







































































 mechanics
mechanicsSimilar presentations:









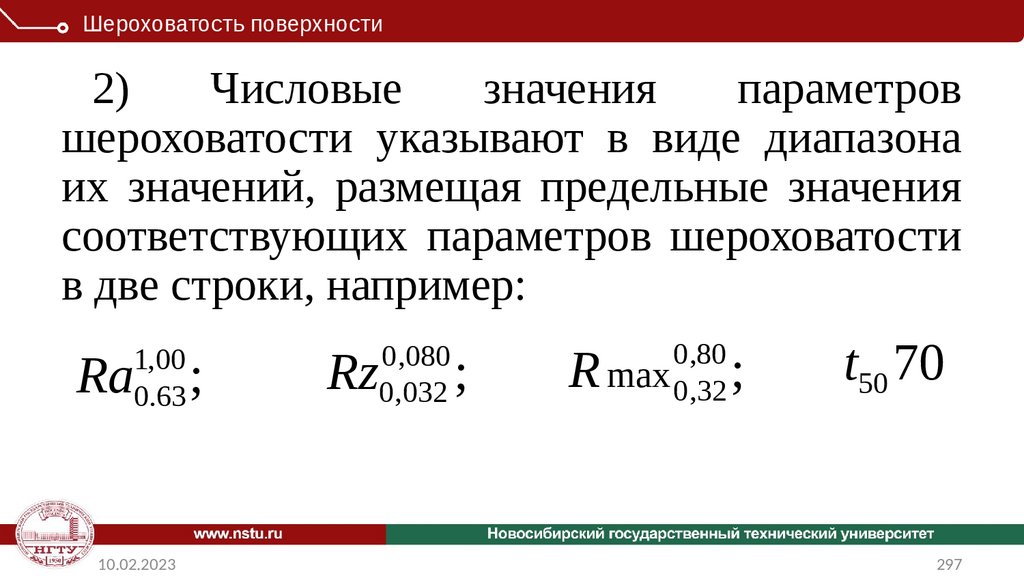
")
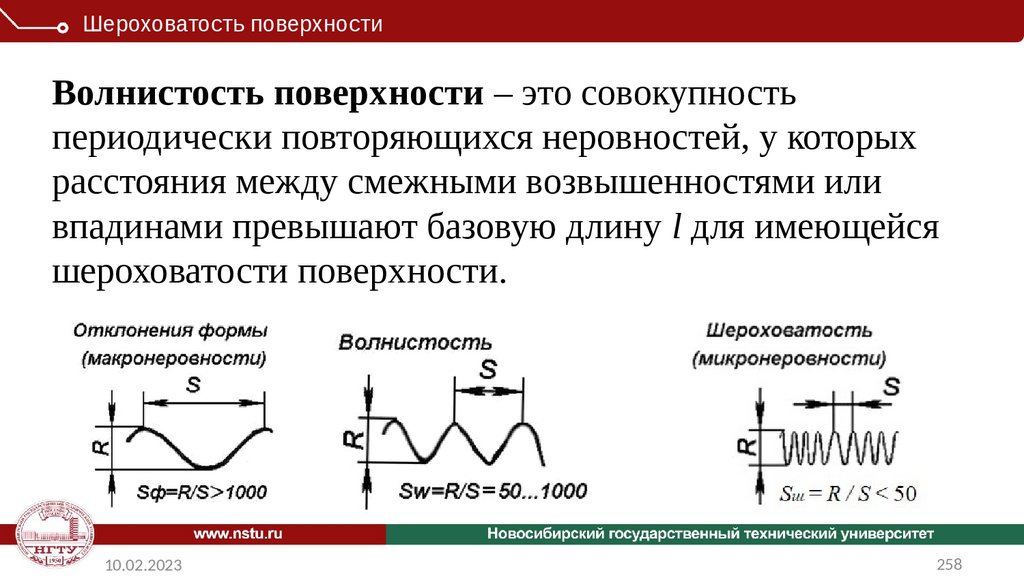
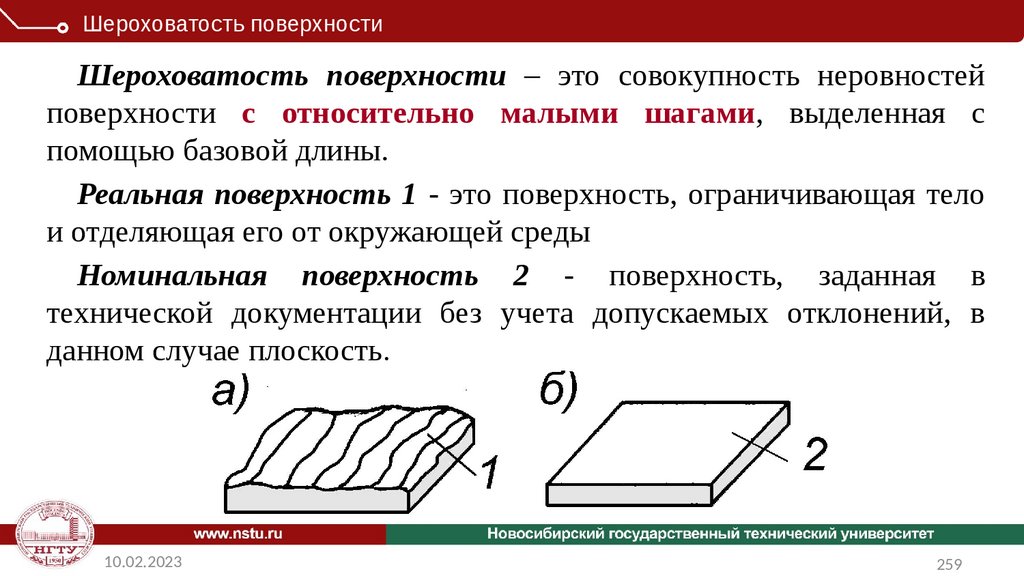
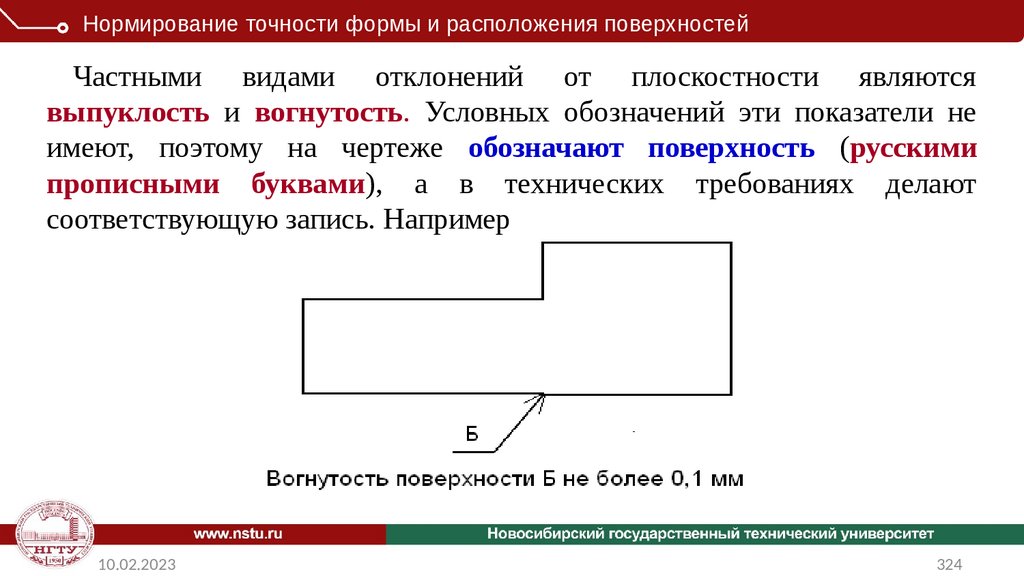
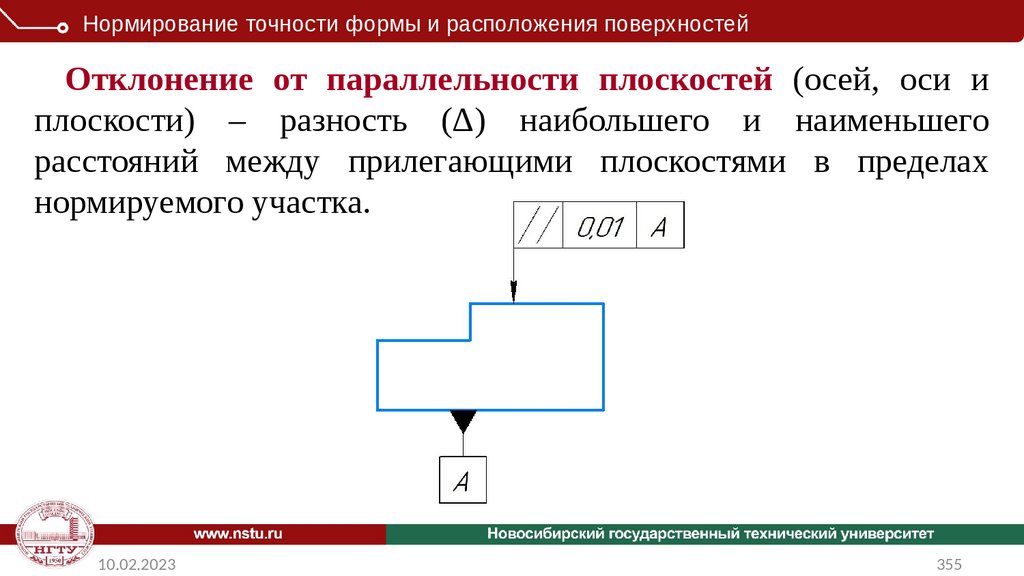
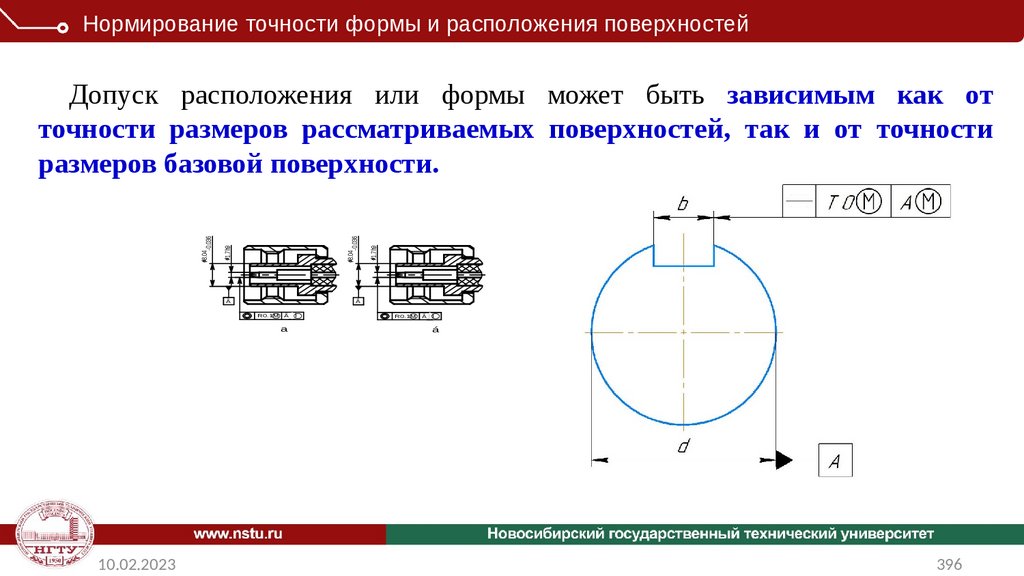
Стандартизация норм точности
1.
СТАНДАРТИЗАЦИЯ НОРМТОЧНОСТИ
Лекции
2.
ВВЕДЕНИЕ10.02.2023
2
3.
ВВЕДЕНИЕВ машиностроении при сборке машин и агрегатов
используются детали и сборочные единицы собственного
производства, а также изделия (крепежные детали, корпуса,
подшипники, резинотехнические изделия и др.),
поставляемые специализированными предприятиями в
порядке кооперации. При этом сборка деталей в сборочные
единицы и сборочных единиц в машину производится без
дополнительной механической обработки, т.е. без пригонки
одной детали к другой.
10.02.2023
3
4.
ВВЕДЕНИЕВзаимозаменяемость выражается в том, что при
сборке нет необходимости в подгонке соединяемых
деталей и комплектующих изделий, а конечная
продукция
имеет
заданные
технические
характеристики, определяющие её качество.
Например, станки обеспечивают установленную
точность обработки, автомобили имеют заданную
скорость и т.д.
10.02.2023
4
5.
ВВЕДЕНИЕВ машино- и приборостроении широко
используют стандартные нормативно-технические
документы, стандартные детали, а также
комплектующие изделия, изготовленные на
специализированных
предприятиях,
поэтому
взаимозаменяемость
базируется
на
стандартизации и способствует её развитию, а
также развитию специализации и кооперированию
в промышленности
10.02.2023
5
6.
ВВЕДЕНИЕНа основе стандартизации сформированы
принципы и нормативные акты
взаимозаменяемости, метрологии, технических
измерений, систем управления качеством и
сертификации.
10.02.2023
6
7.
ВВЕДЕНИЕОдним из основных условий осуществления
взаимозаменяемости является точность деталей, узлов и
комплектующих изделий по геометрическим параметрам, к
которым относятся:
• точность размеров или нормированные допуски;
• характер соединения деталей при сборке (посадка);
• точность формы и расположения поверхностей;
• шероховатость и волнистость поверхностей
10.02.2023
7
8.
ОСНОВНЫЕ ПОНЯТИЯИ ОПРЕДЕЛЕНИЯ
10.02.2023
8
9.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯВзаимозаменяемость – это принцип
конструирования,
производства
и
эксплуатации машин и других изделий,
обеспечивающий их безподгоночную сборку
(или замену при ремонте) из независимо
изготовленных сопрягаемых деталей и
элементов при соблюдении предъявляемых к
машинам и изделиям технических требований
10.02.2023
9
10.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯВзаимозаменяемость – это свойство независимо
изготовленных с заданной точностью деталей и
составных частей машин, приборов и других
изделий
обеспечивать
возможность
безпригоночной сборки (или замены при ремонте)
сопрягаемых деталей в составные части, а
составных частей – в изделия при соблюдении
предъявляемых к составным частям и изделиям
технических требований
10.02.2023
10
11.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯВиды
взаимозаменяемости
Полная
Неполная
Внешняя
Внутренняя
Функциональная
10.02.2023
11
12.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ• Полная взаимозаменяемость – обеспечивает
возможность безпригоночной сборки (или замены
при ремонте) любых независимо изготовленных с
заданной точностью однотипных деталей в
сборочные единицы или изделия при соблюдении
предъявляемых к ним (сборочным единицам или
изделиям) технических требований по всем
параметрам качества
10.02.2023
12
13.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯnПри полной взаимозаменяемости:
упрощается сборка;
сборочный процесс точно нормируется во времени;
создаются возможности организации производства
поточным методом;
появляются
возможности
для
автоматизации
процессов изготовления и сборки изделий;
упрощается ремонт изделий.
10.02.2023
13
14.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯnПолную взаимозаменяемость экономически целесообразно
применять, когда имеются условия, которые позволяют изготавливать
детали с точностью не выше 6-го квалитета точности.
nЭто встречается, например:
• в изделиях, состоящих из небольшого количества деталей;
• в изделиях к точности функциональных параметров (зазоров,
натягов) которых не предъявляются высокие требования к точности;
• в изделиях для которых главным является недопустимость выхода
из границ допуска функциональных зазоров или натягов даже у
части изделий.
10.02.2023
14
15.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯПолная взаимозаменяемость обеспечивается при
выполнении геометрических, физико-механических и
других параметров деталей с точностью, позволяющей
производить сборку (или замену при ремонте) любых
сопрягаемых деталей и сборочных единиц (узлов) без
какой бы то ни было дополнительной их обработки,
подбора или регулирования и получать изделия
требуемого качества.
10.02.2023
15
16.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ•Неполная (ограниченная) взаимозаменяемость –
когда для получения требуемой точности сборки
применяют групповой подбор деталей (селективную
сборку), компенсаторы, регулирование положения
некоторых частей машин и приборов, пригонку и
другие дополнительные технологические
мероприятия при обязательном выполнении
требований к качеству сборочных единиц и изделий
10.02.2023
16
17.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯВнешняя
взаимозаменяемость это
взаимозаменяемость покупных и кооперируемых
деталей и сборочных единиц по эксплуатационным
показателям, а также по размерам, форме и качеству
присоединительных поверхностей, т. е. таких, по
которым взаимосвязанные узлы основного изделия
соединяются между собой и с покупными и
кооперируемыми изделиями.
Внешняя взаимозаменяемость присуща только готовым
изделиям или узлам.
10.02.2023
17
18.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯВнутренняя
взаимозаменяемость
является
относительной и распространяется на детали, которые
входят в конкретные сборочные единицы (узлы,
механизмы), как правило, собираемые методом
селективной сборки.
10.02.2023
18
19.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯФункциональная взаимозаменяемость - принцип
проектирования, производства и эксплуатации, при
котором требования к точности ответственных деталей
и сборочных единиц назначаются исходя из
установления взаимосвязи показателей качества
изделия с функциональными параметрами.
Функциональными параметрами являются
геометрические, физико-механические и другие
параметры, влияющие на эксплуатационные показатели
изделий или служебные функции их деталей и узлов.
10.02.2023
19
20.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯУровень взаимозаменяемости на производстве
определяется коэффициентом взаимозаменяемости
ТВ
КВ
ТО ,
где ТВ – трудоемкость изготовления взаимозаменяемых деталей;
ТО – трудоемкость изготовления изделия в целом
10.02.2023
20
21.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯСоединение – это две или несколько деталей подвижно или
неподвижно соединенные друг с другом.
Виды соединений
По форме сопрягаемых
По степени свободы
поверхностей
взаимного перемещения
Гладкие цилиндрические
и конические
Плоские или плоскостные
Резьбовые
Неподвижные неразъемные
Неподвижные разъемные
Подвижные
Зубчатые
Шлицевые
Сферические
10.02.2023
21
22.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯВ соединении двух деталей, входящих одна в другую,
различают охватывающую и охватываемую поверхности.
Для гладких цилиндрических соединений охватывающая
поверхность называется отверстием, а охватываемая – валом.
Соответствующие им размеры – диаметр отверстия и
диаметр вала.
10.02.2023
22
23.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ10.02.2023
23
24.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ10.02.2023
24
25.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ10.02.2023
25
26.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯРазмерный элемент – геометрическая форма, определяемая
линейным или угловым размером.
Размерными элементами могут быть цилиндр, сфера, две
параллельные противолежащие плоскости
Отверстие (ГОСТ 25346-2013) – внутренний размерный
элемент детали, включая внутренние размерные элементы, не
являющиеся цилиндрическими.
Вал (ГОСТ 25346-2013) – наружный размерный элемент детали,
включая наружные размерные элементы, не являющиеся
цилиндрическими.
10.02.2023
26
27.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
10.02.2023
27
28.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙТочностью изготовления называют степень приближения
действительных значений геометрических и других параметров
деталей и изделий к их заданным значениям, указанным в
чертежах или технических требованиях.
Точность размеров – это степень приближения
действительных значений размеров деталей машин к размерам,
заданным на чертеже.
10.02.2023
28
29.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙНа рабочих чертежах деталей проставляют в первую
очередь номинальные размеры.
10.02.2023
d
D
Номинальный размер – это основной размер, определяемый
исходя из функционального назначения детали, относительно
которого определяют предельные размеры и который служит
также началом отсчета отклонений.
29
30.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙНоминальный размер (ГОСТ 25346-2013) – это
размер геометрического элемента идеальной формы,
определенной чертежом.
D – обозначение номинального размера отверстия;
d – обозначение номинального размера вала.
10.02.2023
30
31.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙДля получения номинального размера деталь
рассчитывают на прочность (жёсткость, устойчивость
и т.п.) и полученный размер с учетом конструктивных
и
технологических
факторов
округляют
до
стандартного значения по ГОСТ 6636-69.
Стандартные номинальные размеры, построенные на
базе предпочтительных чисел, сгруппированы в
четыре ряда, обозначаемых Ra5, Ra10, Ra20, Ra40.
10.02.2023
31
32.
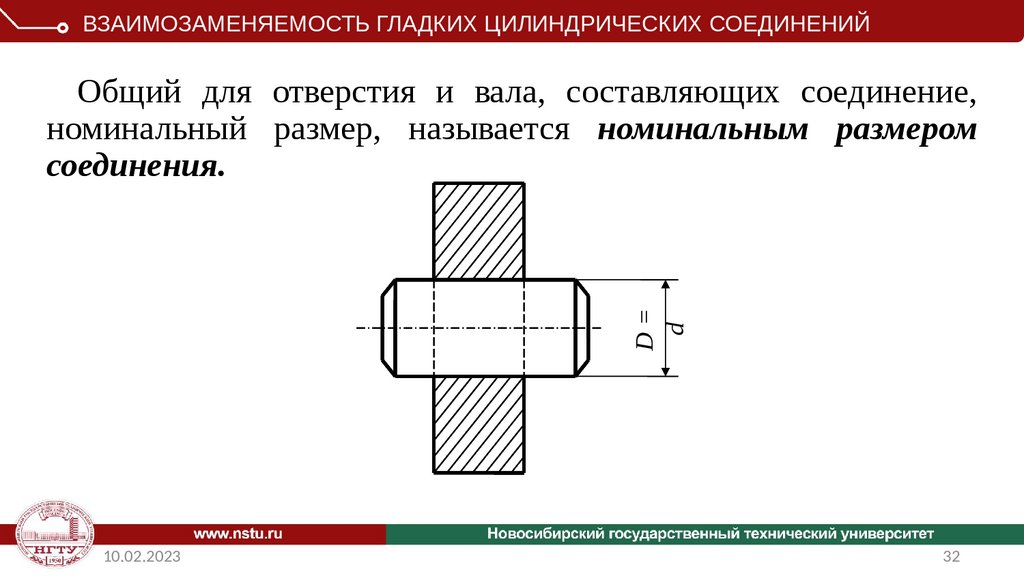
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙD=
d
Общий для отверстия и вала, составляющих соединение,
номинальный размер, называется номинальным размером
соединения.
10.02.2023
32
33.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙВерхний предельный размер – наибольший допустимый
размер размерного элемента
Нижний предельный размер – наименьший допустимый
размер размерного элемента
В расчетах используются следующие обозначения:
Dmax – верхний предельный размер отверстия;
Dmin – нижний предельный размер отверстия;
dmax – верхний предельный размер вала;
dmin – нижний предельный размер вала.
10.02.2023
33
34.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙДействительный размер (ГОСТ 25346-2013) – размер
присоединенного полного элемента.
Действительный размер получают в результате
измерений с допустимой погрешностью.
Обозначение действительных размеров:
Dд – действительный размер отверстия;
dд – действительный размер вала.
10.02.2023
34
35.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙДеталь является годной, если ее действительный
размер больше нижнего предельного размера, но не
превосходит верхнего предельного размера, т.е.
Dmin ≤ Dд ≤ Dmax
условие годности деталей типа «отверстие»;
dmin ≤ dд ≤ dmax
условие годности деталей типа «вал».
10.02.2023
35
36.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙВерхнее предельное отклонение– это
алгебраическая разность между верхним
предельным и номинальным размерами.
ES = Dmax – D
верхнее отклонение отверстия;
es = dmax – d
верхнее отклонение вала
10.02.2023
36
37.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙНижнее предельное отклонение – это
алгебраическая разность между нижним
предельным и номинальным размерами.
EI = Dmin – D
нижнее отклонение отверстия;
ei = dmin – d
нижнее отклонение вала
10.02.2023
37
38.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙОтклонения бывают положительными, отрицательными и
равными нулю.
Отклонения, равные нулю, в обозначении не
указываются.
На чертежах номинальные и предельные линейные
размеры и их отклонения проставляют в
миллиметрах без указания единицы величины.
10.02.2023
38
39.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ10.02.2023
39
40.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙПри необходимости
отверстия и вала:
рассчитывают
средние
размеры
Dc = (Dmax + Dmin) / 2 – средний размер отверстия,
dc = (dmax + dmin) / 2 – средний размер вала
и средние отклонения отверстия и вала
Ec = (ES + EI) / 2 – среднее отклонение отверстия
ec = (es + ei) / 2 – среднее отклонение вала
10.02.2023
40
41.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙДопуском размера называется разность между верхним и
нижним предельными размерами или алгебраическая
разность между верхним и
нижним
предельным
отклонениями.
Допуск обозначают буквой «Т» (от латинского Tolerance - допуск)
TD = Dmax – Dmin = ES – EI допуск размера отверстия;
Td = dmax- dmin = es – ei допуск размера вала.
Допуск всегда положительный
10.02.2023
41
42.
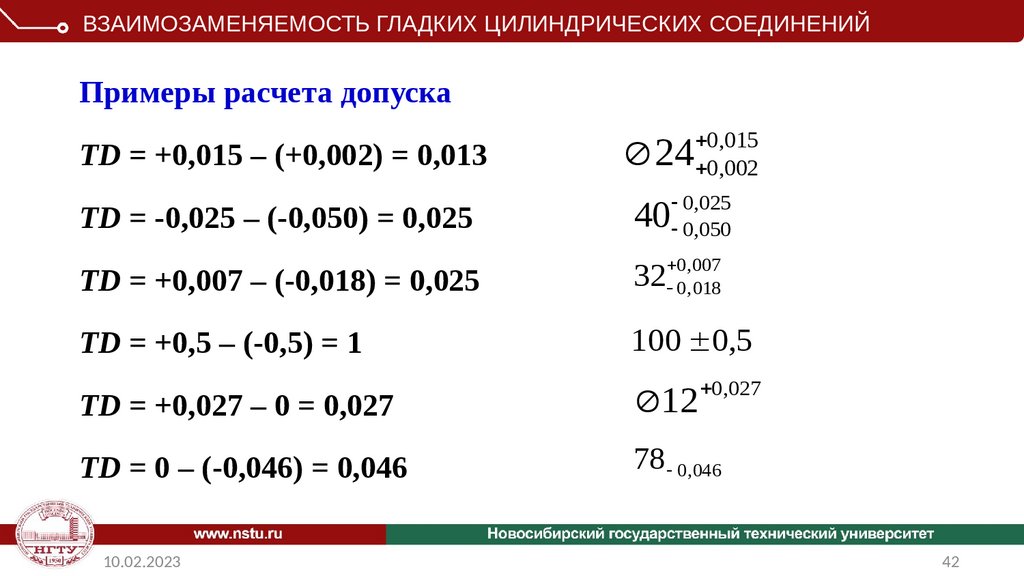
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙПримеры расчета допуска
0,015
0,002
TD = +0,015 – (+0,002) = 0,013
24
TD = -0,025 – (-0,050) = 0,025
40 0,025
0,050
TD = +0,007 – (-0,018) = 0,025
32 00,,007
018
TD = +0,5 – (-0,5) = 1
100 0,5
TD = +0,027 – 0 = 0,027
12 0,027
TD = 0 – (-0,046) = 0,046
78 0,046
10.02.2023
42
43.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙХарактер соединения деталей, определяемый величиной
получающихся в нем зазоров или натягов, называется посадкой.
Посадка (ГОСТ 25346-2013) – соединение наружного
размерного элемента и внутреннего размерного элемента
(отверстия и вала), участвующих в сборке
Различают три группы посадок:
1) с гарантированным зазором;
2) переходные;
3) с гарантированным натягом.
10.02.2023
43
44.
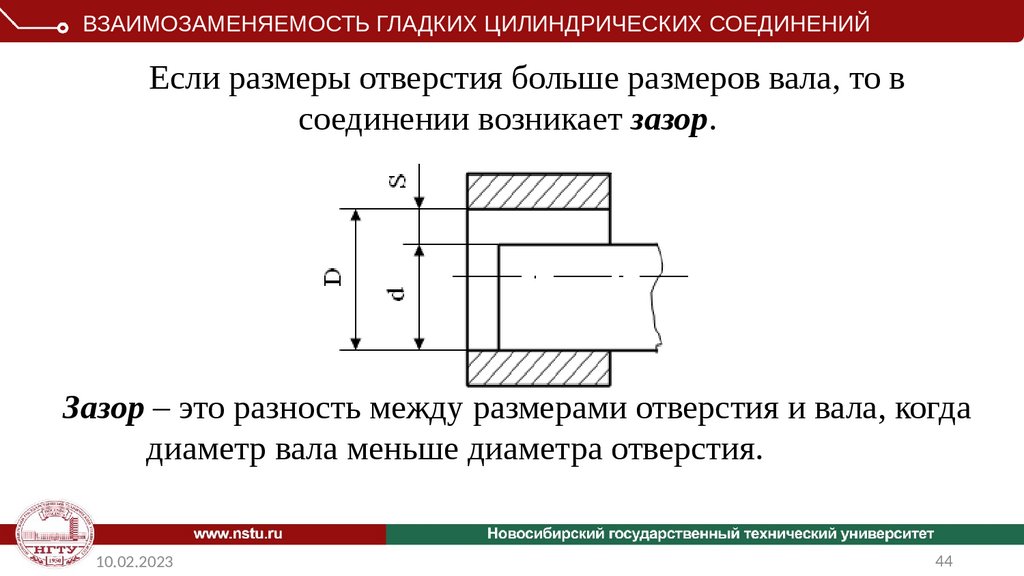
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙЕсли размеры отверстия больше размеров вала, то в
соединении возникает зазор.
Зазор – это разность между размерами отверстия и вала, когда
диаметр вала меньше диаметра отверстия.
10.02.2023
44
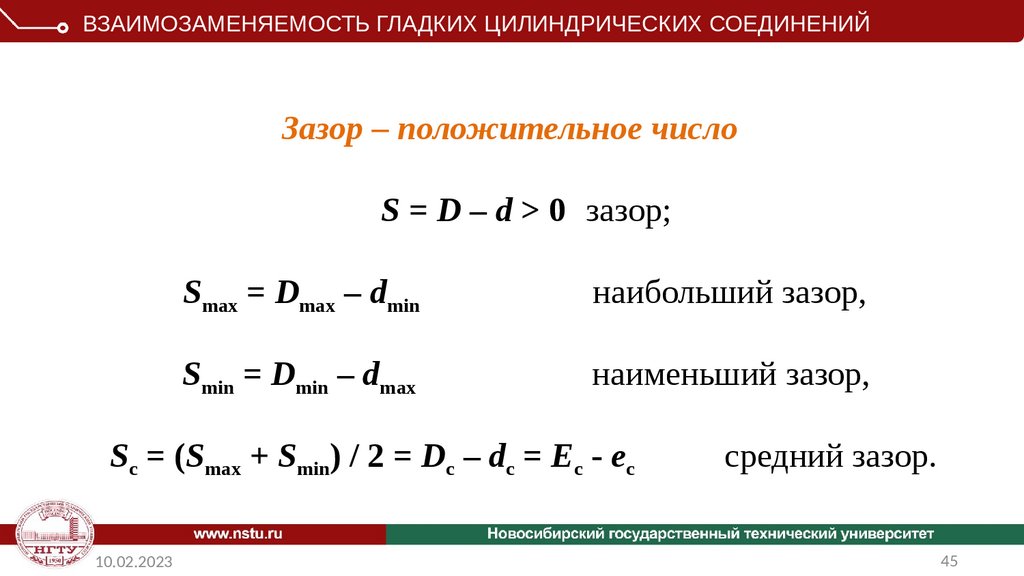
45.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙЗазор – положительное число
S = D – d > 0 зазор;
Smax = Dmax – dmin
наибольший зазор,
Smin = Dmin – dmax
наименьший зазор,
Sс = (Smax + Smin) / 2 = Dc – dc = Ec - ec
10.02.2023
средний зазор.
45
46.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙПосадка с зазором - это посадка, при которой в
соединении отверстия и вала всегда образуется зазор, т.е.
нижний предельный размер отверстия больше или равен
верхнему предельному размеру вала.
10.02.2023
46
47.
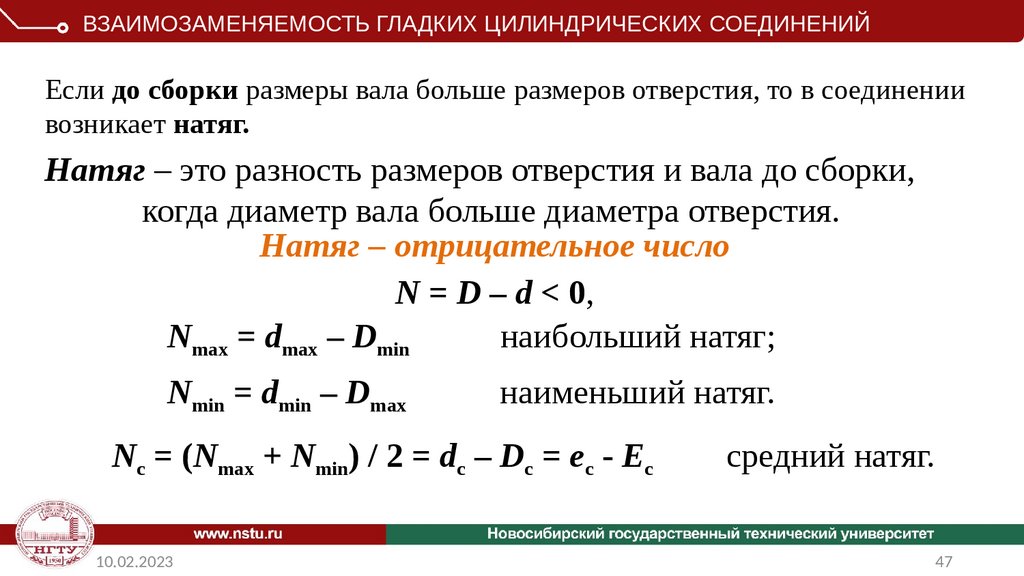
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙЕсли до сборки размеры вала больше размеров отверстия, то в соединении
возникает натяг.
Натяг – это разность размеров отверстия и вала до сборки,
когда диаметр вала больше диаметра отверстия.
Натяг – отрицательное число
N = D – d < 0,
Nmax = dmax – Dmin
наибольший натяг;
Nmin = dmin – Dmax
наименьший натяг.
Nс = (Nmax + Nmin) / 2 = dc – Dc = ec - Ec
10.02.2023
средний натяг.
47
48.
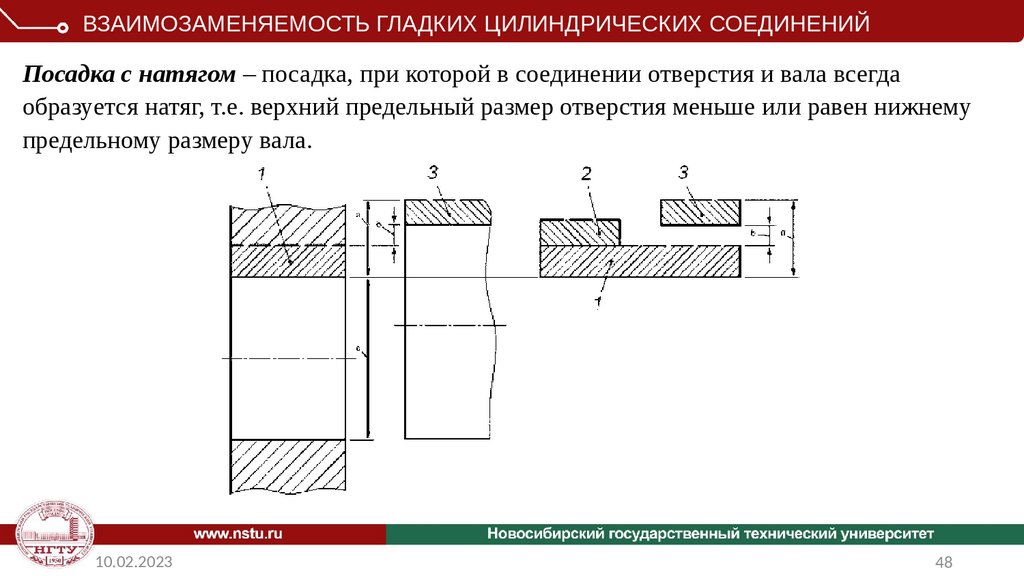
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙПосадка с натягом – посадка, при которой в соединении отверстия и вала всегда
образуется натяг, т.е. верхний предельный размер отверстия меньше или равен нижнему
предельному размеру вала.
10.02.2023
48
49.
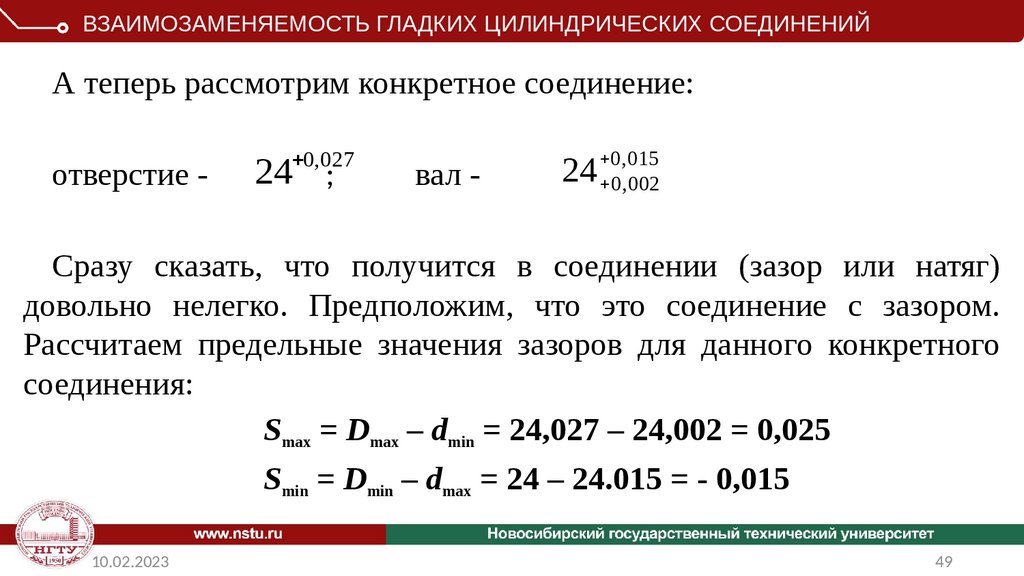
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙА теперь рассмотрим конкретное соединение:
0, 027
отверстие - 24
;
вал -
24 00,,015
002
Сразу сказать, что получится в соединении (зазор или натяг)
довольно нелегко. Предположим, что это соединение с зазором.
Рассчитаем предельные значения зазоров для данного конкретного
соединения:
Smax = Dmax – dmin = 24,027 – 24,002 = 0,025
Smin = Dmin – dmax = 24 – 24.015 = - 0,015
10.02.2023
49
50.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙМинимальный зазор получился отрицательным. Это значит, что
максимальный размер вала dmax больше, чем минимальный размер
отверстия Dmin, а положительная разность между максимальным
валом и минимальным отверстием – это натяг, причем
максимальный.
Smin = Dmin – dmax
Nmax = dmax – Dmin
Таким образом, отрицательный минимальный зазор – это
положительный максимальный натяг, т.е.
- Smin = + Nmax
10.02.2023
50
51.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙТаким образом, в рассматриваемом соединении при одном
сочетании предельных размеров отверстия и вала может
получиться зазор, который меняется от 0,025 мм до нуля (S = 0 –
0,025), а при другом сочетании предельных размеров отверстия и
вала может получиться натяг, который меняется от 0,015 мм до
нуля (N = 0 – 0,015). То есть в данном соединении есть
вероятность появления или зазора или натяга. Причем
вероятность появления зазора немного выше, чем вероятность
появления натяга.
Такие посадки называются переходными.
10.02.2023
51
52.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙПереходная посадка – посадка, при которой в соединении
отверстия и вала возможно получение как зазора, так и натяга.
10.02.2023
52
53.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙДиапазон посадки – арифметическая сумма допусков размеров
двух размерных элементов, образующих посадку, т.е. TD + Td
Диапазон посадки с зазором – разность между наибольшим и
наименьшим зазорами
TS = Smax – Smin
Диапазон посадки с натягом– разность между наибольшим и
наименьшим натягами
TN = Nmax – Nmin
Диапазон переходной посадки – сумма наибольшего зазора и
наибольшего натяга
T(S,N) = Smax + Nmax
10.02.2023
53
54.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ
ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
10.02.2023
54
55.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙИз двух предельных отклонений стандарт выделяет одно,
которое называют основным.
Основное
отклонение
–
предельное
отклонение,
определяющее расположение интервала допуска относительно
номинального размера.
Основным отклонением является то из предельных
отклонений,
которое
соответствует
ближайшему
к
номинальному предельному размеру
10.02.2023
55
56.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙРассмотрим примеры
24 00,,015
Основное отклонение нижнее +0,002
002
40 00,, 025
050
Основное отклонение верхнее
0,025
32 00,,007
018
Основное отклонение верхнее +0,007
12 0,027 Основное отклонение нижнее – равно нулю
78 0,046 Основное отклонение верхнее – равно нулю
100 0,5
Основное отклонение выделить невозможно, так как оба
отклонения равно удалены от номинального размера
10.02.2023
56
57.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновные отклонения обозначают буквами латинского алфавита:
прописными буквами – основные отклонения отверстий
A, B, C, D, E, F, G, H, J, Js, K, M, N, P, R, S, T, U, V, X, Y,
Z
строчными буквами – основные отклонения валов
a, b, c, d, e, f, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z
10.02.2023
57
58.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙ10.02.2023
58
59.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновные отклонения от A до H (a – h) предназначены для
образования посадок с гарантированным зазором. Причем зазор
уменьшается от А до Н (а – h).
A, B, C, D, E, F, G, H
a, b, c, d, e, f, g, h
Зазор уменьшается
10.02.2023
59
60.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновные отклонения J, Js, K, M, N (j, js, k, m, n)
предназначены для образования переходных посадок.
Основное отклонение J(Js), j(js) дает большую вероятность
появления в соединении зазора и небольшую вероятность
появления натяга.
Основное отклонение N (n) дает большую вероятность
появления натяга и небольшую вероятность появления
зазора.
Основные отклонения K (k), M (m) дают примерно равные
вероятности появления в соединении зазоров или натягов.
10.02.2023
60
61.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновное отклонение J (j) может иметь индекс «s»,
например: Js, js. Это означает симметричное
расположение
отклонений
относительно
номинального размера. В этом случае числовые
значения верхнего и нижнего отклонений численно
равны, но противоположны по знаку.
Например, 100 0,5
10.02.2023
61
62.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновные отклонения от P до Z (p – z) предназначены
для образования посадок с гарантированным натягом.
Причем натяг увеличивается от Р до Z (p – z).
P, R, S, T, U, V, X, Y, Z
p, r, s, t, u, v, x, y, z
Натяг увеличивается
10.02.2023
62
63.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙУже после создания проекта стандарта на посадки гладких цилиндрических
соединений и рассылки его на отзыв на ряд промышленных предприятий
большинство предприятий высказало пожелание расширить номенклатуру
основных отклонений для образования посадок с зазором и с натягом.
Были предложены промежуточные основные отклонения:
три для образования зазора - CD (cd), EF (ef), FG (fg)
три для образования натяга – ZA (za), ZB (zb), ZC (zc)
10.02.2023
63
64.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновные отклонения для образования посадок с зазором:
A, B, C, CD, D, E, EF, F, FG, G, H
a, b, c, cd, d, e, ef, f, fg, g, h
Основные отклонения для образования посадок с натягом:
P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC
p, r, s, t, u, v, x, y, z, za, zb, zc
10.02.2023
64
65.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновные отклонения вала и отверстия, обозначенные
одноименной буквой (для данного интервала размеров), равны
по величине, но противоположны по знаку.
для отверстий с основными отклонениями от А до H и валов от а до h:
+EI = – es;
для отверстий с основными отклонениями от Р до Z и валов от р до z:
-ES = + ei.
10.02.2023
65
66.
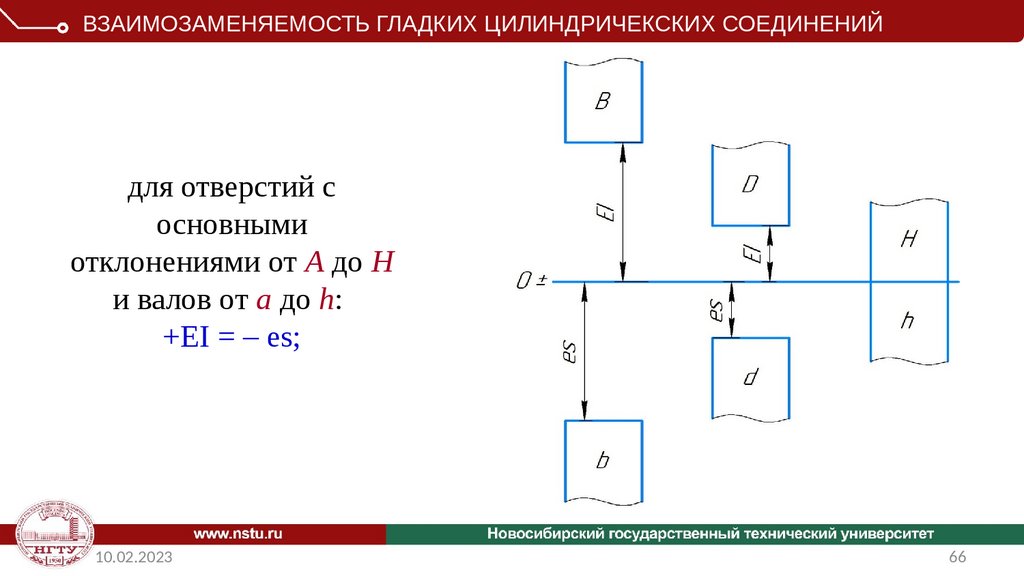
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙдля отверстий с
основными
отклонениями от А до H
и валов от а до h:
+EI = – es;
10.02.2023
66
67.
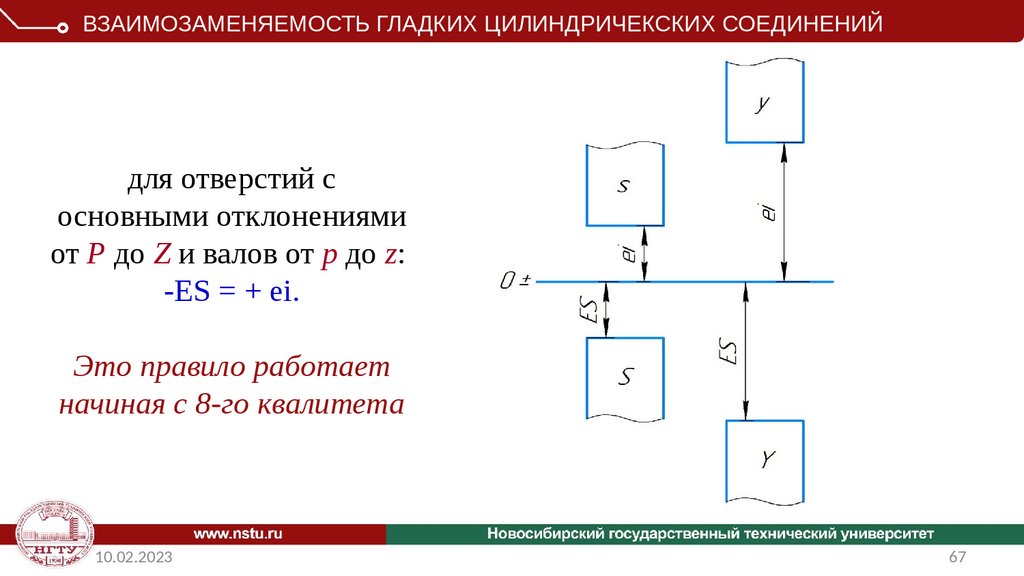
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙдля отверстий с
основными отклонениями
от Р до Z и валов от р до z:
-ES = + ei.
Это правило работает
начиная с 8-го квалитета
10.02.2023
67
68.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙКвалитет – группа допусков на линейные размеры,
характеризующая общим обозначением
Допуск квалитета (стандартный допуск) условно обозначают
прописными латинскими буквами IT с номером квалитета,
например: IT6 – допуск 6 квалитета.
Каждый конкретный квалитет соответствует одному уровню
точности для любых номинальных размеров.
10.02.2023
68
69.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙТочность в пределах одного квалитета зависит только от
номинального размера.
Стандартом установлено 19 квалитетов:
01, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17
Квалитет определяет допуск на изготовление, а,
следовательно, и соответствующие методы и средства
обработки и контроля деталей машин.
10.02.2023
69
70.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНаивысшей точности соответствует квалитет 01, а низшей
17 квалитет. Значит, чем больше номер квалитета, тем
больше допуск размера.
Назначение квалитетов:
Квалитеты 01, 0, 1 предназначены для нормирования
точности размеров плоскопараллельных концевых мер
длины.
10.02.2023
70
71.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙКвалитеты 2, 3, 4 для нормирования точности размеров гладких
калибров-пробок и калибров-скоб, деталей измерительных
приборов и инструментов.
Квалитеты 5 и 6 предназначены для нормирования точности
размеров деталей высокоточных ответственных соединений
(шпинделей прецизионных станков, шеек коленчатых валов и др.).
Квалитеты 7, 8 являются наиболее распространенными. Они
предусмотрены для размеров точных ответственных соединений в
машиностроении, например: деталей двигателей внутреннего
сгорания, автомобилей, самолетов, металлорежущих станков.
10.02.2023
71
72.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПо квалитету 9 преимущественно выполняют размеры деталей
тепловозов, паровых машин, подъемно-транспортных механизмов,
полиграфических, сельскохозяйственных машин.
Квалитет 10 предназначен для размеров неответственных
соединений, например, для деталей тракторов, вагонов.
Квалитеты 11, 12 предназначены для нормирования точности
размеров деталей, образующих неответственные соединения, в
которых допустимы большие зазоры и их колебания, например,
размеров крышек, фланцев.
10.02.2023
72
73.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙКвалитеты 13 – 14 предназначены для неответственных размеров
деталей, не входящих в соединения с другими деталями, т.е. для
свободных размеров, а также для межоперационных размеров.
Квалитеты 15 – 17 предназначены для нормирования точности
размеров заготовок
10.02.2023
73
74.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙСочетание основного отклонения и квалитета образует
класс допуска размера детали. Например:
D10, H7, J9, M8, R7, U8 – класс допусков отверстий;
е8, f7, k6, n7, r6, z8 – класс допусков валов.
Посадки на чертежах обозначают дробью:
в числителе пишут класс допуска отверстия,
а в знаменателе – класс допуска вала.
Например, H 7
f7
10.02.2023
74
75.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙСистема посадок
Система основного
отверстия
Система основного вала
Система посадок основного отверстия или просто система
отверстия – это совокупность посадок, в которых предельные
отклонения отверстий одинаковы (при одном номинальном
размере и квалитете), а различные посадки достигаются
изменением предельных отклонений валов.
10.02.2023
75
76.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновное отверстие – это отверстие, которое
имеет основное отклонение H и для которого
нижнее отклонение равно нулю (EI = 0).
При обозначении посадок в системе отверстия в
числителе всегда будет стоять основное отверстие
«Н», а в знаменателе – основное отклонение вала,
предназначенное для образования той или иной
посадки.
10.02.2023
76
77.
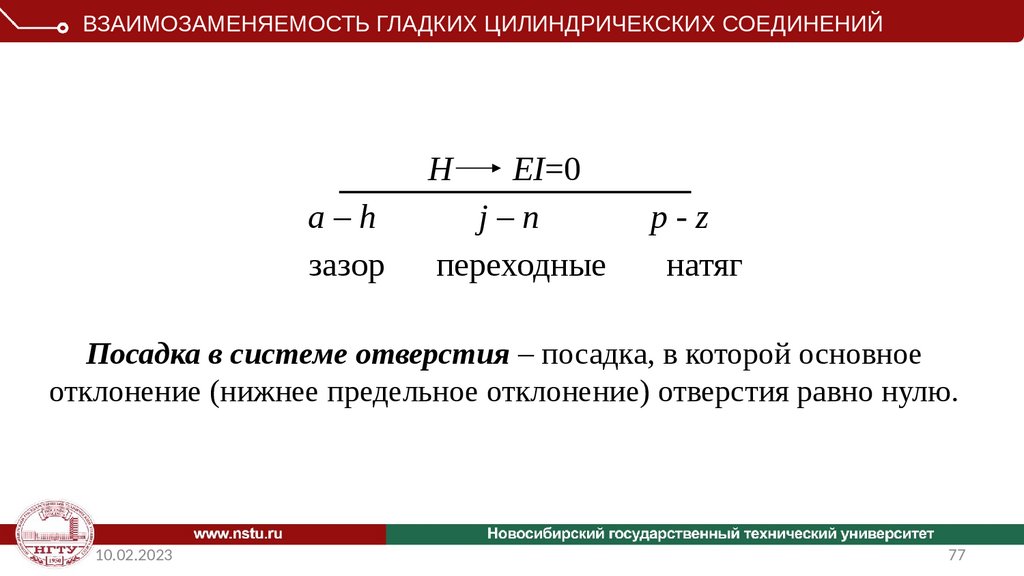
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙН
a–h
зазор
EI=0
j–n
переходные
p-z
натяг
Посадка в системе отверстия – посадка, в которой основное
отклонение (нижнее предельное отклонение) отверстия равно нулю.
10.02.2023
77
78.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙ10.02.2023
78
79.
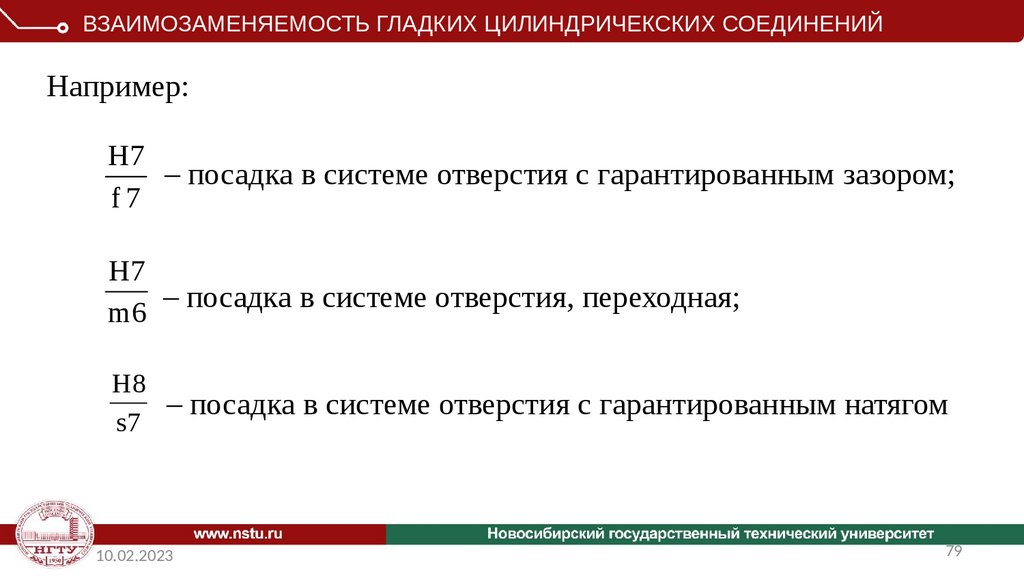
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНапример:
H7
– посадка в системе отверстия с гарантированным зазором;
f7
H7
– посадка в системе отверстия, переходная;
m6
H8
– посадка в системе отверстия с гарантированным натягом
s7
10.02.2023
79
80.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙСистема посадок основного вала или просто
система вала – это совокупность посадок, в которых
предельные отклонения валов одинаковы (при
одном номинальном размере и одном квалитете), а
различные посадки достигаются путем изменения
предельных отклонений отверстий.
10.02.2023
80
81.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновной вал – это вал, который имеет основное
отклонение «h» и у которого верхнее отклонение
равно нулю (es = 0)
При обозначении посадок в системе вала в знаменателе (где
пишется всегда поле допуска вала) будет стоять основной вал «h», а в
числителе основное отклонение отверстия, предназначенное для
образования той или иной посадки
10.02.2023
81
82.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙзазор
переходные
натяг
A–H
J–N
P–Z
h
es = 0
Посадка в системе вала – посадка, в которой основное отклонение
(верхнее предельное отклонение) вала равно нулю.
10.02.2023
82
83.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙ10.02.2023
83
84.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНапример:
D10
h10 – посадка в системе вала с
M8
h7
R7
h6
10.02.2023
гарантированным зазором;
– посадка в системе вала, переходная;
– посадка в системе вала с гарантированным
натягом
84
85.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙИ в то же время для всех диапазонов
размеров установлены рекомендуемые
посадки и для размеров 1 – 500 мм из них
выделены предпочтительные, например:
H7/f7; H7/n6; и т.п.
10.02.2023
86
86.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОсновное отверстие
классы допусков валов для посадки
с зазором
переходной
H6
f6
H7
H8
H9
g5
h5
js5
k5
m5
n5
p5
g6
h6
js6
k6
m6
n6
p6
js7
k7
m7
e7
f7
h7
d8
e8
f8
h8
d8
e8
f8
h8
e9
H10
b9
c9
d9
H11
b11
c11
d10
с натягом
r6
s6
t6
s7
u6
x6
u7
h9
h10
Основной вал
классы допусков отверстий для посадки
с зазором
переходной
h5
h6
F7
h7
h8
D9
D9
h9
B11
10.02.2023
C10
D10
с натягом
G6
H6
Js6
K6
M6
N6
G7
H7
Js7
K7
M7
N7
E8
F8
H8
E9
F9
H9
E8
F8
H8
E9
F9
H9
P6
P7
R7
S7
T7
U7
X7
H10
87
87.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙУнификация посадок позволяет обеспечить однородность
конструктивных требований к соединениям и облегчить работу
конструкторов по назначению посадок. Комбинируя различные
варианты предпочтительных классов допусков валов и
отверстий, можно значительно расширить возможности системы
по созданию различных посадок без увеличения набора
инструментов, калибров и другой технологической оснастки. В
каждой отрасли можно сократить число классов допусков и
посадок, введя ограничительный стандарт (отраслевой или
стандарт организации)
10.02.2023
88
88.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПо экономическим соображениям посадки следует назначать,
главным образом, в системе отверстия и реже в системе вала.
Это сокращает номенклатуру режущих и измерительных
инструментов, предназначенных для обработки и контроля
отверстий. Точные отверстия обрабатывают дорогостоящим
режущим инструментом (зенкерами, развертками, протяжками).
Каждый из них применяют для обработки только одного размера с
определенным классом допуска. Валы независимо от их размеров
обрабатывают одним и тем же резцом или шлифовальным кругом. В
системе отверстия различных по предельным размерам отверстий
меньше, чем в системе вала, а, следовательно, меньше
номенклатура режущего инструмента, необходимого для
обработки отверстий
10.02.2023
89
89.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОднако в некоторых случаях по конструктивным
соображениям приходится применять систему вала,
например,
•когда требуется чередовать соединения нескольких
отверстий одинакового номинального размера, но с
различными посадками на одном валу;
•гнездо в корпусе для установки подшипника выполняется по
системе вала;
•шпоночные соединения выполняются только в системе вала
10.02.2023
90
90.
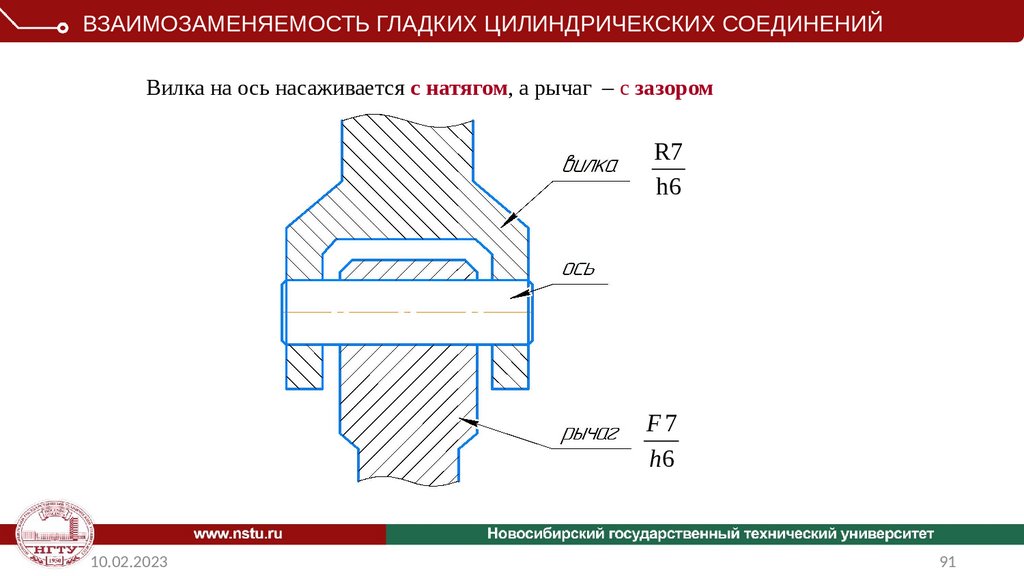
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙВилка на ось насаживается с натягом, а рычаг – с зазором
R7
h6
F7
h6
10.02.2023
91
91.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙВ рекомендуемых и предпочтительных посадках
точных квалитетов допуск отверстия, как правило,
на один-два квалитета больше допуска вала.
Например,
H7
H8
g6
10.02.2023
r6
92
92.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНазначение посадок с зазором
Скользящие посадки H/h применяют в неподвижных
соединениях:
•при необходимости частой разборки (сменные детали);
•если требуется легко передвигать или поворачивать
детали одну относительно другой при настройке или
регулировании:
•для центрирования неподвижно скрепляемых деталей.
10.02.2023
93
93.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадка H7/h6 применяется в неподвижных соединениях при
высоких требованиях к точности центрирования часто разбираемым
деталей:
• для сменных зубчатых колес в станках;
• в соединениях с короткими рабочими ходами;
• для соединения деталей, которые должны легко передвигаться при
затяжке;
• для точного направления при возвратно-поступательных
перемещениях;
• для центрирования корпусов под подшипники качения в
оборудовании и различных машинах
10.02.2023
94
94.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадку H8/h7 используют для центрирующих поверхностей при
пониженных требованиях к соосности
Посадки H8/h8, H9/h8, H9/h9 применяют:
для неподвижно закрепляемых деталей при невысоких требованиях
к точности механизмов, небольших нагрузках и необходимости
обеспечить легкую сборку (зубчатые колеса муфты, шкивы и другие
детали, соединяющиеся с валом шпонкой; корпуса подшипников
качения, центрирование фланцевых соединений);
в подвижных соединениях при медленных или редких
поступательных и вращательных перемещениях
10.02.2023
95
95.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадка H7/g6 характеризуется минимальной по
сравнению с остальными величиной гарантированного
зазора.
Применяют в подвижных соединениях для обеспечения
герметичности, точного направления или при коротких
ходах.
В особо точных механизмах применяют посадки
H6/g5 и H5/g4
10.02.2023
96
96.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадку H7/f7 применяют
•в подшипниках скольжения при умеренных и постоянных
скоростях и нагрузках, в том числе в коробках скоростей,
центробежных насосах;
•для вращающихся свободно на валах зубчатых колес, а также
колес, включаемых муфтами;
•для направления толкателей в двигателях внутреннего сгорания.
Более точную посадку H6/f6 используют для точных
подшипников, распределителей гидравлических передач
легковых автомобилей
10.02.2023
97
97.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадки Н8/е7, Н8/е8 и Н9/е8 применяют
•в подшипниках при высокой частоте вращения (в
электродвигателях, в механизме передач двигателя
внутреннего сгорания),
•при разнесенных опорах или большой длине сопряжения,
например, для блока зубчатых колес в станках
10.02.2023
98
98.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадка H9/d9 применяют
•для поршней в цилиндрах паровых машин и компрессоров,
•в соединениях клапанных коробок с корпусом компрессора
(для их демонтажа необходим большой зазор из-за
образования нагара и значительной температуры).
Более точные посадки H8/d8 применяют для крупных
подшипников при высокой частоте вращения
10.02.2023
99
99.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадка H11/d10 применяется для подвижных
соединений, работающих в условиях пыли и грязи (узлы
сельскохозяйственных машин, железнодорожных
вагонов), в шарнирных соединениях тяг, рычагов, для
центрирования крышек паровых цилиндров с
уплотнением стыка кольцевыми прокладками
10.02.2023
100
100.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНазначение переходных посадок
Переходные посадки предназначены для образования неподвижных соединений
деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и
разборке.
Взаимная неподвижность деталей обеспечивается шпонками, штифтами,
нажимными винтами.
Менее тугие посадки назначают при необходимости в частых разборках
соединения, при неудобствах разборки и возможности повреждения соседних
деталей;
более тугие — если требуется высокая точность центрирования, при ударных
нагрузках и вибрациях
10.02.2023
101
101.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадка Н7/n6 дает наиболее прочные соединения.
Примеры применения:
•для зубчатых колес, муфт, кривошипов и других деталей при
больших нагрузках, ударах или вибрациях в соединениях,
разбираемых обычно только при капитальном ремонте;
•посадка установочных колец на валах малых и средних
электромашин;
•посадка кондукторных втулок, установочных пальцев,
штифтов
10.02.2023
102
102.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадка Н7/k6 в среднем дает незначительный зазор (15 мкм) и обеспечивает хорошее центрирование, не
требуя значительных усилий для сборки и разборки.
Применяется наиболее часто:
для посадки шкивов, зубчатых колес, муфт, маховиков
(на шпонках), втулок подшипников
Посадка H7/js6 имеет большие средние зазоры, чем
Н7/k6, и применяется взамен ее при необходимости
облегчить сборку
10.02.2023
103
103.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНазначение посадок с натягом
Посадки с натягом предназначены для неподвижных
неразъёмных (или разбираемых лишь в отдельных случаях
при ремонте) соединений деталей, как правило, без
дополнительного крепления винтами, штифтами,
шпонками и т. п. Относительная неподвижность деталей
при этих посадках достигается за счёт напряжений,
возникающих в материале сопрягаемых деталей вследствие
действия деформаций их контактных поверхностей.
10.02.2023
104
104.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНазначение посадок с натягом
Различают следующие основные способы сборки деталей при
посадках с натягом:
1) Сборка под прессом за счёт осевого усилия при нормальной
температуре, так называемая продольная запрессовка;
2) Сборка с предварительным разогревом охватывающей
детали (отверстия) или охлаждением охватываемой детали
(вала) до определённой температуры (способ термических
деформаций, или поперечная запрессовка).
10.02.2023
105
105.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНазначение посадок с натягом
Посадку Н7/р6 применяют при сравнительно
небольших нагрузках, например, посадка на
вал уплотнительного кольца, фиксирующего
положение внутреннего кольца подшипника у
крановых и тяговых двигателей
10.02.2023
106
106.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадки Н7/r6, H7/s6, H8/s7 используют в
соединениях без крепежных деталей при
небольших нагрузках (например, втулка в
головке шатуна пневматического двигателя) и с
крепежными деталями при больших нагрузках
(посадка на шпонке зубчатых колес и муфт в
прокатных станах, нефтебуровом оборудовании)
10.02.2023
107
107.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадки Н7/u7 и Н8/u8 применяют в соединениях без
крепежных деталей при значительных нагрузках, в том
числе знакопеременных (например, соединение пальца с
эксцентриком в режущем аппарате уборочных
сельскохозяйственных машин); с крепежными деталями
при очень больших нагрузках (посадка крупных муфт в
приводах прокатных станов), при небольших нагрузках, но
малой длине сопряжения (седло клапана в головке блока
цилиндров грузового автомобиля, втулка в рычаге очистки
зерноуборочного комбайна)
10.02.2023
108
108.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙОБОЗНАЧЕНИЕ РАЗМЕРОВ И ПОСАДОК
10.02.2023
109
109.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПредельные отклонения размеров указывают на чертежах
условными (буквенными) обозначениями классов
допусков или числовыми значениями предельных
отклонений, а также буквенными обозначениями классов
допусков с одновременным указанием справа в скобках
числовых значений предельных отклонений.
10.02.2023
110
110.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПосадки и предельные отклонения размеров деталей,
изображенных на чертеже в собранном виде, указывают
дробью: в числителе – буквенное обозначение или числовое
значение предельного отклонения отверстия либо буквенное
обозначение с указанием справа в скобках его числового
значения, в знаменателе – аналогичное обозначение класса
допуска вала. Иногда для обозначения посадки указывают
предельные отклонения только одной из сопрягаемых
деталей.
10.02.2023
111
111.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПримеры обозначения классов допусков и посадок на чертежах
10.02.2023
112
112.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙВ условных обозначениях классов допусков нужно
обязательно
указывать
числовые
значения
предельных отклонений в следующих случаях:
•для размеров, не включенных в ряд нормальных
линейных размеров, например, 41,5 Н7(+0,025);
•при назначении предельных отклонений, условные
обозначения которых не предусмотрены ГОСТ 25347 –
2013*, например, для пластмассовой детали.
10.02.2023
113
113.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПредельные отклонения следует назначать для
всех размеров, проставленных на рабочих чертежах,
включая несопрягаемые и неответственные размеры.
Если предельные отклонения для размера не
назначены, возможны лишние затраты (когда
стремятся получить этот размер более точным, чем
нужно) или увеличение массы детали.
10.02.2023
114
114.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙДля линейных размеров 1 – 10000 мм
неуказанные предельные отклонения назначают по
квалитетам IT12, IT13, IT14, IT15, IT16, IT17, либо
по специально установленным классам точности:
точному, среднему, грубому и очень грубому.
10.02.2023
115
115.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙДопуски по классам точности обозначают на
чертежах буквой, например:
f (t1) - точный класс (округление по 12 квалитету),
m (t2) - средний класс (14 квалитет),
c (t3) - грубый класс (16 квалитет),
v (t4) - очень грубый класс (17 квалитет).
10.02.2023
116
116.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙПри указании допусков по классам
точности в технических требованиях чертежа
записывают:
• Общие допуски по ГОСТ 30893.1 - m
или
• ГОСТ 30893.1 – m,
где буква «m» указывает на класс точности.
10.02.2023
117
117.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙНеуказанные предельные отклонения для размеров
валов назначают в «тело» материала, т.е.
односторонними (от номинального размера в минус),
например: –IT14 (минус IT14). Это соответствует
предельным отклонениям основного вала 14-го
квалитета (h14).
10.02.2023
118
118.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙАналогично для размеров отверстий неуказанные
предельные отклонения назначают в «тело»
материала тоже односторонними (от номинального
размера в плюс), например: +IT14. Это соответствует
основному отверстию указанного квалитета (Н14).
10.02.2023
119
119.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙДля размеров элементов, не относящихся к валам
или отверстиям (уступов, глубин, расстояний между
осями, расстояний от торцов детали до осей
отверстий и т.п.), назначают только симметричные
неуказанные предельные отклонения
Например:
10.02.2023
IT 14
2
120
120.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙВсе изложенное относится к размерам валов и отверстий,
неуказанные предельные размеры которых заданы по классам
точности. Например, для среднего класса точности предельные
отклонения условно записывают:
–t2 (минус t2) –для вала;
+t2 – для отверстия;
±t2/2 – для размеров элементов, не относящихся к валам или
отверстиям.
Неуказанные предельные отклонения размеров металлических
деталей, обработанных резанием, назначают по среднему
классу точности или по 14-му квалитету.
10.02.2023
121
121.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙВ технических требованиях запись будет иметь вид:
• Общие допуски по ГОСТ 30893.1: H14, h14,
IT14/2
или
t2/2
• Общие допуски по ГОСТ 30893.1: H14, h14,
или
t2/2
• Общие допуски по ГОСТ 30893.1: +t2, -t2,
10.02.2023
122
122.
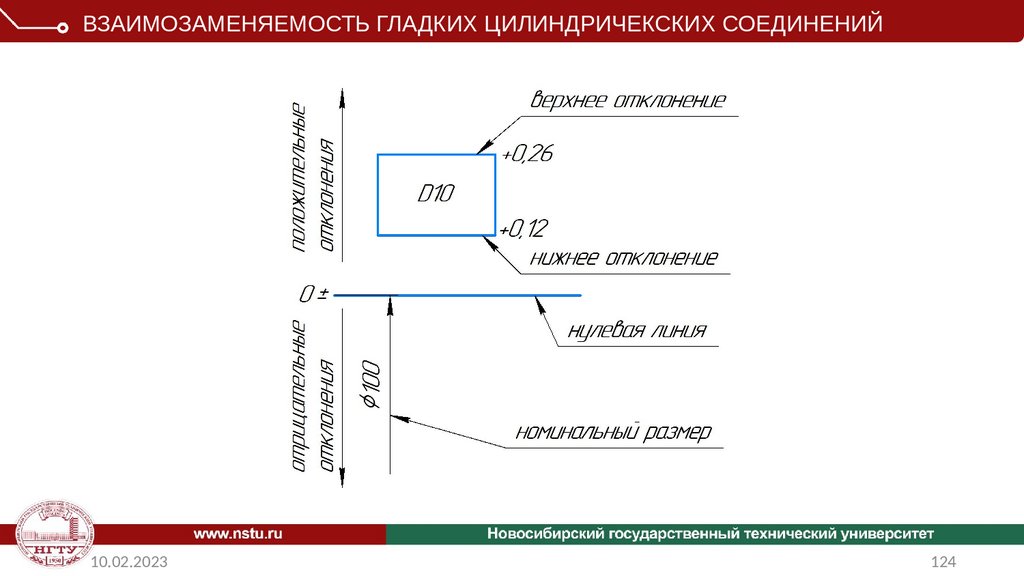
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙСхематичное изображение интервалов допусков
Допуски можно изображать графически в виде интервалов
допусков. Интервал допуска – пространство, ограниченное
двумя линиями, соответствующими наибольшему и
наименьшему размерам. Оно определяется величиной
допуска и его положением относительно нулевой линии.
Нулевая линия – это линия, соответствующая
номинальному размеру соединения. Вверх от этой линии
откладывают положительные отклонения, а вниз –
отрицательные
10.02.2023
123
123.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙ10.02.2023
124
124.
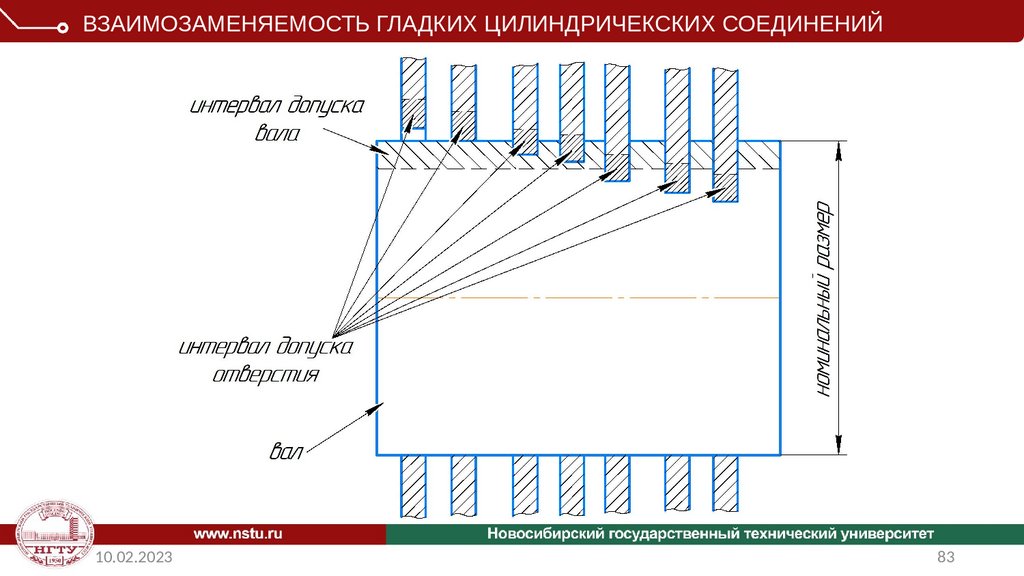
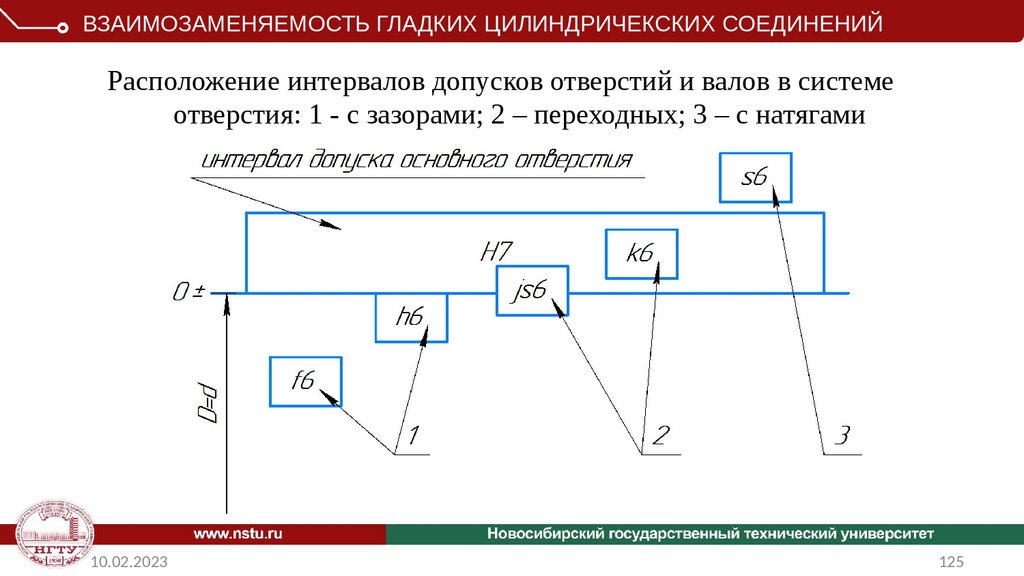
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙРасположение интервалов допусков отверстий и валов в системе
отверстия: 1 - с зазорами; 2 – переходных; 3 – с натягами
10.02.2023
125
125.
ВЗАИМОЗАМЕНЯЕМОСТЬ ГЛАДКИХ ЦИЛИНДРИЧЕКСКИХ СОЕДИНЕНИЙРасположение интервалов допусков отверстий и валов в системе вала:
1- с зазорами; 2 – переходных; 3 – с натягами
10.02.2023
126
126.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯВЗАИМОЗАМЕНЯЕМОСТЬ
ПОДШИПНИКОВ КАЧЕНИЯ
10.02.2023
127
127.
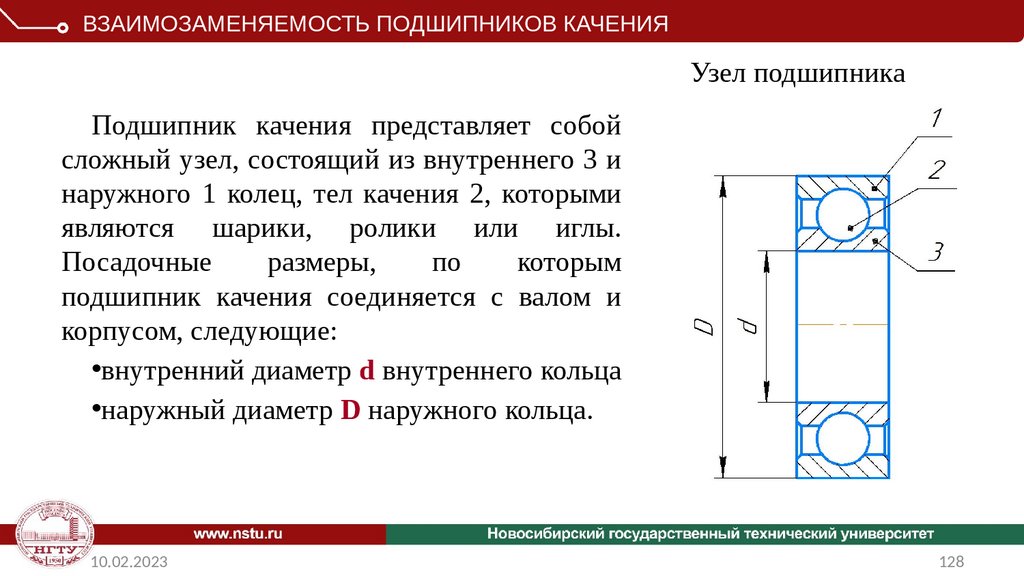
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯУзел подшипника
Подшипник качения представляет собой
сложный узел, состоящий из внутреннего 3 и
наружного 1 колец, тел качения 2, которыми
являются шарики, ролики или иглы.
Посадочные
размеры,
по
которым
подшипник качения соединяется с валом и
корпусом, следующие:
•внутренний диаметр d внутреннего кольца
•наружный диаметр D наружного кольца.
10.02.2023
128
128.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯОсновные присоединительные размеры подшипников
качения, по которым они монтируются на валах (осях) и в
корпусах машин и приборов, установлены ГОСТ 520-2002:
d – диаметр отверстия внутреннего кольца радиальных
и радиально-упорных подшипников;
dm
d max d min
2
10.02.2023
– средний диаметр отверстия внутреннего
кольца, причем dmax и dmin – наибольшее и
наименьшее значения диаметра d, определенные
двухточечным измерением в одной радиальной
плоскости (перпендикулярной оси);
129
129.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯd1 – диаметр отверстия тугого кольца двойных упорных
подшипников;
D – наружный диаметр наружного кольца радиальных и
радиально-упорных подшипников или свободного кольца
упорных подшипников;
Dm
D max D min
2
10.02.2023
- средний наружный диаметр наружного
кольца, причем Dmax и Dmin – наибольшее и
наименьшее
значения
диаметра
D,
определенные двухточечным измерением в
одной
радиальной
плоскости
(перпендикулярной оси).
130
130.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПредельные отклонения диаметров даны
отдельно для наружных и внутренних колец
для средних диаметров (dm или Dm), а также
для номинальных диаметров (d или D).
10.02.2023
131
131.
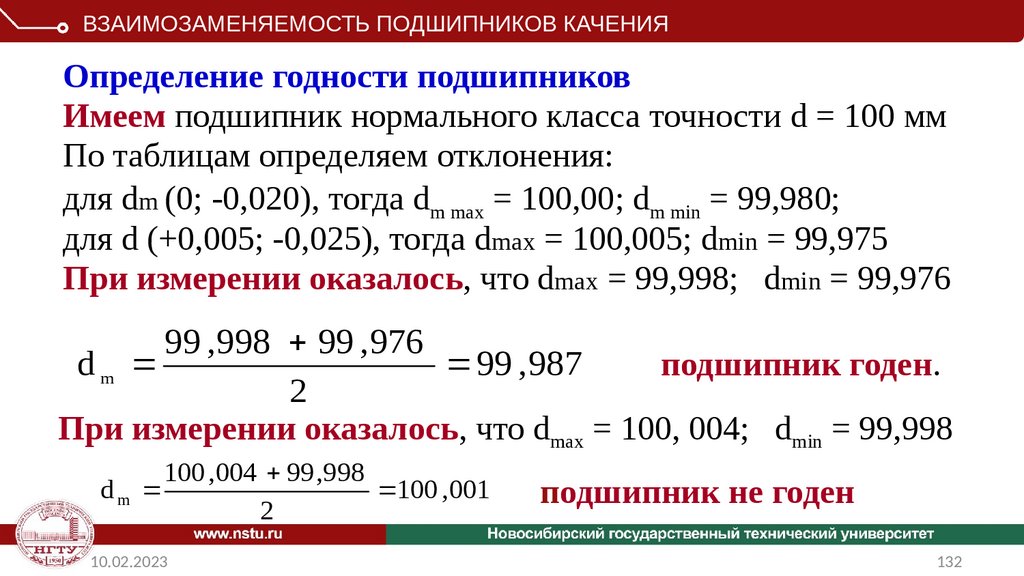
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯОпределение годности подшипников
Имеем подшипник нормального класса точности d = 100 мм
По таблицам определяем отклонения:
для dm (0; -0,020), тогда dm max = 100,00; dm min = 99,980;
для d (+0,005; -0,025), тогда dmax = 100,005; dmin = 99,975
При измерении оказалось, что dmax = 99,998; dmin = 99,976
99 , 998 99 , 976
99 ,987
подшипник годен.
2
При измерении оказалось, что dmax = 100, 004; dmin = 99,998
dm
dm
100 ,004 99 ,998
100 ,001
2
10.02.2023
подшипник не годен
132
132.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПодшипники
обладают
полной
внешней
взаимозаменяемостью
по
присоединительным
поверхностям колец и ограниченной внутренней
взаимозаменяемостью между телами качения и кольцами.
Комплекты шариков, роликов и кольца подшипников
подбирают селективным методом.
10.02.2023
133
133.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯДопуски подшипников качения
Качество подшипников при прочих равных условиях
определяется:
1)точностью присоединительных размеров и ширины колец;
2)точностью формы и взаимного расположения поверхностей
колец подшипников и их шероховатостью;
3)точностью формы и размеров тел качения в одном
подшипнике и шероховатостью их поверхностей;
4)точностью вращения, характеризуемой радиальным и
осевым биениями дорожек качения и торцов колец.
10.02.2023
134
134.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПо ГОСТ 520-2002 на подшипники установлены классы
точности, которые характеризуются значениями предельных
отклонений
размеров,
формы,
взаимного
положения
поверхностей.
Для шариковых и роликовых радиальных и шариковых
радиально-упорных подшипников установлены следующие
классы в порядке повышения точности:
8, 7, нормальный, 6, 5, 4, Т, 2.
Допуски подшипников 8-го и 7-го
устанавливают в нормативных документах.
10.02.2023
классов
точности
135
135.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯДля роликовых конических подшипников установлены
классы точности:
8, 7, 0, нормальный, 6Х, 6, 5, 4, 2.
Для упорных и
установлены классы:
упорно-радиальных
подшипников
8, 7, нормальный, 6, 5, 4, 2.
В большинстве узлов машин применяют подшипники
качения «нормального» класса точности.
10.02.2023
136
136.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПри повышенных требованиях к точности вращения следует
выбирать подшипники более высокого класса точности.
В зависимости от требований по уровню вибрации,
волнистости и отклонений по круглости поверхности качения
устанавливаются три категории точности А, В, С.
Категория А включает классы точности 5, 4, 2, Т и
дополнительно регламентирует момент трения, угол контакта,
осевое и радиальное биение.
10.02.2023
137
137.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯКатегория В включает классы точности 0,
6Х, 6, 5 с дополнительными требованиями по
моменту трения, углу контакта, осевому и
радиальному биению.
Категория С включает классы точности 8, 7,
0, 6, к которым не предъявляются требования по
уровню вибрации, моменту трения и другим.
10.02.2023
138
138.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯВ подшипниках качения оба кольца
принимают в качестве основных деталей
системы
допусков,
т.е.
соединение
«внутреннее кольцо – вал» выполняется в
системе основного отверстия; соединение
«наружное кольцо – корпус» выполняется в
системе основного вала.
10.02.2023
139
139.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯОсновное отклонение для среднего диаметра
отверстия подшипника обозначается L, а для наружного
диаметра – l .
Класс допуска (поле допуска) подшипника
образуется сочетанием его основного отклонения и
класса точности, например, L0, L6, L5, L4, L2 – для
диаметров отверстий внутреннего кольца; l0, l6, l5, l4, l2
– для наружных диаметров наружного кольца
10.02.2023
140
140.
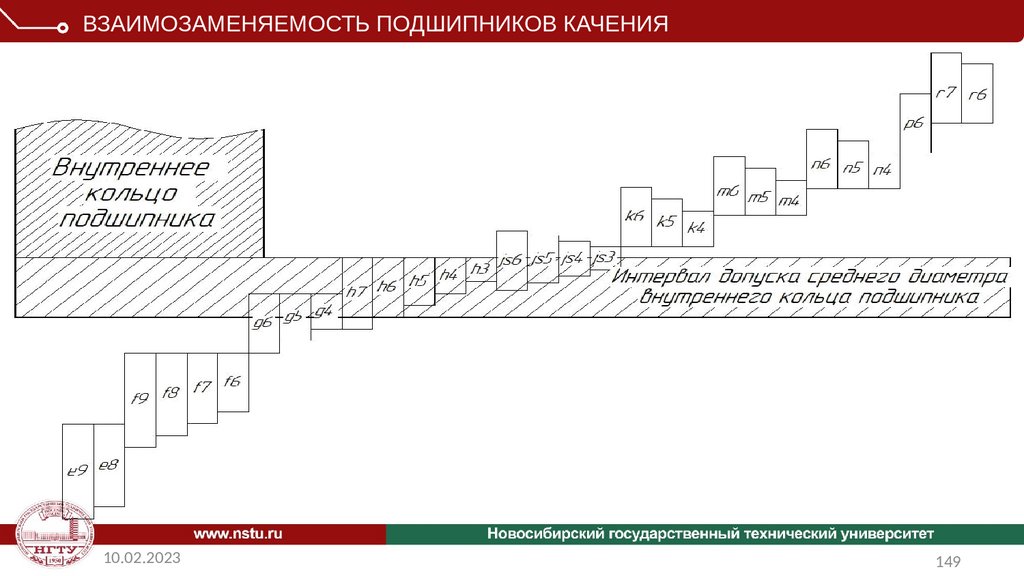
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯСпецифика посадок подшипников качения.
Построим интервалы допусков (поля допусков) для
соединения внутреннего кольца подшипника с валом.
Посадки выполняются в системе основного отверстия, т.е.
интервал допуска отверстия внутреннего кольца является
основным, а значит должно быть расположено вверх от нулевой
линии с нижним отклонением равным нулю.
В большинстве случаев подшипники служат опорами для
валов, значит необходимо создать гарантированный натяг между
внутренним кольцом подшипника и валом.
10.02.2023
141
141.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯ10.02.2023
142
142.
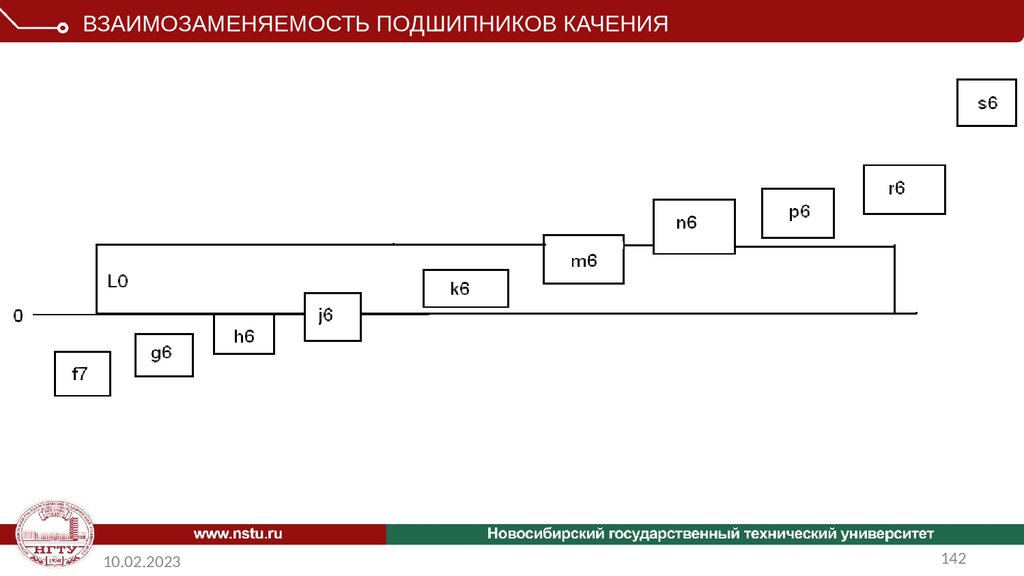
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯКак видим, гарантированный натяг в соединении обеспечивают
классы допусков (поля допусков) валов p6, r6, s6 и так далее.
Однако оказалось, что в большинстве случаев подшипники не
выдерживают колебания натягов, образованных этими классами
(полями) допусков валов.
Необходимо было либо создать специальные подшипниковые
посадки, либо что-то придумать и найти выход из создавшейся
ситуации.
Было предложено располагать интервал допуска основного
отверстия внутреннего кольца не вверх от нулевой линии (не в
тело кольца), а вниз.
За счет этого классы (поля) допусков валов k6, m6, n6 стали
давать в соединении гарантированный натяг.
10.02.2023
143
143.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯ10.02.2023
144
144.
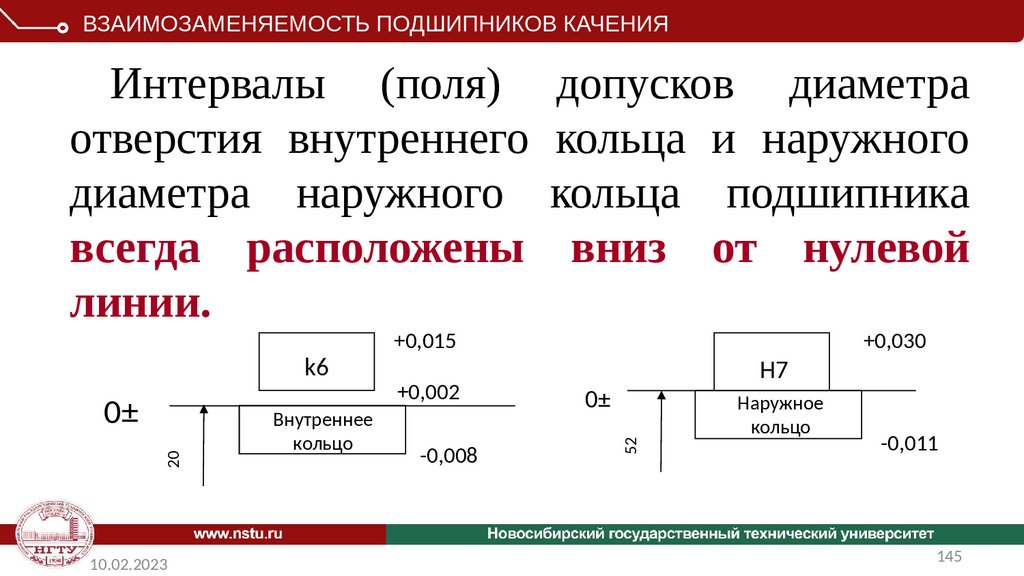
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯИнтервалы (поля) допусков диаметра
отверстия внутреннего кольца и наружного
диаметра наружного кольца подшипника
всегда расположены вниз от нулевой
линии.
20
0±
10.02.2023
Внутреннее
кольцо
+0,002
-0,008
Н7
0±
52
k6
+0,015
Наружное
кольцо
+0,030
-0,011
145
145.
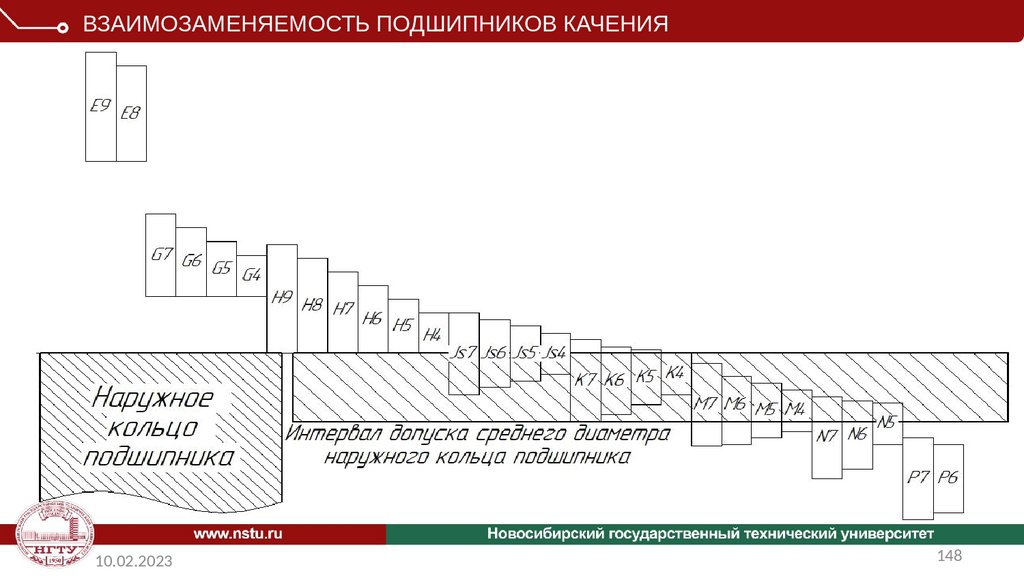
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯИнтервалы (поля) допусков (lDm и Ldm) посадочных
размеров подшипника расположены одинаково в «минус»
от их номинальных средних диаметров (Dm и dm), т.е.
верхнее отклонение равно нулю.
Интервал (поле) допуска на наружный диаметр кольца
подшипника (lDm) располагается аналогично интервалу
(полю) допуска основного вала h и обозначается: l0, l6, l5,
l4, l2 (в зависимости от класса точности).
10.02.2023
146
146.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯИнтервал (поле) допуска на внутренний диаметр (Ldm)
располагается не в «плюс» (как для основного отверстия H), а в
«минус» от нулевой линии и обозначается: L0, L6, L5, L4, L2.
Такое перевернутое расположение интервала допуска
позволяет получать с небольшим гарантированным натягом
соединения подшипника с вращающимся валом, не прибегая к
специальным посадкам, а используя для валов стандартные
поля допусков переходных посадок (js, k, m, n) 4 – 6 квалитетов.
Посадки с большими натягами не применяют из-за
тонкостенной конструкции колец подшипников.
10.02.2023
147
147.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯ10.02.2023
148
148.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯ10.02.2023
149
149.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯВыбор посадок подшипников качения
При назначении посадок колец подшипника на вал и в отверстие корпуса
следует учитывать условия работы механизма:
- какая деталь вращается (вал или корпус),
- число оборотов вращающейся детали,
- характер нагрузки (величину, направление и характер действующих на
подшипник нагрузок),
- режим работы (легкий, средний, тяжелый),
а также
- класс точности,
- тип и размеры подшипника,
- условия его установки и эксплуатации,
- требования к точности вращения и т.п.
10.02.2023
150
150.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯС вращающейся деталью кольцо подшипника
должно соединяться по посадке с натягом (для
исключения обкатки и проскальзывания), а с
неподвижной деталью – по посадке с
небольшим
зазором
(для
обеспечения
регулировки
подшипника
и
компенсации
температурных расширений валов или корпусов).
10.02.2023
151
151.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯВ зависимости от условий работы различают три вида
нагружения
колец:
местное,
циркуляционное
и
колебательное.
Схемы нагружения колец подшипника: а – внутреннее кольцо неподвижно, нагрузка
постоянная; б – внутреннее кольцо вращается, нагрузка постоянная;
в – наружное
кольцо неподвижно, нагрузки постоянная и вращающаяся
10.02.2023
152
152.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПри
местном
нагружении
кольцо
воспринимает результирующую радиальную
нагрузку (Fr) одним ограниченным участком
(конкретным местом в направлении действия
нагрузки) дорожки качения и передает ее
соответствующему
участку
посадочной
поверхности вала или корпуса (кольцо
неподвижно).
10.02.2023
153
153.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПри циркуляционном нагружении кольцо
воспринимает действующую на подшипник
результирующую радиальную нагрузку (Fr)
последовательно всей поверхностью дорожки
качения и передает ее последовательно всей
посадочной поверхности вала или корпуса
(кольцо вращается).
10.02.2023
154
154.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПри колебательном нагружении
неподвижное кольцо
воспринимает ограниченным участком дорожки качения
равнодействующую (Fr+Fс) двух радиальных нагрузок:
постоянной по направлению (Fr) и вращающейся (Fс), причем
Fr>Fc. Равнодействующая Fr+Fс совершает колебательное
движение.
В зависимости от вида нагружения колец шариковых и
роликовых подшипников в таблице приведены рекомендуемые
классы (поля) допусков посадочных мест валов и отверстий
корпусов.
10.02.2023
155
155.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯВид нагружения
колец
Класс
точности
подшипник
а
вала
отверстия корпуса
Местное
0, 6
5, 4
f6, g6, h6, js6,
h5,js5
G7, H7, H8, H9, JS7
M6, JS6
Циркуляционное
0, 6
5, 4
js6, k6, m6, n6,
js5, k5, m5, n5
K7, M7, N7, P7
K6, M6, N6
Колебательное
0, 6
5, 4
js6
js5
JS7
JS6
10.02.2023
Классы (поля) допусков
156
156.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПримеры обозначения посадок подшипников качения на
чертежах:
• подшипник класса точности 0 на вал с номинальным
диаметром d = 50 мм, с симметричным расположением
класса (поля) допуска вала js6:
50L0/ jS6 ( или
50 L0 – js6, или
50
); Ljs06
• то же в отверстие корпуса с номинальным диаметром 90
мм, с классом допуска H7:
90H7/ l0 (или
90H7 – l0, или
90
). H7
l0
10.02.2023
157
157.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯДопускается на сборочных чертежах
подшипниковых узлов указывать размер,
класс допуска или предельные отклонения на
диаметр, сопряженный с подшипником,
например для вала
50jS6 и для отверстия в
корпусе
90H7
10.02.2023
158
158.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯСборочный чертеж подшипникового соединения
10.02.2023
159
159.
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯПри обработке валов и корпусов под подшипники качения
возникают определенные погрешности формы и расположения
поверхностей
(отклонения
от
соосности
посадочных
поверхностей на валу под внутренние кольца подшипников,
биение опорных торцов и т.д.). Такие погрешности приводят при
монтаже подшипников к деформациям колец и дорожек качения,
перекосу колец, что нарушает работу узла и уменьшает его
долговечность. Поэтому для посадочных поверхностей валов и
корпусов устанавливают допуски формы: допуск круглости и
профиля продольного сечения (10-25 % допуска размера); и
допуски расположения поверхностей: допуск соосности и
радиального биения
10.02.2023
160
160.
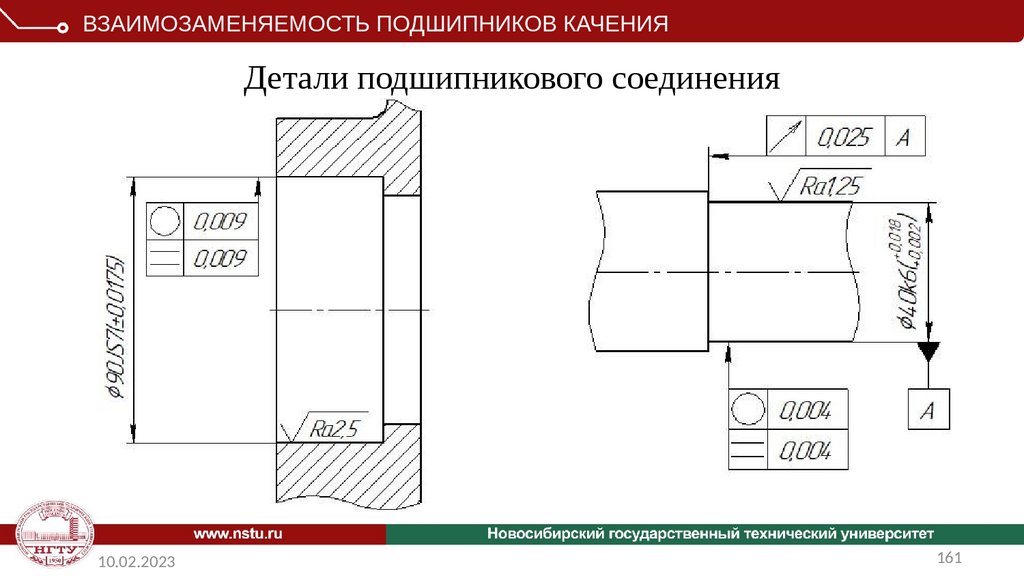
ВЗАИМОЗАМЕНЯЕМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯДетали подшипникового соединения
10.02.2023
161
161.
Взаимозаменяемость шпоночных соединенийВЗАИМОЗАМЕНЯЕМОСТЬ ШПОНОЧНЫХ СОЕДИНЕНИЙ
162.
Взаимозаменяемость шпоночных соединенийШпоночное соединение – это соединение с валом различных
деталей (зубчатых колес, муфт, роликов, маховиков, втулок и
др.) с помощью шпонки, которая входит в пазы вала и втулки.
10.02.2023
163
163.
Взаимозаменяемость шпоночных соединенийШпонки служат для
• передачи крутящего момента;
• предотвращения проворачивания втулки на валу;
• обеспечения фиксации взаимного положения деталей
в узле.
С помощью шпонок достигается сравнительно легкая
разборка и сборка узла при небольших требованиях к
точности центрирования соединяемых деталей.
10.02.2023
164
164.
Взаимозаменяемость шпоночных соединенийОсобенностью шпоночного соединения является то, что в соединении
участвуют три элемента: поверхность паза на валу, поверхность паза во втулке
и поверхность шпонки.
Основными недостатками шпоночных соединений являются:
• малая несущая способность;
• ослабление валов шпоночными пазами;
• концентрация напряжений из-за неблагоприятной формы шпоночных пазов.
Поэтому основной областью применения шпоночных соединений является
малонагруженные соединения. Шпоночные соединения не рекомендуют для
быстроходных динамически нагруженных валов.
10.02.2023
165
165.
Взаимозаменяемость шпоночных соединенийШпоночные соединения
ненапряженные
призматические шпонки
ГОСТ 23360-78
сегментные шпонки ГОСТ 24071-97
напряженные
клиновые шпонки ГОСТ 24068-80
тангенциальные клиновые шпонки
ГОСТ 24069-97, ГОСТ 24070-80
Призматические шпонки дают возможность более точно центрировать
сопрягаемые элементы и получать как неподвижные, так и скользящие
соединения.
Сегментные шпонки позволяют получать только неподвижные
соединения.
10.02.2023
166
166.
Взаимозаменяемость шпоночных соединений10.02.2023
167
167.
Взаимозаменяемость шпоночных соединений10.02.2023
168
168.
Взаимозаменяемость шпоночных соединенийОсновной
посадочный
размер
шпоночного
соединения – ширина шпонки и пазов вала и втулки,
т.е. размер b.
Классы допусков для обоих типов шпонок
одинаковы, посадки выполняют по системе
основного вала, т.е. по ширине b шпонка
изготавливается с классом допуска h9. Это позволяет
ограничить номенклатуру размеров калиброванной
стали и облегчает получение требуемой точности.
10.02.2023
169
169.
Взаимозаменяемость шпоночных соединенийОстальные размеры задаются так, чтобы исключить возможность
защемления шпонки по высоте или чрезмерное занижение поверхностей
соприкосновения боковых сторон.
10.02.2023
170
170.
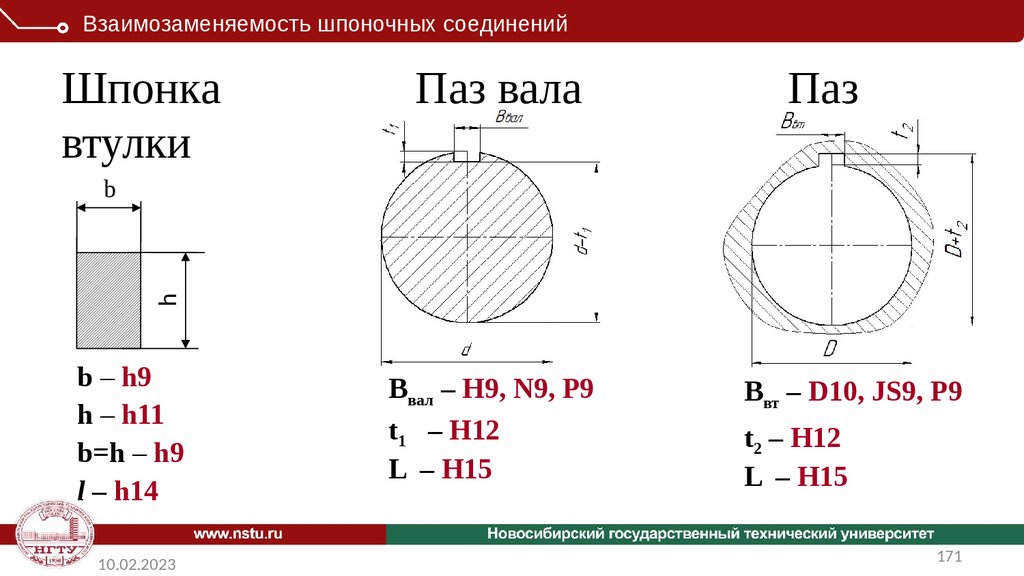
Взаимозаменяемость шпоночных соединенийШпонка
втулки
Паз вала
Паз
h
b
b – h9
h – h11
b=h – h9
l – h14
10.02.2023
Bвал – H9, N9, P9
t1 – H12
L – H15
Bвт – D10, JS9, P9
t2 – H12
L – H15
171
171.
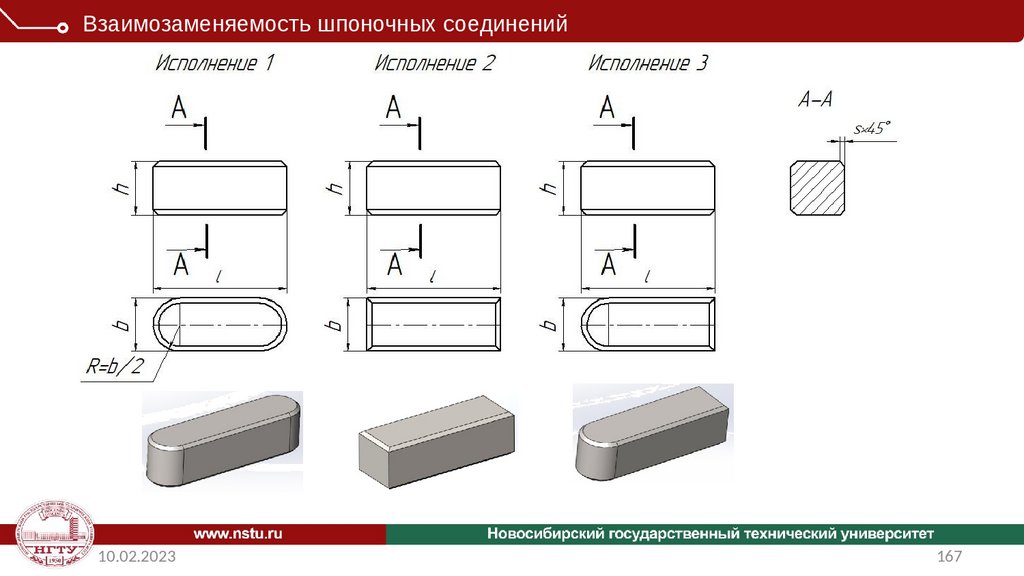
Взаимозаменяемость шпоночных соединенийСтандарт устанавливает соединение призматических
шпонок с пазами вала и втулки трех видов:
свободное (для направляющих шпонок);
нормальное (в массовом и серийном производствах);
плотное (в единичном производстве).
10.02.2023
172
172.
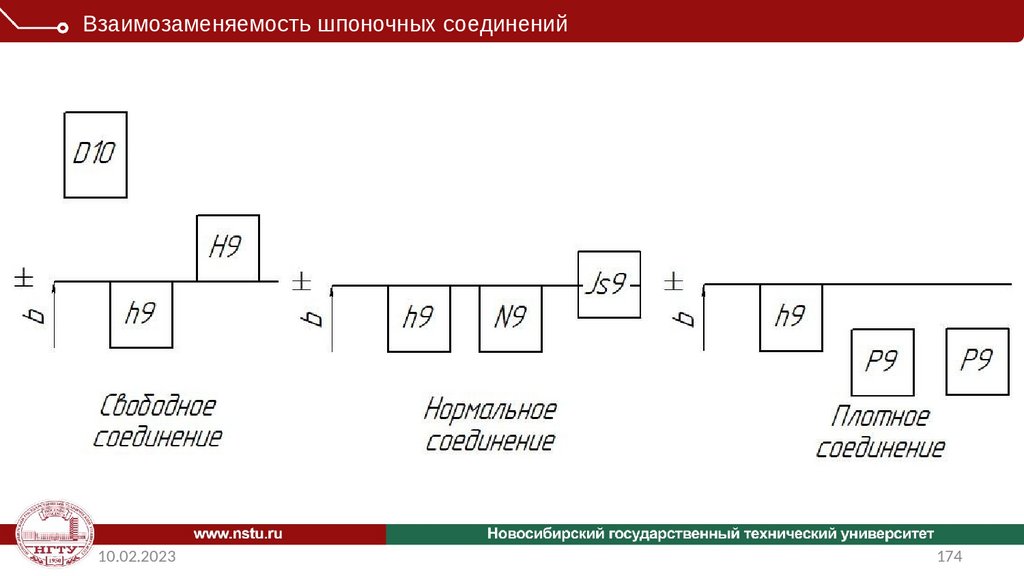
Взаимозаменяемость шпоночных соединенийДля свободных соединений установлены классы допусков: для пазов
на валу H9 и во втулке D10, что дает посадки с зазором (H9/h9, D10/h9).
Для нормальных соединений соответственно N9 и JS9, что дает
переходные посадки (N9/h9, JS9/h9).
Для плотных соединений P9 и Р9, что дает также переходные посадки
(P9/h9, P9/h9), применяемые при редкой разборке узла и реверсивном
вращении.
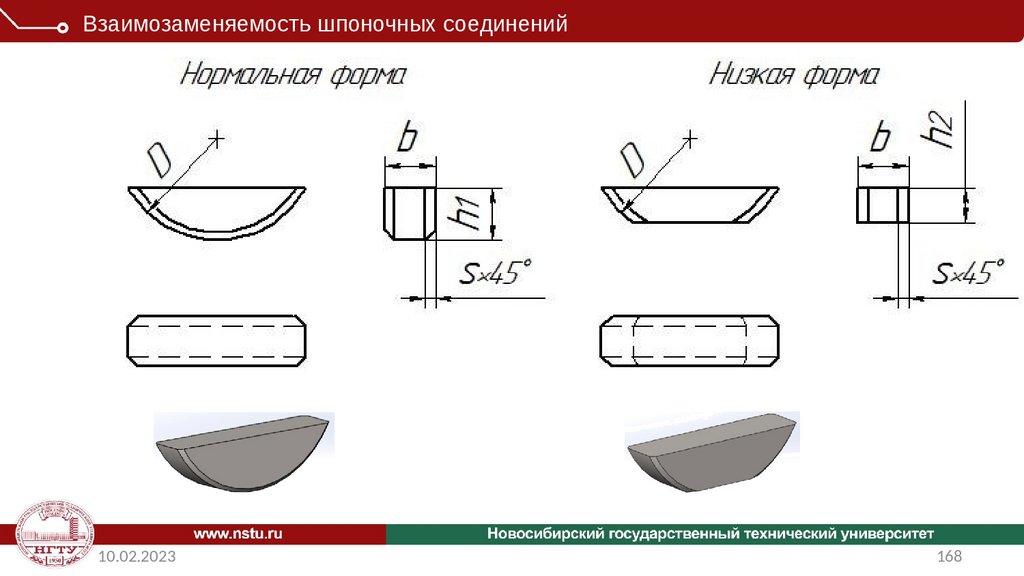
Для сегментных шпонок применяют только нормальные и плотные
соединения.
10.02.2023
173
173.
Взаимозаменяемость шпоночных соединений10.02.2023
174
174.
Взаимозаменяемость шпоночных соединенийВсе
остальные
размеры
шпоночного
соединения являются непосадочными, на них
установлены следующие поля допусков:
• на высоту шпонки h – h11 (при h = 2 – 6 мм h9);
• на длину шпонки l – h14;
• на длину пазов на валу и во втулке L – H15.
10.02.2023
175
175.
Взаимозаменяемость шпоночных соединенийПредельные отклонения на глубину паза вала
t1 или на размер (d – t1) и на глубину паза
втулки t2 или на размер (D + t2) зависят от
ширины шпонки b и определяются по ГОСТ
23360 – 78*.
Предельные отклонения классов допусков h9,
D10,
H9,
Js9
определяют
по
ГОСТ 25347-2013 и ГОСТ 25348-82*.
10.02.2023
176
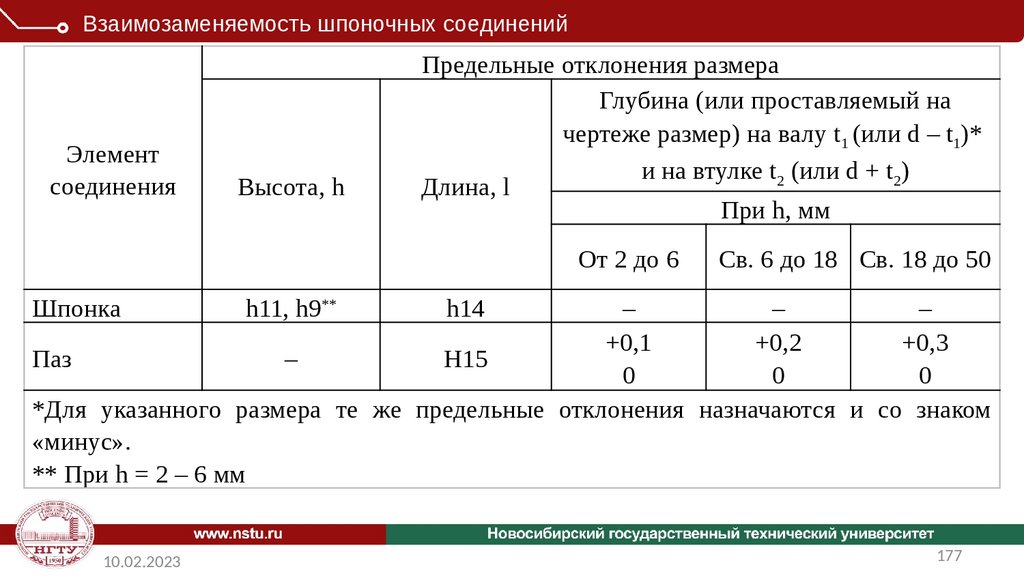
176.
Взаимозаменяемость шпоночных соединенийЭлемент
соединения
Высота, h
Предельные отклонения размера
Глубина (или проставляемый на
чертеже размер) на валу t1 (или d – t1)*
и на втулке t2 (или d + t2)
Длина, l
При h, мм
От 2 до 6
Шпонка
–
–
–
+0,1
+0,2
+0,3
Паз
–
H15
0
0
0
*Для указанного размера те же предельные отклонения назначаются и со знаком
«минус».
** При h = 2 – 6 мм
10.02.2023
h11, h9**
Св. 6 до 18 Св. 18 до 50
h14
177
177.
Взаимозаменяемость шпоночных соединенийВЗАИМОЗАМЕНЯЕМОСТЬ ШЛИЦЕВОГО
СОЕДИНЕНИЯ
10.02.2023
178
178.
Взаимозаменяемость шлицевых соединенийШлицевые соединения предназначены для передачи
крутящих моментов в соединениях шкивов, муфт,
зубчатых колес и других деталей с валами, а также
центрирования сопрягаемых деталей.
Шлицевые соединения могут передавать большие
крутящие моменты, чем шпоночные соединения, и
имеют меньшие перекосы и смещения пазов и зубьев.
10.02.2023
179
179.
Взаимозаменяемость шлицевых соединенийШлицевые соединения, по сравнению со шпоночными, имеют
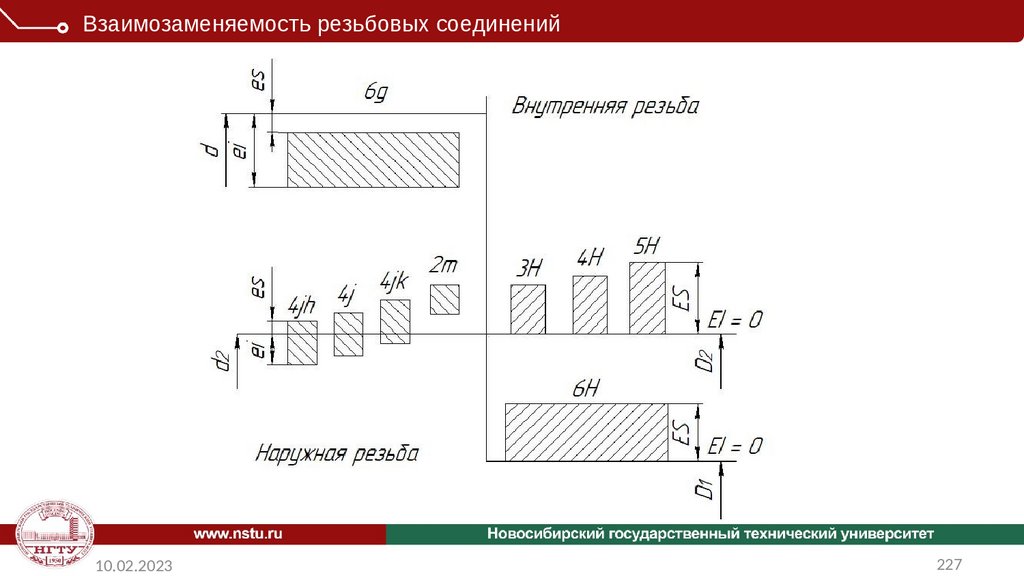
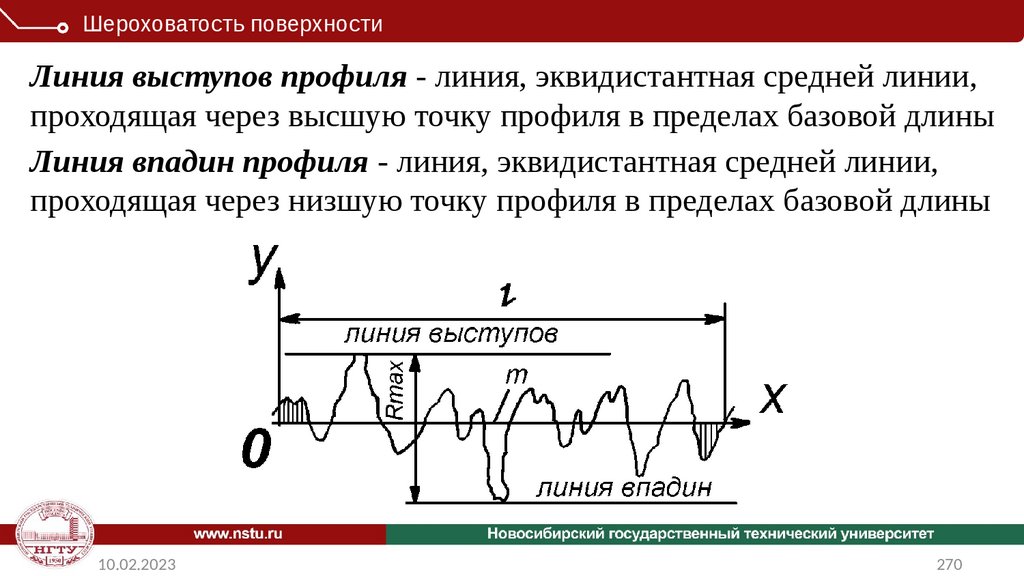
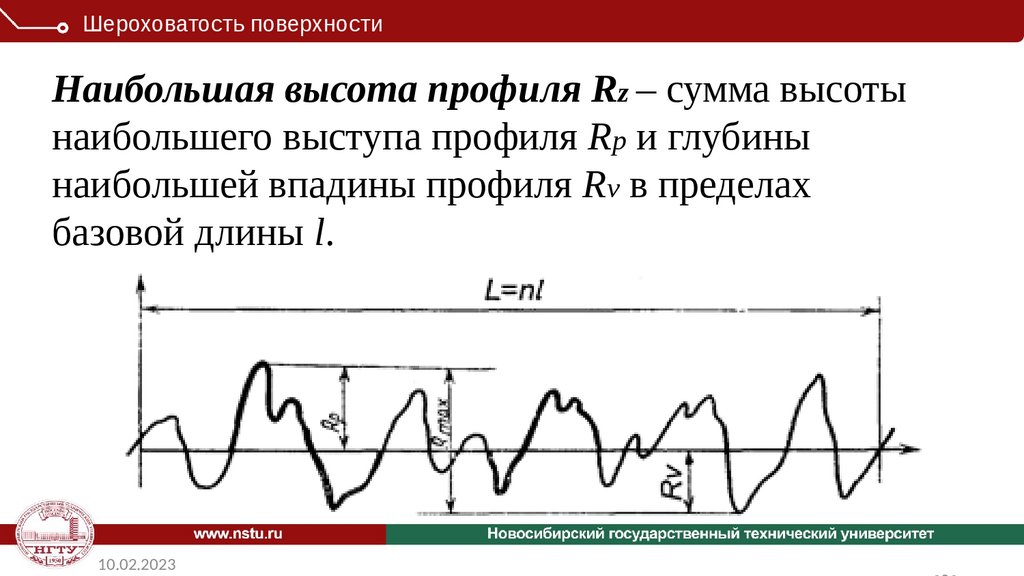
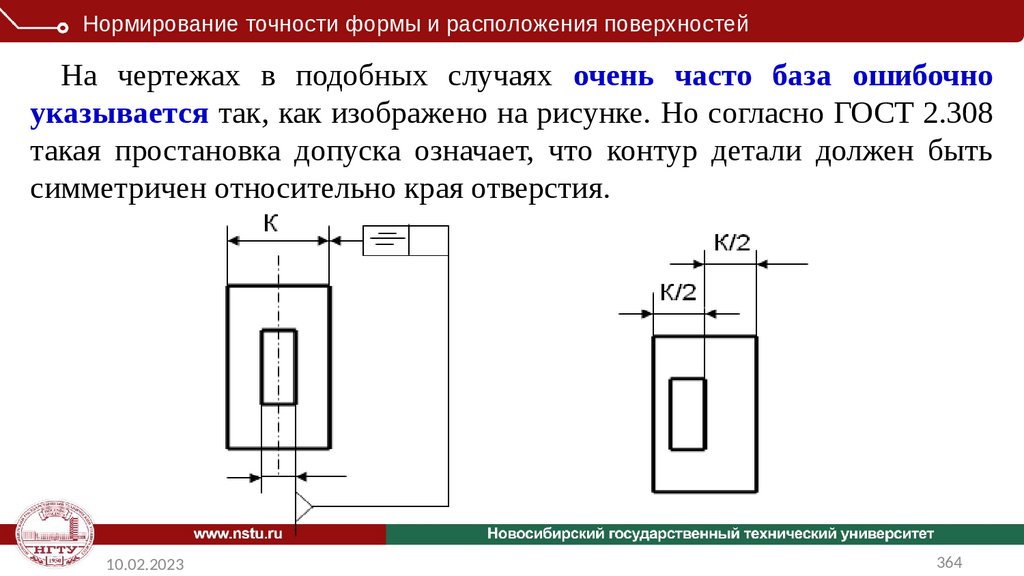
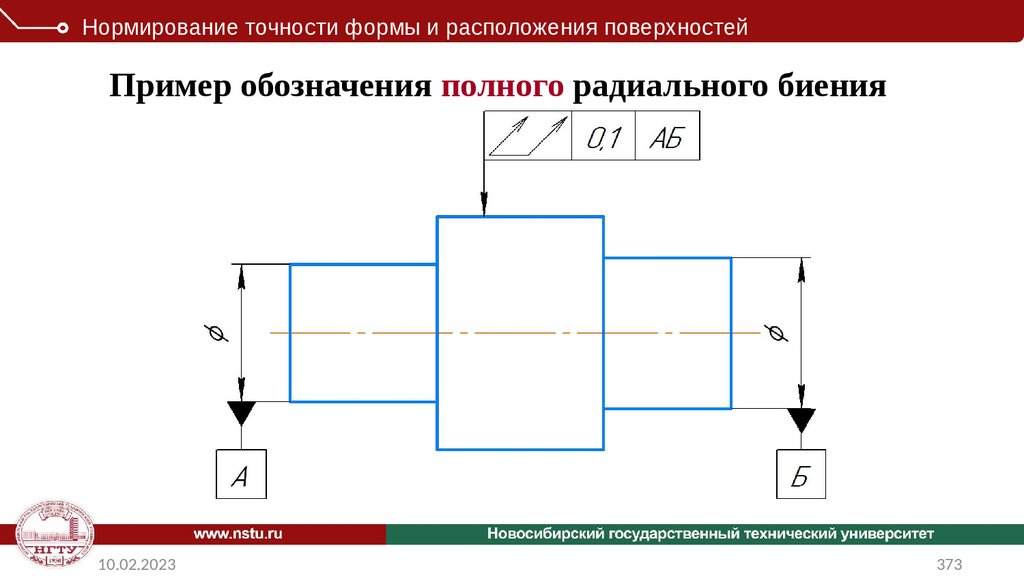
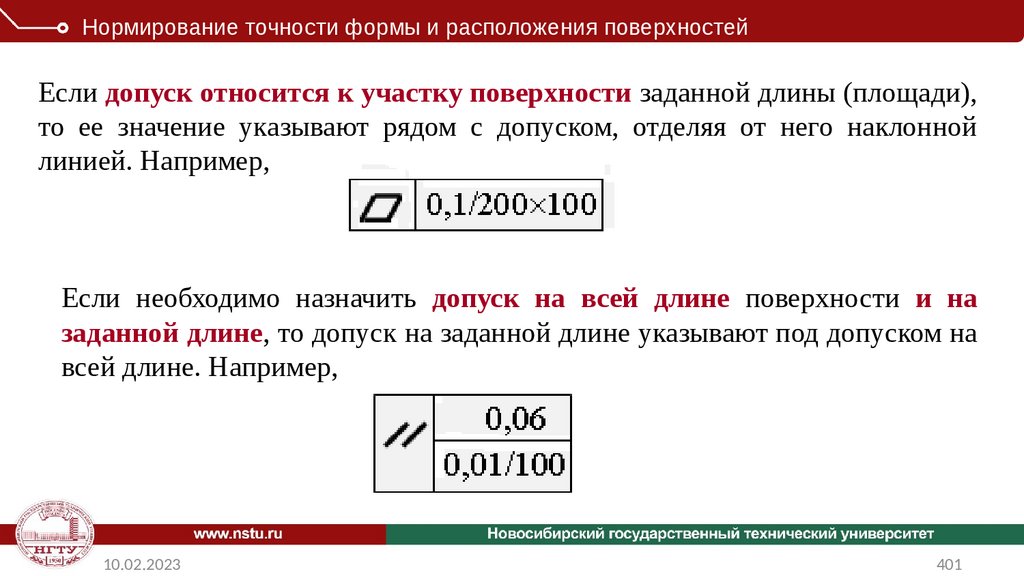
следующие преимущества:
- лучшее центрирование и направление посаженных на вал деталей,
- более равномерное распределение нагрузки по высоте зуба (шлица),
- меньшая концентрация напряжений.
10.02.2023
180
180.
Взаимозаменяемость шлицевых соединенийВ зависимости от профиля зубьев различают
шлицевые соединения трех видов:
прямобочные, эвольвентные и треугольные.
10.02.2023
181
181.
Взаимозаменяемость шлицевых соединенийШлицевые
соединения
с
треугольным
профилем
нестандартизованы,
их
чаще
применяют вместо посадок с натягом, а также
при тонкостенных втулках для передачи
небольших крутящих моментов.
Наибольшее
распространение
получили
шлицевые соединения с прямобочным профилем
и четным числом зубьев (ГОСТ 1139 – 80*).
10.02.2023
182
182.
Взаимозаменяемость шлицевых соединенийВыбор посадок шлицевых соединений
определяется способом центрирования.
Существует три способа центрирования:
- по наружному (большему) диаметру (D),
- по внутреннему (меньшему) диаметру (d),
- по боковым сторонам зубьев (b), (в
эвольвентных и треугольных - S).
10.02.2023
183
183.
Взаимозаменяемость шлицевых соединенийЦентрирование
по
наружному
диаметру
(D)
рекомендуется, когда втулку термически не обрабатывают
или когда твердость материала втулки после термической
обработки допускает калибровку протяжкой, а твердость
вала допускает фрезерование до получения окончательных
размеров зубьев. Такой способ прост и экономичен. Его
применяют для неподвижных соединений, а также для
подвижных, воспринимающих небольшие нагрузки.
10.02.2023
184
184.
Взаимозаменяемость шлицевых соединенийЦентрирование по внутреннему диаметру
(d) целесообразно, когда втулка имеет
высокую твердость и ее нельзя обработать
чистовой протяжкой (отверстие шлифуют на
обычном
внутришлифовальном
станке).
Способ обеспечивает точное центрирование и
применяется
обычно
для
подвижных
соединений.
10.02.2023
185
185.
Взаимозаменяемость шлицевых соединенийЦентрирование по боковым сторонам
зубьев (b) целесообразно при передаче
знакопеременных
нагрузок,
больших
крутящих моментов, а также при реверсивном
движении.
Этот метод не обеспечивает высокой точности
центрирования и поэтому редко применяется.
10.02.2023
186
186.
Взаимозаменяемость шлицевых соединенийПосадки шлицевых соединений (ГОСТ 1139 –
80) назначают в системе отверстия по
центрирующей цилиндрической поверхности и
боковым поверхностям впадин втулки и зубьев
вала (т.е. по d и b или D и b, или только по b).
Допуски и основные отклонения размеров d, D,
b назначают по ГОСТ 25346 – 2013.
10.02.2023
187
187.
Взаимозаменяемость шлицевых соединенийКлассы допусков на нецентрирующие
диаметры
прямобочного
шлицевого
соединения:
- при нецентрирующем D – для вала – а11,
для втулки – H12;
- при нецентрирующем d – для вала диаметр
d не менее диаметра d1, для втулки – Н11.
10.02.2023
188
188.
Взаимозаменяемость шлицевых соединенийДопуски и посадки шлицевых эвольвентных соединений
установлены ГОСТ 6033 – 80* по трем видам центрирования: по
боковым поверхностям зубьев (S),по наружному диаметру (D) и
по внутреннему диаметру (d).
На ширину впадины втулки (e) и толщину зуба вала (S)
устанавливают суммарный допуск: T = Ts + Te.
Допуски на нецентрирующие диаметры принимают такими,
чтобы исключить контакт по этим диаметрам.
Шлицевые соединения с треугольным профилем зубьев
центрируют только по боковым сторонам зубьев.
10.02.2023
189
189.
Взаимозаменяемость шлицевых соединенийПо сравнению с прямобочными шлицами эвольвентные шлицы имеют ряд преимуществ:
- технологичность – для обработки всех типоразмеров валов с определенным модулем
требуется только одна червячная фреза; во многих случаях можно обойтись только одним
фрезерованием; возможно применение всех видов чистовой обработки зубьев –
шевингование, шлифование и т.п.;
- прочность – способность передавать крутящие моменты, вызванной увеличением
прочности элементов из-за постепенного утолщения зубьев к основанию, отсутствием
концентраторов напряжений;
- точность – детали эвольвентного соединения самоустанавливаются под нагрузкой и
лучше центрируются.
Эвольвентные шлицы являются более предпочтительными
10.02.2023
190
190.
Взаимозаменяемость шлицевых соединенийОбозначение шлицевых соединений с прямобочным
профилем
Центрирование по D:
D – 8 32
36H7/f7
6F8/f8,
это означает: число зубьев z = 8,
внутренний диаметр d = 32 мм;
наружный диаметр D = 36H7/f7;
ширина зубьев b = 6F8/f8.
Условное обозначение деталей этого соединения
втулки:
D–8
32
36H7 6F8;
вала:
D–8
32
36 f7 6 f8.
10.02.2023
191
191.
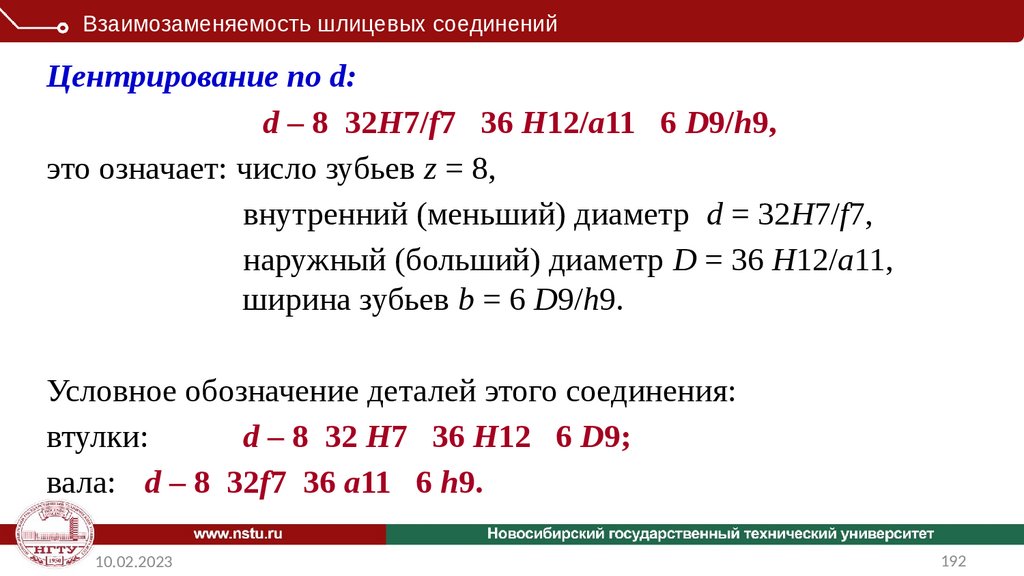
Взаимозаменяемость шлицевых соединенийЦентрирование по d:
d–8
32H7/f7 36 H12/a11
6 D9/h9,
это означает: число зубьев z = 8,
внутренний (меньший) диаметр d = 32H7/f7,
наружный (больший) диаметр D = 36 H12/a11,
ширина зубьев b = 6 D9/h9.
Условное обозначение деталей этого соединения:
втулки:
d–8
32 H7
36 H12 6 D9;
вала: d – 8
32f7 36 a11
6 h9.
10.02.2023
192
192.
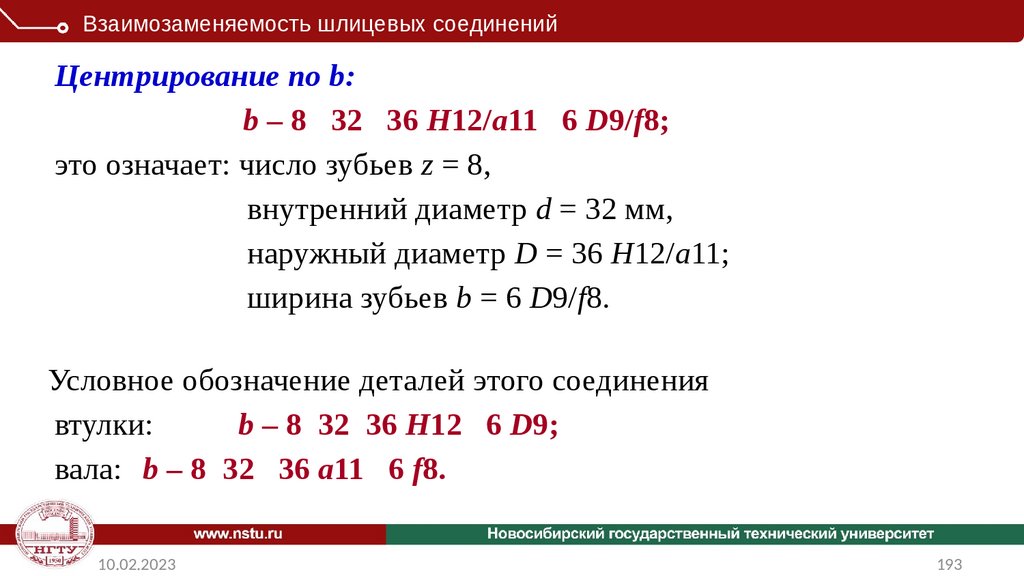
Взаимозаменяемость шлицевых соединенийЦентрирование по b:
b – 8 32 36 H12/a11 6 D9/f8;
это означает: число зубьев z = 8,
внутренний диаметр d = 32 мм,
наружный диаметр D = 36 H12/a11;
ширина зубьев b = 6 D9/f8.
Условное обозначение деталей этого соединения
втулки:
b–8
32 36 H12 6 D9;
вала: b – 8
32 36 a11 6 f8.
10.02.2023
193
193.
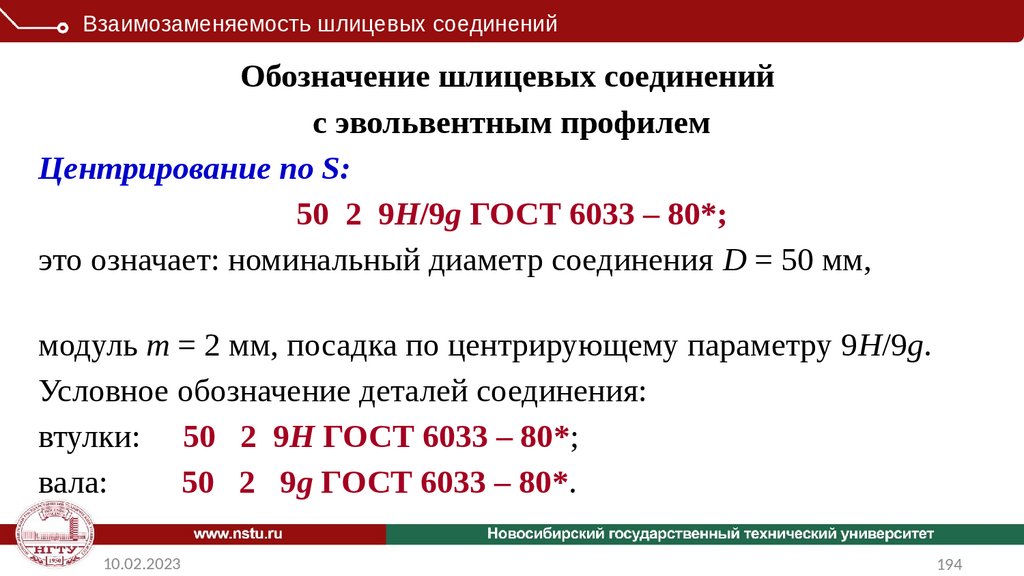
Взаимозаменяемость шлицевых соединенийОбозначение шлицевых соединений
с эвольвентным профилем
Центрирование по S:
50
2
9H/9g ГОСТ 6033 – 80*;
это означает: номинальный диаметр соединения D = 50 мм,
модуль m = 2 мм, посадка по центрирующему параметру 9H/9g.
Условное обозначение деталей соединения:
втулки: 50 2
9H ГОСТ 6033 – 80*;
вала:
50 2 9g ГОСТ 6033 – 80*.
10.02.2023
194
194.
Взаимозаменяемость шлицевых соединенийЦентрирование по D:
50 H7/g6 2
9H/9h ГОСТ 6033 – 80*;
это означает: номинальный диаметр соединения D = 50 мм,
модуль m = 2 мм,
посадка по центрирующему диаметру D – H7/g6,
посадка по нецентрирующим поверхностям зубьев 9H/9h.
Условное обозначение деталей соединения
втулки:
50
H7
2 9H ГОСТ 6033 – 80*;
вала: 50
g6 2
9h ГОСТ 6033 – 80*.
10.02.2023
195
195.
Взаимозаменяемость шлицевых соединенийЦентрирование по внутреннему диаметру (i):
i 50 2 H7/g6 9H/9h ГОСТ 6033-80*;
это означает:
номинальный диаметр соединения D = 50 мм,
модуль m = 2 мм,
посадка по центрирующему диаметру d – H7/g6,
посадка по нецентрирующим поверхностям зубьев 9H/9h.
Условное обозначение деталей соединения
втулки: i 50 2 H7 9H ГОСТ 6033 – 80*;
вала:
i 50 2 g6 9h ГОСТ 6033 – 80*.
10.02.2023
196
196.
Взаимозаменяемость шлицевых соединений10.02.2023
197
197.
Взаимозаменяемость шлицевых соединенийДопуски симметричности боковых сторон шлицев
в диаметральном выражении по отношению к оси симметрии
центрирующего элемента
b, мм
2,5; 3
3,5; 4; 5; 6
7; 8; 9; 10
12; 14; 16; 18
Допуск
симметричности, мм
0,01
0,012
0,015
0,018
10.02.2023
198
198.
Взаимозаменяемость резьбовых соединенийВЗАИМОЗАМЕНЯЕМОСТЬ РЕЗЬБОВЫХ
СОЕДИНЕНИЙ
10.02.2023
199
199.
Взаимозаменяемость резьбовых соединенийРезьбовым соединением называется
соединение двух деталей с помощью резьбы, в
которой одна из деталей имеет наружную
резьбу, а другая – внутреннюю (ГОСТ 11708-82
«Основные нормы взаимозаменяемости. Резьба.
Термины и определения»)
10.02.2023
200
200.
Взаимозаменяемость резьбовых соединенийФорма профиля
резьбы
метрическая
дюймовая
прямоугольная
трапецеидальная
упорная
круглая
10.02.2023
201
201.
Взаимозаменяемость резьбовых соединенийПо функциональному назначению различают резьбовые соединения
- делительные
- силовые.
В зависимости от характера функционирования различают резьбовые
соединения
- неподвижные (крепежные)
- подвижные (кинематические)
Резьбы могут быть наружные (болт, винт, шпилька) и внутренние (гайка,
муфта, гнездо), цилиндрические и конические, однозаходные и
многозаходные, левые и правые (в зависимости от направления вращения
контура осевого вращения).
10.02.2023
202
202.
Взаимозаменяемость резьбовых соединенийДля метрической резьбы
стандартизованы:
· профиль резьбы;
· номинальные
диаметры и шаги;
· нормы точности.
10.02.2023
203
203.
Взаимозаменяемость резьбовых соединенийВ основу профиля резьбы положен исходный треугольник резьбы с углом
профиля 60°, высотой исходного треугольника Н и заданным шагом Р.
d, D – наружный диаметр наружной резьбы (болта), наружный диаметр
внутренней резьбы (гайки);
d2, D2 – средний диаметр наружной резьбы (болта), средний диаметр
внутренний резьбы (гайки);
d1, D1 – внутренний диаметр наружной резьбы (болта), внутренний диаметр
внутренней резьбы (гайки);
d3 – внутренний диаметр болта по дну впадины;
Р – шаг резьбы;
Н – высота исходного треугольника;
α – угол профиля резьбы;
R – номинальный радиус закругления впадины болта.
10.02.2023
204
204.
Взаимозаменяемость резьбовых соединенийНаружный диаметр (у наружной резьбы – d, у внутренней – D) –
диаметр воображаемого цилиндра, касательного к вершинам наружной
резьбы или впадинам внутренней резьбы. Является номинальным
диаметром резьбы (указывается в обозначении резьбы) и определяет
диаметр стержня наружной резьбы.
Средний диаметр резьбы (d2, D2) – диаметр воображаемого, соосного
с резьбой, цилиндра, образующая которого проходит так, что ширина
выступа равна ширине впадины. Свинчиваемость резьбовых деталей
зависит от среднего диаметра.
Внутренний диаметр резьбы (d1, D1) – диаметр воображаемого
цилиндра, касательного к впадинам наружной резьбы. Определяет
диаметр отверстия у внутренней резьбы.
10.02.2023
205
205.
Взаимозаменяемость резьбовых соединенийШаг резьбы Р – расстояние между соседними одноименными
сторонами профиля, измеренное в направлении, параллельном оси
резьбы. Ход резьбы (в многозаходных резьбах) равен произведению
шага на число заходов.
Угол профиля α резьбы – угол между боковыми сторонами витка
(профиля) в плоскости, проходящей через ось резьбы.
Длина свинчивания l – длина соприкосновения винтовых
поверхностей наружной и внутренней резьб .
10.02.2023
206
206.
Взаимозаменяемость резьбовых соединенийГОСТ 8724-2002 (ИСО 261-98) «Основные нормы
взаимозаменяемости. Резьба метрическая. Диаметры и шаги»
устанавливает диаметры метрической резьбы от 0,25 до 600 мм и
шаги от 0,075 до 6 мм.
Стандартом установлены 3 ряда диаметров резьбы. Для каждого
номинального диаметра резьбы определены соответствующие
шаги, которые могут включать крупный шаг и один или
несколько мелких шагов.
Номинальные значения диаметров метрической резьбы
регламентированы ГОСТ 24705-81 «Основные нормы
взаимозаменяемости. Резьба метрическая. Основные размеры».
10.02.2023
207
207.
Взаимозаменяемость резьбовых соединенийСистема допусков и посадок метрической резьбы
нормирована следующими стандартами:
- ГОСТ 16093-2004 «Основные нормы взаимозаменяемости.
Резьба метрическая. Допуски. Посадки с зазором»;
- ГОСТ 4608-81 «Основные нормы взаимозаменяемости.
Резьба метрическая. Посадки с натягом»;
- ГОСТ 24834-81 «Основные нормы взаимозаменяемости.
Резьба метрическая. Переходные посадки»
10.02.2023
208
208.
Взаимозаменяемость резьбовых соединенийРЕЗЬБОВЫЕ ПОСАДКИ С ЗАЗОРОМ
10.02.2023
209
209.
Взаимозаменяемость резьбовых соединенийДля получения резьбовых посадок с зазором
нормируют допуски диаметров резьбы по
степеням точности от 3 до 10.
Для нормирования положения полей допусков
внутренней резьбы (гайки) предусмотрены
четыре основных отклонения – Н, G, F, E, а
для наружной резьбы (болта) пять основных
отклонений – h, g, f, e, d.
10.02.2023
210
210.
Взаимозаменяемость резьбовых соединений10.02.2023
211
211.
Взаимозаменяемость резьбовых соединений10.02.2023
212
212.
Взаимозаменяемость резьбовых соединенийВ соответствии со сложившейся во многих
странах
практикой
поля
допусков
сгруппированы в три класса точности: точный,
средний и грубый.
Понятие о классах точности условное (на
чертежах и калибрах указывают не классы, а
поля
допусков),
его
используют
для
сравнительной оценки точности резьбы.
10.02.2023
213
213.
Взаимозаменяемость резьбовых соединенийРезьбы точного класса рекомендуется применять для
ответственных статически нагруженных резьбовых
соединений и при необходимости малых колебаний характера
посадки.
Средний класс точности рекомендуется для резьб общего
назначения.
Для резьб, нарезаемых на горячекатаных заготовках, в
длинных глухих отверстиях и т.д., предпочтение отдается
грубому классу точности.
10.02.2023
214
214.
Взаимозаменяемость резьбовых соединенийГОСТ 16093 устанавливает также три группы длин
свинчивания:
• короткие S,
• нормальные N
• длинные L.
При одном и том же классе точности допуск на средний
диаметр резьбы при длине свинчивания L рекомендуется
увеличивать, а при длине свинчивания S – уменьшать на
одну степень точности по сравнению с допусками,
установленными для длины свинчивания N.
10.02.2023
215
215.
Взаимозаменяемость резьбовых соединенийСоответствие полей допусков наружной и внутренней резьбы классам
точности и длинам свинчивания
10.02.2023
216
216.
Взаимозаменяемость резьбовых соединенийРезьбовые посадки с гарантированным зазором применяют для
крепежных резьб в случаях:
· соединения деталей, работающих при высокой температуре (для
компенсации температурных деформаций, предохранения
соединений от заедания и обеспечения возможности разборки
деталей без повреждения, размещения смазки);
· необходимости быстрой и легкой свинчиваемости деталей (даже
при наличии небольшого загрязнения или повреждения резьбы);
· нанесении на резьбовые детали антикоррозионного покрытия
значительной толщины.
10.02.2023
217
217.
Взаимозаменяемость резьбовых соединенийОбозначение поля допуска диаметра резьбы
состоит из цифры, обозначающей степень
точности, и буквы, обозначающей основное
отклонение. Например:
4h, 6g, 6H.
Для внутренней резьбы (гайки) поля допусков задаются на средний D2 и
внутренний D1 диаметры; для наружной резьбы (болта) – на средний d2 и
наружный d диаметры. Например, в обозначении 5Н6Н указаны поле допуска
внутренней резьбы по диаметру D2 (5Н) и поле допуска внутренней резьбы по
диаметру D1 (6Н).
10.02.2023
218
218.
Взаимозаменяемость резьбовых соединенийЕсли обозначение поля допуска диаметра
выступов совпадает с обозначением поля
допуска среднего диаметра, то оно в обозначении
поля допуска резьбы не повторяется. Например:
6g; 6H,
где 6g – поле допуска диаметров d2 и d;
6H – поле допуска диаметров D2 и D1.
10.02.2023
219
219.
Взаимозаменяемость резьбовых соединенийПримеры обозначения резьбы с зазором
С крупным шагом:
М12 – 6g (наружная резьба),
М12 – 6H (внутренняя
резьба).
С мелким шагом:
М12
1 – 6g7g (наружная резьба),
М12
1 – 4H5H (внутренняя резьба).
Левой резьбы:
М12 1 – 6g – LH ( наружная резьба),
М12
1 – 6H – LH (внутренняя резьба).
10.02.2023
220
220.
Взаимозаменяемость резьбовых соединенийОбозначение групп длин свинчивания S или
L допускается дополнять указанием в скобках
длины свинчивания в миллиметрах, например
М12 – 7g6g – L (30)
10.02.2023
221
221.
Взаимозаменяемость резьбовых соединенийПосадка в резьбовом соединении обозначается дробью, в
числителе которой указывают обозначение поля допуска
внутренней резьбы, а в знаменателе – обозначение поля
допуска наружной резьбы.
М12 – 6Н/6g,
D2 D1
d2d
10.02.2023
M12 – 4H5H/7g6g,
6H
M12 1 – 6g – LH.
222
222.
Взаимозаменяемость резьбовых соединенийРЕЗЬБОВЫЕ ПОСАДКИ ПЕРЕХОДНЫЕ
10.02.2023
223
223.
Взаимозаменяемость резьбовых соединенийРезьбы с переходными посадками применяют при
одновременном дополнительном заклинивании шпилек по
коническому сбегу резьбы, по плоскому бурту и
цилиндрической цапфе.
Переходные
посадки
в
резьбовых
соединениях
применяются, если необходимо обеспечить их неподвижность
в процессе работы без создания большого натяга и
предназначаются
для
наружных
резьб
(резьба
на
ввинчиваемом конце шпильки).
10.02.2023
224
224.
Взаимозаменяемость резьбовых соединенийДля переходных посадок предусмотрены поля допусков:
- на средний диаметр внутренней резьбы (D 2) –
3H; 4Н; 5H;
- на внутренний диаметр внутренней резьбы (D1) – 6H;
- на средний диаметр наружной резьбы ( d2) –
4jh;4j; 4jk; 2m;
-на наружный диаметр наружной резьбы (d) –
6g (в обозначении не указывается).
10.02.2023
225
225.
Взаимозаменяемость резьбовых соединений10.02.2023
226
226.
Взаимозаменяемость резьбовых соединений10.02.2023
227
227.
Взаимозаменяемость резьбовых соединенийКак видно из полей допусков, переходные посадки резьбовых
соединений выполняются только в системе отверстия.
Схему обозначения переходных посадок резьбовых
соединений можно представить в следующем виде (поле
допуска на диаметр d в обозначении не пишется):
D2 D1
d2
10.02.2023
228
228.
Взаимозаменяемость резьбовых соединенийПримеры обозначения переходных посадок резьбы
М12 – 3Н6H/2m
M12 – 4H6H/4jk
М12 – 5H6Н/4j
M12 – 4H6H/4jh
10.02.2023
229
229.
Взаимозаменяемость резьбовых соединенийРЕЗЬБОВЫЕ ПОСАДКИ С НАТЯГОМ
10.02.2023
230
230.
Взаимозаменяемость резьбовых соединенийПосадки с натягом в резьбовых соединениях применяются, когда
необходимо устранить возможность самоотвинчивания без применения
дополнительных элементов заклинивания (только за счет натяга),
предназначены эти посадки для нагруженных резьб; когда необходимо
обеспечить герметичность или предотвратить самоотвинчивание шпилек
под действием вибраций, переменных нагрузок и изменения рабочей
температуры.
Примером может служить посадка резьбы шпилек в корпуса двигателей, в
ступицы колёс автомобилей и т. п.
Натяги создаются только по боковым сторонам профиля, то есть по средним
диаметрам сопрягаемых резьб; по наружным и внутренним диаметрам
предусматриваются зазоры.
10.02.2023
231
231.
Взаимозаменяемость резьбовых соединений10.02.2023
232
232.
Взаимозаменяемость резьбовых соединенийДля посадок с натягом предусмотрены следующие поля
допусков:
- на средний диаметр внутренней резьбы (D 2) – 2H;
- на внутренний диаметр внутренней резьбы (D 1) – 4D, 5D,
4C, 5C;
- на средний диаметр наружной резьбы (d 2) –
3n, 3р, 2r;
- на наружный диаметр наружной резьбы (d) –
6e, 6c.
10.02.2023
233
233.
Взаимозаменяемость резьбовых соединений10.02.2023
234
234.
Взаимозаменяемость резьбовых соединений10.02.2023
235
235.
Взаимозаменяемость резьбовых соединенийКак видно из схемы полей допусков гарантированный натяг по
среднему диаметру обеспечивает только поле допуска 2r. Поля
допусков среднего диаметра наружной резьбы 3p и
3n
пересекаются с полем 2Н среднего диаметра внутренней резьбы,
то есть образуют переходный характер.
Для создания в соединении гарантированного натяга
применяют метод селективной сборки, т.е. метод сортировки
наружной и внутренней резьбы на группы по среднему
диаметру. Сборку резьбового соединения производят из деталей
одноименных групп.
10.02.2023
236
236.
Взаимозаменяемость резьбовых соединенийКак видно из полей допусков, посадки с натягом резьбовых
соединений выполняются только в системе отверстия.
Схема обозначения резьбовых соединений с натягом
аналогична обозначению посадок переходных, то есть её можно
представить в следующем виде (поле допуска на диаметр d в
обозначении не пишется):
D2 D1
d2
10.02.2023
237
237.
Взаимозаменяемость резьбовых соединенийПримеры обозначения посадок резьбы
с гарантированным натягом
При обозначении посадок с натягом резьбовых соединений в
скобках указывается число сортировочных групп по среднему
диаметру.
2H 4D
2r
10.02.2023
2 H 5D(2)
3 p(2)
2 H 4C (3)
3n(3)
238
238.
Взаимозаменяемость резьбовых соединенийСРЕДСТВА КОНТРОЛЯ РЕЗЬБЫ
10.02.2023
239
239.
Взаимозаменяемость резьбовых соединенийРезьбовые изделия контролируются методами:
- дифференцированным;
- комплексным.
При дифференцированном методе контроля проводят измерение
каждого элемента резьбы в отдельности (наружного, внутреннего и
среднего диаметров, шага и угла профиля).
Метод достаточно трудоемок, поэтому его применяют для
контроля точных резьб: резьбовых калибров, ходовых винтов
станов, метчиков и т.д., также используется при наладке
технологического процесса и при исследовании причин дефектов
10.02.2023
240
240.
Взаимозаменяемость резьбовых соединенийКомплексный метод контроля применяют для резьбовых
деталей, допуск среднего диаметра которых является суммарным
допуском. Метод основан на одновременном контроле среднего
диаметра, шага, половины угла профиля, внутреннего и
наружного диаметров резьбы путем сравнения действительных
размеров с предельными. Это обеспечивается использованием
предельных калибров.
В крупносерийном и массовом производстве контроль
предельными резьбовыми калибрами является основным. Также
этот метод применяется в единичном и мелкосерийном
производстве.
10.02.2023
241
241.
Взаимозаменяемость резьбовых соединенийКонтроль резьбы калибрами.
В комплект для контроля цилиндрических резьб входят
проходные (ПР) и
непроходные (НЕ) предельные
калибры.
Рабочие калибры - калибры для проверки правильности
размеров
резьбы
в
процессе
ее
изготовления.
Контрольные калибры (контркалибры) - калибры для контроля
или регулирования (установки) размеров рабочих калибров.
Для контроля размеров внутренней резьбы применяют, так
называемые, резьбовые калибр-пробки
10.02.2023
242
242.
Взаимозаменяемость резьбовых соединений10.02.2023
243
243.
Взаимозаменяемость резьбовых соединенийСвинчиваемость проходного калибра-пробки с гайкой
означает, что средний диаметр резьбы гайки не выходит
за установленный наименьший предельный размер, а
погрешности угла профиля и шага резьбы гайки
компенсированы соответствующим увеличением
среднего диаметра.
Вместе с тем проверка данным калибром гарантирует,
что наружный диаметр гайки не меньше наружного
диаметра болта
10.02.2023
244
244.
Взаимозаменяемость резьбовых соединенийНепроходной калибр-пробка, как правило, не должен ввинчиваться в
гайку. Допускается ввинчивание:
• для глухих резьб - не более чем на два оборота;
• для сквозных резьб - не более чем на два оборота с каждой стороны.
Для коротких резьб (до четырех витков) ввинчивание непроходного
калибра-пробки допускается:
• для глухих резьб - до двух оборотов с одной стороны;
• для сквозных резьб - до двух оборотов в сумме с двух сторон.
Проверка непроходной резьбовой пробкой гарантирует, что средний
диаметр гайки не больше установленного предельного размера.
10.02.2023
245
245.
Взаимозаменяемость резьбовых соединенийДля контроля размеров наружной резьбы применяют резьбовые
калибр-кольца
10.02.2023
246
246.
Взаимозаменяемость резьбовых соединенийПроходное резьбовое кольцо должно навинчиваться на
проверяемый болт или аналогичный тип крепежа, что
свидетельствует о том, что средний диаметр резьбы болта не
выходит за установленный наибольший предельный размер и что
погрешности угла профиля и шага резьбы болта компенсированы
соответствующим уменьшением среднего диаметра.
Также проверка этим калибром гарантирует, что внутренний
диаметр болта не больше внутреннего диаметра гайки.
Непроходное резьбовое кольцо, как правило, не должно
навинчиваться на болт. Допускается навинчивание не более чем
на два оборота.
10.02.2023
247
247.
Взаимозаменяемость резьбовых соединенийПроходные резьбовые калибры имеют полный профиль
резьбы и длину, равную длине свинчивания. Фактически
они должны быть прототипом сопрягаемой детали.
Непроходные резьбовые калибры имеют укороченный
профиль с минимальной длиной сторон профиля резьбы и
сокращенное число витков. Это делается для того чтобы
уменьшить влияние погрешностей половины угла профиля и
шага и контролировать только средний диаметр.
10.02.2023
248
248.
Взаимозаменяемость резьбовых соединенийПолный профиль резьбы калибров выполняют с канавкой произвольной формы или
со впадиной закругленной формы.
Укороченный профиль резьбы калибров-пробок получают за счет уменьшения
наружного диаметра пробок и прорезания канавок у впадин по внутреннему
диаметру, у калибров колец - путем увеличения внутреннего диаметра и прорезания
канавки у впадины по наружному диаметру.
10.02.2023
249
249.
Взаимозаменяемость резьбовых соединенийДля увеличения срока службы рабочих резьбовых калибров
установлен допуск их износа. Поле допуска на износ
проходных калибров частично выходит из поля допуска резьбы
детали, а поле допуска на износ непроходных калибров
расположено в поле допуска резьбы детали.
Маркировка резьбовых калибров.
При маркировке на калибр наносят размер резьбы, обозначения
калибра ПР или НЕ, марку завода-изготовителя.
Пример маркировки: М16Х1,5-6g, ПР.
10.02.2023
250
250.
Шероховатость поверхностиШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
251.
Шероховатость поверхностиПоверхностный слой - это часть поверхности,
характеристики которой отличаются от
материала сердцевины
Качество поверхности - это совокупность
всех служебных свойств поверхностного слоя
материала
10.02.2023
252
252.
Шероховатость поверхностиКачество поверхностного слоя металла обусловливается
свойствами металла и методами обработки: механической,
электрофизической, электрохимической, термической и т.д. В
процессе механической обработки (резание лезвийным
инструментом, шлифование абразивным инструментом,
полирование и др.) поверхностный слой деформируется под
действием усилия резания, температуры, а также загрязняется
примесями (частицы абразива, кислород) и другими
инородными включениями.
10.02.2023
253
253.
Шероховатость поверхностиСхематическое строение поверхностного слоя детали после
механической обработки резанием
Упрочненный слой, состоящий из верхнего слоя 1, слоя 2 с текстурой, в
котором зерна имеют преимущественную ориентацию, и пластически
деформированного слоя 3, имеет уменьшенную по сравнению с
сердцевиной 4 плотность; в нем наблюдается много дислокаций и других
дефектов строения кристаллической решетки. Вместе с тем этот слой
имеет увеличенную по сравнению с сердцевиной детали твердость.
10.02.2023
254
254.
Шероховатость поверхностиХарактеристики поверхности связанные с
геометрией детали показаны в порядке
уменьшения их абсолютных величин:
• отклонения формы (макрогеометрия);
• волнистость (мезогеометрия);
• шероховатость (микрогеометрия);
• субмикрошероховатость.
10.02.2023
255
255.
Шероховатость поверхностиКритерием для их разграничения служит отношение
шага S к высоте неровностей R:
• для отклонений формы характерно отношение
S/R > 1000;
• для волнистости S/R = 50…1000;
• для шероховатости S/R < 50.
10.02.2023
256
256.
Шероховатость поверхности10.02.2023
257
257.
Шероховатость поверхностиВолнистость поверхности – это совокупность
периодически повторяющихся неровностей, у которых
расстояния между смежными возвышенностями или
впадинами превышают базовую длину l для имеющейся
шероховатости поверхности.
10.02.2023
258
258.
Шероховатость поверхностиШероховатость поверхности – это совокупность неровностей
поверхности с относительно малыми шагами, выделенная с
помощью базовой длины.
Реальная поверхность 1 - это поверхность, ограничивающая тело
и отделяющая его от окружающей среды
Номинальная поверхность 2 - поверхность, заданная в
технической документации без учета допускаемых отклонений, в
данном случае плоскость.
10.02.2023
259
259.
Шероховатость поверхностиШероховатость поверхности играет большую роль в подвижных
соединениях деталей, в значительной степени влияя на трение и
износ трущихся поверхностей подшипников, направляющих,
ползунов и т.п. При недостаточно гладких трущихся поверхностях
соприкосновение между ними происходит в отдельных точках при
повышенном удельном давлении, вследствие чего смазка
выдавливается, нарушается непрерывность масляной пленки и
создаются условия для возникновения полусухого и даже сухого
трения. Эти обстоятельства особенно важны для подшипников
быстроходных и точных машин, в которых нельзя допустить больших
зазоров и жидкостное трение должно быть обеспечено при весьма
тонких масляных пленках.
10.02.2023
260
260.
Шероховатость поверхностиУменьшение шероховатости поверхности вносит большую
неопределенность в характер соединения деталей. Зазор или
натяг, который можно определить по результатам измерения
деталей соединения, отличается от эффективного зазора или
натяга, имеющего место при сборке и в процессе эксплуатации.
Эффективный натяг уменьшается, а эффективный зазор
увеличивается тем в большей степени, чем большую
шероховатость имеют сопрягаемые поверхности
10.02.2023
261
261.
Шероховатость поверхностиПрочность деталей также зависит от шероховатости
поверхности. Разрушение детали, особенно при переменных
нагрузках, в большой степени объясняется концентрацией
напряжений, являющихся следствием имеющихся неровностей.
Чем «чище» поверхность, тем меньше возможность возникновения
поверхностных трещин от усталости металла. Чистовая отделка
деталей (доводка, полировка и т.п.) значительно повышает их
усталостную прочность.
Уменьшение шероховатости поверхности существенно повышает
антикоррозионную стойкость деталей (для поверхностей деталей,
где нельзя использовать защитные покрытия.
10.02.2023
262
262.
Шероховатость поверхностиШероховатость поверхности связана также и с другими
функциональными показателями изделий, таких как плотность
и герметичность соединений, отражательная способность,
контактная жесткость поверхности, прочность сцепления при
притирании и склеивании, качество гальванических и
лакокрасочных покрытий.
Шероховатость поверхности влияет на точность измерения
деталей.
10.02.2023
263
263.
Шероховатость поверхностиОСНОВНЫЕ ПОНЯТИЯ
10.02.2023
264
264.
Шероховатость поверхностиБазовая линия (поверхность) - линия (поверхность)
заданной геометрической формы, определенным образом
проведенная относительно профиля (поверхности) и служащая
для оценки геометрических параметров поверхности.
Длина базовой линии, обозначается l и используется для
выделения неровностей, характеризующих шероховатость
поверхности
10.02.2023
265
265.
Шероховатость поверхностиДлина оценки L – длина, на которой оценивается
значения параметров шероховатости поверхности
(может состоять из одной или нескольких базовых
длин).
10.02.2023
266
266.
Шероховатость поверхностиПрофиль поверхности – линия пересечения поверхности с
плоскостью.
Профиль реальной поверхности 1 – линия пересечения реальной
поверхности с плоскостью
Профиль номинальной поверхности 2 – линия пересечения
номинальной поверхности с плоскостью
10.02.2023
267
267.
Шероховатость поверхностиСредняя линия профиля m - базовая линия, имеющая
форму номинального профиля и проведенная так, чтоб в
пределах базовой длины среднее квадратическое
отклонение профиля до этой линии было минимально
10.02.2023
268
268.
Шероховатость поверхностиОтклонение профиля y - расстояние между точкой
профиля и базовой линией.
10.02.2023
269
269.
Шероховатость поверхностиЛиния выступов профиля - линия, эквидистантная средней линии,
проходящая через высшую точку профиля в пределах базовой длины
Линия впадин профиля - линия, эквидистантная средней линии,
проходящая через низшую точку профиля в пределах базовой длины
10.02.2023
270
270.
Шероховатость поверхностиВыступ профиля - часть реального профиля,
соединяющая две соседние точки пересечения его со
средней линией профиля, направленная из тела
10.02.2023
271
271.
Шероховатость поверхностиВпадина профиля - часть реального профиля,
соединяющая две соседние точки пересечения его со
средней линией, направленная в тело
10.02.2023
272
272.
Шероховатость поверхностиНеровность профиля - выступ профиля и
сопряженная с ним впадина профиля
10.02.2023
273
273.
Шероховатость поверхностиВысота выступа профиля yp - расстояние от
средней линии профиля до высшей точки выступа
профиля
10.02.2023
274
274.
Шероховатость поверхностиГлубина впадины yv - расстояние от средней линии
профиля до низшей точки впадины профиля
10.02.2023
275
275.
Шероховатость поверхностиПАРАМЕТРЫ ШЕРОХОВАТОСТИ
10.02.2023
276
276.
Шероховатость поверхностиВысотные параметры:
Ra – среднее арифметическое отклонение
профиля;
Rz – наибольшая высота профиля (старое название высота неровностей профиля по десяти
точкам);
Rmax – полная высота неровностей профиля.
10.02.2023
277
277.
Шероховатость поверхностиПолная высота неровностей профиля Rmax – сумма
высоты наибольшего выступа профиля Rp и глубины
наибольшей впадины профиля Rv в пределах длины
оценки L.
10.02.2023
278
278.
Шероховатость поверхностиПолная высота неровностей профиля Rmax
Rmax = | Rp | + | Rv | = (hmax – hmin)
10.02.2023
279
279.
Шероховатость поверхностиНаибольшая высота профиля Rz – сумма высоты
наибольшего выступа профиля Rp и глубины
наибольшей впадины профиля Rv в пределах
базовой длины l.
10.02.2023
280.
Шероховатость поверхностиСреднее арифметическое отклонение профили Ra –
это среднее арифметическое из абсолютных значений
отклонений профиля в пределах базовой длины
1 n
Ra yi
n i 1
l
1
Ra y x dx
l0
10.02.2023
281
281.
Шероховатость поверхностиШаговые параметры:
Sm – средний шаг неровностей;
S – cредний шаг местных выступов профиля.
Опорный параметр:
tp – относительная опорная длина профиля.
10.02.2023
282
282.
Шероховатость поверхностиСредний шаг неровностей определяется по формуле:
n
Sm 1 Smi ,
n i 1
где Smi – i-й шаг неровностей (отрезок средней линии
профиля, между точками пересечения соседних
одноименных сторон профиля и средней линией);
n – число шагов неровностей профиля по средней
линии.
10.02.2023
283
283.
Шероховатость поверхностиСредний шаг местных выступов определяется
по формуле:
1 n
S Si ,
n i 1
где Si – i-й шаг местных выступов профиля, т.е.
отрезок средней линии между проекциями на
нее наивысших точек соседних местных
выступов профиля.
10.02.2023
284
284.
Шероховатость поверхностиОтносительная опорная длина профиля определяется
по формуле:
p
tp 100,
l
где tp – относительная опорная длина профиля, %;
р – значение уровня сечения;
р – опорная длина профиля;
l – базовая длина неровностей.
10.02.2023
285
285.
Шероховатость поверхностиОпорная длина профиля (
р) определяется
суммой длин отрезков bi, отсекаемых на
заданном уровне P в материале профиля
линией, параллельной средней линии в
пределах базовой длины:
n
р bi ,
i 1
10.02.2023
286
286.
Шероховатость поверхностиЗначение уровня сечения (р) определяется по формуле:
p P 100,
R max
где Р – уровень сечения профиля (расстояние от линии выступов
профиля до линии, пересекающей профиль параллельно средней
линии профиля);
Rmax – максимальная высота неровностей.
Значение уровня сечения профиля р отсчитывают по линии
выступов и выбирают из ряда: 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80;
90 % от Rmax.
10.02.2023
287
287.
Шероховатость поверхности10.02.2023
288
288.
Шероховатость поверхностиПри обозначении шероховатости на чертежах все
высотные
параметры
задаются
числовыми
значениями в микрометрах (мкм) без указания
единицы, все шаговые параметры задаются
числовыми значениями в миллиметрах (мм) без
указания единицы, опорный параметр задается
числовыми значениями в процентах (%) и тоже без
указания единицы.
Рассмотрим каждый из этих параметров.
10.02.2023
289
289.
Шероховатость поверхностиПри необходимости дополнительно к параметрам
шероховатости поверхности устанавливаются
требования по направлению неровностей
поверхности, а также по способу или
последовательности
способов
получения
(обработки) поверхности. При этом способ
обработки указывают только в случаях, когда он
является единственно приемлемым для получения
требуемого качества поверхности.
10.02.2023
290
290.
Шероховатость поверхностиВиды направлений неровностей
10.02.2023
291
291.
Шероховатость поверхностиОбозначение шероховатости на чертежах
способ обеспечения
шероховатости
конструктором не
определен
шероховатость
поверхности должна быть
обеспечена удалением слоя
металла
шероховатости
поверхности, полученной
литьем, ковкой,
штамповкой, прокаткой и
т.п., то есть без удаления
слоя металла.
Последний знак применяют также в обозначении шероховатости
поверхности, к обработке которой требования не установлены.
10.02.2023
292
292.
Шероховатость поверхности10.02.2023
293
293.
Шероховатость поверхности10.02.2023
294
294.
Шероховатость поверхности10.02.2023
295
295.
Шероховатость поверхностиЗначения одного или нескольких параметров
шероховатости
записывают
под
знаком
обозначения шероховатости тремя способами:
1) Указывают наибольшие значения параметра
после соответствующего символа, например:
Rmax 6,3;
Sm 0,63;
t50 70;
S 0,032;
Rz 32;
Ra 0,5.
10.02.2023
296
296.
Шероховатость поверхности2)
Числовые
значения
параметров
шероховатости указывают в виде диапазона
их значений, размещая предельные значения
соответствующих параметров шероховатости
в две строки, например:
1,00
0.63
Ra
10.02.2023
;
Rz
0,080
0,032
;
R
0,80
max 0,32
;
t50 70
297
297.
Шероховатость поверхности3) Указывают номинальное значение параметра
шероховатости
с
их
предельными
отклонениями, например:
Ra 1 20%
Rz80 10%
Sm 0,63 20%
t50 70 40%
10.02.2023
298
298.
Шероховатость поверхностиПри указании двух и более параметров шероховатости
поверхности значения параметров записывают по вертикали
(сверху вниз) в той последовательности, в которой они
рассматривались ранее.
Из параметров шероховатости Ra и Rz в обозначении может
присутствовать только один и предпочтение отдают параметру
Ra.
10.02.2023
299
299.
Шероховатость поверхностиНад полкой знака шероховатости записывают вид обработки
поверхности только в том случае, когда он является единственным
для получения требуемого качества поверхности.
Базовую длину указывают только тогда, когда высотные параметры
Rz и Ra определяются в пределах базовой длины, отличающейся от
стандартной.
Условные обозначения направлений неровностей дают на
чертеже только в случае необходимости.
10.02.2023
300
300.
Шероховатость поверхностиПри указании на чертеже одинаковой шероховатости
для всех поверхностей изделия знак шероховатости
размещают в правом верхнем углу чертежа и на
изображении поверхностей изделий его не наносят.
10.02.2023
301
301.
Шероховатость поверхностиЕсли часть поверхностей изделия имеет
параметры шероховатости, отличающиеся от
параметров
шероховатости
большинства
поверхностей изделия, то в правом верхнем
углу чертежа для этих поверхностей помещают
знак шероховатости с их параметрами, а правее
помещают в скобках еще один знак
шероховатости, но без указания параметров
шероховатости. Знак в скобках указывает, что
на чертеже есть поверхности, имеющие
параметры шероховатости, отличающиеся от
параметров шероховатости изделия
10.02.2023
302
302.
Шероховатость поверхностиДопускается
применять
упрощенное
обозначение
шероховатости поверхности с разъяснением его в технических
требованиях чертежа.
10.02.2023
303
303.
Шероховатость поверхностиОбозначение шероховатости рабочих поверхностей зубьев
зубчатых колес, эвольвентных шлицев и т.п., если на чертеже
не приведен их профиль, условно наносят на линии
делительной поверхности
10.02.2023
304
304.
Шероховатость поверхностиЕсли шероховатость поверхностей, образующих контур, должна быть
одинаковой, обозначение наносят один раз.
В обозначении одинаковой шероховатости
переходящих одна в другую, знак ○ не приводят
10.02.2023
поверхностей,
плавно
305
305.
Шероховатость поверхностиПараметры шероховатости в зависимости от допусков размеров IT
и формы Tф
При допуске формы Тф
в процентах от допуска
размера IT
Параметр Ra
Параметр Rz
A = 60 %
Ra
0,05 IT
Rz = 0,2 IT
B = 40 %
Ra
0,025 IT
Rz = 0,1 IT
C = 25 %
Ra
0,012 IT
Rz = 0,05 IT
D < 25 %
Ra = 0,15 Tф
Rz = 0,6 Tф
10.02.2023
306
306.
Шероховатость поверхностиВыбор параметров для нормирования шероховатости должен производиться с
учетом назначения и эксплуатационных свойств поверхности. Основным во
всех случаях является нормирование высотных параметров.
Предпочтительно, в том числе и для самых грубых поверхностей, нормировать
параметр Ra, который более представительно, чем Rz или Rmax отражает
отклонения профиля, поскольку определяется по всем точкам профиля.
Параметры Rz и Rmax нормируют в тех случаях, когда по функциональным
требованиям необходимо ограничить полную высоту неровностей профиля
или шероховато-рыхлого поверхностного слоя, а также когда прямой контроль
параметра Ra с помощью профилометров или образцов сравнения не
представляется возможным, например, для поверхностей, имеющих малые
размеры или сложную конфигурацию.
10.02.2023
307
307.
Шероховатость поверхностиДля наиболее ответственных поверхностей нормирования одних
высотных параметров может оказаться недостаточным для обеспечения
требуемых функциональных свойств и должно быть дополнено
нормированием шаговых параметров или параметра tp .
Шаговые параметры Sm и
виброустойчивость,
прочность
сопротивление в волноводах.
S существенно влияют на
при
циклических
нагрузках,
Параметр tp комплексно характеризует высоту и форму неровностей и
позволяет судить о фактической площади контакта шероховатых
поверхностей.
10.02.2023
308
308.
Шероховатость поверхностиПоказанные поверхности, имеющие одинаковые значения высотных и
шаговых параметров, существенно различаются формой неровностей и
эксплуатационными свойствами.
С параметром tp связаны эксплуатационные свойства:
- износоустойчивость трущихся поверхностей;
- контактная жесткость;
- герметичность соединений.
10.02.2023
309
309.
Шероховатость поверхностиНормирование направлений неровностей целесообразно с
направлением
относительного
перемещения
трущихся
сопряженных поверхностей или с направлением движения струи
жидкости или газа относительно поверхности, а также для
обеспечения необходимой виброустойчивости и прочности при
циклических нагрузках.
10.02.2023
310
310.
Шероховатость поверхностиВыбор числовых значений параметров шероховатости должен
производиться в соответствии с условиями работы изделия и
требованиями эксплуатации нормируемой поверхности.
Применение слишком высоких требований к шероховатости
поверхности может оказаться не только нерентабельным, но и
недопустимым.
10.02.2023
311
311.
Шероховатость поверхностиСуществуют три основных метода измерения шероховатости
поверхности:
1) определение
образцами;
параметров
шероховатости
сравнением
с
2) бесконтактный метод при использовании приборов светового
сечения, двойного микроскопа, микроинтерферометра и других;
3) контактный метод с использованием щуповых приборов
различных моделей, например, профилографа-профилометра и
других.
10.02.2023
312
312.
Шероховатость поверхности10.02.2023
313
313.
Шероховатость поверхности10.02.2023
314
314.
Шероховатость поверхности10.02.2023
315
315.
Нормирование точности формы и расположения поверхностейНОРМИРОВАНИЕ ТОЧНОСТИ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
316.
Нормирование точности формы и расположения поверхностейПод отклонением формы поверхности понимают отклонение
формы реальной поверхности от формы номинальной
поверхности.
Номинальная
поверхность
–
идеальная
поверхность,
номинальная форма которой задана чертежом или другой
технической документацией.
Реальные поверхности у детали получаются после изготовления.
В основу нормирования и количественной оценки отклонений
формы и расположения положен принцип прилегающих прямых,
поверхностей и профилей.
10.02.2023
317
317.
Нормирование точности формы и расположения поверхностейПрилегающая прямая – прямая, соприкасающаяся с
реальным профилем и расположенная вне материала детали
так, чтобы отклонение от нее до наиболее удаленной точки
реального профиля было минимальным.
Так как
1<
2, то
первая касательная
линия будет
прилегающей.
10.02.2023
318
318.
Нормирование точности формы и расположения поверхностейПрилегающая окружность – это окружность минимального
диаметра, описанная вокруг реального профиля наружной
поверхности
вращения
или
максимального
диаметра,
вписанного в реальный профиль внутренней поверхности
вращения.
Различают
также
прилегающую
плоскость,
прилегающий цилиндр и т.п.
10.02.2023
319
319.
Нормирование точности формы и расположения поверхностейПриняты следующие буквенные обозначения:
Δ – отклонение формы или расположения
поверхностей;
T – допуск формы или допуск расположения;
L – длина нормируемого участка.
10.02.2023
320
320.
Нормирование точности формы и расположения поверхностейОТКЛОНЕНИЕ ФОРМЫ ПЛОСКИХ
ПОВЕРХНОСТЕЙ
10.02.2023
321
321.
Нормирование точности формы и расположения поверхностейКомплексный показатель, характеризующий
точность формы плоских поверхностей, – это
отклонение от плоскостности (
).
Отклонение от плоскостности определяют как
наибольшее расстояние от точек реальной
поверхности до прилегающей плоскости в
пределах нормируемого участка.
10.02.2023
322
322.
Нормирование точности формы и расположения поверхностейДопуск плоскостности поверхности - 0,1 мм
Допуск плоскостности поверхности - 0,1 мм на площади
100 × 100 мм
Допуск плоскостности поверхностей относительно
общей прилегающей плоскости - 0,1 мм
Допуск плоскостности каждой поверхности - 0,01 мм
10.02.2023
323
323.
Нормирование точности формы и расположения поверхностейЧастными видами отклонений от плоскостности являются
выпуклость и вогнутость. Условных обозначений эти показатели не
имеют, поэтому на чертеже обозначают поверхность (русскими
прописными буквами), а в технических требованиях делают
соответствующую запись. Например
10.02.2023
324
324.
Нормирование точности формы и расположения поверхностейПоказателем, также характеризующим точность
формы плоских поверхностей, является
отклонение от прямолинейности (–).
Отклонение от прямолинейности в плоскости
определяют как наибольшее расстояние (Δ) от
точек реального профиля до прилегающей прямой.
10.02.2023
325
325.
Нормирование точности формы и расположения поверхностейДопуск прямолинейности поверхности
0,25 мм на всей длине и 0,1 мм - на длине
100 мм
Допуск прямолинейности поверхности
в поперечном направлении - 0,05 мм, в
продольном направлении - 0,1 мм
10.02.2023
326
326.
Нормирование точности формы и расположения поверхностейОтклонение от прямолинейности может относиться не
только к плоским поверхностям, а еще к осям, образующим
цилиндрических поверхностей
10.02.2023
327
327.
Нормирование точности формы и расположения поверхностейОТКЛОНЕНИЕ ФОРМЫ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
10.02.2023
328
328.
Нормирование точности формы и расположения поверхностейКомплексным
показателем
точности
формы
цилиндрической поверхности является отклонение от
цилиндричности (
). Это отклонение определяет
точность цилиндрической поверхности в двух сечениях –
продольном и поперечном.
Отклонение от цилиндричности – наибольшее
расстояние (Δ) от точек реальной поверхности до
прилегающего цилиндра в пределах нормируемого
участка (L).
10.02.2023
329
329.
Нормирование точности формы и расположения поверхностейОднако чаще точность формы цилиндрической поверхности
рассматривают отдельно в каждом из этих сечений.
Показатели
точности
формы
цилиндрической
поверхности в продольном сечении:
комплексный показатель – отклонение профиля
продольного сечения (
);
- частные виды отклонений, характеризующих точность
формы в продольном сечении – конусообразность,
бочкообразность, седлообразность (условного обозначения
не имеют).
10.02.2023
330
330.
Нормирование точности формы и расположения поверхностейОтклонение профиля продольного сечения – наибольшее
расстояние (Δ) от точек образующих (образующих цилиндрической
поверхности) реальной поверхности, лежащих в плоскости,
проходящей через ее ось, до соответствующей стороны
прилегающего профиля в пределах нормируемого участка (L)
10.02.2023
331
331.
Нормирование точности формы и расположения поверхностейОтклонение профиля продольного
сечения характеризует отклонения от
прямолинейности и параллельности
образующих.
10.02.2023
332
332.
Нормирование точности формы и расположения поверхностейКонусообразность – отклонение продольного сечения, при
котором образующие прямолинейны, но не параллельны.
10.02.2023
333
333.
Нормирование точности формы и расположения поверхностейБочкообразность – отклонение профиля продольного
сечения, при котором образующие не прямолинейны, и
диаметры увеличиваются от краев к середине сечения.
10.02.2023
334
334.
Нормирование точности формы и расположения поверхностейСедлообразность – отклонение профиля продольного
сечения, при котором образующие непрямолинейны, и
диаметры уменьшаются от краев к середине сечения.
10.02.2023
335
335.
Нормирование точности формы и расположения поверхностейБочкообразность чаще всего возникает при обтачивании тонких
длинных валов в центрах без люнетов (в средней части под влиянием сил
резания возникают большие упругие прогибы, чем по краям).
Толстые короткие валы чаще получаются седлообразными из-за
большого смещения вала по краям (составляющие силы резания
распределяются между обоими центрами более равномерно).
Бочкообразность и седлообразность могут возникнуть также вследствие
погрешности направляющих станин станков и других причин.
Причиной конусообразности являются износ резца, несовпадение
геометрических осей шпинделя и пиноли задней бабки станка
(смещение центров), отклонение от параллельности оси центров
направляющим станины.
10.02.2023
336
336.
Нормирование точности формы и расположения поверхностейПоказатели точности формы
цилиндрической поверхности в
поперечном сечении.
Комплексный показатель –
отклонение от круглости ( ) –
наибольшее расстояние (Δ) от
точек реального профиля до
прилегающей окружности.
10.02.2023
337
337.
Нормирование точности формы и расположения поверхностейЧастными видами отклонений от круглости являются овальность и
огранка.
Овальность – отклонение от круглости, при котором реальный профиль
представляет собой овалообразную фигуру, наибольший и наименьший
диаметры которой находятся во взаимно перпендикулярных направлениях.
10.02.2023
338
338.
Нормирование точности формы и расположения поверхностейОгранка – отклонение от круглости, при котором реальный
профиль представляет собой многогранную фигуру. Огранка
может быть с четным и нечетным числом граней и
характеризуется равенством размера d.
10.02.2023
339
339.
Нормирование точности формы и расположения поверхностейОвальность детали возникает, например,
вследствие биения шпинделя токарного или
шлифовального станка, дисбаланса детали и
других причин.
Появление огранки вызвано изменением
положения мгновенного центра вращения
детали,
например,
при
бесцентровом
шлифовании.
10.02.2023
340
340.
Нормирование точности формы и расположения поверхностейДопуск круглости вала - 0,02 мм
Допуск круглости конуса - 0,02 мм
10.02.2023
341
341.
Нормирование точности формы и расположения поверхностейДопуск цилиндричности вала - 0,04 мм
Допуск цилиндричности вала - 0,01 мм
на длине 50 мм. Допуск круглости вала 0,004 мм
10.02.2023
342
342.
Нормирование точности формы и расположения поверхностейДопуск круглости вала - 0,01 мм.
Допуск профиля продольного
сечения вала - 0,016 мм
Допуск профиля продольного
сечения вала - 0,1 мм
10.02.2023
343
343.
Нормирование точности формы и расположения поверхностейДопуски формы и расположения поверхностей допускается указывать текстом в
технических требованиях, как правило, в том случае, если отсутствует знак вида
допуска.
При указании допуска формы и расположения поверхностей в технических
требованиях текст должен содержать:
- вид допуска;
- указание поверхности или другого элемента, для которого задается допуск (для этого
используют буквенное обозначение или конструктивное наименование, определяющее
поверхность);
- числовое значение допуска в миллиметрах;
- указание баз, относительно которых задается допуск (для допусков расположения и
суммарных допусков формы и расположения);
- указание о зависимых допусках формы или расположения (в соответствующих
случаях)
10.02.2023
344
344.
Нормирование точности формы и расположения поверхностей10.02.2023
345
345.
Нормирование точности формы и расположения поверхностейХарактерная ошибка при нормировании точности формы
10.02.2023
346
346.
Нормирование точности формы и расположения поверхностейДопуск формы поверхности не может быть
больше допуска на размер этой поверхности.
Таким образом, для нормирования точности
формы используется часть от допуска на
размер. Стандарт устанавливает следующие
уровни относительной геометрической точности
формы:
10.02.2023
347
347.
Нормирование точности формы и расположения поверхностейА – нормальная относительная геометрическая точность; допуски
формы или расположения составляют примерно 60 % допуска
размера,
В – повышенная относительная геометрическая точность; допуски
формы или расположения составляют примерно 40 % допуска
размера,
С – высокая относительная геометрическая точность; допуски
формы или расположения составляют примерно 25 % допуска
размера.
10.02.2023
348
348.
Нормирование точности формы и расположения поверхностейДопуски
формы
цилиндрических
поверхностей,
соответствующие уровням А, В, С составляют примерно 30, 20
и 12 % допуска размера, так как допуск формы ограничивает
отклонение радиуса, а допуск размера – отклонение диаметра
поверхности.
Для нормирования точности формы предусмотрены степени
точности:
1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16.
10.02.2023
349
349.
Нормирование точности формы и расположения поверхностейЧисловые значения допусков увеличиваются от одной
степени к другой.
Существует связь между точностью размеров деталей
(квалитетом) и точностью формы или расположения
поверхностей (степенью точности).
Назначение степени точности формы в зависимости от
квалитета размера можно осуществлять, пользуясь
таблицей.
10.02.2023
350
350.
Нормирование точности формы и расположения поверхностейКвалитет
5
6
7
10.02.2023
Уровень относительной
геометрической
Степень точности формы
точности формы
А
В
С
А
В
С
А
В
С
4
3
2
5
4
3
6
5
4
351
351.
Нормирование точности формы и расположения поверхностейДопуски формы и расположения можно
ограничивать допуском размера.
На
чертежах
допуски
формы
и
расположения
поверхностей
указывают
только, когда они должны быть меньше
допусков размера или неуказанных допусков.
10.02.2023
352
352.
Нормирование точности формы и расположения поверхностей10.02.2023
353
353.
Нормирование точности формы и расположения поверхностейТОЧНОСТЬ РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
10.02.2023
354
354.
Нормирование точности формы и расположения поверхностейОтклонение от параллельности плоскостей (осей, оси и
плоскости) – разность (Δ) наибольшего и наименьшего
расстояний между прилегающими плоскостями в пределах
нормируемого участка.
10.02.2023
355
355.
Нормирование точности формы и расположения поверхностейНеправильный (а) и правильный (б) варианты обозначения
отклонения от параллельности
а)
10.02.2023
б)
356
356.
Нормирование точности формы и расположения поверхностейОтклонение от перпендикулярности плоскостей (осей, оси
и плоскости) – отклонение угла между плоскостями от прямого
угла (90
), выраженное в линейных единицах на длине
нормируемого участка.
10.02.2023
357
357.
Нормирование точности формы и расположения поверхностейПримеры обозначения отклонений от перпендикулярности
При контроле перпендикулярности на детали должен измеряться
размер
, который представляет собой отклонение от
перпендикулярности стенки паза.
10.02.2023
358
358.
Нормирование точности формы и расположения поверхностейПримеры обозначения отклонений от перпендикулярности
Должен измеряться размер
, который представляет собой отклонение от
перпендикулярности плоскости симметрии стенок паза.
10.02.2023
359
359.
Нормирование точности формы и расположения поверхностейОтклонение от соосности относительно общей оси – это наибольшее
расстояние (Δ) между осью рассматриваемой поверхности вращения и
общей осью двух или нескольких поверхностей вращения на длине
нормируемого участка.
Отклонение от соосности всегда относится к осям.
10.02.2023
360
360.
Нормирование точности формы и расположения поверхностейДопуск соосности в диаметральном выражении равен удвоенному
наибольшему допускаемому значению отклонения от соосности, а в
радиусном выражении - наибольшему допускаемому значению этого
отклонения. Поле допуска соосности — область в пространстве,
ограниченная цилиндром, диаметр которого равен допуску соосности в
диаметральном выражении Т или удвоенному допуску соосности в
радиусном выражении R, а ось совпадает с базовой осью. Двоякая
количественная оценка соосности (в диаметральном и радиусном
выражении) принята по рекомендации ИСО также для симметричности
и пересечения осей. Ранее эти отклонения определяли только в
радиусной мере.
10.02.2023
361
361.
ÂÂ
Ì
R0.1M
a
Чертеж с ошибками
10.02.2023
Â
Ì
á
1.7h9
-0.036
8.04
Â
Â
R0.1M
1.7h9
-0.036
8.04
1.7h9
-0.036
8.04
1.7h9
8.04
-0.036
Нормирование точности формы и расположения поверхностей
Â
R0.1M
Â
a
Ì
R0.1M
Â
Ì
á
Исправленный чертеж
362
362.
Нормирование точности формы и расположения поверхностейОтклонение от симметричности относительно базовой плоскости наибольшее расстояние (Δ) между плоскостью симметрии рассматриваемой
поверхности и базовой плоскостью симметрии в пределах нормируемого
участка. Допуск симметричности проставляется в диаметральном
выражении Т или в радиусном выражении Т/2.
10.02.2023
363
363.
Нормирование точности формы и расположения поверхностейНа чертежах в подобных случаях очень часто база ошибочно
указывается так, как изображено на рисунке. Но согласно ГОСТ 2.308
такая простановка допуска означает, что контур детали должен быть
симметричен относительно края отверстия.
10.02.2023
364
364.
Нормирование точности формы и расположения поверхностейОтклонение от пересечения
осей, которые номинально
должны пересекаться,
определяют как наименьшее
расстояние между
рассматриваемой и базовой
осями.
Допуск
пересечения
проставляется в диаметральном
выражении Т или в радиусном
выражении Т/2.
10.02.2023
365
365.
Нормирование точности формы и расположения поверхностейПозиционное отклонение ( ) – наибольшее
расстояние (Δ) реального расположения элемента
(его центра, оси или плоскости симметрии) от
его номинального расположения в пределах
нормируемого участка. Позиционное отклонение
и позиционный допуск были введены вместо
термина смещение оси (или плоскости
симметрии) от номинального расположения.
10.02.2023
366
366.
Нормирование точности формы и расположения поверхностей10.02.2023
367
367.
Нормирование точности формы и расположения поверхностейОтклонение наклона плоскости (оси, прямой) относительно
плоскости (оси, прямой) – отклонение угла между плоскостью и
базовой плоскостью от номинального угла, выраженное в
линейных единицах на длине нормируемого участка.
10.02.2023
368
368.
Нормирование точности формы и расположения поверхностейСУММАРНЫЕ ОТКЛОНЕНИЯ И ДОПУСКИ
РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
10.02.2023
369
369.
Нормирование точности формы и расположения поверхностейСуммарным отклонением формы и расположения
называется
отклонение,
являющееся
результатом
совместного проявления отклонения формы и отклонения
расположения рассматриваемого элемента (поверхности или
профиля) относительно заданных баз. Количественно
суммарные отклонения оцениваются по точкам реальной
нормируемой поверхности относительно прилегающих
базовых элементов или их осей.
10.02.2023
370
370.
Нормирование точности формы и расположения поверхностейРадиальное биение ( ) поверхности
вращения относительно базовой оси является
результатом
совместного
проявления
отклонения
от
круглости
профиля
рассматриваемого сечения и отклонения его
центра относительно базовой оси.
10.02.2023
371
371.
Нормирование точности формы и расположения поверхностейЕсли определяют разность наибольшего и наименьшего
расстояний от всех точек реальной поверхности в пределах
нормированного участка L до базовой оси, то находят полное
радиальное биение:
Δ = Rmax – Rmin.
Оно является результатом совместного проявления
отклонения
от
цилиндричности
поверхности
и
отклонения от ее соосности относительно базовой оси.
10.02.2023
372
372.
Нормирование точности формы и расположения поверхностейПример обозначения полного радиального биения
10.02.2023
373
373.
Нормирование точности формы и расположения поверхностейТорцовое биение (полное) – разность (Δ)
наибольшего и наименьшего расстояний от точек
всей торцовой поверхности до плоскости,
перпендикулярной базовой оси. Оно является
результатом совместного проявления отклонения
от
прямолинейности
(плоскостности)
рассматриваемой поверхности и отклонения от
перпендикулярности ее относительно базовой оси.
10.02.2023
374
374.
Нормирование точности формы и расположения поверхностейПример обозначения торцевого биения
10.02.2023
375
375.
Нормирование точности формы и расположения поверхностейОшибка в обозначении базы
10.02.2023
376
376.
Нормирование точности формы и расположения поверхностейДеталь имеет общие оси: 1 – для поверхностей
Б и В; 2 – для А и В; 3 – для А и Б, а также
общую ось для всех трех поверхностей А, Б и В.
Если в чертеже такой детали будут заданы
требования к наличию центровых отверстий, то
деталь будет ещё иметь общую ось центровых
отверстий. В детали из-за неизбежных
погрешностей изготовления эти оси не будут
совпадать между собой. Из эскиза на рисунке не
ясно, какую из перечисленных общих осей
изображает осевая линия, и какая из этих осей
должна являться базой. Поэтому треугольник,
обозначающий базу, на осевую линию
поставлен неправильно.
10.02.2023
377
377.
Нормирование точности формы и расположения поверхностейПриведем некоторые из возможных правильных вариантов
указаний допуска радиального биения на чертеже такой детали.
Этим вариантам соответствуют разные схемы измерения
биений.
10.02.2023
378
378.
Нормирование точности формы и расположения поверхностей10.02.2023
379
379.
Нормирование точности формы и расположения поверхностей10.02.2023
380
380.
Нормирование точности формы и расположения поверхностейОтклонение формы заданного профиля ( ) – наибольшее
отклонение точек реального профиля, определяемое по
нормали к нормируемому профилю в пределах нормируемого
участка L.
10.02.2023
384
381.
Нормирование точности формы и расположения поверхностейОтклонение формы заданной поверхности – наибольшее
отклонение точек реальной поверхности от номинальной
поверхности, определяемое по нормали к номинальной
поверхности в пределах нормируемых участков L1, L2.
10.02.2023
385
382.
Нормирование точности формы и расположения поверхностейПример обозначения отклонения формы заданной поверхности
10.02.2023
386
383.
Нормирование точности формы и расположения поверхностейЗАВИСИМЫЙ И НЕЗАВИСИМЫЙ ДОПУСКИ
РАСПОЛОЖЕНИЯ (ФОРМЫ)
10.02.2023
387
384.
Нормирование точности формы и расположения поверхностейДопуски расположения или формы, устанавливаемые для
валов или отверстий, могут быть зависимыми и независимыми.
Зависимым называют переменный допуск расположения
или формы, минимальное значение которого указывается в
чертеже или технических требованиях и которое допускается
превышать на величину, соответствующую отклонению
действительного размера поверхности детали от проходного
предела (наибольшего предельного размера вала или
наименьшего предельного размера отверстия):
10.02.2023
388
385.
Нормирование точности формы и расположения поверхностейТзав = Тmin +Tдоп ,
где Тmin - минимальная часть допуска, связанная при
расчете с допустимым зазором;
Тдоп - дополнительная часть допуска, зависящая от
действительных
размеров
рассматриваемых
поверхностей.
10.02.2023
389
386.
Нормирование точности формы и расположения поверхностейНа рисунке показана деталь с отверстиями
разных размеров
20+0,1 и
30+0,2 с допуском на
соосность Тmin = 0,1 мм. Дополнительная
часть допуска определится по выражению
Тдоп = D1дейст – D1min + D2дейст – D2min
При наибольших значениях действительных
размеров отверстий
Тдоп max = 30,2 – 30 + 20,1 – 20 = 0,3.
При этом Тзав max = 0,1 + 0,3 = 0,4.
10.02.2023
390
387.
Нормирование точности формы и расположения поверхностейЗависимые допуски назначают только для
элементов (их осей или плоскостей симметрии),
представляющих собой отверстия или валы (по
ГОСТ 25346).
Зависимые допуски назначают, как правило,
когда необходимо обеспечить сборку деталей с
зазором между сопрягаемыми элементами.
10.02.2023
391
388.
Нормирование точности формы и расположения поверхностейЗависимые допуски формы, расположения и
координирующих размеров обеспечивают сборку
деталей по методу полной взаимозаменяемости без
какого-либо подбора парных деталей, поскольку
дополнительное отклонение формы, расположения или
координирующих размеров элемента компенсируется
отклонениями действительных размеров элементов той
же самой детали.
10.02.2023
392
389.
Нормирование точности формы и расположения поверхностейЗависимые допуски формы, расположения и координирующих размеров, как
правило, не следует назначать в случаях, когда отклонения формы и
расположения влияют на сборку и функционирование деталей независимо от
действительных отклонений размеров элементов и не могут быть
компенсированы ими.
Примерами являются допуски расположения деталей или элементов,
образующих посадки с натягами или переходные, обеспечивающих
кинематическую точность, балансировку, плотность или герметичность, в том
числе допуски расположения осей отверстий под валы зуючатых передач,
посадочных мест под подшипники качения, резьбовых отверстий под шпильки
и тяжелонагруженные винты.
10.02.2023
393
390.
Нормирование точности формы и расположения поверхностейЗависимыми могут назначаться допуски
формы:
- допуск прямолинейности оси цилиндрической
поверхности;
- допуск плоскостности поверхности симметрии
плоских элементов.
10.02.2023
394
391.
Нормирование точности формы и расположения поверхностейЗависимыми могут назначаться допуски расположения:
- допуски перпендикулярности оси (или плоскости симметрии)
относительно плоскости или оси;
- допуски наклона оси (или плоскости симметрии) относительно
плоскости или оси;
- допуск соосности;
- допуск симметричности;
- допуск пересечения осей;
- позиционный допуск оси или плоскости симметрии.
10.02.2023
395
392.
Нормирование точности формы и расположения поверхностейÂ
Â
R0.1M
Â
a
10.02.2023
1.7h9
8.04
-0.036
1.7h9
8.04
-0.036
Допуск расположения или формы может быть зависимым как от
точности размеров рассматриваемых поверхностей, так и от точности
размеров базовой поверхности.
Ì
R0.1M
Â
Ì
á
396
393.
Нормирование точности формы и расположения поверхностейНезависимым называют допуск расположения
или формы поверхностей, числовое значение
которого постоянно и не зависит от
действительных
размеров
рассматриваемых
поверхностей.
Если допуск расположения или формы не указан
как зависимый, то его считают независимым.
10.02.2023
397
394.
Нормирование точности формы и расположения поверхностейЗависимые допуски расположения и формы обозначают условным знаком
(буквой «М» в кружке), который помещают:
1) после числового значения допуска, если зависимый допуск связан с
действительными размерами рассматриваемых поверхностей;
2) после буквенного обозначения базы или без буквенного обозначения
базы в третьей части рамки, если этот допуск связан с действительными
размерами базовой поверхности;
3) после числового значения допуска и буквенного обозначения базы
или без буквенного обозначения базы, если зависимый допуск связан с
действительными размерами рассматриваемого и базового элемента.
10.02.2023
398
395.
Нормирование точности формы и расположения поверхностей10.02.2023
399
396.
Нормирование точности формы и расположения поверхностейПеред числовым значением допуска следует указывать:
1) символ
, если поле допуска задано его диаметром;
2) символ R, если поле допуска задано радиусом;
3) символ Т, если допуски симметричности, пересечения
осей, формы заданной поверхности, а также позиционные
допуски заданы в диаметральном выражении;
4) символ Т/2 для тех же видов допусков, если они заданы в
радиусном выражении;
5) слово «сфера» и символы и R, если поле допуска
сферическое.
10.02.2023
400
397.
Нормирование точности формы и расположения поверхностейЕсли допуск относится к участку поверхности заданной длины (площади),
то ее значение указывают рядом с допуском, отделяя от него наклонной
линией. Например,
Если необходимо назначить допуск на всей длине поверхности и на
заданной длине, то допуск на заданной длине указывают под допуском на
всей длине. Например,
10.02.2023
401
398.
Нормирование точности формы и расположения поверхностейСуммарные допуски формы и расположения поверхности,
для которых не установлены отдельные графические знаки,
обозначают знаками составных допусков: сначала знак
допуска расположения, затем знак допуска формы.
Например,
10.02.2023
402
399.
Нормирование точности формы и расположения поверхностейБазу обозначают зачерненным треугольником,
который соединяют соединительной линией с рамкой
допуска. Чаще базу обозначают буквой и соединяют ее с
треугольником.
Если базой является ось или плоскость симметрии,
треугольник располагают в конце размерной линии
соответствующего размера поверхности. В случае
недостатка места стрелку размерной линии допускается
заменять треугольником.
10.02.2023
403