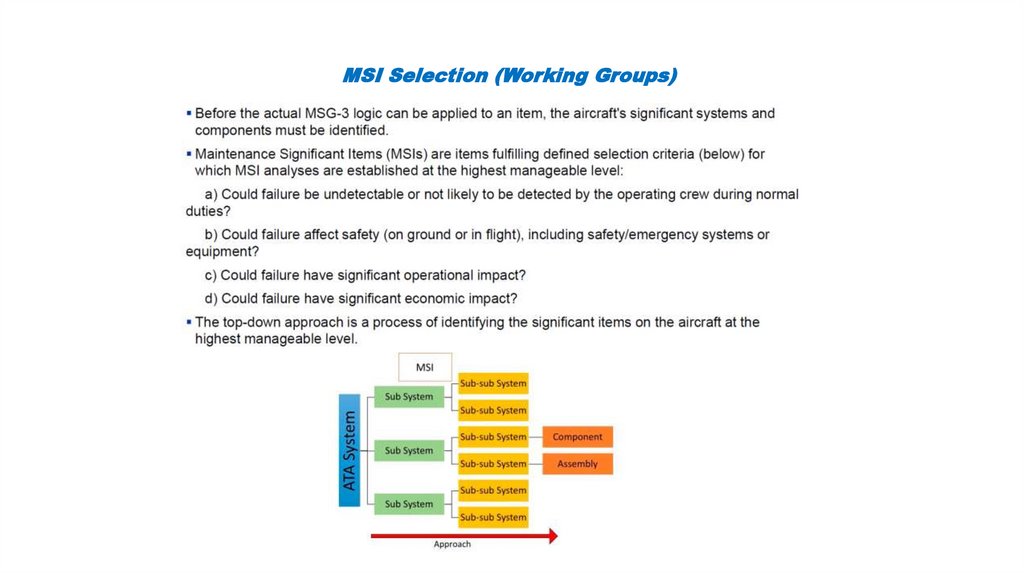
MSI Selection (Working Groups)29.
30.
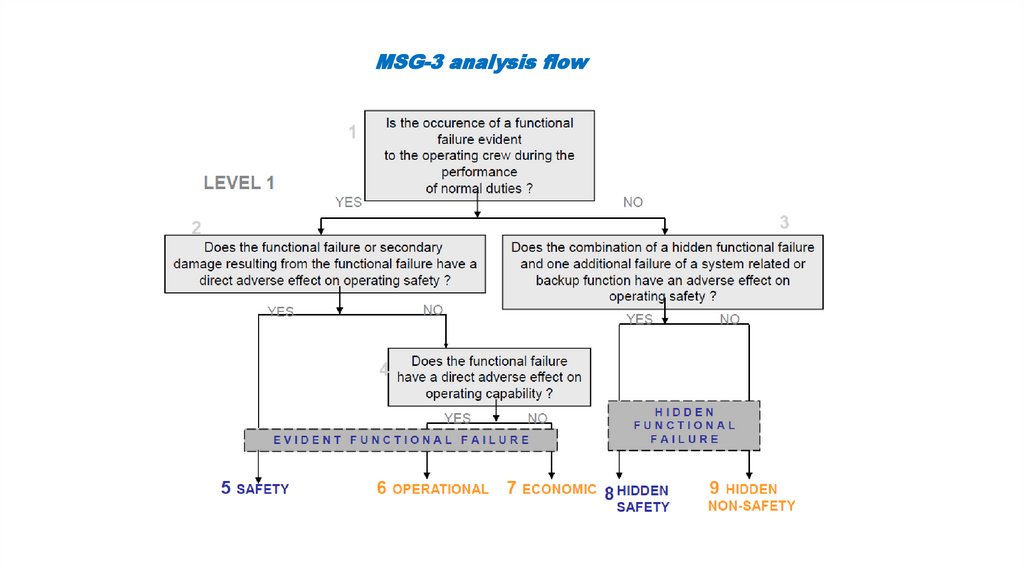
MSG-3 analysis flow31.
32.
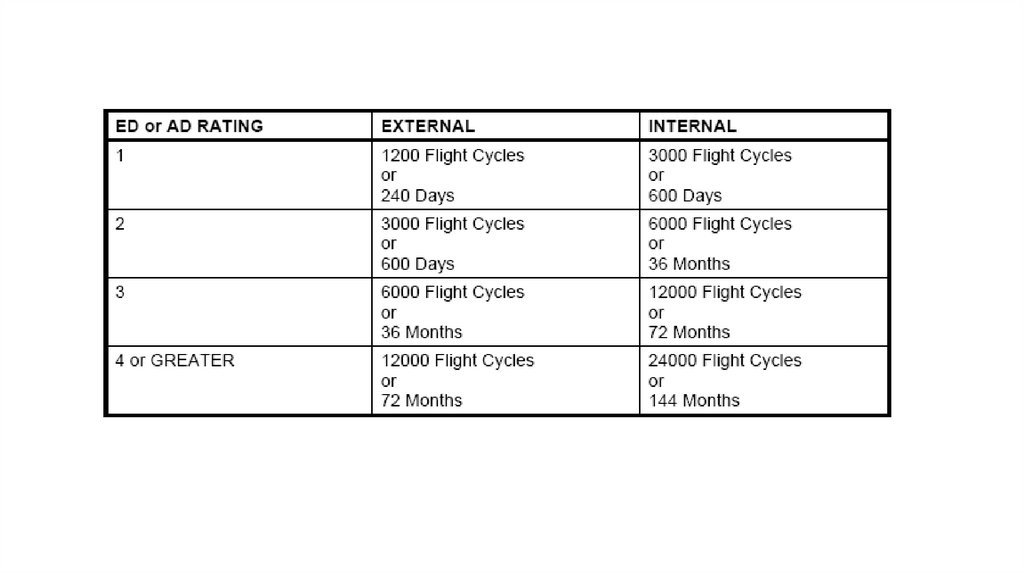
Task Interval DeterminationTask Interval Parameters
33.
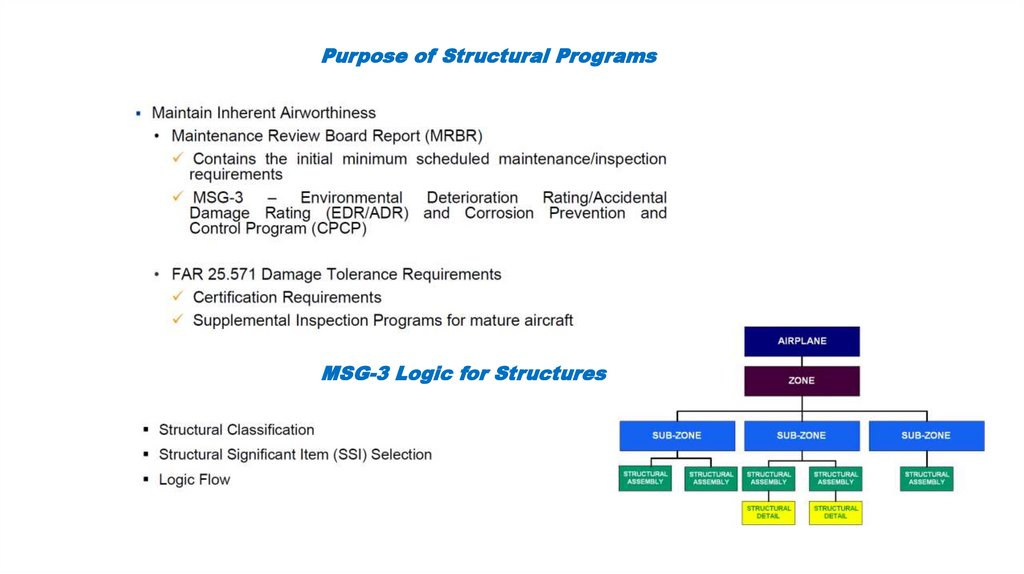
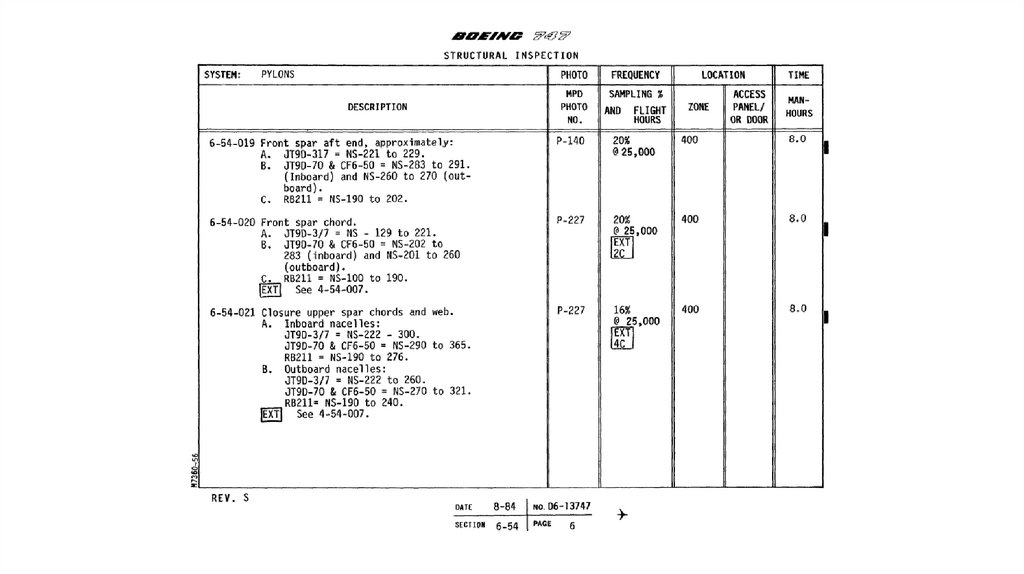
Purpose of Structural ProgramsMSG-3 Logic for Structures
34.
35.
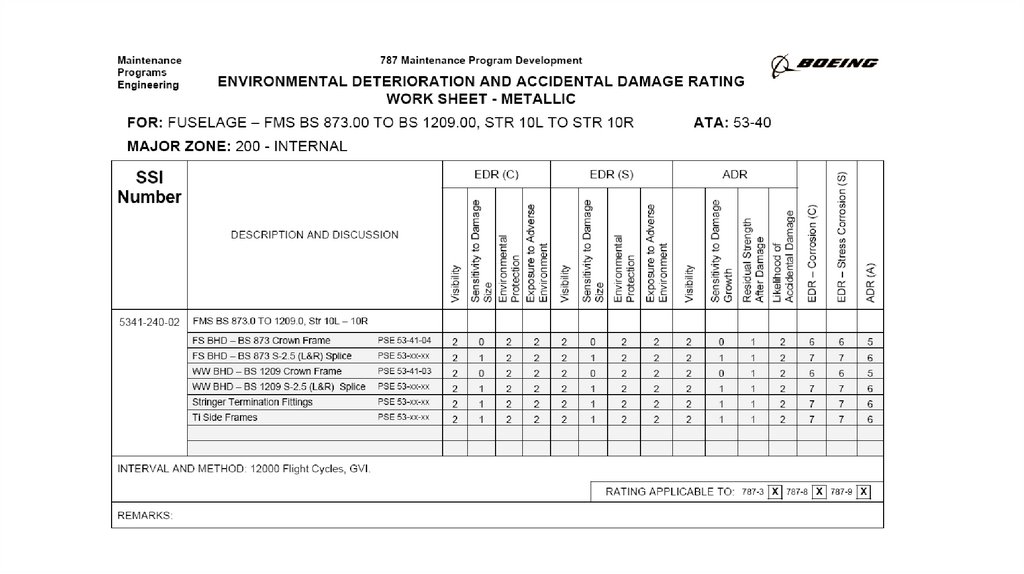
Structural Significant Item (SSI) Definition36.
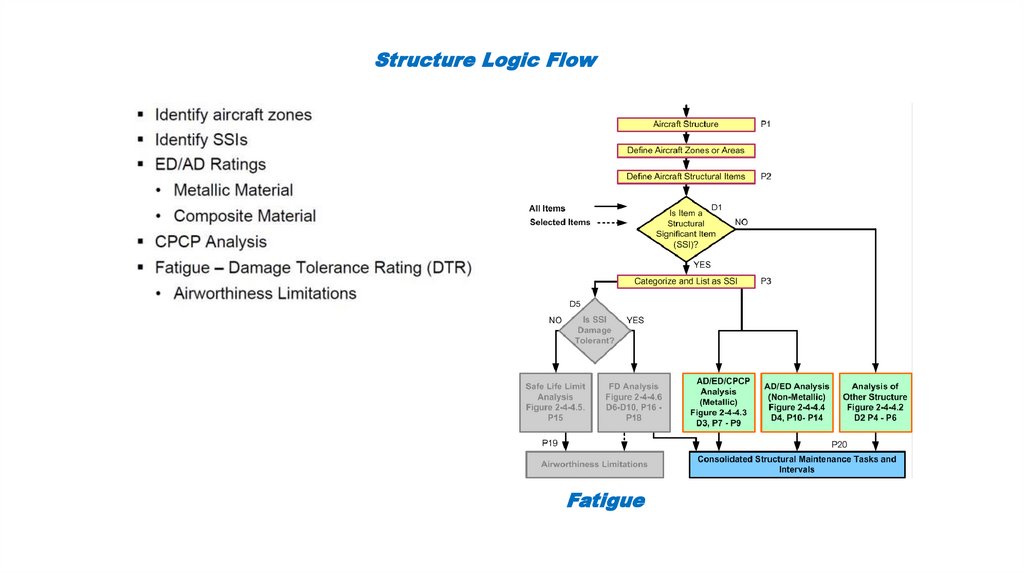
Structure Logic FlowFatigue
37.
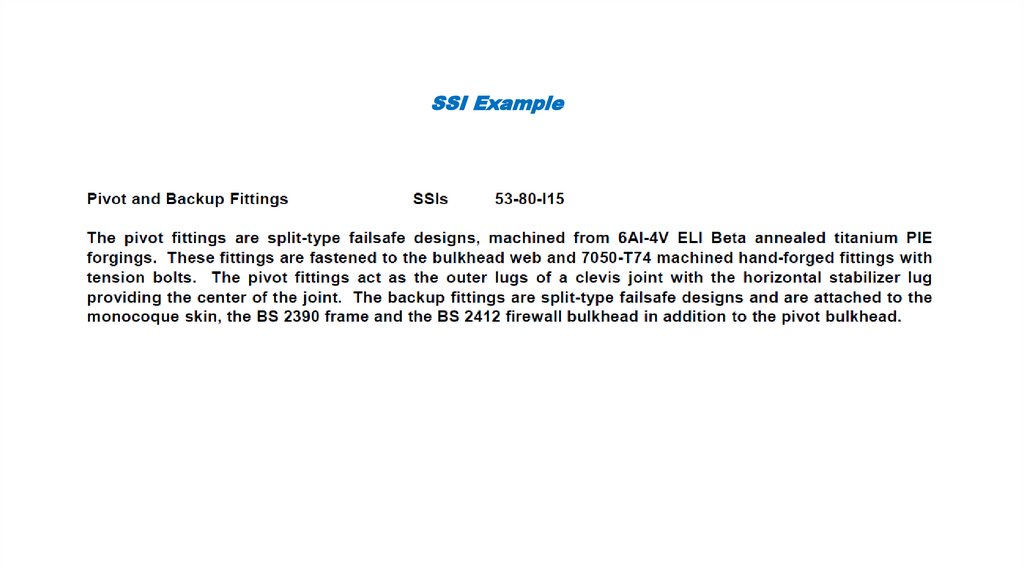
SSI Example38.
39.
40.
41.
Task Selection Options42.
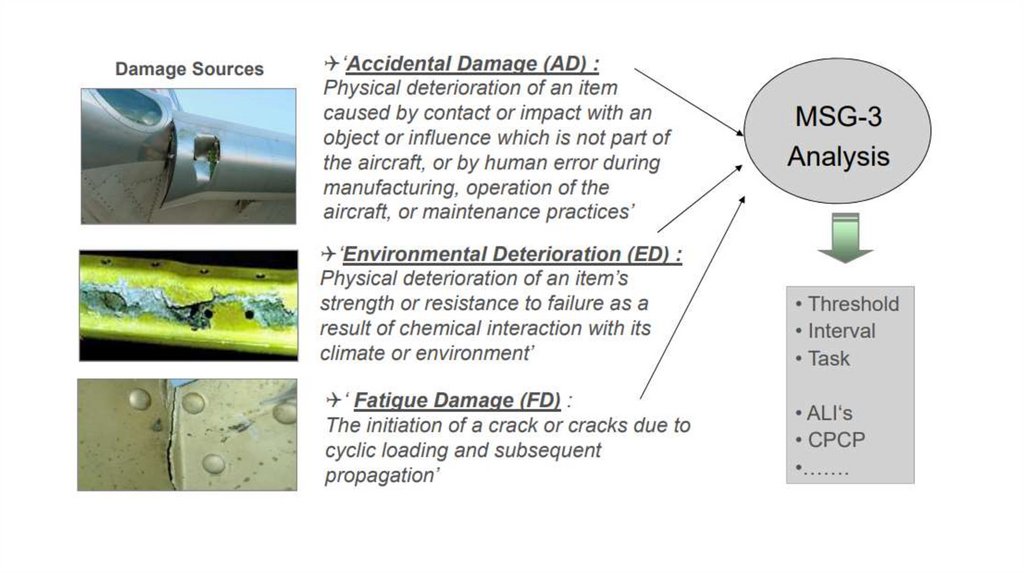
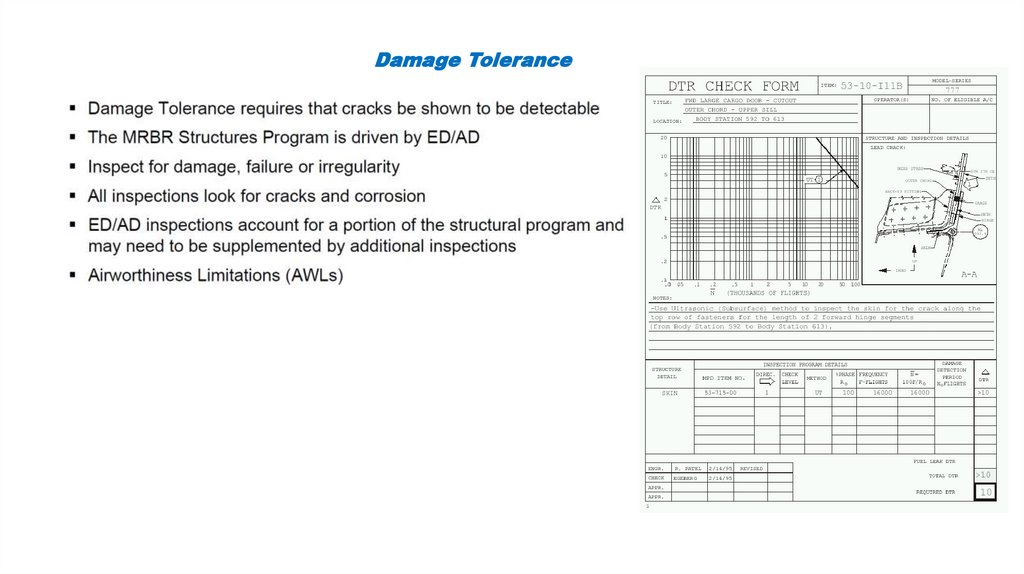
Damage Tolerance43.
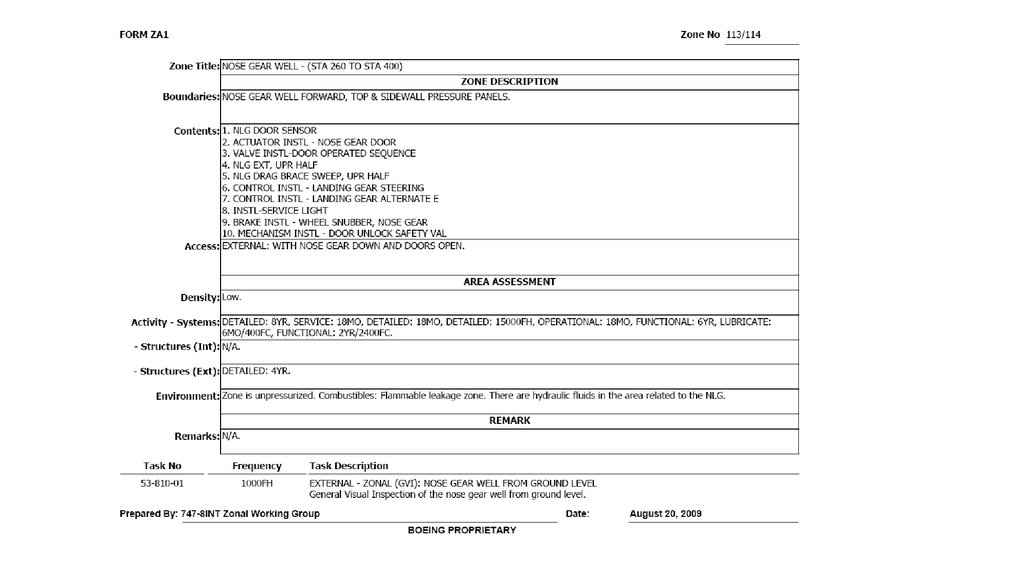
Zonal Inspection Program44.
45.
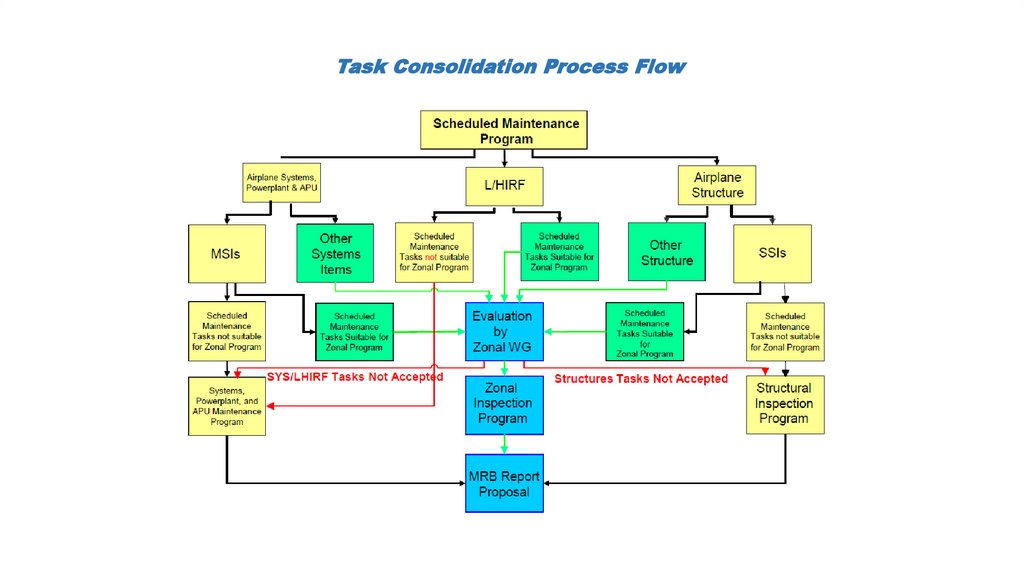
Task Consolidation Process Flow46.
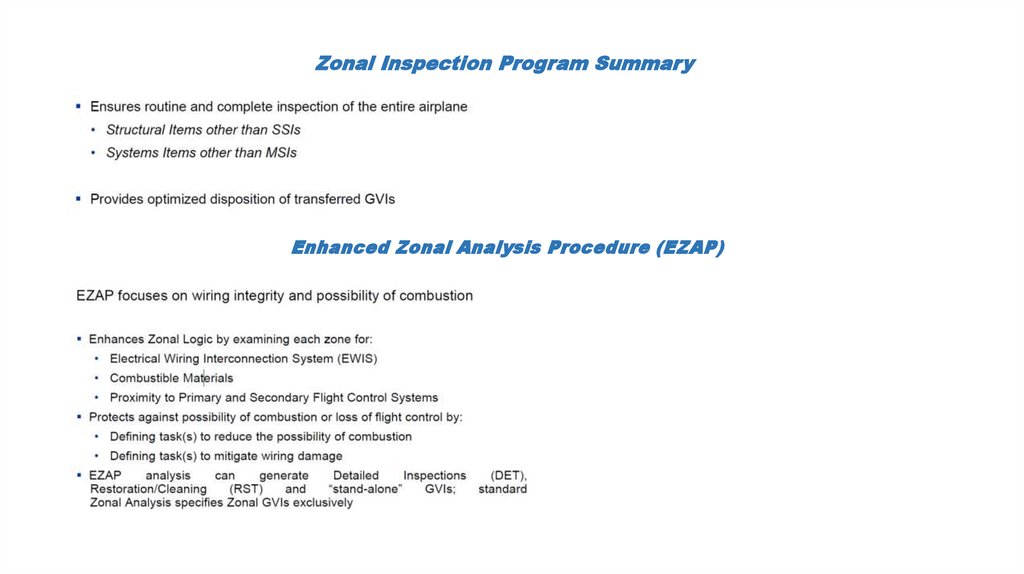
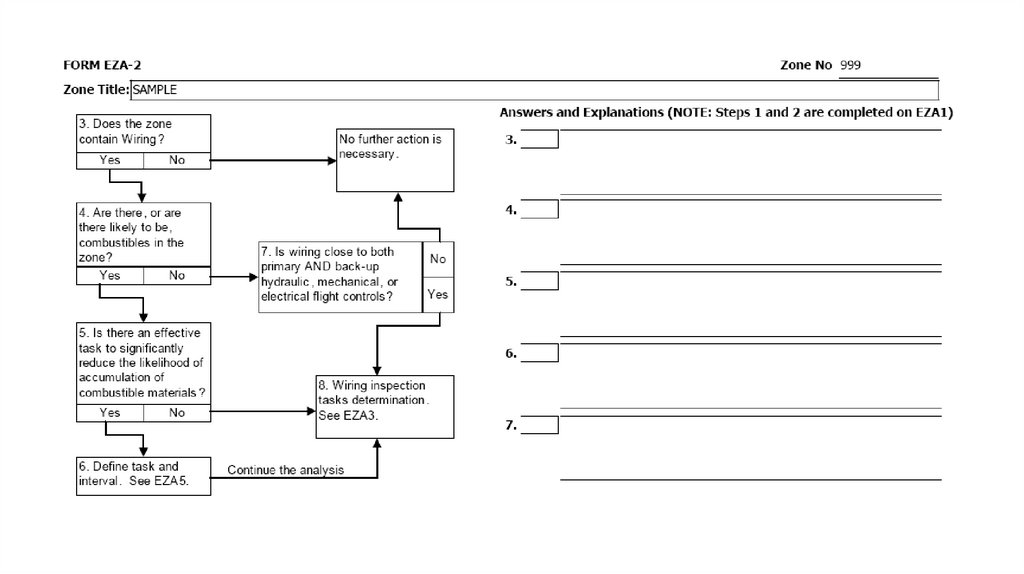
Zonal Inspection Program SummaryEnhanced Zonal Analysis Procedure (EZAP)
47.
48.
49.
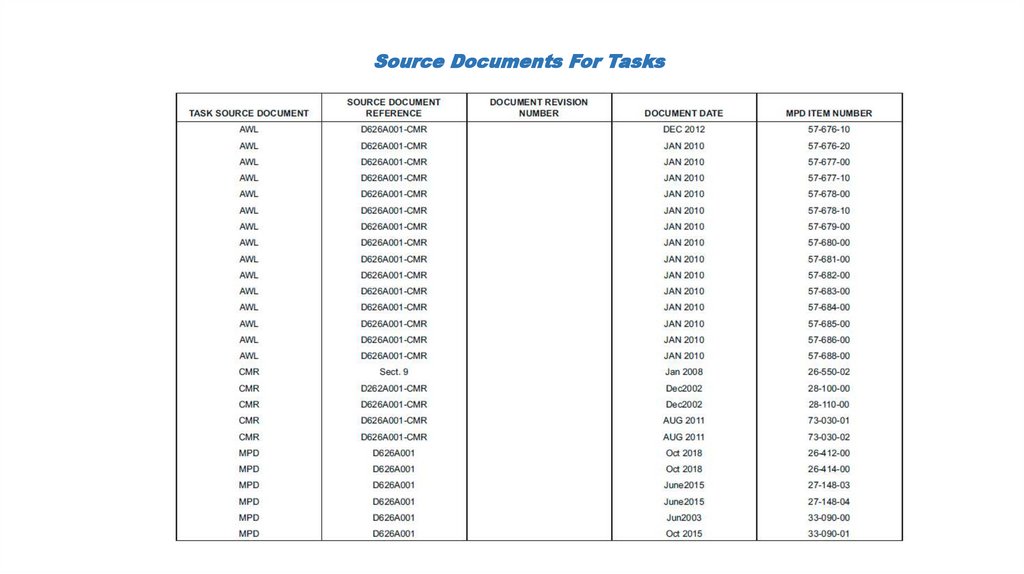
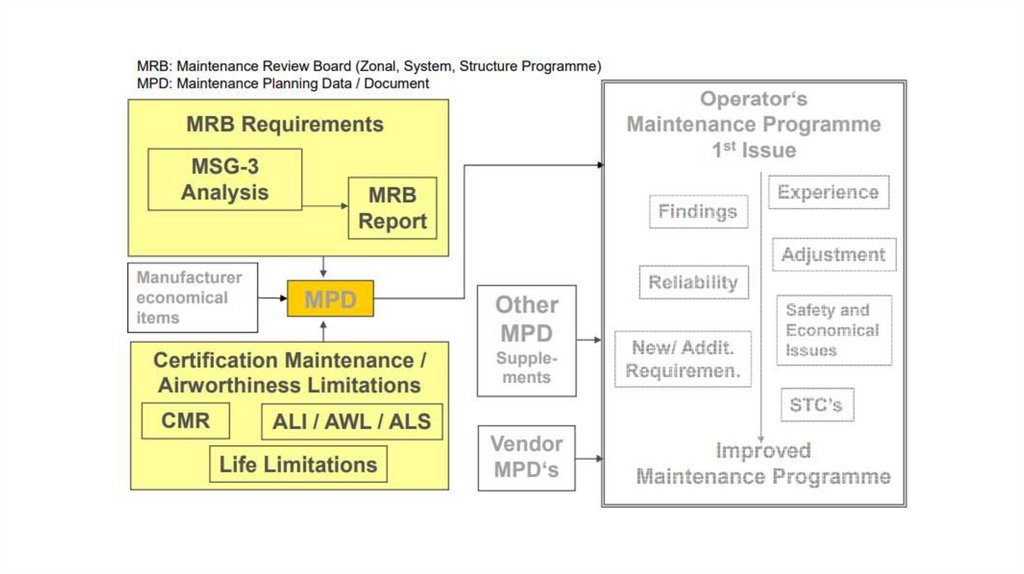
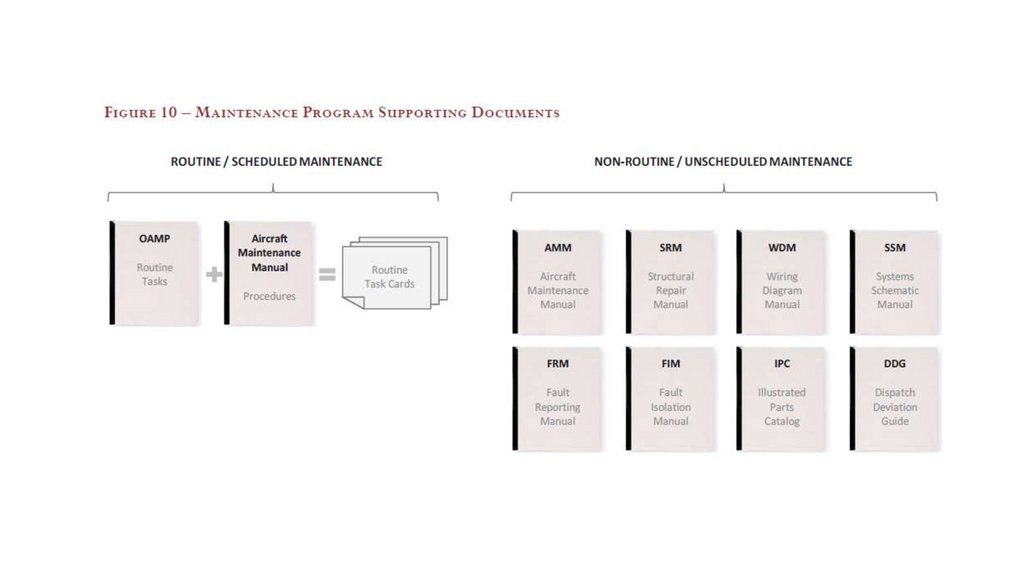
Source Documents For Tasks50.
51.
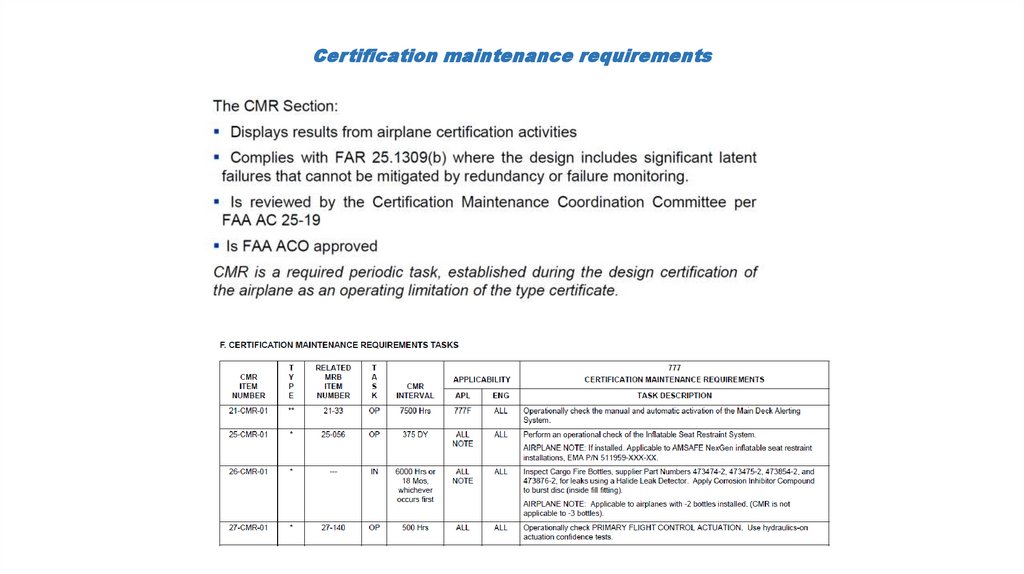
Certification maintenance requirements52.
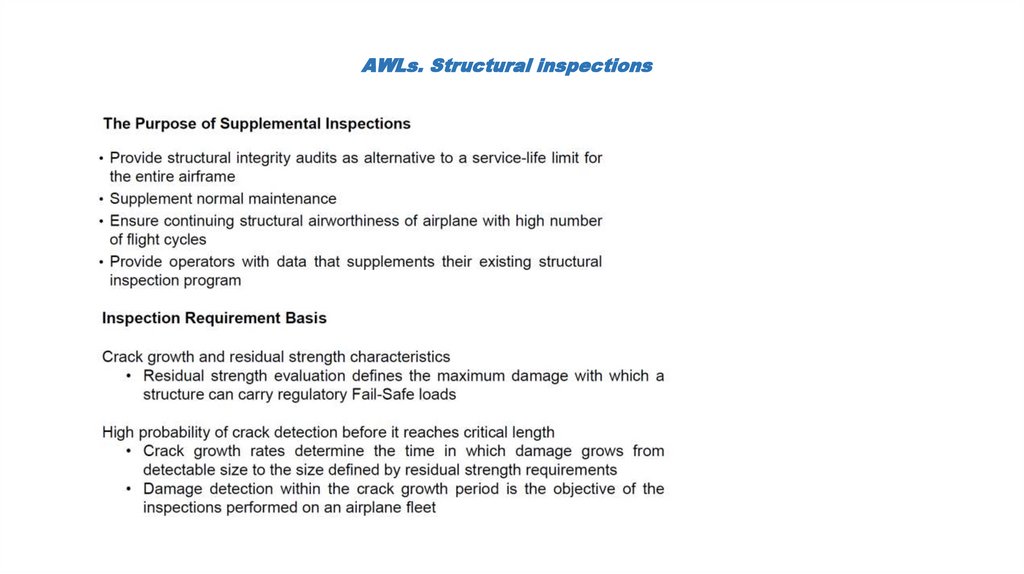
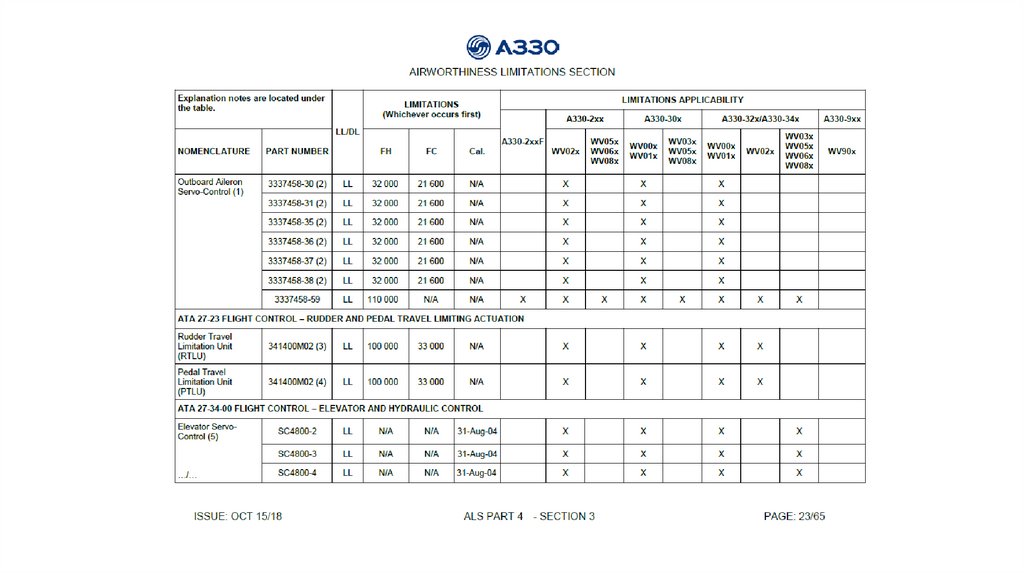
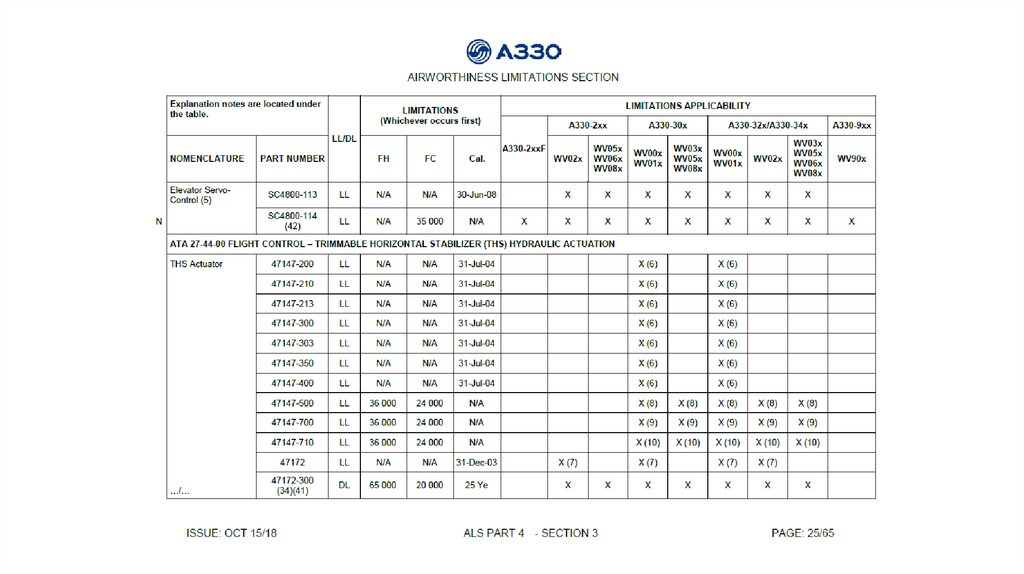
AWLs. Structural inspections53.
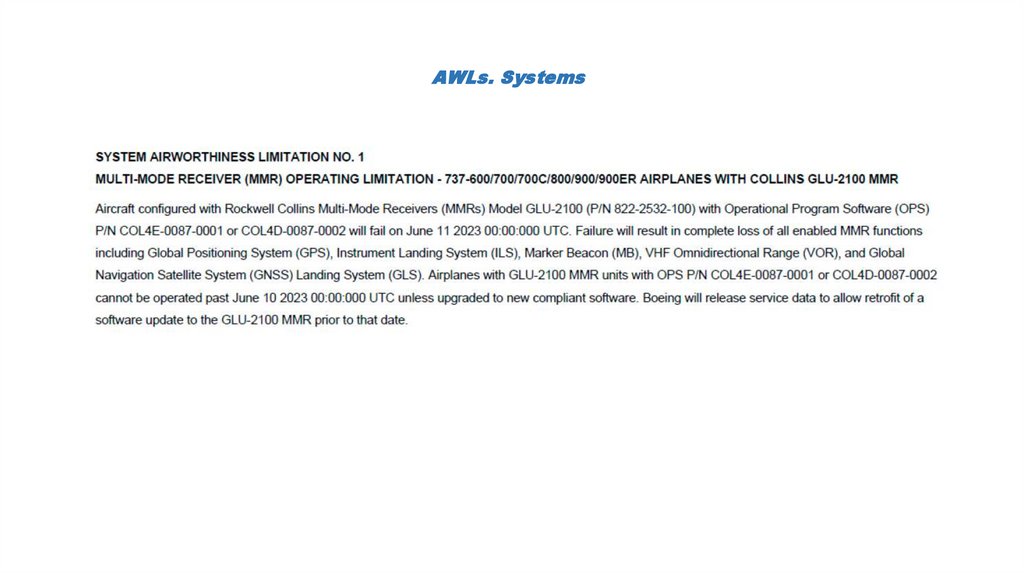
AWLs. Systems54.
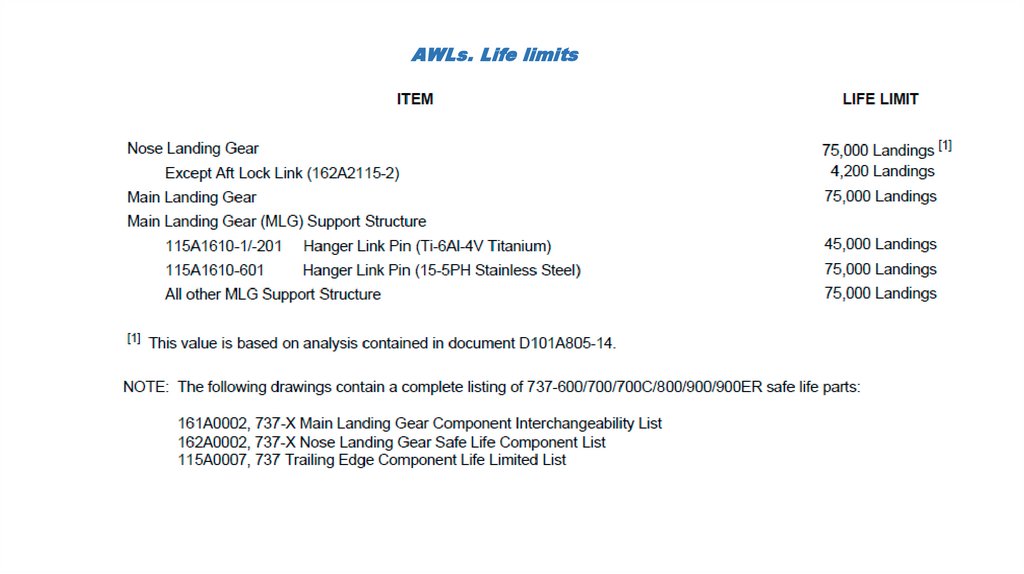
AWLs. Life limits55.
AWLs. LOV56.
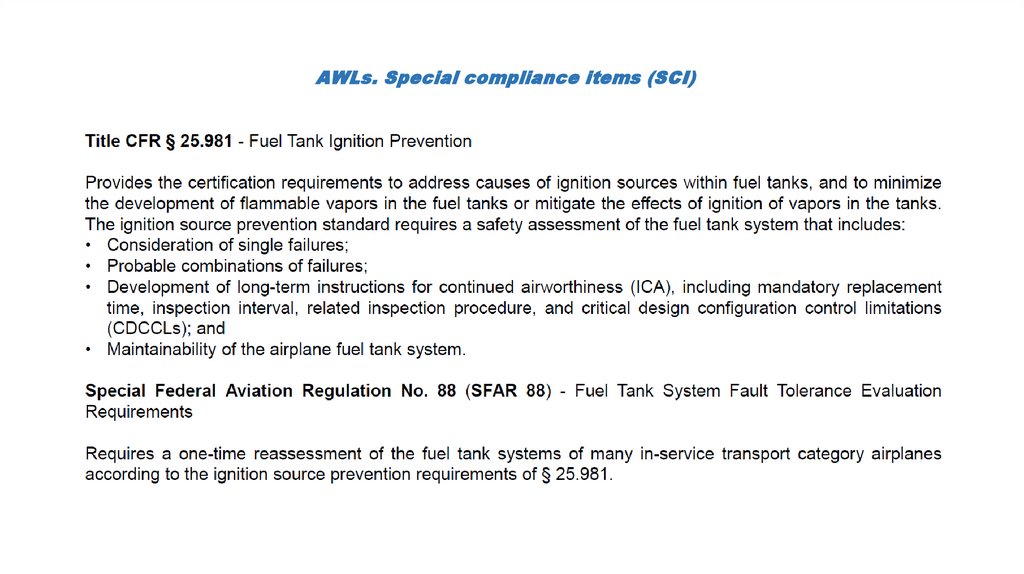
AWLs. Special compliance items (SCI)57.
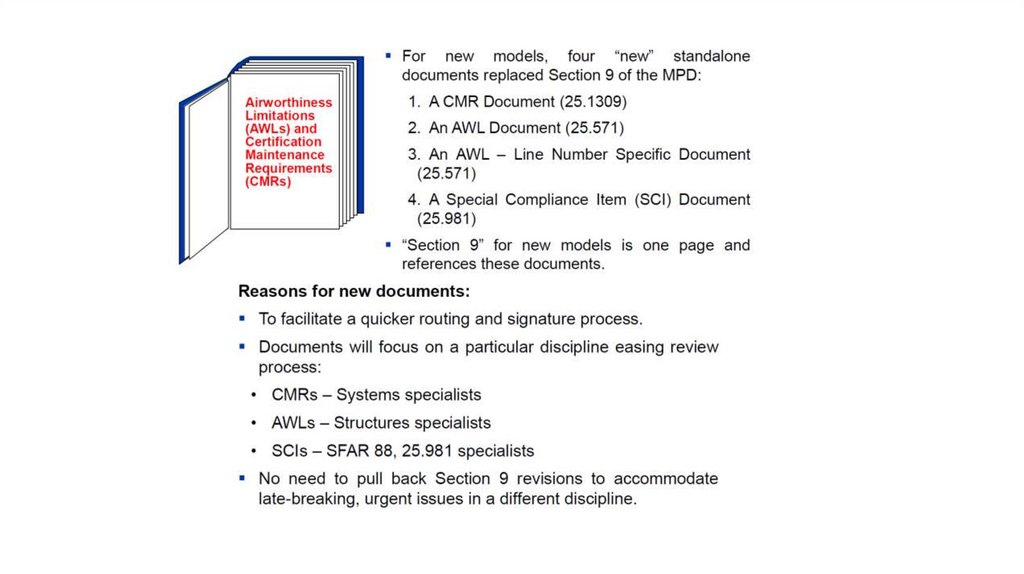
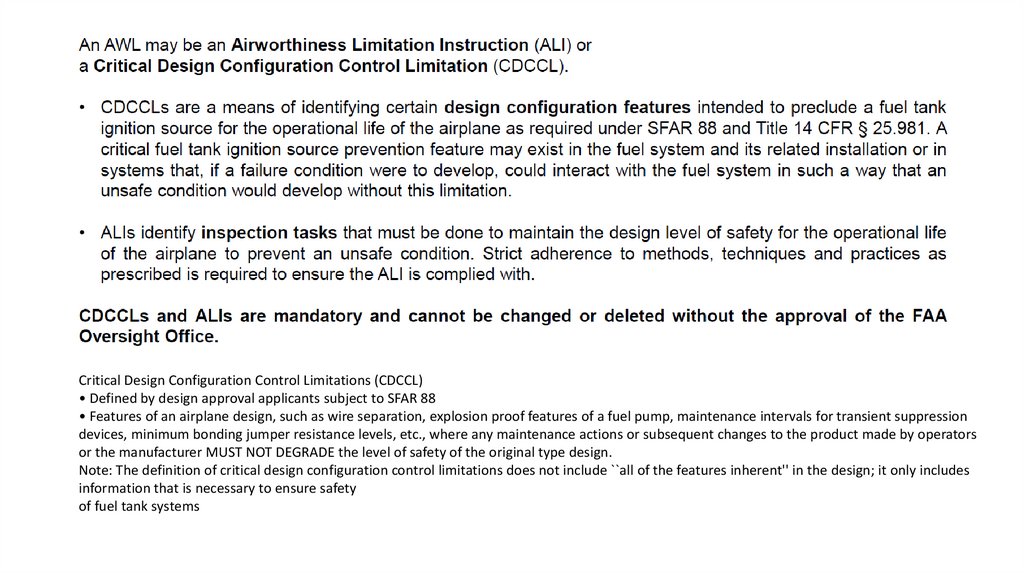
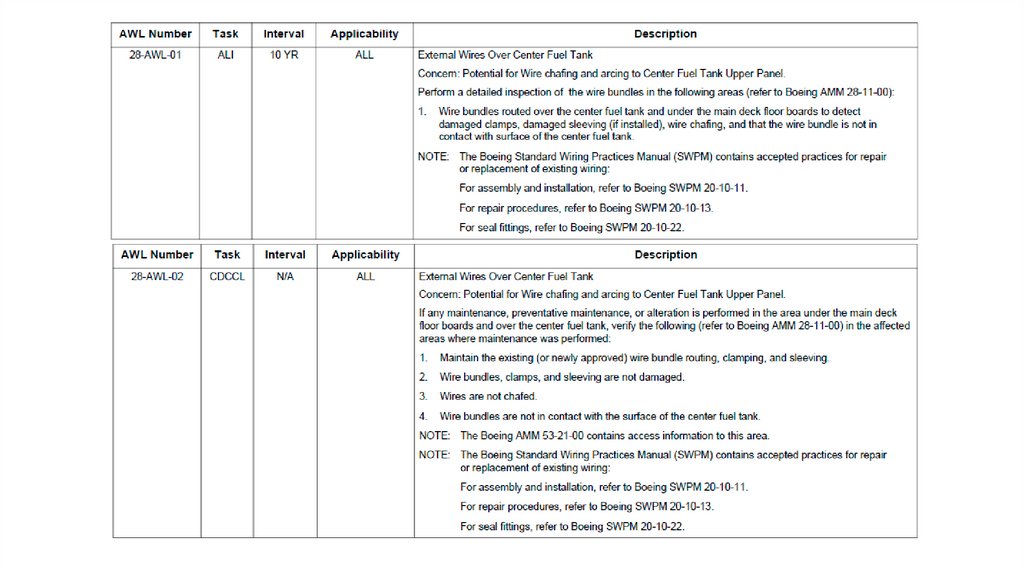
Critical Design Configuration Control Limitations (CDCCL)• Defined by design approval applicants subject to SFAR 88
• Features of an airplane design, such as wire separation, explosion proof features of a fuel pump, maintenance intervals for transient suppression
devices, minimum bonding jumper resistance levels, etc., where any maintenance actions or subsequent changes to the product made by operators
or the manufacturer MUST NOT DEGRADE the level of safety of the original type design.
Note: The definition of critical design configuration control limitations does not include ``all of the features inherent'' in the design; it only includes
information that is necessary to ensure safety
of fuel tank systems
58.
59.
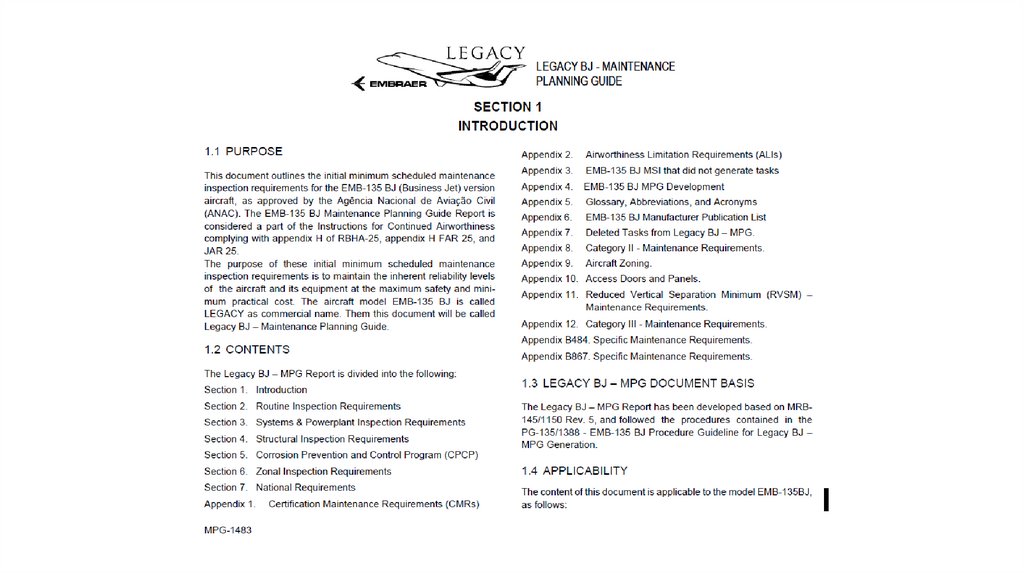
Appendices60.
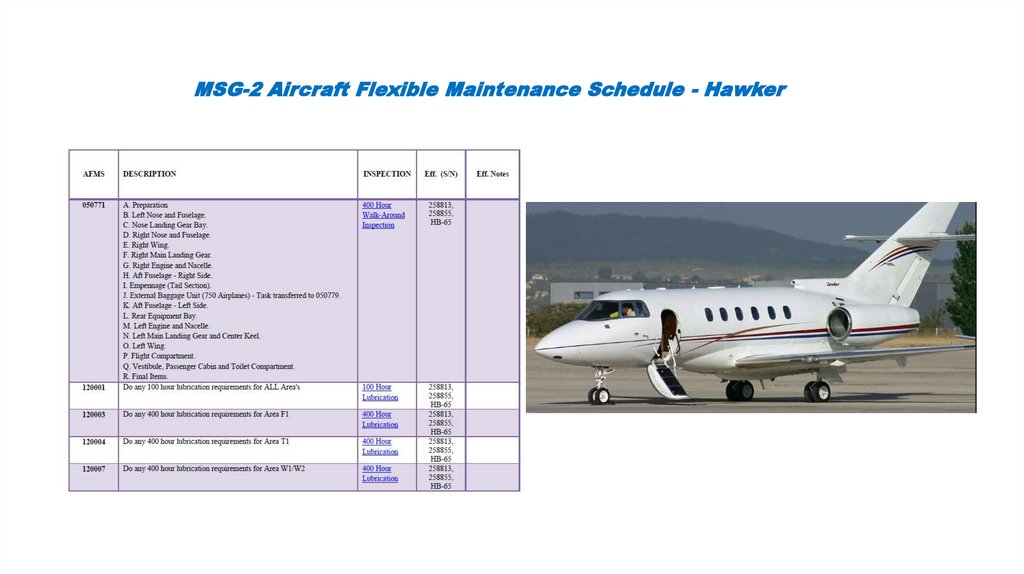
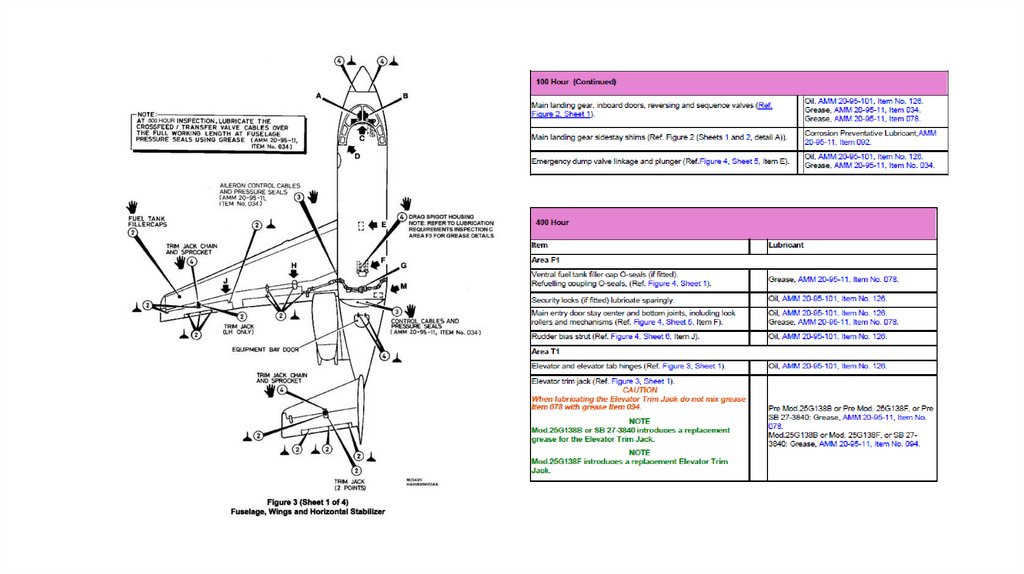
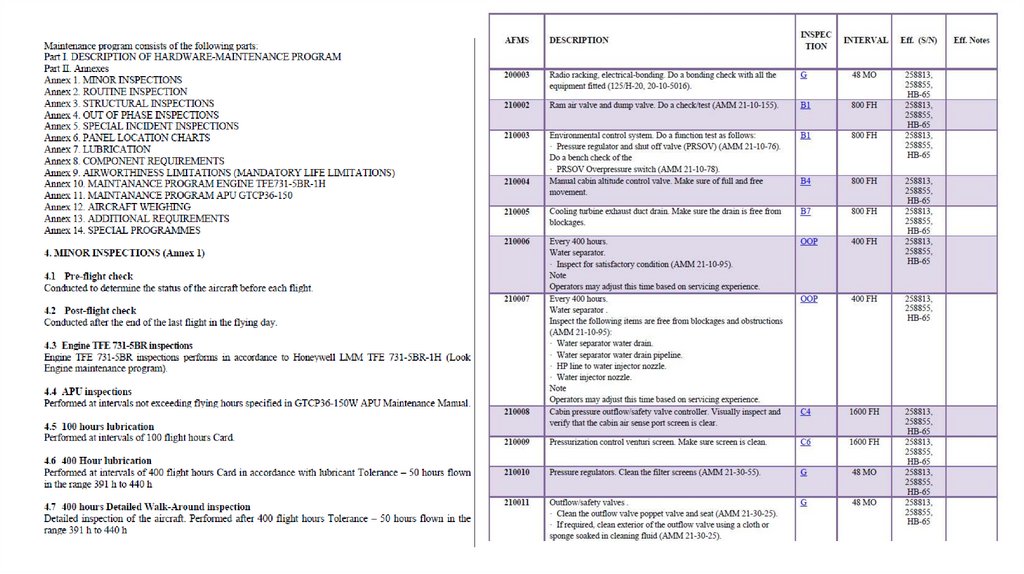
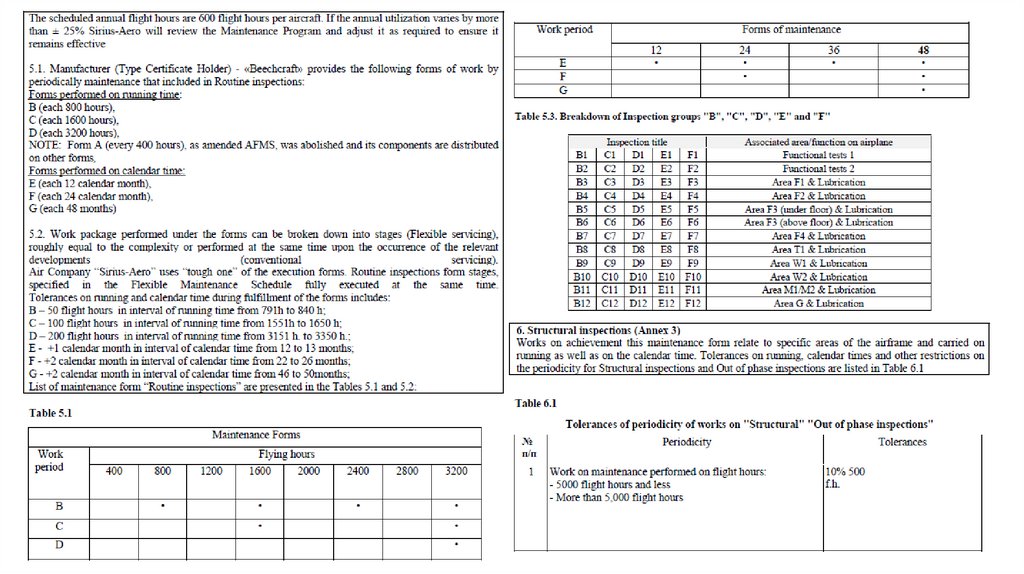
MSG-2 Aircraft Flexible Maintenance Schedule - Hawker61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
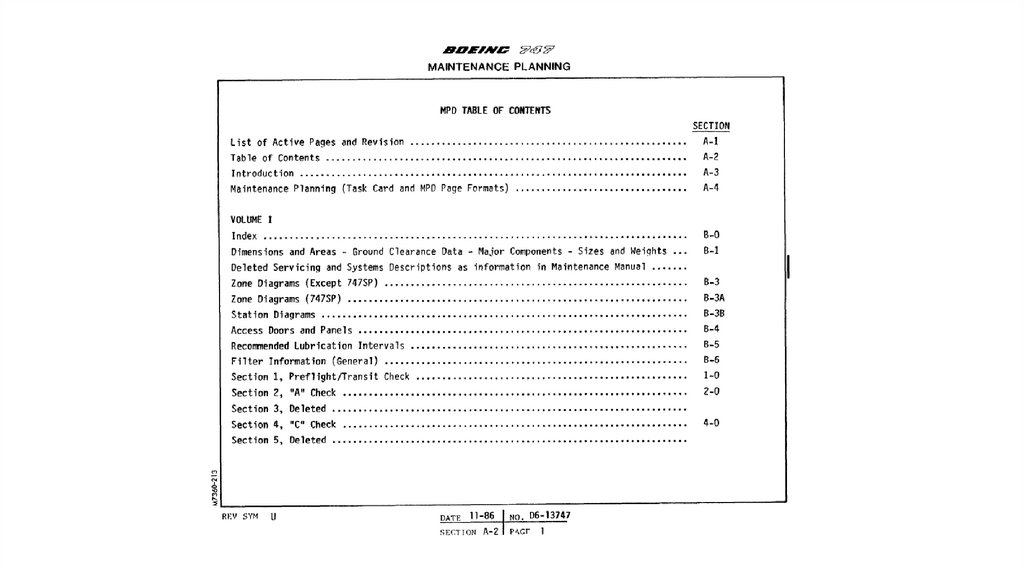
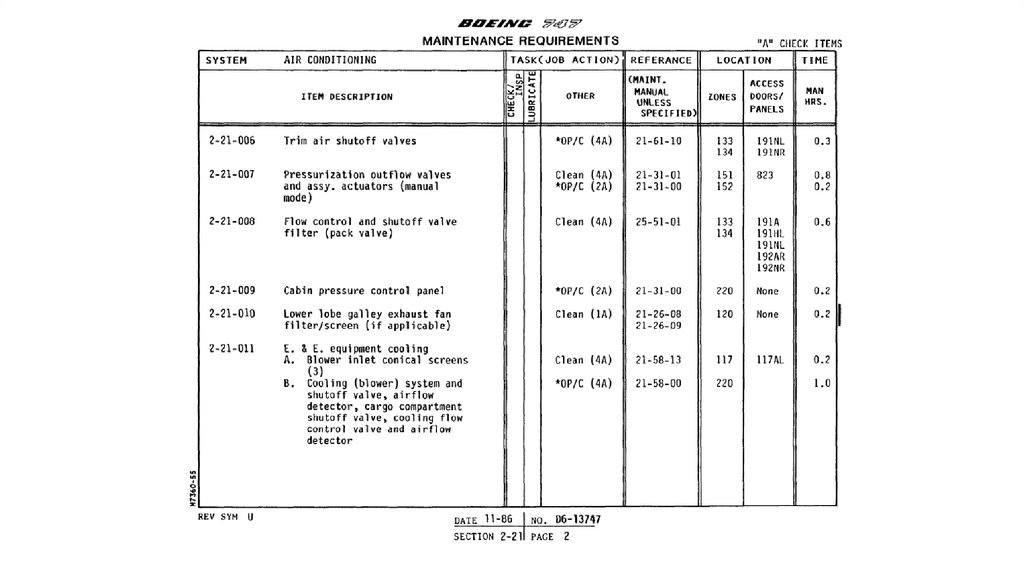
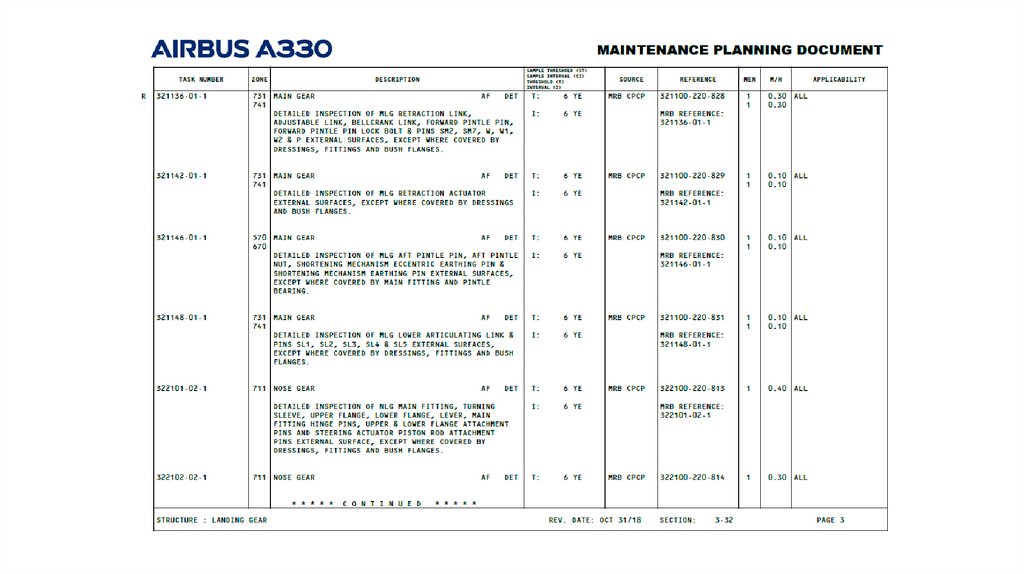
MAINTENANCE PLANNING DOCUMENT76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
90.
91.
92.
93.
94.
95.
96.
97.
98.
99.
100.
RussianНТЭРАТ-ГА-93
101.
102.
103.
104.
105.
106.
107.
108.
109.
RussianДо начала коммерческой эксплуатации самого современного из ныне существующих гражданских самолетов российского производства — SSJ
100 в российской системе ТОиР программа ТО существовала только в виде так называемого регламента.
Регламент формируется производителем совместно с российскими авиавластями, и для всех авиакомпаний одинаков. Отступления от
регламента невозможны до тех пор, пока он не будет утвержден и пересмотрен производителем для всех авиакомпаний, эксплуатирующих
данный тип.
Впервые стандарты MSG при формировании ТО продукции российского авиапрома были применены для SSJ 100. Известно, что в отрасли
создан соответствующий MRB, куда, естественно, входит производитель ВС — "Гражданские самолеты Сухого" (ГСС), основной заказчик SSJ
100 — "Аэрофлот", МАК и др.
Вместе с тем "Аэрофлот" разбил работы на своих SSJ 100, исходя из принципов MSG-2, — в том числе поэтому эксплуатация самолетов
производства ГСС в этой авиакомпании отличается относительно низкой интенсивностью.
О том, что программа ТО SSJ 100 построена на основе MSG-3, ранее заявляла Red Wings. Заместитель технического директора этого
перевозчика Андрей Колмогорцев пояснил ATO, что авиакомпания совсем недавно подошла к реализации самого современного стандарта ТО
на практике: "В этом вопросе мы только сейчас начинаем работать с компанией "С7 Инжиниринг" (предприятие холдинга "Инжиниринг". —
Прим. АТО), так как лишь в феврале этот провайдер получил одобрение на работу с SSJ 100. Ранее мы назначали пакеты ТО, самолет уходил
для проведения A-check на базу ГСС в Жуковском и целую неделю там стоял. По сути, это соответствовало стандарту MSG-2, а не MSG-3".
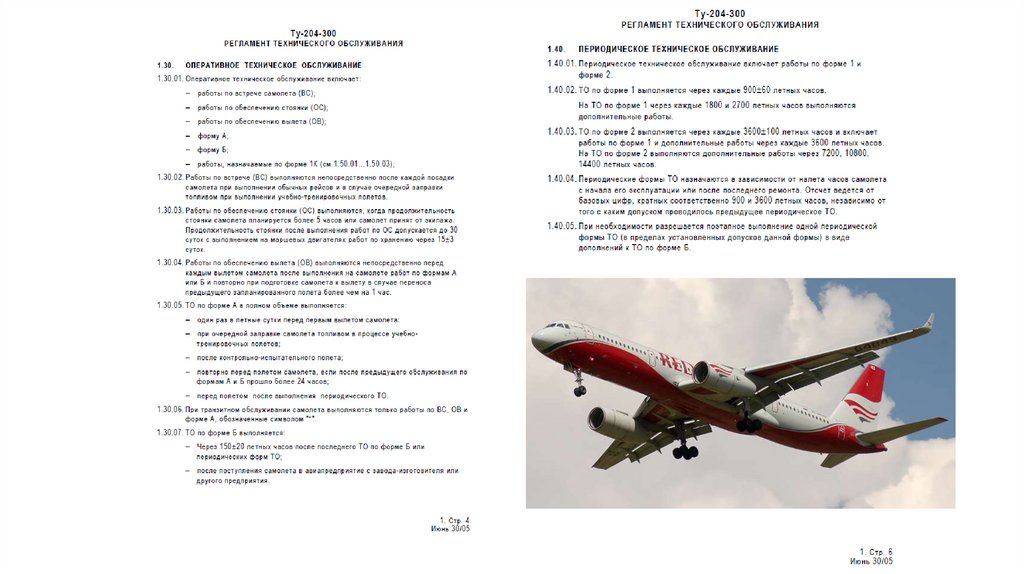
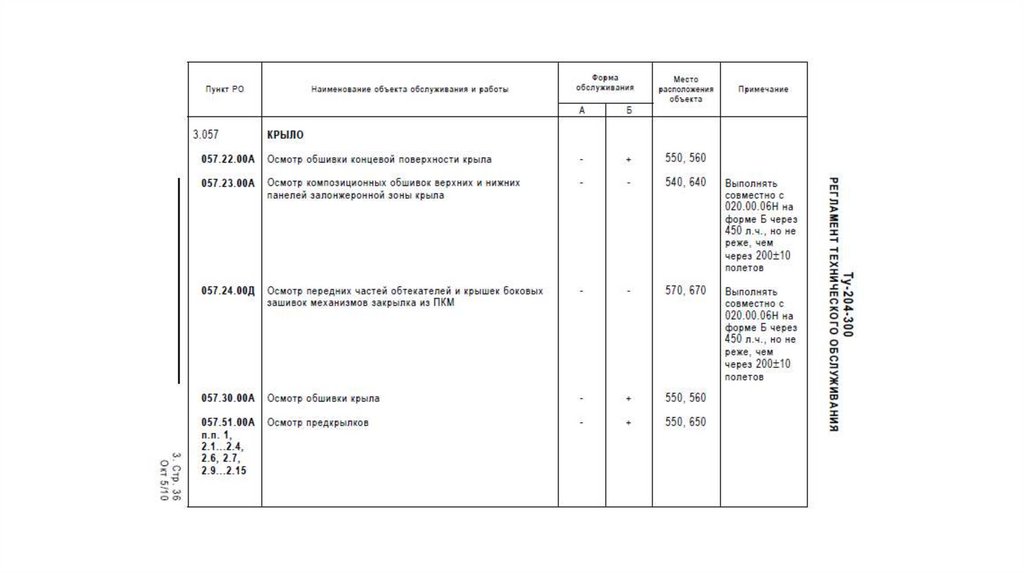
Помимо SSJ 100 в парке Red Wings есть самолеты Ту-204, регламент ТО которых был разработан еще КБ "Туполев" и утверждался Росавиацией
при согласовании ГосНИИ ГА.
Мировая практика анализа MSG-3 позволяет сформировать базовый комплекс и периодичность выполнения работ планового
техобслуживания самолета МС-21 на начало эксплуатации машины и обеспечить оптимизацию объема и периодичности ее планового ТО по
результатам эксплуатации в течение всего жизненного цикла", — подчеркнул Носков.
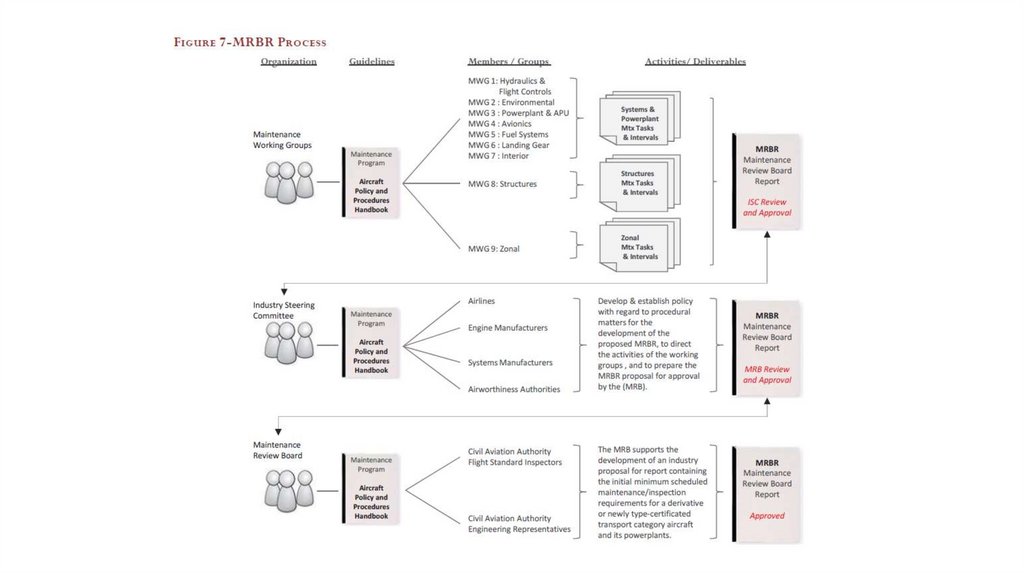
Отвечая на вопрос, создан ли комитет по надзору за разработкой программы ТО производителя (MRB), топ-менеджер отметил, что
корпорация "Иркут" организовала процесс MSG-3 в соответствии с рекомендациями стандарта ATA MSG-3 rev.2009.1 и рекомендательного
циркуляра FAA АС 121-22B. Корпорацией "Иркут" была подана заявка в Авиационный регистр МАК на проведение процедуры разработки
планового ТО (процедура MRB). В рамках этой процедуры сформированы совет MRB, возглавляемый АР МАК, и рабочие органы процесса:
отраслевой координационный комитет — ОКК (в английской версии Industry Steering Committee — ISC) и семь рабочих групп.
ОКК управляет деятельностью рабочих групп, формирует исходные цели в отношении периодичности планового ТО и подготавливает
конечные рекомендации по программе ТО. В состав ОКК входят представители АР МАК, сертификационных центров: АСЦ ГосНИИ ГА, НЦПЛГ
ВС, филиала "НИИ Аэронавигации" ФГУП ГосНИИ ГА, а также "Волга-Днепр Техникс" и корпорации "Иркут". В каждую рабочую группу
назначены советники от АР МАК.
110.
Кирилл Будаев рассказал АТО, что "Иркут" учел опыт ГСС по построению системы ППО своей гражданской продукции и изначально запланировал бюджет на
заблаговременное производство достаточного количества запчастей, с тем чтобы обеспечить беспрерывную поддержку эксплуатантов МС-21. "Наши склады МТО будут
находиться как в России, так и за рубежом, что позволит максимально ускорить сроки доставки запчастей российским и иностранным авиакомпаниям", — говорит он.
Для обмена мнениями с эксплуатантами производитель открыл специальный портал. "По итогам консультаций с авиакомпаниями и другими участниками отрасли мы
анализируем полученные от наших партнеров данные и наиболее рациональные предложения внедряем в философию обслуживания МС-21. Кроме того, затраты на ТОиР
нашего самолета по сравнению с конкурентами будут более низкими, — говорит Будаев. — Например, из-за того что в МС-21 широко используются композитные
материалы, значительно снижены объемы работ по антикоррозионной защите элементов ВС. Кроме того, на МС-21 применяются самые передовые технические системы.
Они отработаны и надежны, поэтому мы увеличили межремонтные интервалы. Например, у МС-21 так называемый Transit Check заменен на Weekly Check".
Снижению времени простоев на ТО самолетов МС-21 поможет бортовая система технического обслуживания (БСТО). В отличие от ВС Boeing и Airbus она будет
анализировать состояние всех без исключения элементов самолета. "Установленная на борту МС-21 БСТО будет в режиме реального времени сообщать пилотам и
техническим службам на земле информацию о состоянии всего самолета, что сильно экономит время на подготовку к техобслуживанию, — рассказывает Кирилл Будаев.
— Плюс БСТО МС-21 будет указывать конкретные элементы, которые могут быть не в порядке. Таким образом, время на инспекцию самолета сократится, ведь
техническим специалистам больше не придется осматривать ВС наугад".
Корпорация "Иркут" поставила перед собой задачу запустить в работу систему ППО МС-21 за полгода до коммерческой поставки первого самолета. Но в усеченном виде
она должна обслужить уже первый полет МС-21.
На сегодняшний день производитель реализует стратегию развития ППО. Аким Носков говорит, что корпорацией "Иркут" проанализирована передовая мировая практика
ППО, определены концепция реализации стратегии ППО и приоритетные задачи, позволяющие успешно ввести и освоить эксплуатацию нового типа ВС, в максимально
сжатые сроки достичь заявленного среднегодового налета на среднесписочное ВС и подтвердить экономические преимущества нашего самолета.
Вице-президент по послепродажному обслуживанию гражданской авиатехники отмечает, что корпорацией "Иркут" приобретено, освоено и доработано под решаемые
задачи необходимое программное обеспечение, определены бизнес-правила для разработки эксплуатационной документации в электронном виде.
На сегодняшний день в корпорации продолжается процесс создания технических публикаций, основанных на результатах проектирования и сертификационных
испытаний самолета. В "Иркуте" функционирует подразделение, ответственное за создание услуг ППО, которые будут предоставляться от лица корпорации или ее
партнеров. Создана и функционирует, как было упомянуто выше, информационная площадка, используемая для работы по процедурам MSG-3 и для взаимодействия с
эксплуатантами по различным вопросам, касающимся будущей эксплуатации МС-21. Начата разработка комплексной информационной системы поддержки эксплуатанта.
Отметим, что согласно стратегии ППО "Иркут" отдает значительный перечень услуг по МС-21 независимым от производителя провайдерам. Такой подход, с точки зрения
"Иркута", создаст конкурентные условия и снизит стоимость ТО для авиакомпаний.
"Мы считаем, что создавать 100%-но собственные центры по техобслуживанию и обучению авиаперсонала для МС-21 нам, как производителю, не нужно. Эту
деятельность мы будем передавать уже существующим провайдерам, наработавшим опыт и имя, — поясняет Будаев. — В зависимости от географии поставок мы
определяем провайдеров, которые могут обслуживать те заказы, которые у нас есть. Например, соответствующий меморандум по ремонту МС-21 подписан с нашим
самым большим заказчиком — "Аэрофлотом". Есть еще несколько независимых альтернативных игроков, с которыми мы подписали предварительные соглашения о
сотрудничестве в области техобслуживания. В зависимости от того, какой будет география поставок, мы будем предлагать их нашим заказчикам. Кроме того,
обслуживание этими центрами воздушных судов других типов за счет общих накладных расходов позволит снизить себестоимость обслуживания МС-21".
Источник: http://www.ato.ru/content/po-vysshemu-razryadu
111.
Superjet-100 (RRJ-95)ВСУ - Honeywell RE220
Силовая установка - PowerJet SaM146