 industry
industrySimilar presentations:


")


")




Основные способы определения параметров РДС
1.
Основные способыопределения
параметров РДС
2.
Плотность тока — векторная физическаявеличина, имеющая смысл силы электрического тока,
протекающего через элемент поверхности
единичной площади. При равномерном
распределении плотности тока и сонаправленности
её с нормалью к поверхности, через которую
протекает ток, для величины вектора плотности тока
выполняется:
3.
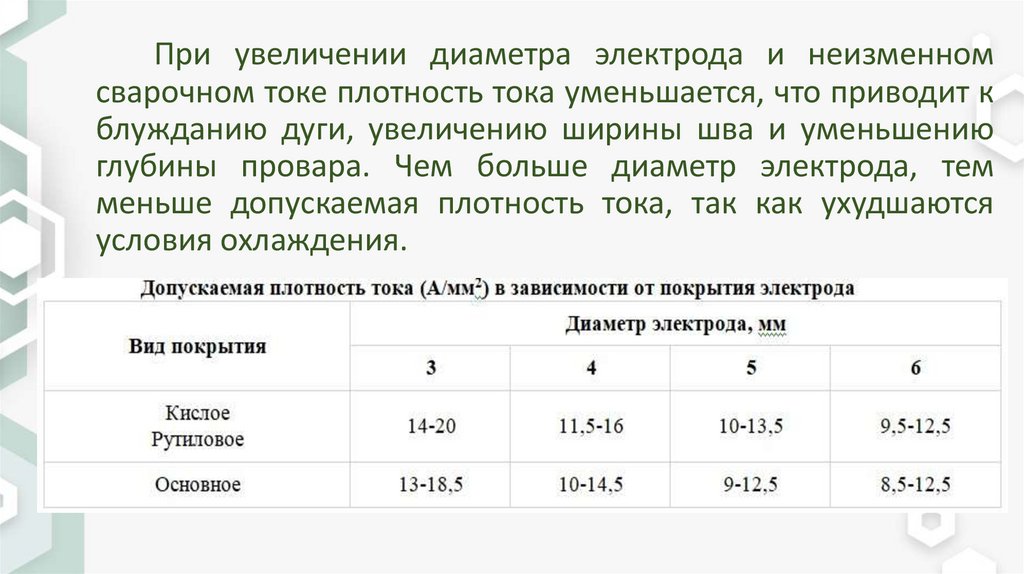
При увеличении диаметра электрода и неизменномсварочном токе плотность тока уменьшается, что приводит к
блужданию дуги, увеличению ширины шва и уменьшению
глубины провара. Чем больше диаметр электрода, тем
меньше допускаемая плотность тока, так как ухудшаются
условия охлаждения.
4.
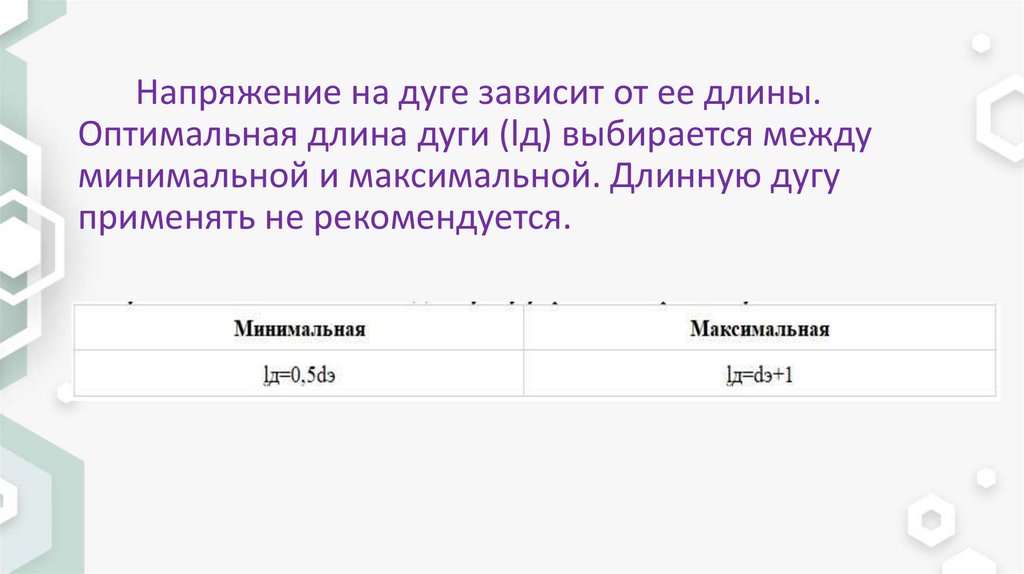
Напряжение на дуге зависит от ее длины.Оптимальная длина дуги (lд) выбирается между
минимальной и максимальной. Длинную дугу
применять не рекомендуется.
5.
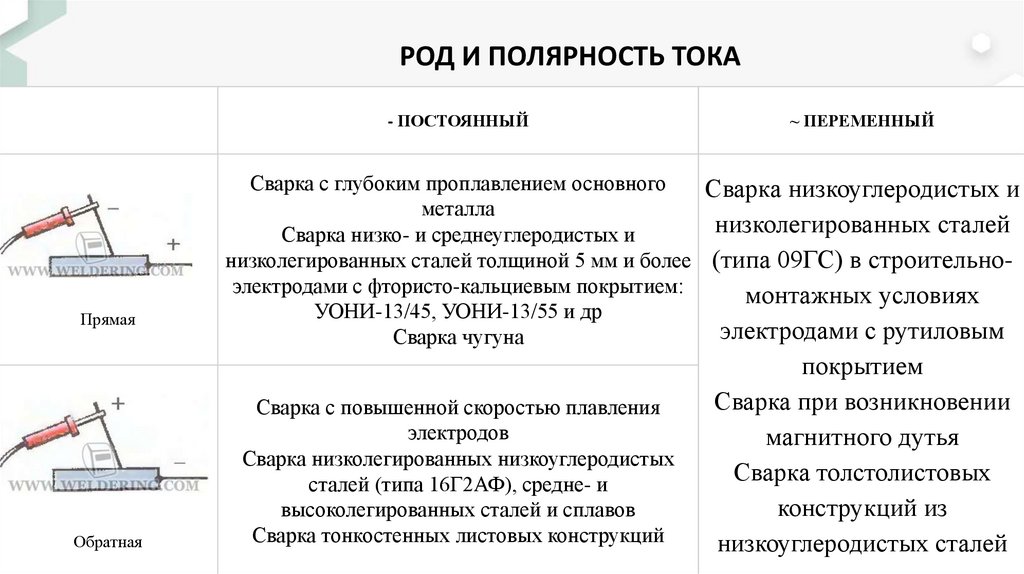
РОД И ПОЛЯРНОСТЬ ТОКА- ПОСТОЯННЫЙ
Прямая
Обратная
~ ПЕРЕМЕННЫЙ
Сварка с глубоким проплавлением основного
Сварка низкоуглеродистых и
металла
низколегированных сталей
Сварка низко- и среднеуглеродистых и
низколегированных сталей толщиной 5 мм и более (типа 09ГС) в строительноэлектродами с фтористо-кальциевым покрытием:
монтажных условиях
УОНИ-13/45, УОНИ-13/55 и др
электродами с рутиловым
Сварка чугуна
Сварка с повышенной скоростью плавления
электродов
Сварка низколегированных низкоуглеродистых
сталей (типа 16Г2АФ), средне- и
высоколегированных сталей и сплавов
Сварка тонкостенных листовых конструкций
покрытием
Сварка при возникновении
магнитного дутья
Сварка толстолистовых
конструкций из
низкоуглеродистых сталей
6.
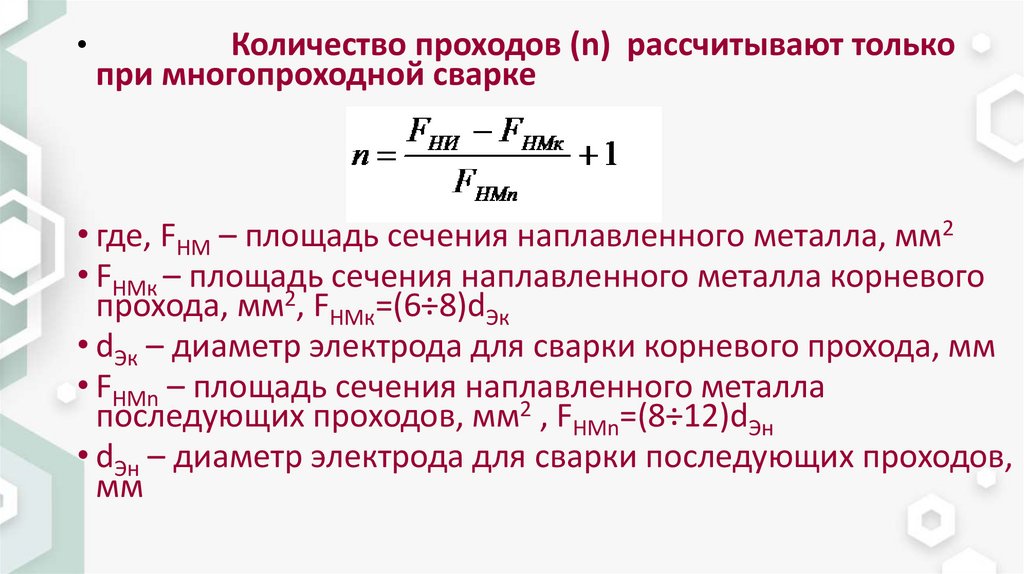
Количество проходов (n) рассчитывают только
при многопроходной сварке
• где, FНМ – площадь сечения наплавленного металла, мм2
• FНМк – площадь сечения наплавленного металла корневого
прохода, мм2, FНМк=(6÷8)dЭк
• dЭк – диаметр электрода для сварки корневого прохода, мм
• FНМn – площадь сечения наплавленного металла
последующих проходов, мм2 , FНМn=(8÷12)dЭн
• dЭн – диаметр электрода для сварки последующих проходов,
мм
7.
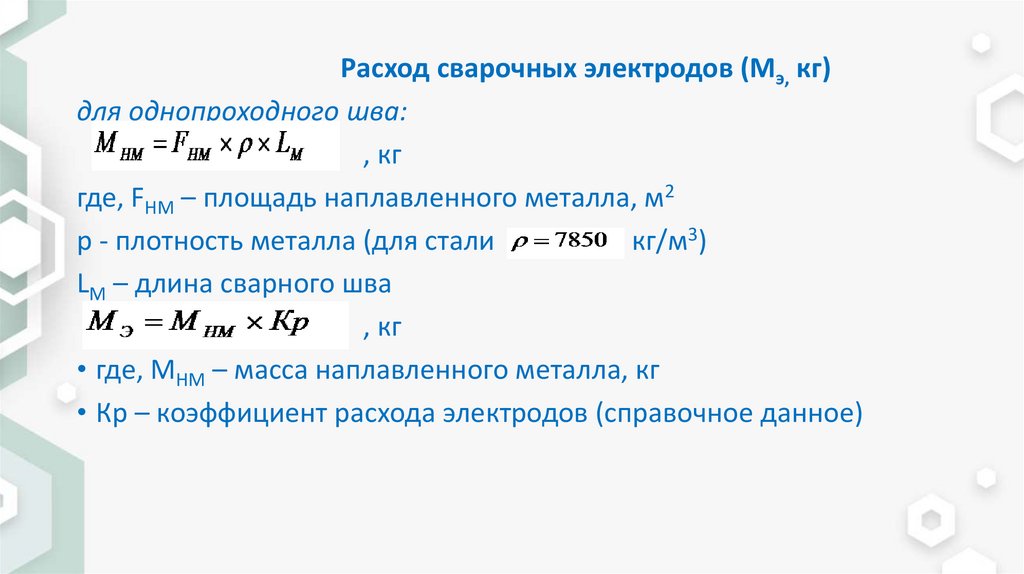
Расход сварочных электродов (Mэ, кг)для однопроходного шва:
, кг
где, FНМ – площадь наплавленного металла, м2
p - плотность металла (для стали
кг/м3)
LМ – длина сварного шва
, кг
• где, МНМ – масса наплавленного металла, кг
• Кр – коэффициент расхода электродов (справочное данное)
8.
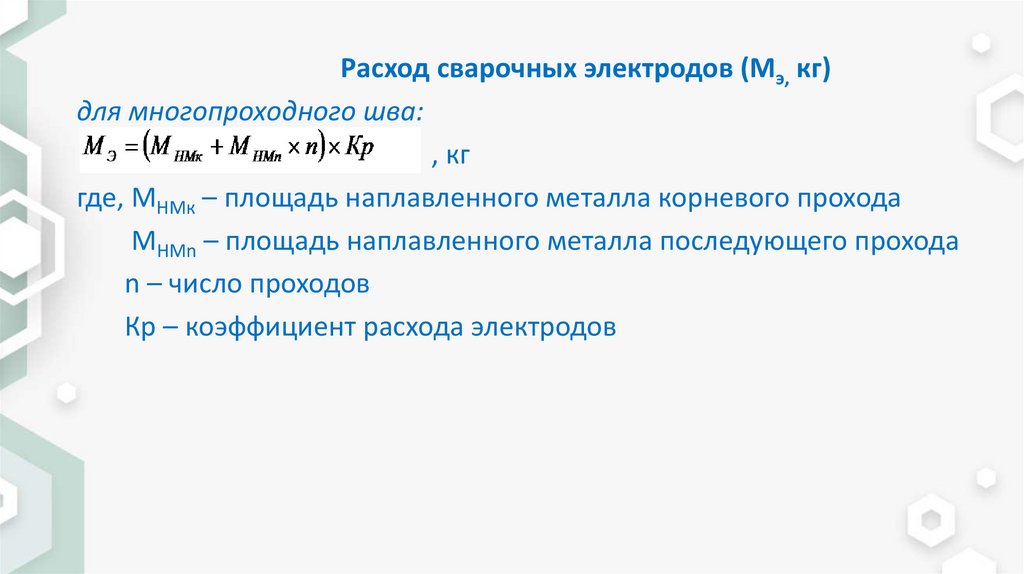
Расход сварочных электродов (Mэ, кг)для многопроходного шва:
, кг
где, МНМк – площадь наплавленного металла корневого прохода
МНМn – площадь наплавленного металла последующего прохода
n – число проходов
Кр – коэффициент расхода электродов