










 industry
industrySimilar presentations:










Классификационная маркировка КШО
1.
Кузнечно-штамповочноеоборудование
Классификационная маркировка
кузнечно-штамповочных машин
2.
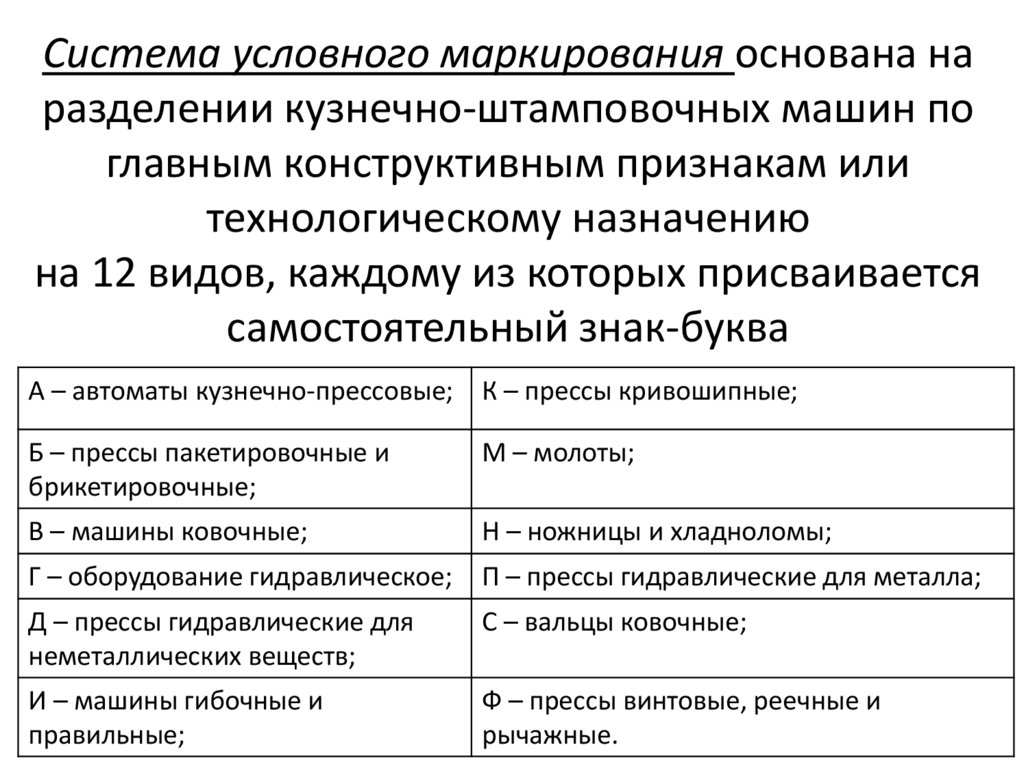
Система условного маркирования основана наразделении кузнечно-штамповочных машин по
главным конструктивным признакам или
технологическому назначению
на 12 видов, каждому из которых присваивается
самостоятельный знак-буква
А – автоматы кузнечно-прессовые; К – прессы кривошипные;
Б – прессы пакетировочные и
брикетировочные;
М – молоты;
В – машины ковочные;
Н – ножницы и хладноломы;
Г – оборудование гидравлическое;
П – прессы гидравлические для металла;
Д – прессы гидравлические для
неметаллических веществ;
С – вальцы ковочные;
И – машины гибочные и
правильные;
Ф – прессы винтовые, реечные и
рычажные.
3.
• Внутри вида машины подразделяются нагруппы по общим конструктивным или
технологическим признакам. Каждая
группа получает определенный
однозначный порядковый номер от 1 до 0.
• Для примера в таблице приводится
групповая классификация кривошипных,
гидравлических прессов для металла и
молотов
4.
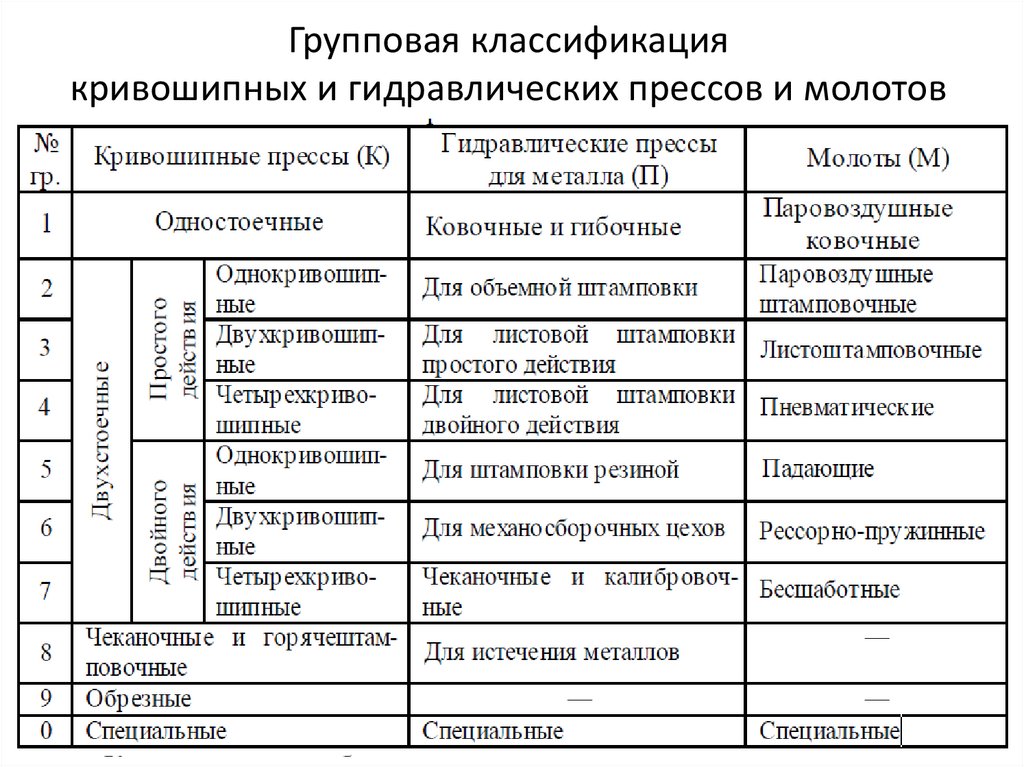
Групповая классификациякривошипных и гидравлических прессов и молотов
5.
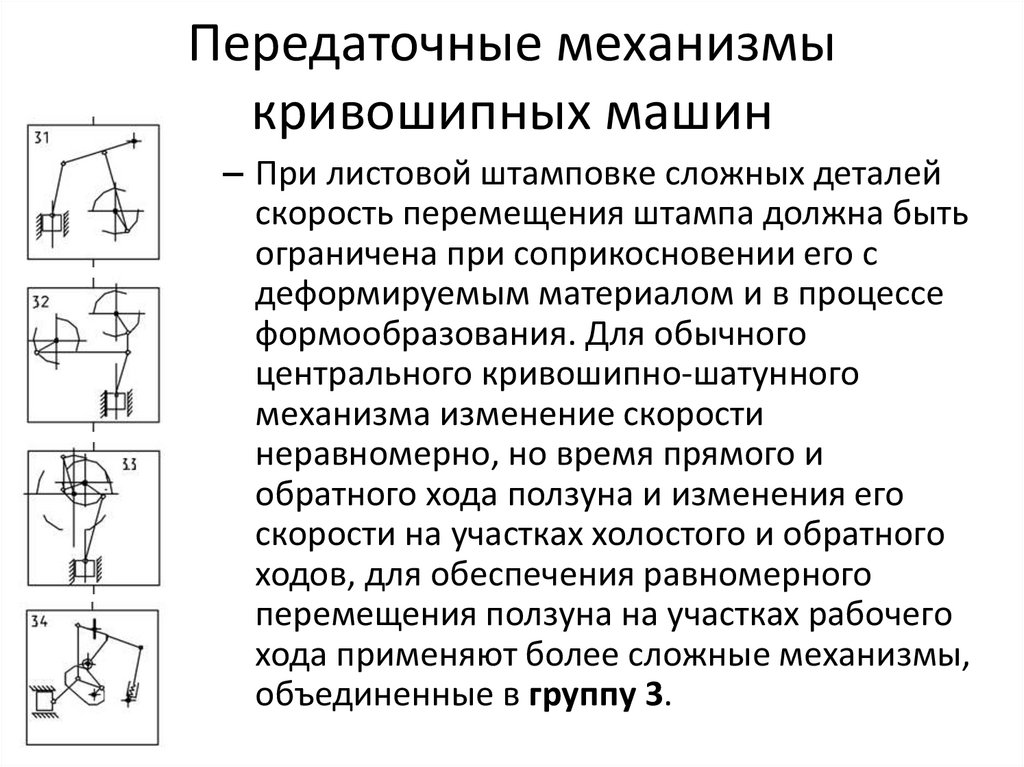
Каждая группа разбивается на типы по второстепенным конструктивным признакам илитехнологическому назначению. Каждый тип
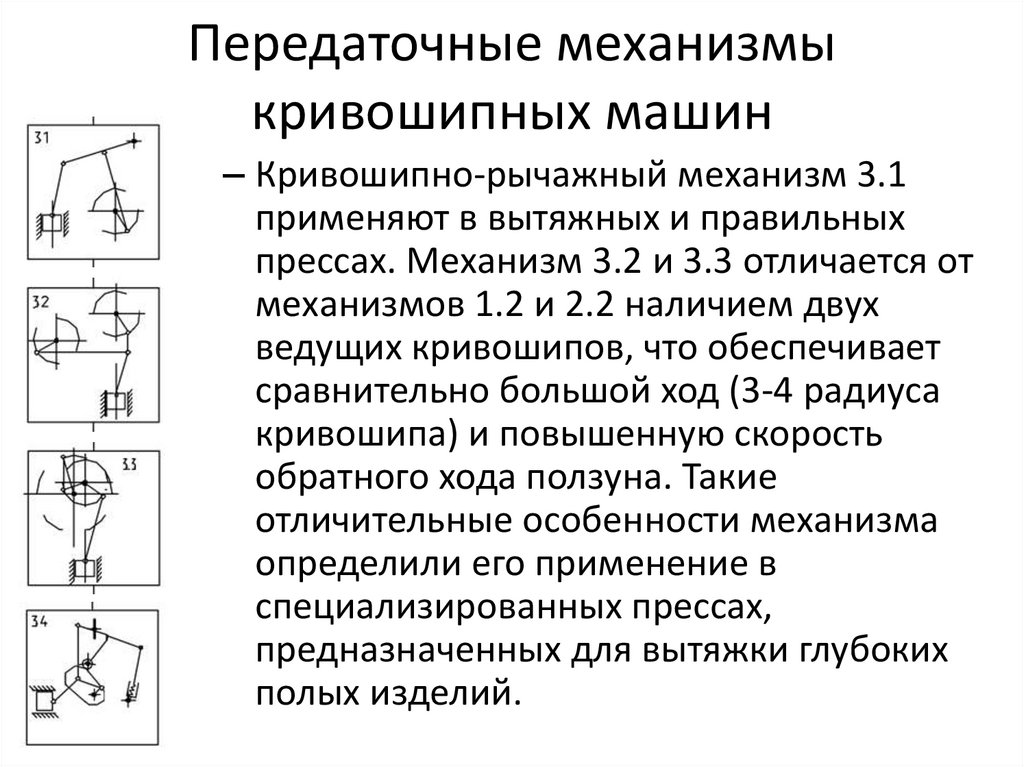
машины получает порядковый номер от 1 до 0.
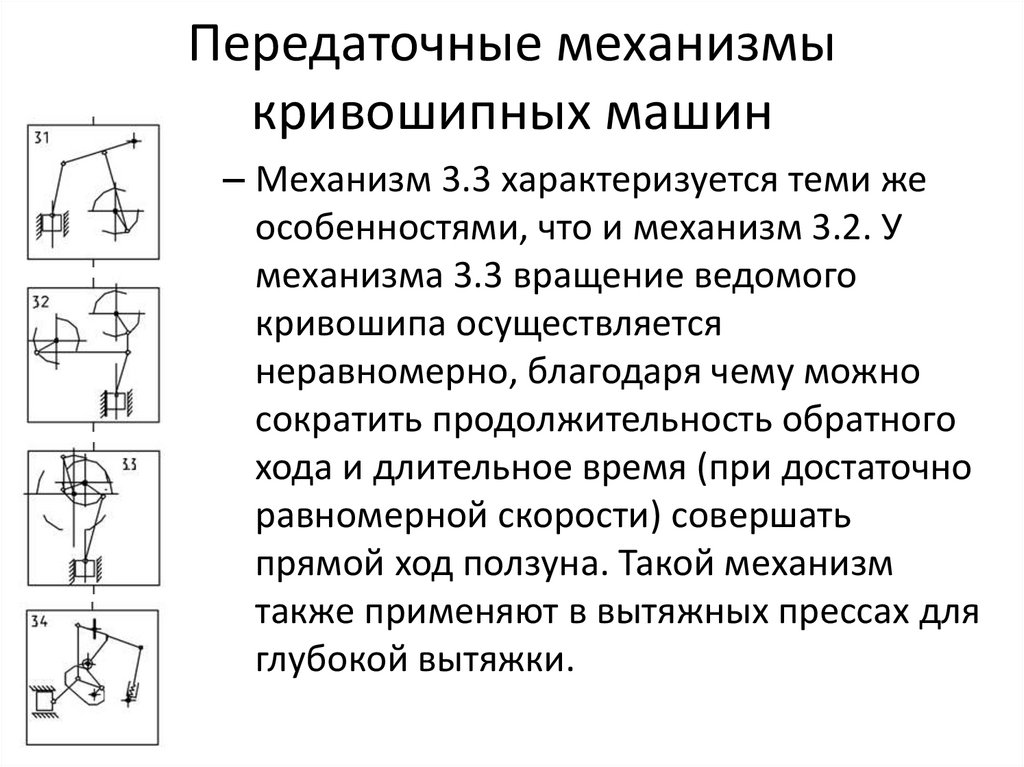
• Например, в восьмой группе кривошипных
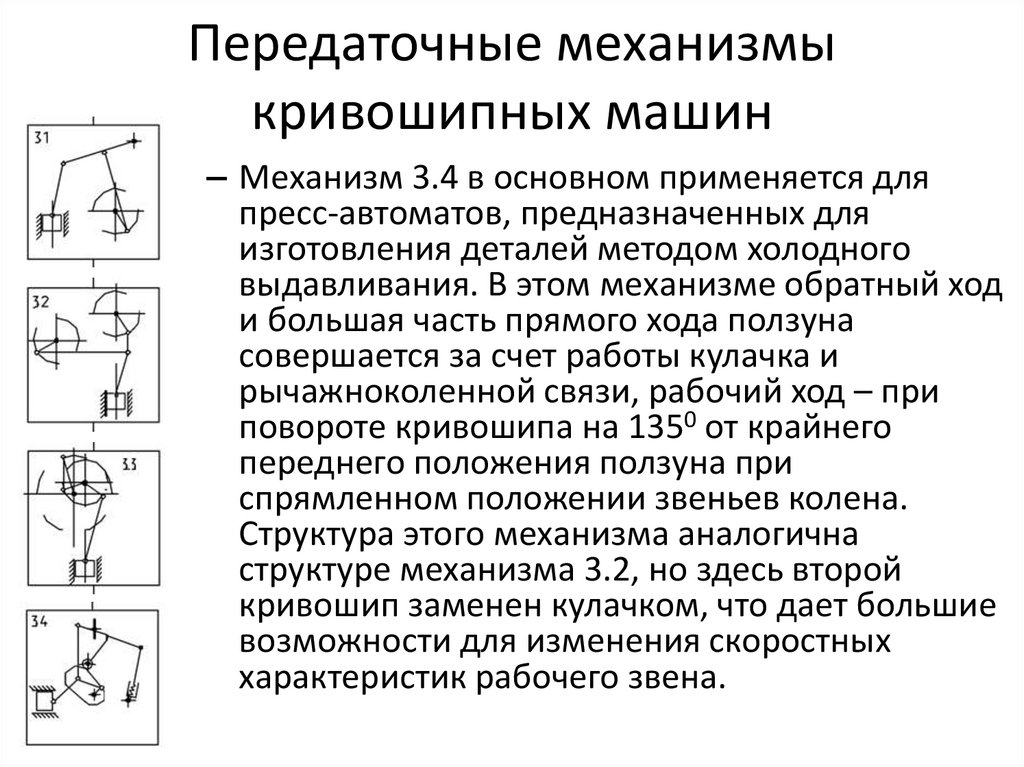
прессов выделяют пять типов машин:
• чеканочные с нормальным ходом (под индексом 3),
• то же с увеличенным ходом – 4,
• горячештамповочные для горячей объемной
штамповки в открытых штампах – 5,
• Для горячего выдавливания – 6,
• горячештамповочные двойного действия для
горячей объемной штамповки в разъемных
штампах – 8.
6.
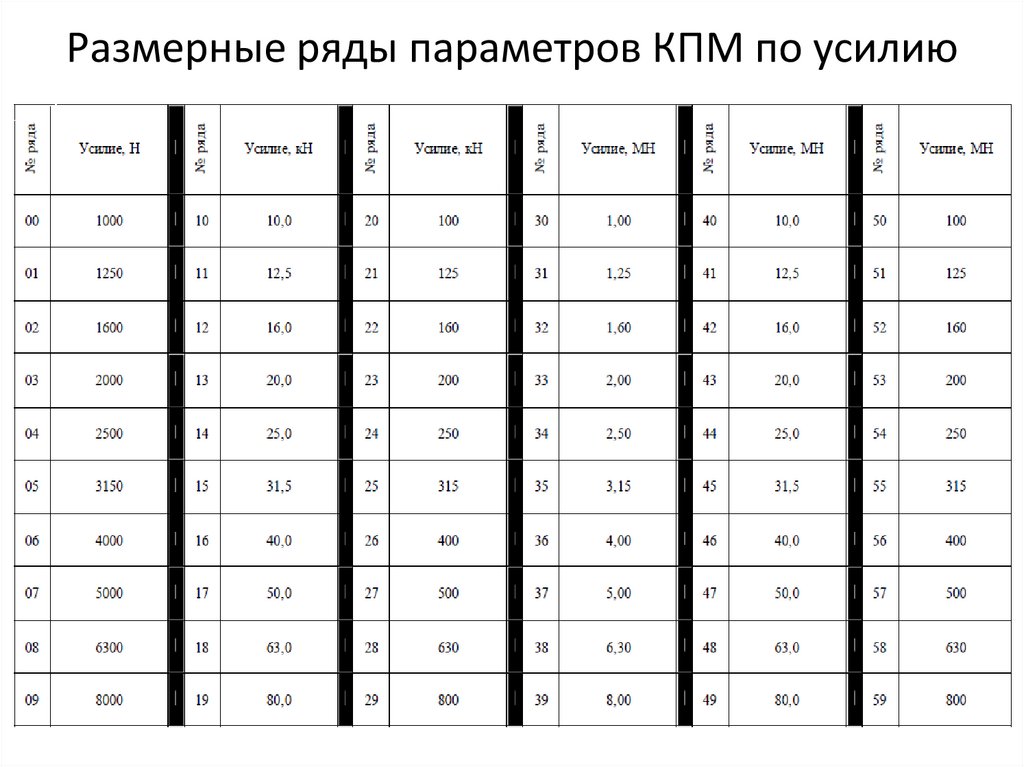
Каждый тип машины подразделяется наразмеры с присвоением третьего двухзначного
номера от 00 до 59 при увеличении основного
параметра машины.
При этом основные параметры машин
устанавливают по 10-му ряду предпочтительных
чисел (ГОСТ 8032-86): 0,1; 0,125; 0,16; 0,2; 0,25;
0,315; 0,4; 0,5; 0,63; 0,8 с последующим
увеличением параметра в 10,100,1000 и 10000
раз
7.
• Исходная модель машины данного вида, группы,типа и размера принимается в качестве базовой,
что специально оговаривается при утверждении
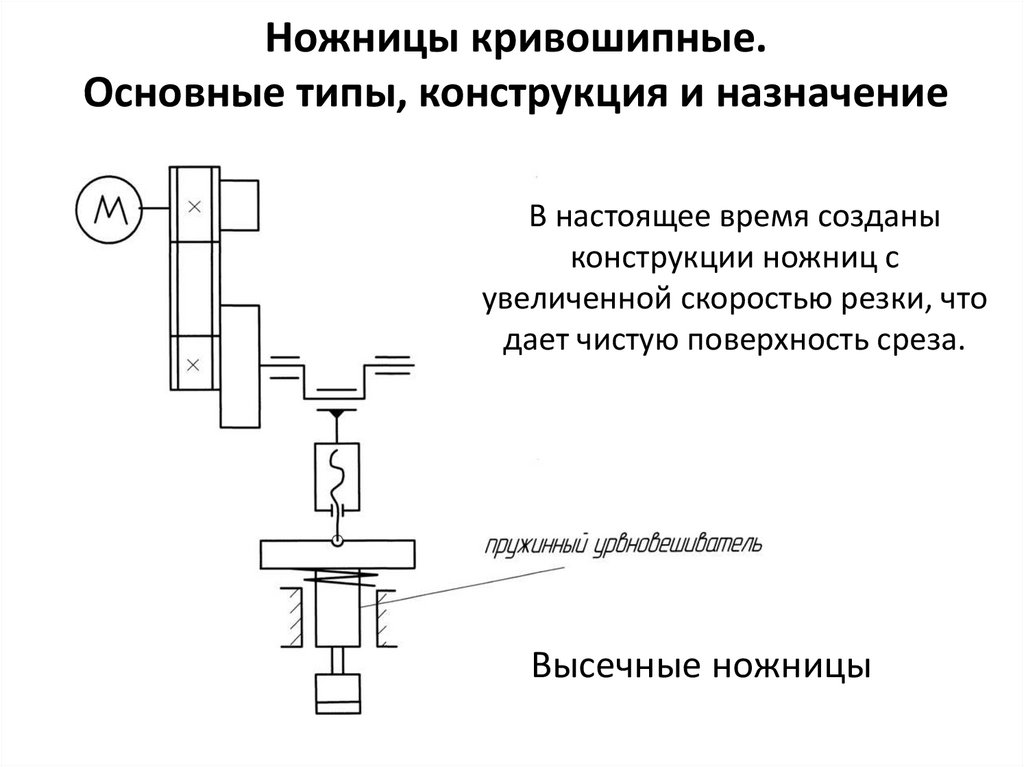
проекта машины соответствующими инстанциями.
Марка базовой модели имеет 5 знаков.
• Например, кривошипный горячештамповочный
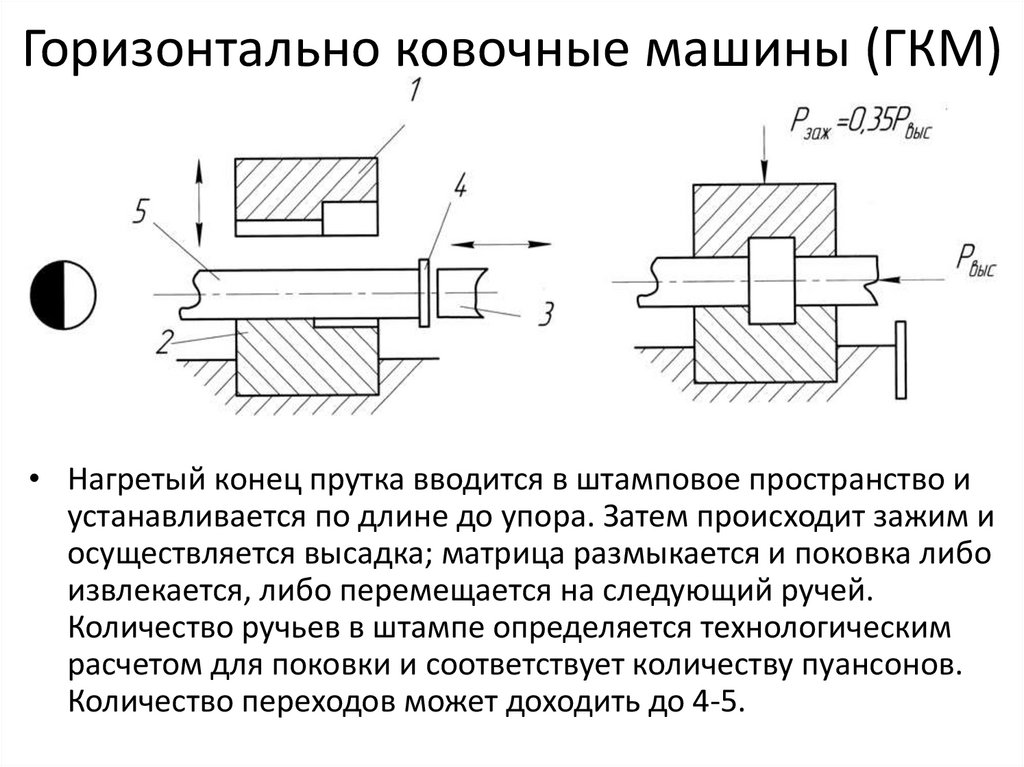
пресс с номинальным усилием 10 МН маркируется
К8540. Все остальные модели машин одного
типоразмера, отличающиеся от базовой
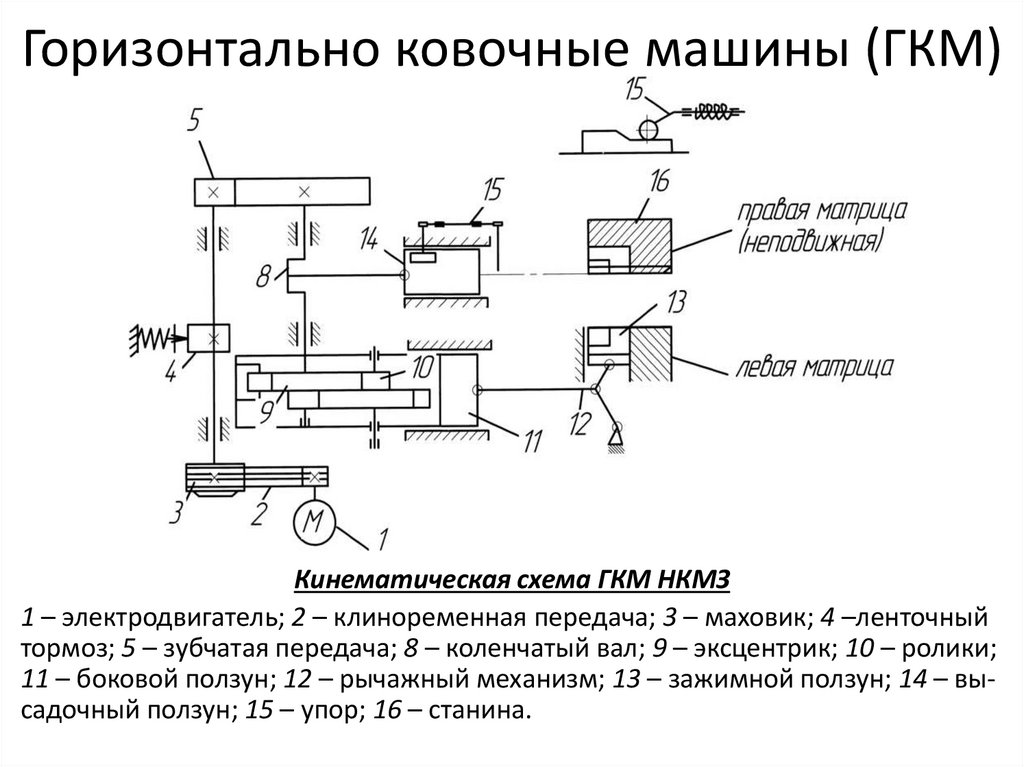
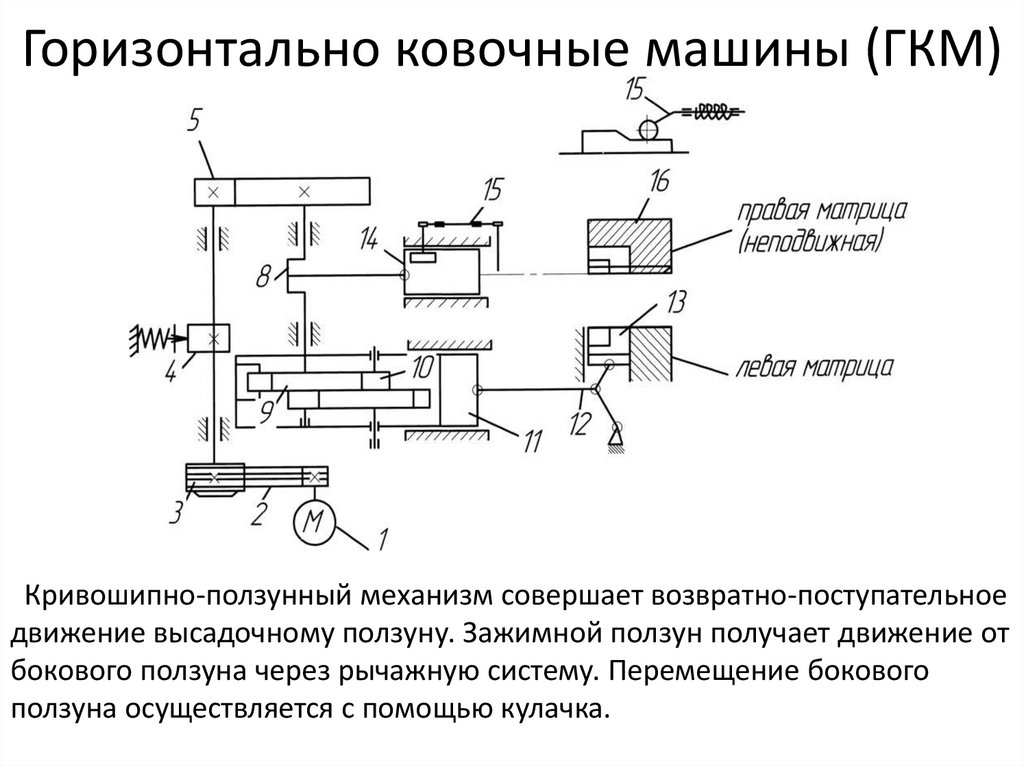
некоторыми параметрами (размеры штампового
пространства, числа ходов и т. п.) или
непринципиальными изменениями в
конструкции, классифицируются как модификации
базовой модели с добавлением шестого индекса –
буквы в конце марки. Например: К8540А
8.
• Если в производство вводится модель машинытого же типоразмера, но с принципиальными
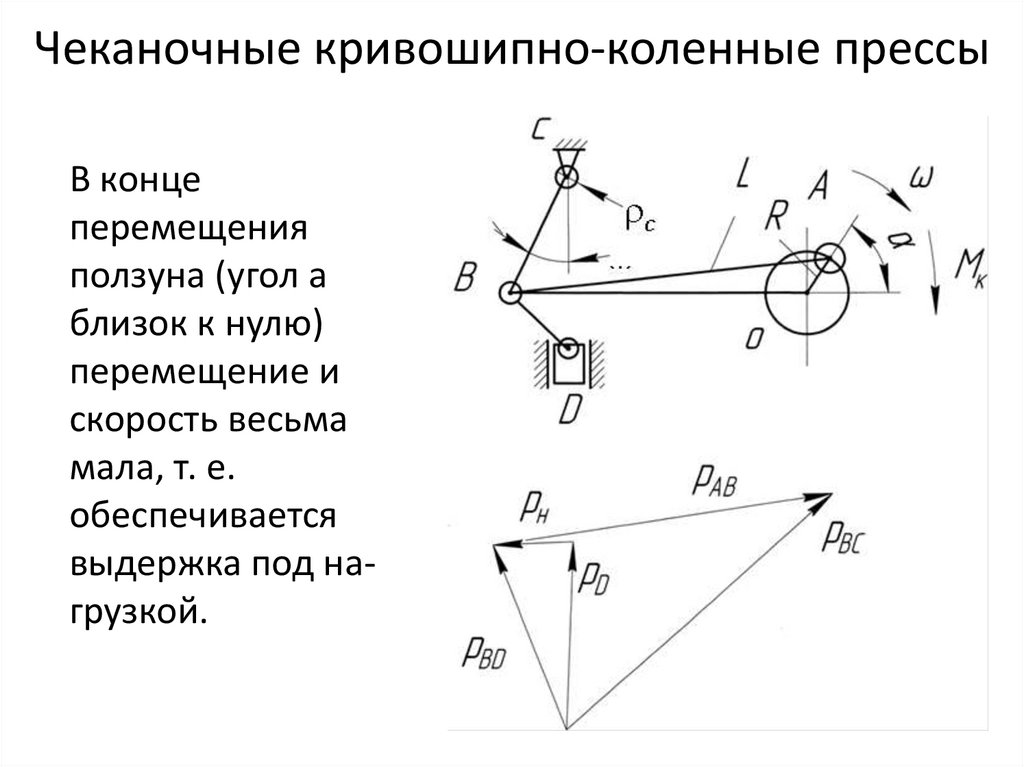
различиями в конструкции узлов или со
значительными изменениями главных
параметров, что вызывается особенностями
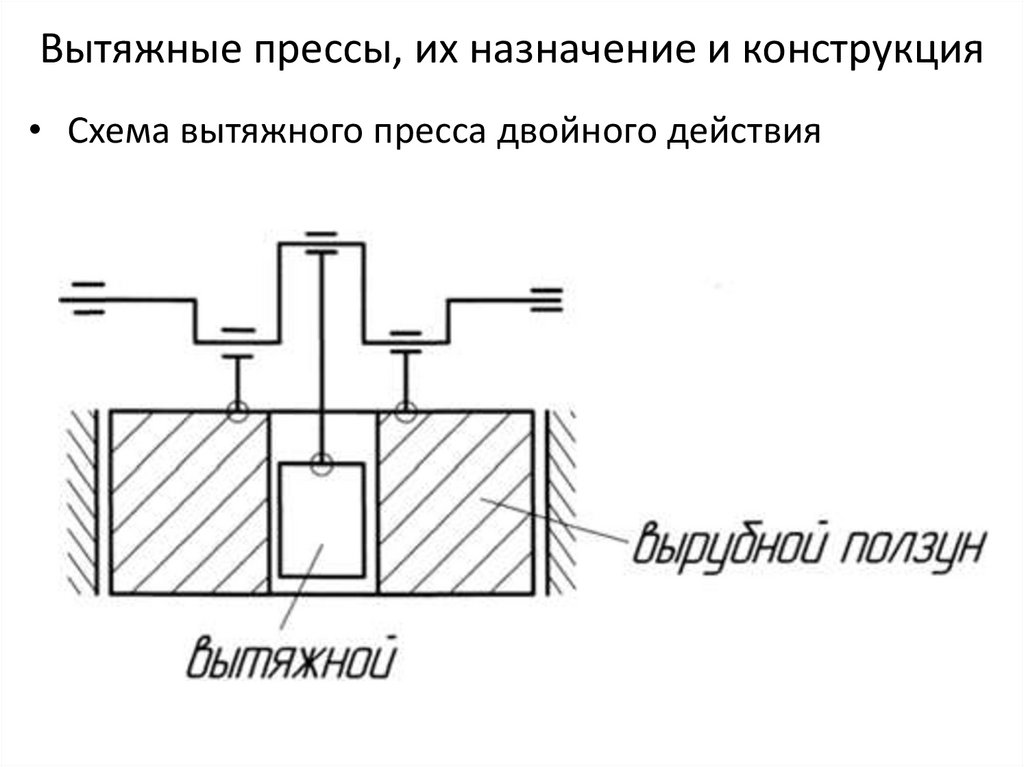
технологического назначения, то такая модель
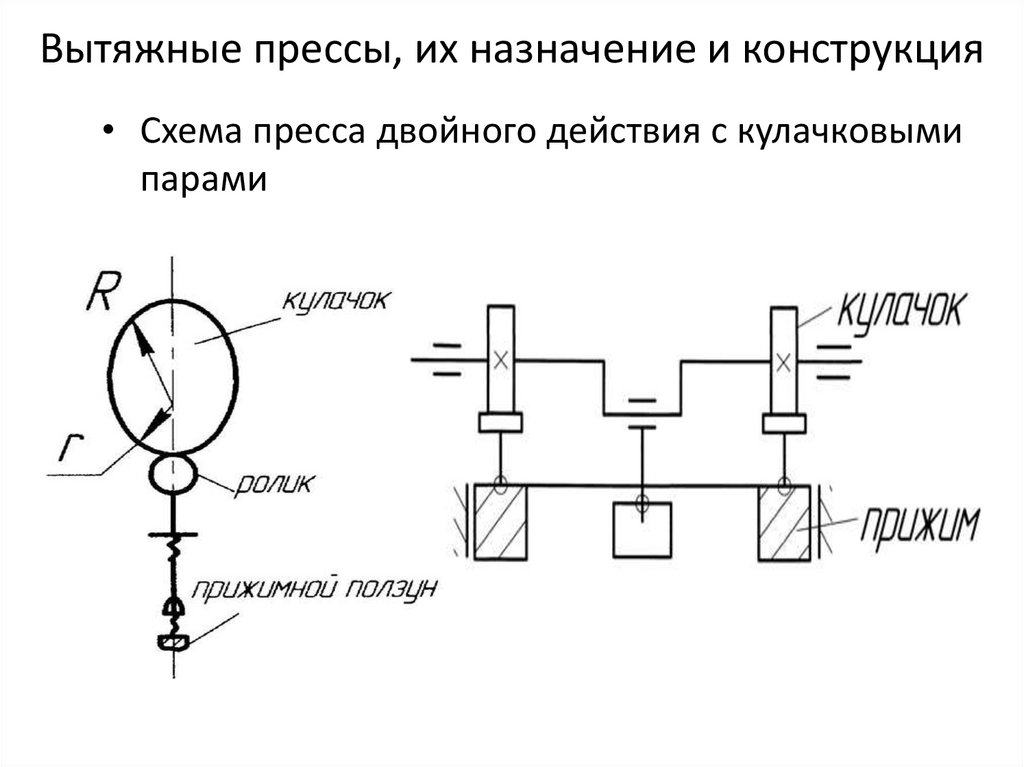
классифицируется как параллельная базовой.
Ее марка дополняется буквой перед цифрами
группы, типа и размера.
• Например, кривошипный горячештамповочный
пресс номинальным усилием 10 МН,
являющейся моделью, параллельной базой,
маркируется индексами КБ8540А.
9.
При присвоении марки автоматизированномукомплексу впереди марки главной кузнечноштамповочной машины в составе этого комплекса
добавляют буквы АК, а обрабатываю-щему центру –
буквы ОЦ. Например: ОЦК0126Ф4 – пресс
дыропробивной координатно-револьверный
• Если кузнечно-штамповочная машина снабжена
программным управлением, то в конце ее марки
добавляется буква – П. Например: К0122АП –
кривошипный дыропробивной координатноревольверный пресс, модифицированный по
непринципиальным признакам с программным
управлением.
10.
Размерные ряды параметров КПМ по усилию11.
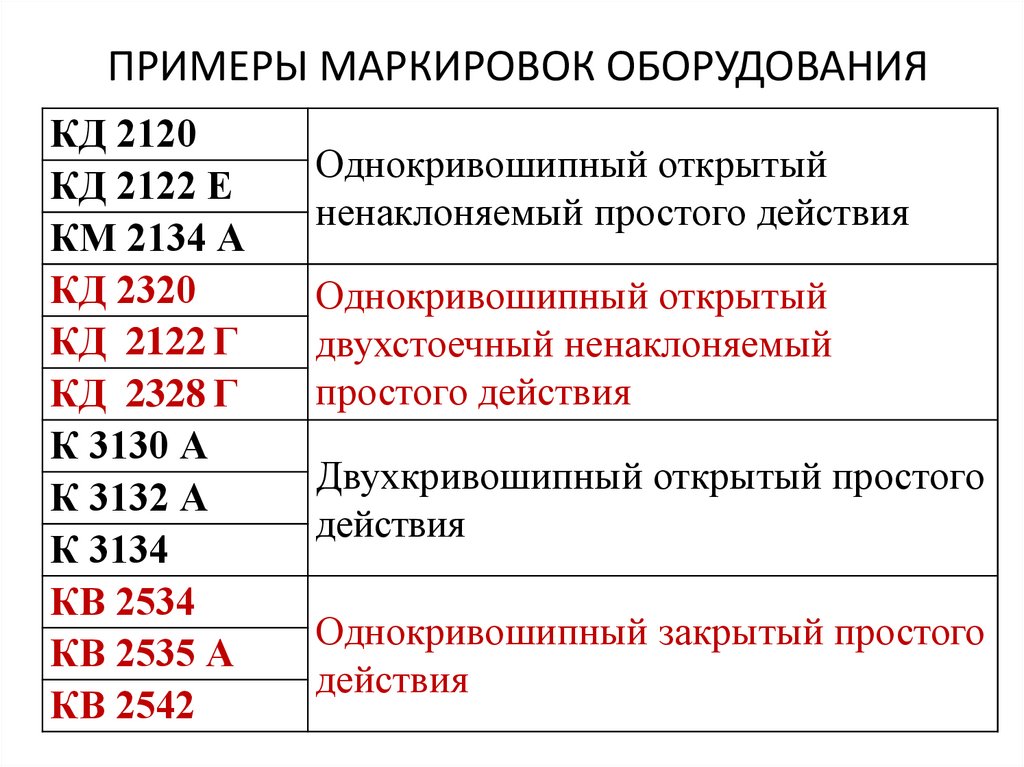
ПРИМЕРЫ МАРКИРОВОК ОБОРУДОВАНИЯКД 2120
КД 2122 Е
КМ 2134 А
КД 2320
КД 2122 Г
КД 2328 Г
К 3130 А
К 3132 А
К 3134
КВ 2534
КВ 2535 А
КВ 2542
Однокривошипный открытый
ненаклоняемый простого действия
Однокривошипный открытый
двухстоечный ненаклоняемый
простого действия
Двухкривошипный открытый простого
действия
Однокривошипный закрытый простого
действия
12.
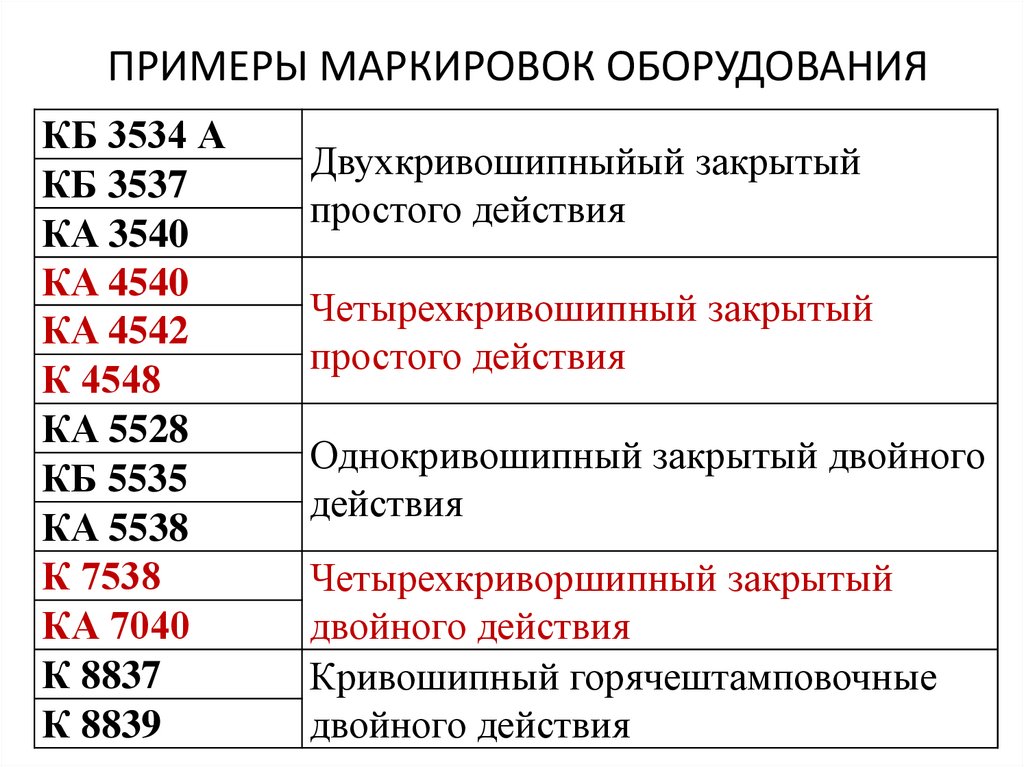
ПРИМЕРЫ МАРКИРОВОК ОБОРУДОВАНИЯКБ 3534 А
КБ 3537
КА 3540
КА 4540
КА 4542
К 4548
КА 5528
КБ 5535
КА 5538
К 7538
КА 7040
К 8837
К 8839
Двухкривошипныйый закрытый
простого действия
Четырехкривошипный закрытый
простого действия
Однокривошипный закрытый двойного
действия
Четырехкриворшипный закрытый
двойного действия
Кривошипный горячештамповочные
двойного действия
13.
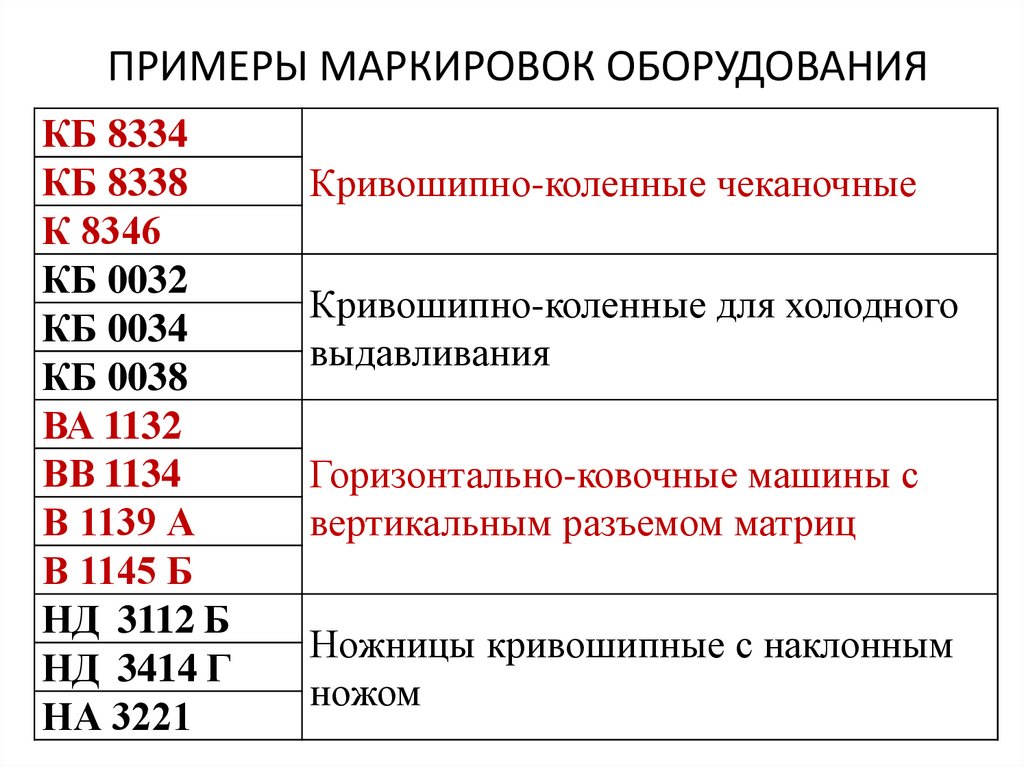
ПРИМЕРЫ МАРКИРОВОК ОБОРУДОВАНИЯКБ 8334
КБ 8338
К 8346
КБ 0032
КБ 0034
КБ 0038
ВА 1132
ВВ 1134
В 1139 А
В 1145 Б
НД 3112 Б
НД 3414 Г
НА 3221
Кривошипно-коленные чеканочные
Кривошипно-коленные для холодного
выдавливания
Горизонтально-ковочные машины с
вертикальным разъемом матриц
Ножницы кривошипные с наклонным
ножом
14.
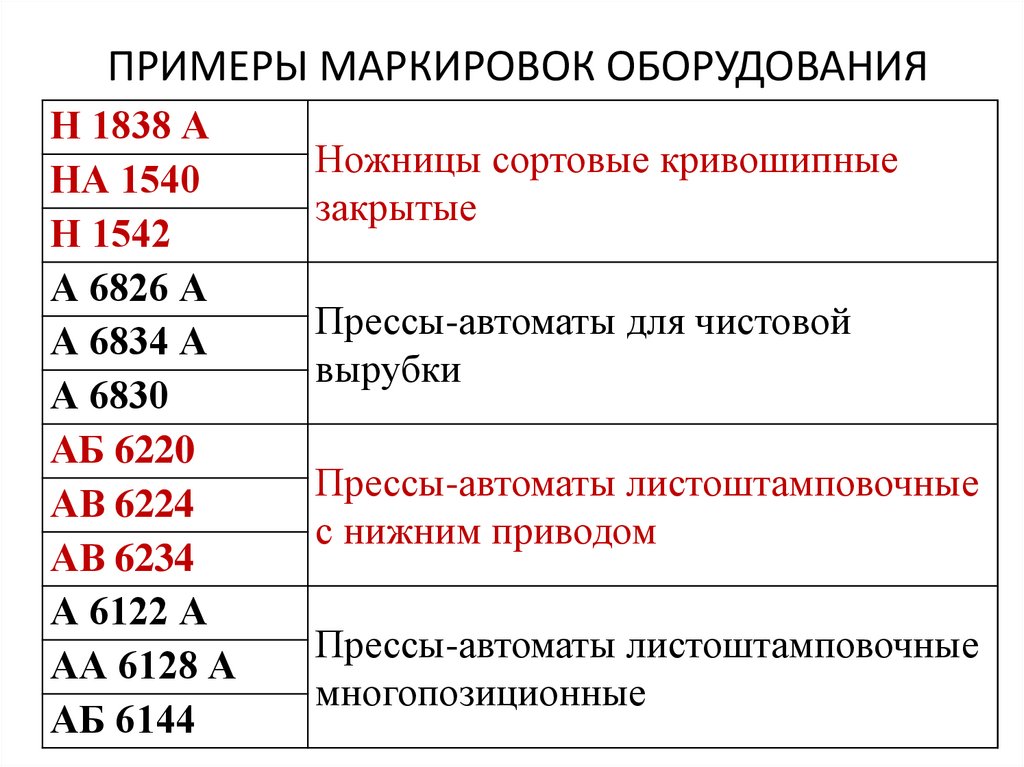
ПРИМЕРЫ МАРКИРОВОК ОБОРУДОВАНИЯН 1838 А
НА 1540
Н 1542
А 6826 А
А 6834 А
А 6830
АБ 6220
АВ 6224
АВ 6234
А 6122 А
АА 6128 А
АБ 6144
Ножницы сортовые кривошипные
закрытые
Прессы-автоматы для чистовой
вырубки
Прессы-автоматы листоштамповочные
с нижним приводом
Прессы-автоматы листоштамповочные
многопозиционные
15.
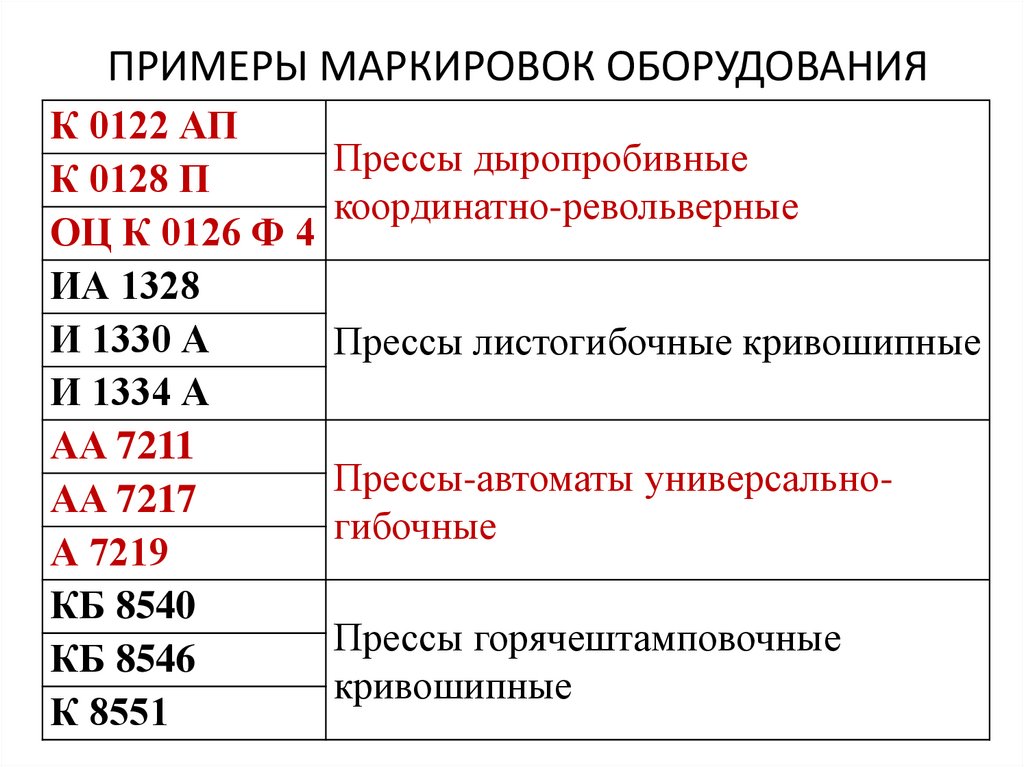
ПРИМЕРЫ МАРКИРОВОК ОБОРУДОВАНИЯК 0122 АП
Прессы дыропробивные
К 0128 П
координатно-револьверные
ОЦ К 0126 Ф 4
ИА 1328
И 1330 А
Прессы листогибочные кривошипные
И 1334 А
АА 7211
Прессы-автоматы универсальноАА 7217
гибочные
А 7219
КБ 8540
Прессы горячештамповочные
КБ 8546
кривошипные
К 8551
16.
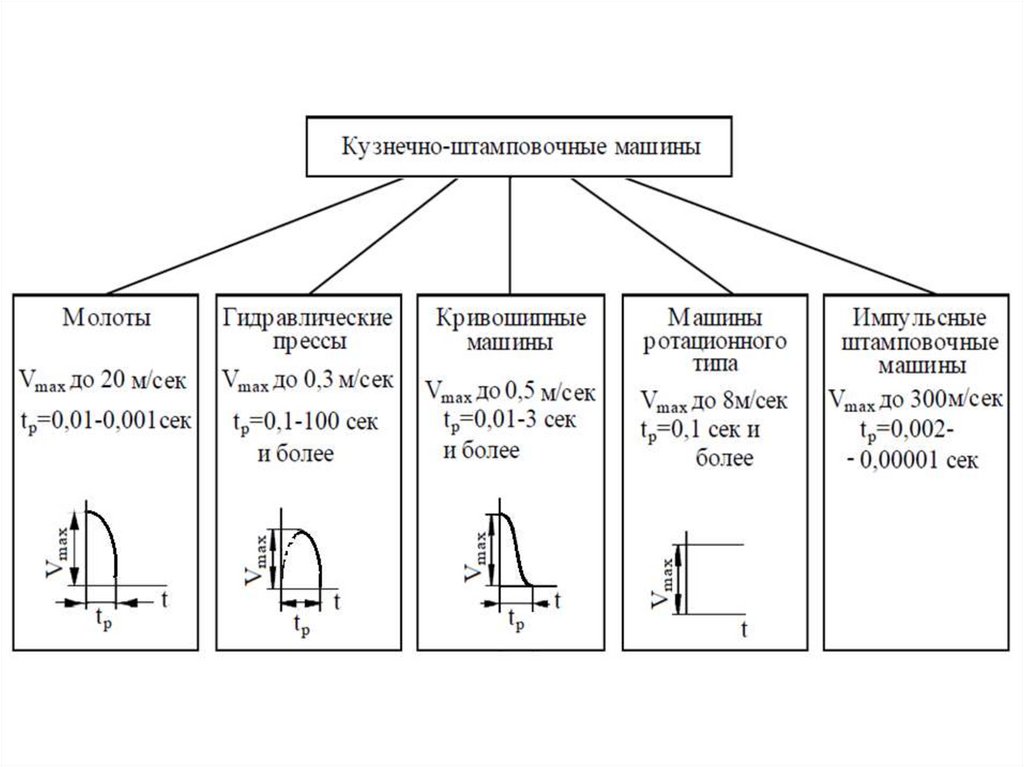
Классификация кузнечноштамповочных машин покинематике исполнительного
механизма
В основу классификации кузнечно-штамповочных
машин положен характер изменения скорости
рабочих частей машины за время рабочего хода.
17.
18.
• ГРУППА 1 – молоты, характеризуются такназываемой нежесткой кривой изменения
скорости рабочих частей машины. В зависимости
от сопротивления деформации изменяется время
рабочего хода tp и величина хода подвижных
частей, а следовательно, и форма кривой скорости.
Такие кривые изменения скорости называются
нежесткими.
• Винтовые прессы (фрикционные винтовые прессы
с механическим приводом и винтовые прессмолоты с гидравлическим проводом) имеют такую
же нежесткую кривую изменения скорости
рабочих частей во время рабочего хода, как и
молоты, разница лишь в различных абсолютных
значениях скорости. Поэтому винтовые прессы
также относятся к машинам группы 1, хотя их
называют прессами.
19.
• ГРУППА 2 – гидравлические прессы, имеют такженежесткую кривую изменения скорости рабочих
частей машины. У этой группы машин рабочий ход
может начинаться с какой-то начальной или
нулевой скорости. Максимальные скорости
рабочих частей пресса сравнительно невелики (до
0,3 м/сек).
20.
• ГРУППА 3 – кривошипные машины. Рабочие частиэтих машин за время рабочего хода имеют
жесткую кривую изменения скорости, форма
которой зависит от кинематики привода. Скорость
рабочих частей небольшая – до 0,5 м/сек.
21.
• ГРУППА 4 – машины ротационного типа, имеющиепостоянную скорость рабочих частей (окружную
скорость), которая достигает 8 м/сек. Это
прокатные станы, машины поперечно-клиновой и
продольной прокатки, роликовые ножницы, станы
для получения гнутых профилей, валковые
гибочные машины.
22.
• ГРУППА 5 – импульсные штамповочные машины имашины для гидравлической, пневматической и
вакуумной штамповки, которые имеют нежесткую
кривую изменения скорости рабочих частей за
очень короткое время рабочего хода. Импульсное
штамповочное оборудование может осуществлять
деформирование непосредственно рабочим телом
(воздухом, газами, жидкостью, магнитным полем и
т. п.).
• Для штамповки взрывом применяют специальные
твердые ВВ или горючие смеси. Скорость рабочего
хода тела при этом достигает 300 м/сек.
23.
Структура кузнечных машин24.
Требования, предъявляемыек кузнечно-штамповочным машинам
• Основным требованием, предъявляемым к
кузнечно-штамповочным машинам до
последнего времени, была их высокая
прочность, а в некоторых случаях жесткость.
• В настоящее время требования,
предъявляемые к этим машинам, значительно
возросли. К новым требованиям относятся
высокая производительность и экономичность,
безопасность работы, надежность и
долговечность
25.
Требования, предъявляемыек кузнечно-штамповочным машинам
• Важным вопросом при проектировании кузнечно-штамповочных
машин является выбор их основных параметров. На основные
параметры и размеры большинства универсальных кузнечноштамповочных машин имеются государственные стандарты.
• К основным параметрам молотов относятся масса и ход
подвижных частей, энергия удара, размеры штампового
пространства.
• К основным параметрам гидравлических прессов относятся
номинальное усилие, номинальное давление рабочей жидкости,
наибольший ход поперечины, размеры штампового
пространства и т. д.
• К основным параметрам кривошипных машин относятся
номинальное усилие, ход ползуна, соответствующий этому
усилию (так называемый подход), а также полный ход ползуна,
число ходов в минуту, размеры штампового пространства и т. д.
26.
Требования, предъявляемыек кузнечно-штамповочным машинам
• Кроме ГОСТов на основные параметры и размеры кузнечноштамповочных машин имеются стандарты на нормы точности
этих машин, а также технические условия на их изготовления,
разрабатываемые организациями, проектирующими машины.
Технические условия на каждую машину составляют на
основании ГОСТ 7600-90. Соблюдение этих документов
обеспечивает изготовление качественных кузнечноштамповочных машин.
• Оценку машины производят по четырем группам показателей
– прогрессивности технологического процесса, выполняемого
на машине, и прогрессивности ее конструкции; экономичности
конструктивных решений; эксплуатационным характеристикам
и технологичности решений. Для проведения такой оценки
для каждого вида машин конструкторы составляют «Карты
технического уровня и качества продукции» (ГОСТ 2.116-71).
27.
Требования, предъявляемыек кузнечно-штамповочным машинам
• Кривошипные машины. Кривошипными
называются такие машины, которые выполняют
ковочно-штамповочные работы усилием,
создаваемым кривошипно-шатунным механизмом,
эксцентриками, системой рычагов, кулачков,
шестерен и других передач.
28.
Требования, предъявляемыек кузнечно-штамповочным машинам
• На механических прессах можно выполнять
всевозможные работы по горячей и холодной
штамповке, например:
– Горячую штамповку больших, средних и малых по
габаритам поковок; выдавливание (экстрюдинг процесс);
– Обрезку заусенцев, отштампованных на других кузнечнопрессовых машинах, поковок, как в горячем, так и в
холодном состоянии;
– Холодную штамповку различных изделий из листового
материала, включая все технологические операции –
резку, вырезку, гибку, вырубку, пробивку отверстий,
вытяжку, сборку и т. д.
29.
Требования, предъявляемыек кузнечно-штамповочным машинам
• Кривошипные ковочно-штамповочные
машины, в отличие от молотов и
гидравлических прессов, обладают рядом
преимуществ – точностью штамповки,
относительной бесшумностью в работе,
достаточной быстроходностью и не требуют
дорогих и сложных фундаментов. Легко
оснащаются средствами автоматизации и
механизации.
30.
Требования, предъявляемыек кузнечно-штамповочным машинам
• По назначению все кривошипные машины можно
разделить на следующие виды:
– Кривошипные прессы общего назначения
(универсальные);
– Листоштамповочные автоматы;
– Вытяжные прессы;
– Горячештамповочные кривошипные прессы;
– Чеканочные кривошипно-коленные прессы;
– Горизонтально-ковочные машины;
– Гибочные и правильные машины;
– Кривошипные ножницы.
31.
Передаточные механизмыкривошипных машин
• Как в каждой технологической машине, в
кривошипной машине (прессе) имеется
исполнительное или рабочее звено – ползун,
с помощью которого перемещается
обрабатывающий инструмент – штамп.
• Ползун является последним звеном
исполнительного механизма. В качестве
начального или ведущего звена в
кривошипном прессе в основном применяют
кривошип, в редких случаях – кулачок.
32.
Передаточные механизмыкривошипных машин
• Ползун, перемещающий штамп в кривошипных
кузнечно-штамповочных машинах, совершает заданное
возвратно-поступательное движение при работе
кривошипно-рычажного механизма того или иного типа.
Поскольку эта связь между рабочим исполнительным
механизмом и передаточным механизмом является
кинематически жесткой, можно считать, что изменение
скорости ползуна всегда происходит по определенному
закону независимо от характера выполняемой
операции.
• Время одного возвратно-поступательного движения
(хода) ползуна соответствует циклу работы пресса.
Дважды за цикл при крайних положениях ползуна
скорость равна нулю. Таким образом, движение
сопровождается действием инерционных сил,
переменных по величине.
33.
Передаточные механизмыкривошипных машин
• В кривошипных прессах применяются
кривошипно-рычажные и кулачковорычажные передаточные механизмы
большей или меньшей сложности.
• В настоящее время можно указать
четыре группы (1-4) передаточных
механизмов кривошипных прессов,
каждая из которых отвечает
определенным технологическим
требованиям.
34.
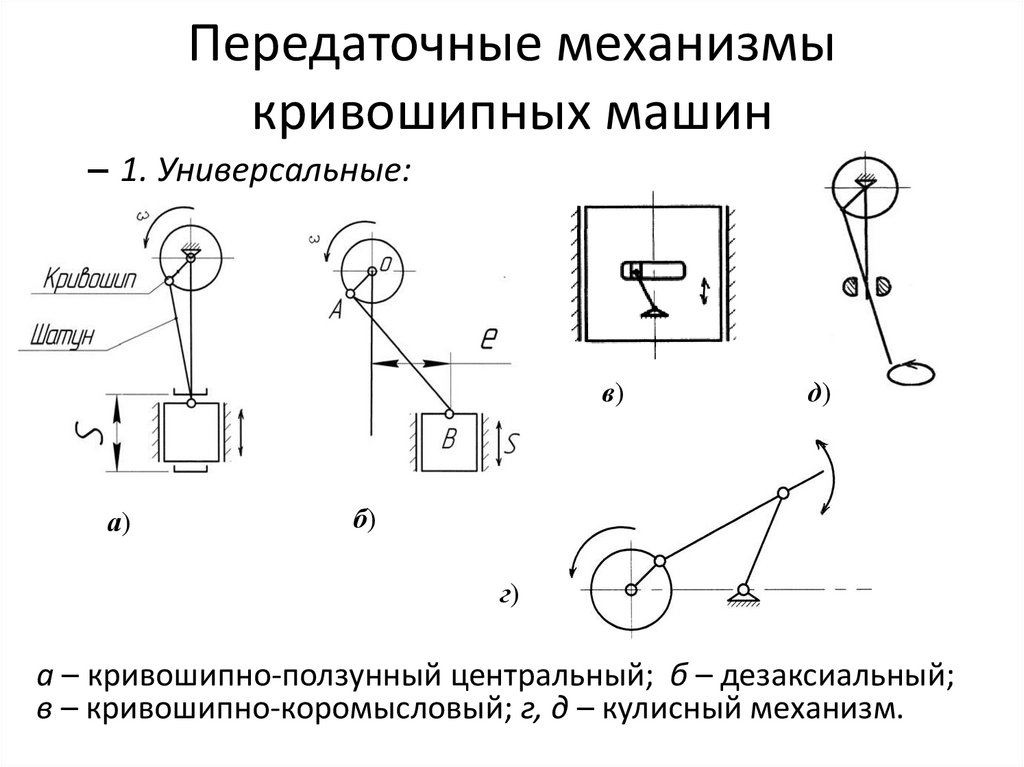
Передаточные механизмыкривошипных машин
– 1. Универсальные:
в)
а)
д)
б)
г)
а – кривошипно-ползунный центральный; б – дезаксиальный;
в – кривошипно-коромысловый; г, д – кулисный механизм.
35.
Передаточные механизмыкривошипных машин
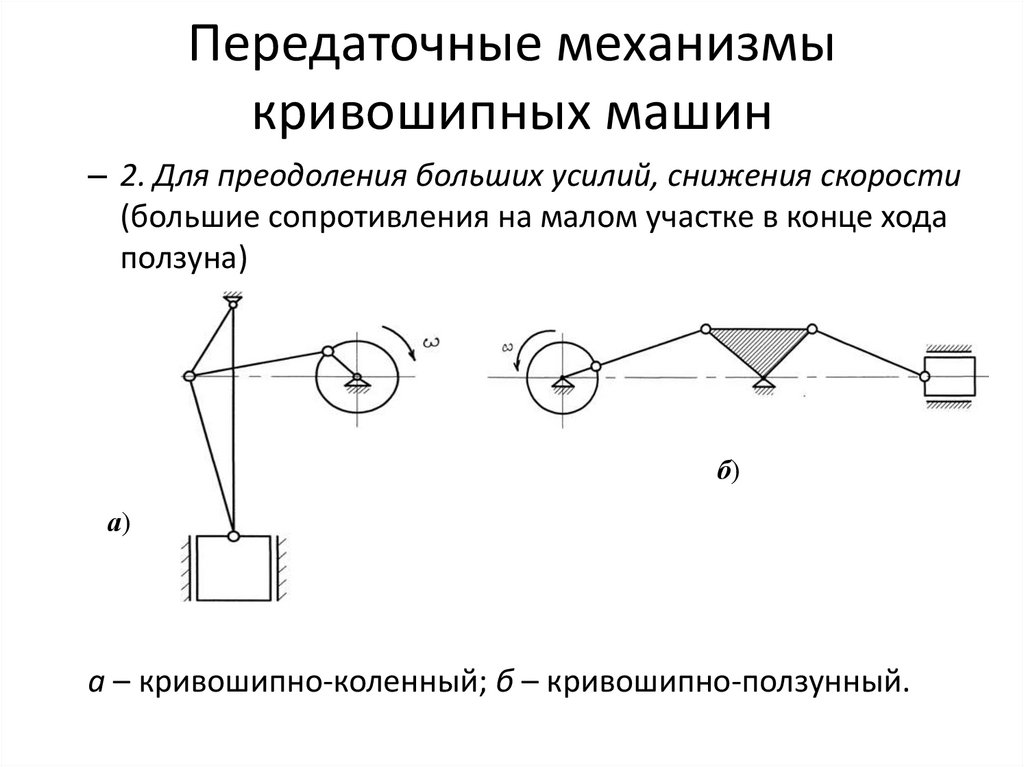
– 2. Для преодоления больших усилий, снижения скорости
(большие сопротивления на малом участке в конце хода
ползуна)
б)
а)
а – кривошипно-коленный; б – кривошипно-ползунный.
36.
Передаточные механизмыкривошипных машин
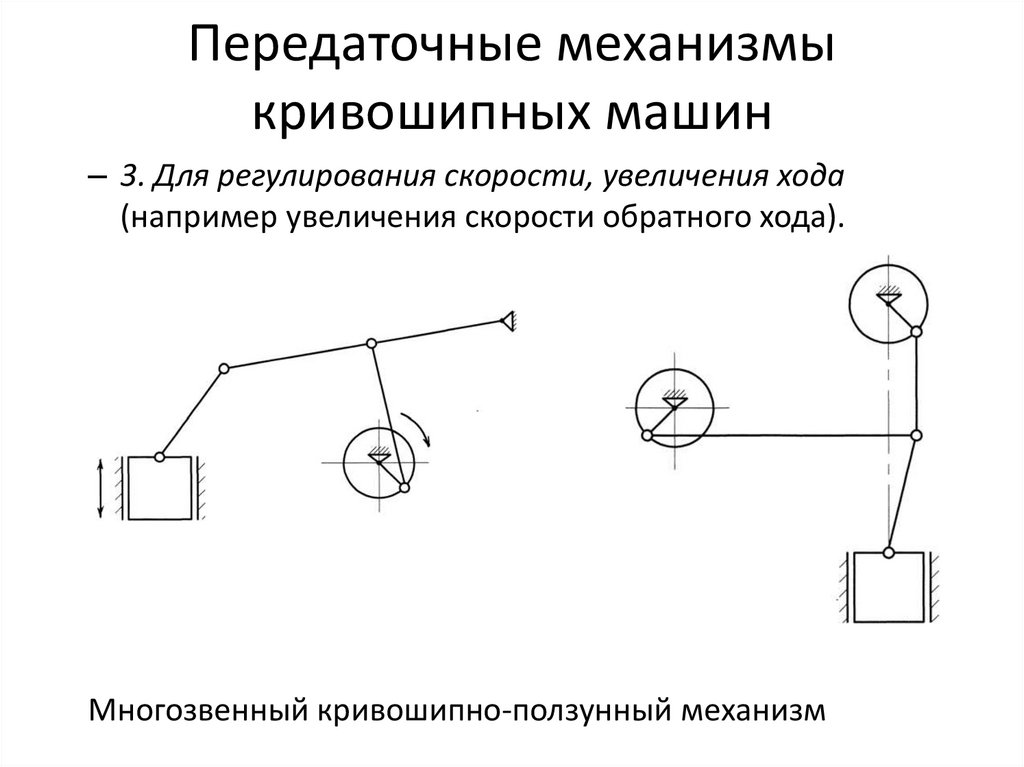
– 3. Для регулирования скорости, увеличения хода
(например увеличения скорости обратного хода).
Многозвенный кривошипно-ползунный механизм
37.
Передаточные механизмыкривошипных машин
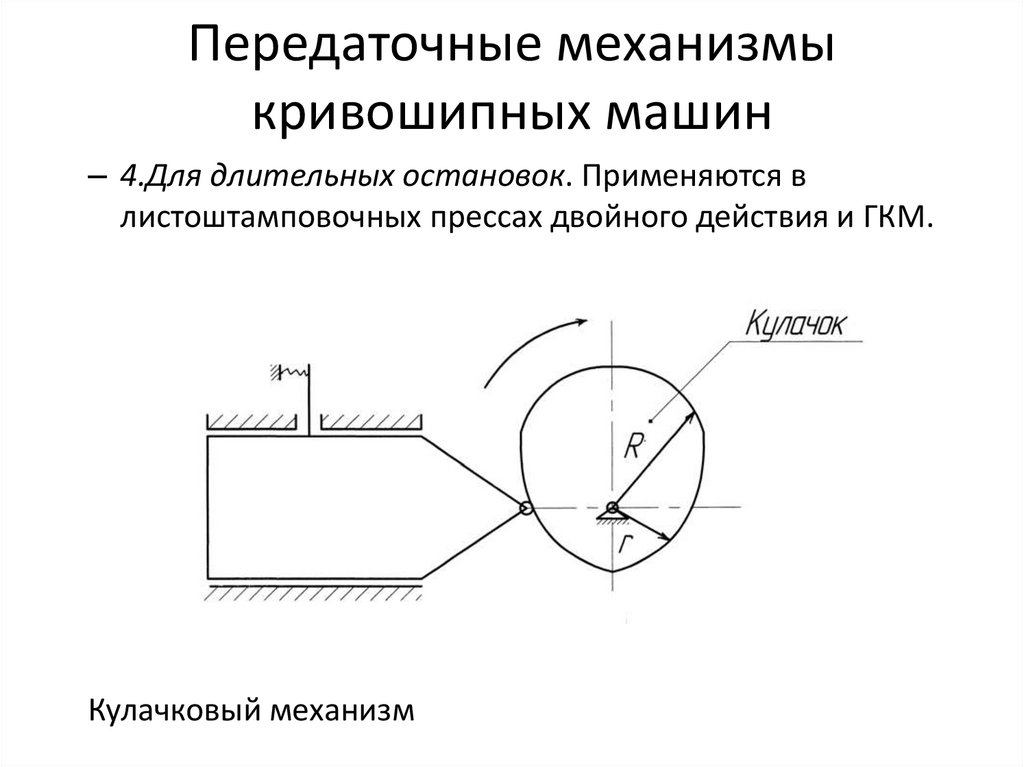
– 4.Для длительных остановок. Применяются в
листоштамповочных прессах двойного действия и ГКМ.
Кулачковый механизм
38.
Передаточные механизмыкривошипных машин
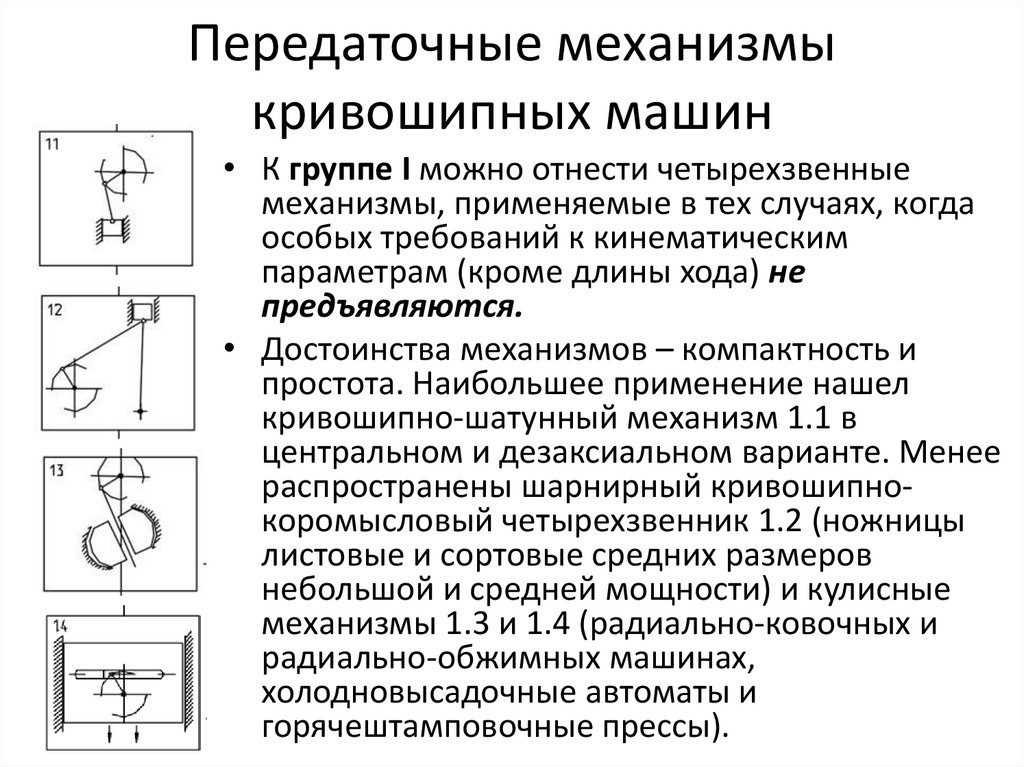
• К группе I можно отнести четырехзвенные
механизмы, применяемые в тех случаях, когда
особых требований к кинематическим
параметрам (кроме длины хода) не
предъявляются.
• Достоинства механизмов – компактность и
простота. Наибольшее применение нашел
кривошипно-шатунный механизм 1.1 в
центральном и дезаксиальном варианте. Менее
распространены шарнирный кривошипнокоромысловый четырехзвенник 1.2 (ножницы
листовые и сортовые средних размеров
небольшой и средней мощности) и кулисные
механизмы 1.3 и 1.4 (радиально-ковочных и
радиально-обжимных машинах,
холодновысадочные автоматы и
горячештамповочные прессы).
39.
Передаточные механизмыкривошипных машин
– В тех случаях, когда на малом участке рабочего хода
ползуна (в конце хода) необходимо преодолеть
большие полезные сопротивления, используют
механизмы группы 2, для которых характерны
весьма малые скорости ползуна в конце хода вниз
при малых необходимых моментах на ведущем
звене.
– Небольшие скорости перемещения штампа
улучшают условия чеканки и калибровки, поэтому
механизмы 2.1 и 2.2 применяют в чеканочных
прессах и прессах для холодного выдавливания.
Механизм 2.3 нашел применение в обрезных
автоматах, 2.4 – в прессах-автоматах с плавающим
ползуном. В этом случае перемещения в
горизонтальном направлении центрального
шарнира, укрепленного на шатуне, используют для
подачи штампуемой ленты.
40.
Передаточные механизмыкривошипных машин
– При листовой штамповке сложных деталей
скорость перемещения штампа должна быть
ограничена при соприкосновении его с
деформируемым материалом и в процессе
формообразования. Для обычного
центрального кривошипно-шатунного
механизма изменение скорости
неравномерно, но время прямого и
обратного хода ползуна и изменения его
скорости на участках холостого и обратного
ходов, для обеспечения равномерного
перемещения ползуна на участках рабочего
хода применяют более сложные механизмы,
объединенные в группу 3.
41.
Передаточные механизмыкривошипных машин
– Кривошипно-рычажный механизм 3.1
применяют в вытяжных и правильных
прессах. Механизм 3.2 и 3.3 отличается от
механизмов 1.2 и 2.2 наличием двух
ведущих кривошипов, что обеспечивает
сравнительно большой ход (3-4 радиуса
кривошипа) и повышенную скорость
обратного хода ползуна. Такие
отличительные особенности механизма
определили его применение в
специализированных прессах,
предназначенных для вытяжки глубоких
полых изделий.
42.
Передаточные механизмыкривошипных машин
– Механизм 3.3 характеризуется теми же
особенностями, что и механизм 3.2. У
механизма 3.3 вращение ведомого
кривошипа осуществляется
неравномерно, благодаря чему можно
сократить продолжительность обратного
хода и длительное время (при достаточно
равномерной скорости) совершать
прямой ход ползуна. Такой механизм
также применяют в вытяжных прессах для
глубокой вытяжки.
43.
Передаточные механизмыкривошипных машин
– Механизм 3.4 в основном применяется для
пресс-автоматов, предназначенных для
изготовления деталей методом холодного
выдавливания. В этом механизме обратный ход
и большая часть прямого хода ползуна
совершается за счет работы кулачка и
рычажноколенной связи, рабочий ход – при
повороте кривошипа на 1350 от крайнего
переднего положения ползуна при
спрямленном положении звеньев колена.
Структура этого механизма аналогична
структуре механизма 3.2, но здесь второй
кривошип заменен кулачком, что дает большие
возможности для изменения скоростных
характеристик рабочего звена.
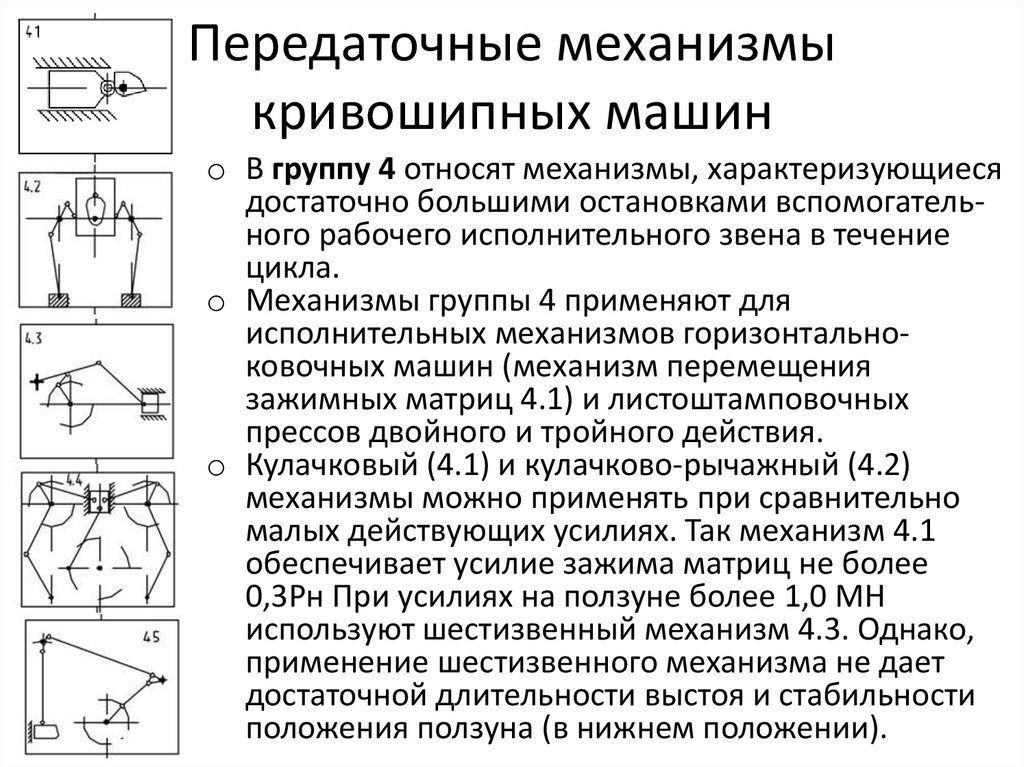
44.
Передаточные механизмыкривошипных машин
o В группу 4 относят механизмы, характеризующиеся
достаточно большими остановками вспомогательного рабочего исполнительного звена в течение
цикла.
o Механизмы группы 4 применяют для
исполнительных механизмов горизонтальноковочных машин (механизм перемещения
зажимных матриц 4.1) и листоштамповочных
прессов двойного и тройного действия.
o Кулачковый (4.1) и кулачково-рычажный (4.2)
механизмы можно применять при сравнительно
малых действующих усилиях. Так механизм 4.1
обеспечивает усилие зажима матриц не более
0,3Рн При усилиях на ползуне более 1,0 МН
используют шестизвенный механизм 4.3. Однако,
применение шестизвенного механизма не дает
достаточной длительности выстоя и стабильности
положения ползуна (в нижнем положении).
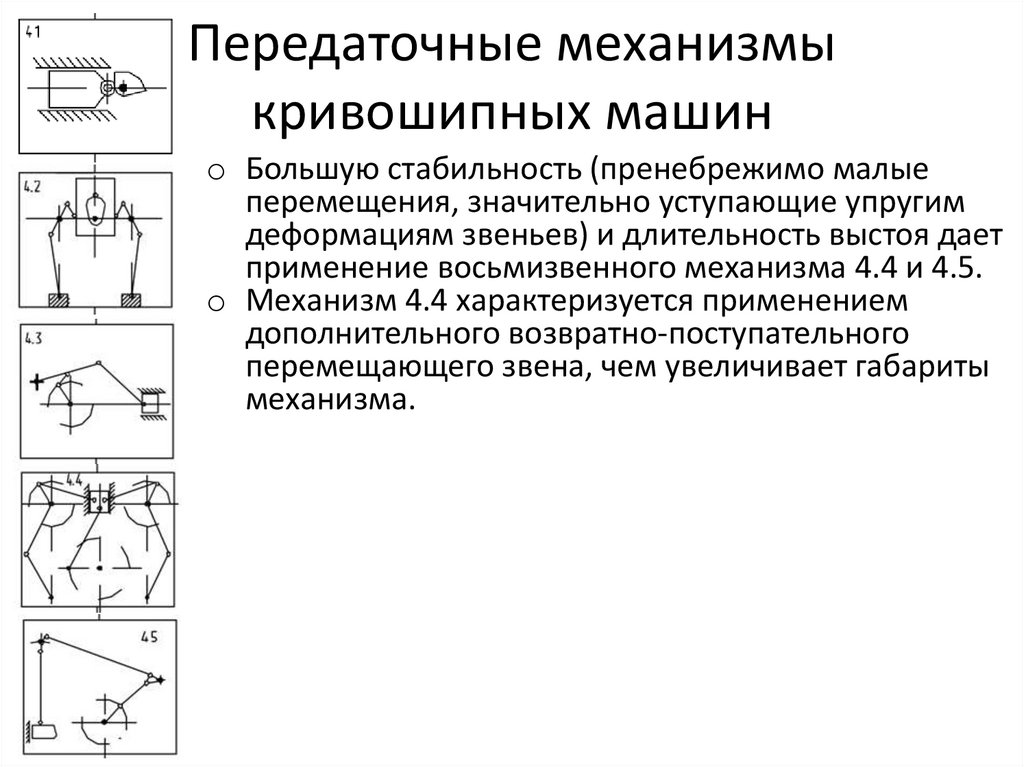
45.
Передаточные механизмыкривошипных машин
o Большую стабильность (пренебрежимо малые
перемещения, значительно уступающие упругим
деформациям звеньев) и длительность выстоя дает
применение восьмизвенного механизма 4.4 и 4.5.
o Механизм 4.4 характеризуется применением
дополнительного возвратно-поступательного
перемещающего звена, чем увеличивает габариты
механизма.
46.
Классификация прессов• Признаков классификации кривошипных
прессов довольно много. Наиболее известной
является классификация машин по
технологическому признаку, т.к. особенности
выполняемого технологического процесса
обуславливает и конструкцию машины.
• Согласно этой классификации все машины
разбиты на 3 группы:
– для листовой штамповки;
– для объемной штамповки;
– для прессования порошков.
47.
Классификация прессов• Прессы для листовой штамповки более универсальны,
имеют достаточно большое штамповочное
пространство и величину хода ползуна.
• Для горячей штамповки необходимо преодолевать
большие сопротивления деформирования, причем
время контакта инструмента с горячей заготовкой
должно быть минимальным, поэтому эти прессы
быстроходны и должны обладать высокой жесткостью
для обеспечения требуемой точности.
• В каждой группе имеются 2 подгруппы:
• общего назначения;
• автоматы (используются для определенного типа
деталей с механизмами, обеспечивающими
автоматизацию цикла).
48.
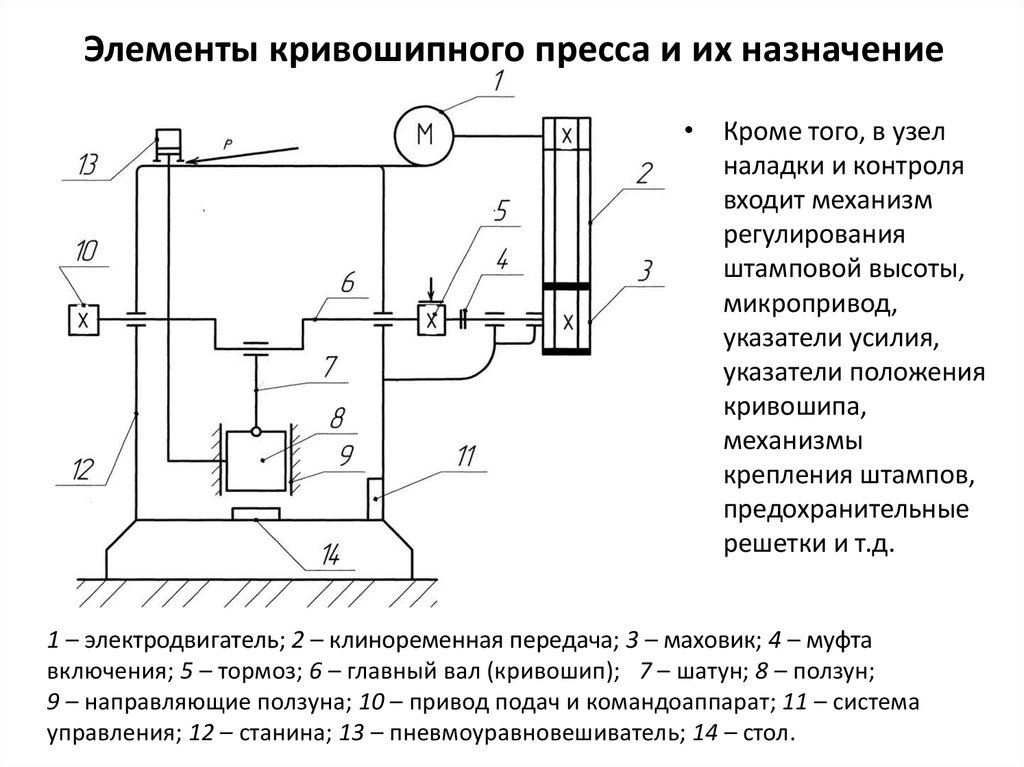
Элементы кривошипного пресса и их назначение• Кроме того, в узел
наладки и контроля
входит механизм
регулирования
штамповой высоты,
микропривод,
указатели усилия,
указатели положения
кривошипа,
механизмы
крепления штампов,
предохранительные
решетки и т.д.
1 – электродвигатель; 2 – клиноременная передача; 3 – маховик; 4 – муфта
включения; 5 – тормоз; 6 – главный вал (кривошип); 7 – шатун; 8 – ползун;
9 – направляющие ползуна; 10 – привод подач и командоаппарат; 11 – система
управления; 12 – станина; 13 – пневмоуравновешиватель; 14 – стол.
49.
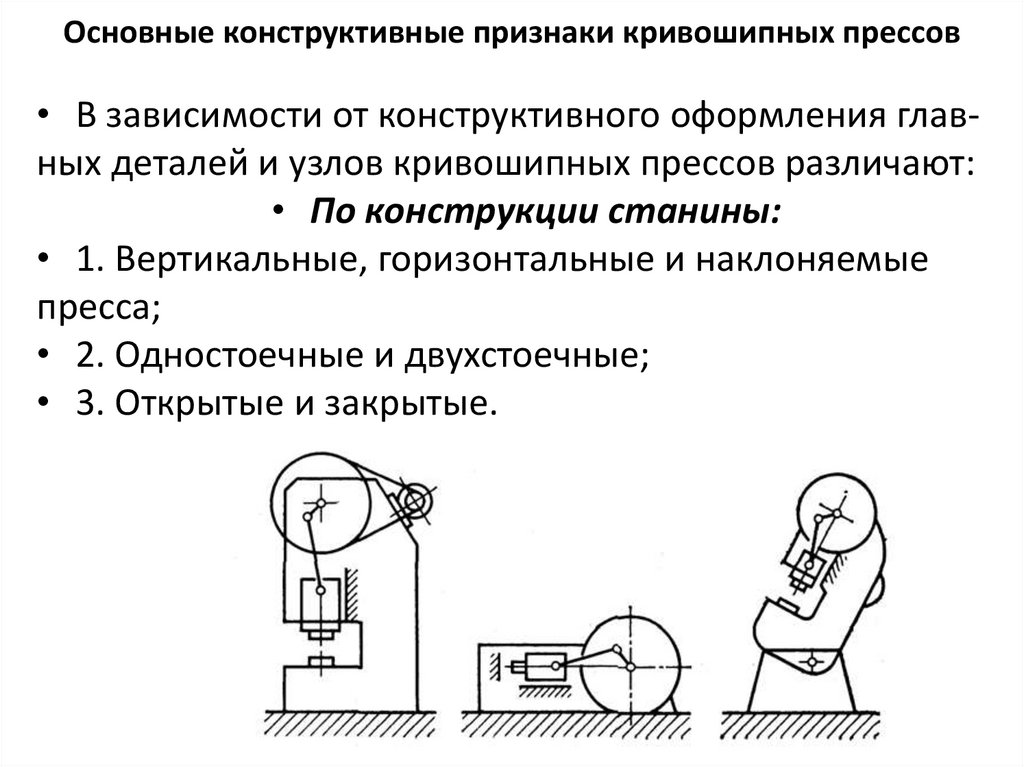
Основные конструктивные признаки кривошипных прессов• В зависимости от конструктивного оформления главных деталей и узлов кривошипных прессов различают:
• По конструкции станины:
• 1. Вертикальные, горизонтальные и наклоняемые
пресса;
• 2. Одностоечные и двухстоечные;
• 3. Открытые и закрытые.
50.
Основные конструктивные признаки кривошипных прессов• В зависимости от конструктивного оформления главных деталей и узлов кривошипных прессов различают:
• По конструкции главного вала:
• 1. Кривошипным, коленчатым и эксцентриковым
главным валом;
• 2. Одно- и много кривошипные;
• 3. С параллельным и перпендикулярным расположением главного вала фронтальной стороне пресса.
51.
Основные конструктивные признаки кривошипных прессов• В зависимости от конструктивного оформления главных деталей и узлов кривошипных прессов различают:
• По конструкции главного вала:
• 1. Кривошипным, коленчатым и эксцентриковым
главным валом;
• 2. Одно- и много кривошипные;
• 3. С параллельным и перпендикулярным расположением главного вала фронтальной стороне пресса.
52.
Основные конструктивные признаки кривошипных прессов• В зависимости от конструктивного оформления главных деталей и узлов кривошипных прессов различают:
• По конструкции главного вала:
• 1. Кривошипным, коленчатым и эксцентриковым
главным валом;
• 2. Одно- и много кривошипные;
• 3. С параллельным и перпендикулярным расположением главного вала фронтальной стороне пресса.
53.
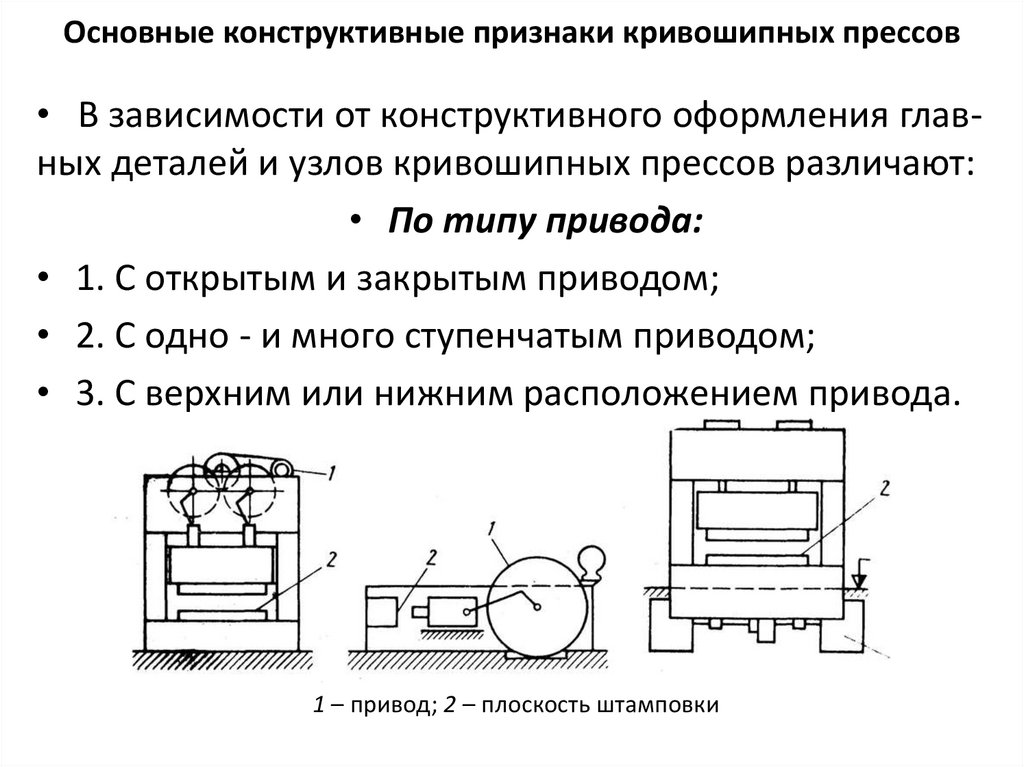
Основные конструктивные признаки кривошипных прессов• В зависимости от конструктивного оформления главных деталей и узлов кривошипных прессов различают:
• По типу привода:
• 1. С открытым и закрытым приводом;
• 2. С одно - и много ступенчатым приводом;
• 3. С верхним или нижним расположением привода.
1 – привод; 2 – плоскость штамповки
54.
Важнейшие параметры кривошипного пресса• Номинальное усилие Pн [кН] – наибольшее усилие которое
без ущерба для прочности основных деталей механизма
пресса может быть приложено к ползуну в пределах,
определенного, называемого номинальным, угла поворота
кривошипа от нижнего нулевого положения н = 5 450
(зависит от типа машины и её конструктивного исполнения).
• Длина хода ползуна S [мм] (путь который проходит ползун при
повороте кривошипа на 180 градусов, т.е. путь, равный двум
радиусам кривошипа). Эта величина постоянная, за
исключением прессов с регулируемым ходом.
• Число (частота) ходов ползуна в минуту n[мин-1] (сколько раз
в минуту ползун совершает циклов возвратно-поступательного
движения). Этот параметр зависит от номинального числа
оборотов двигателя и передаточного числа привода.
55.
Важнейшие параметры кривошипного пресса• Высота штампового пространства [H] (расстояние между
столом пресса и ползуном в его крайнем нижнем положении)
или «закрытая высота» измеряется при ходе ползуна вниз и
регулировке вверх, т. е. максимальная высота штампа,
который может быть установлен на пресс.
• Размеры стола (подштамповой плиты) и ползуна [мм]
(справа - налево и спереди - назад) — определяют габариты в
плане штампов.
• Размеры регулировки межштампового пространства [мм].
• Кроме того могут быть указаны и другие параметры (вылет
ползуна, усилие выталкивания и т.д.).
• Основные параметры характеристик кривошипных прессов
стандартизированы. При этом отдельные параметры
(например Pн) выбираются из ряда чисел (R5, R10).
56.
Ножницы кривошипные.Основные типы, конструкция и назначение
• Ножницы – оборудование для разделительных
операций. Резка листового, рулонного и полосового металла осуществляется на кривошипных
листовых ножницах с наклонным ножом. Для резки
сортового проката служат сортовые ножницы
(закрытого типа), арматуры – арматурные. Для
холодной резки скрапа (металла для шихты)
аллигаторные скрапные ножницы.
Комбинированные ножницы обеспечивают резку
как листового, так и сортового проката.
• В данную классификацию не входят ножницы с
ротационной схемой резки.
57.
Ножницы кривошипные.Основные типы, конструкция и назначение
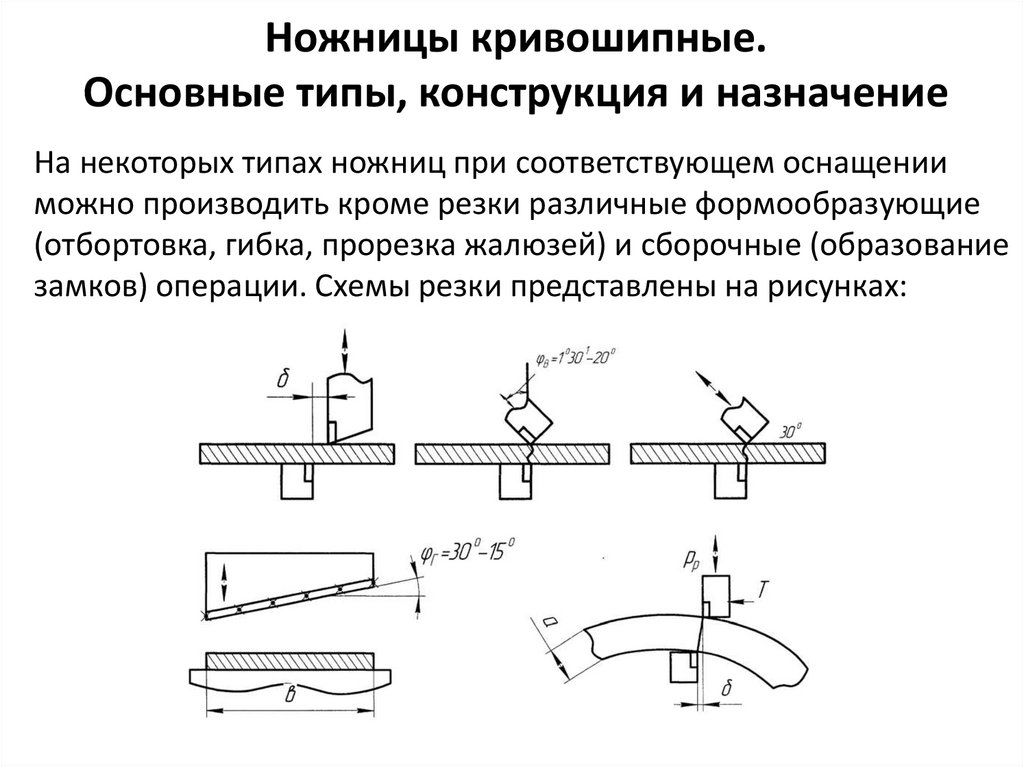
На некоторых типах ножниц при соответствующем оснащении
можно производить кроме резки различные формообразующие
(отбортовка, гибка, прорезка жалюзей) и сборочные (образование
замков) операции. Схемы резки представлены на рисунках:
58.
Ножницы кривошипные.Основные типы, конструкция и назначение
• Резка с вертикальным движением ножа дает
плохое качество реза. Резка с движением
верхнего ножа по дуге обеспечивает получение
кромки < 300 для сварки. Ножницы с наклонным
движением ножа к вертикали дают чистый рез и
перпендикулярность к плоскости листа.
• Криволинейную поверхность реза можно
получать на высечных ножницах. Резка может
быть с параллельными ножами и с постепенным
врезанием ножа. Угол наклона верхнего ножа к
горизонту Г = 5030' в зависимости от толщины
листа, он регулируем (больше толщина материала
– больше угол).
59.
Ножницы кривошипные.Основные типы, конструкция и назначение
• Высечные ножницы используются в одиночном и
мелкосерийном производстве для обработки
универсальным инструментом. Резку осуществляют
прямыми ножами, просечкой (двухсторонняя резка),
высечкой (перфорационная резка).
60.
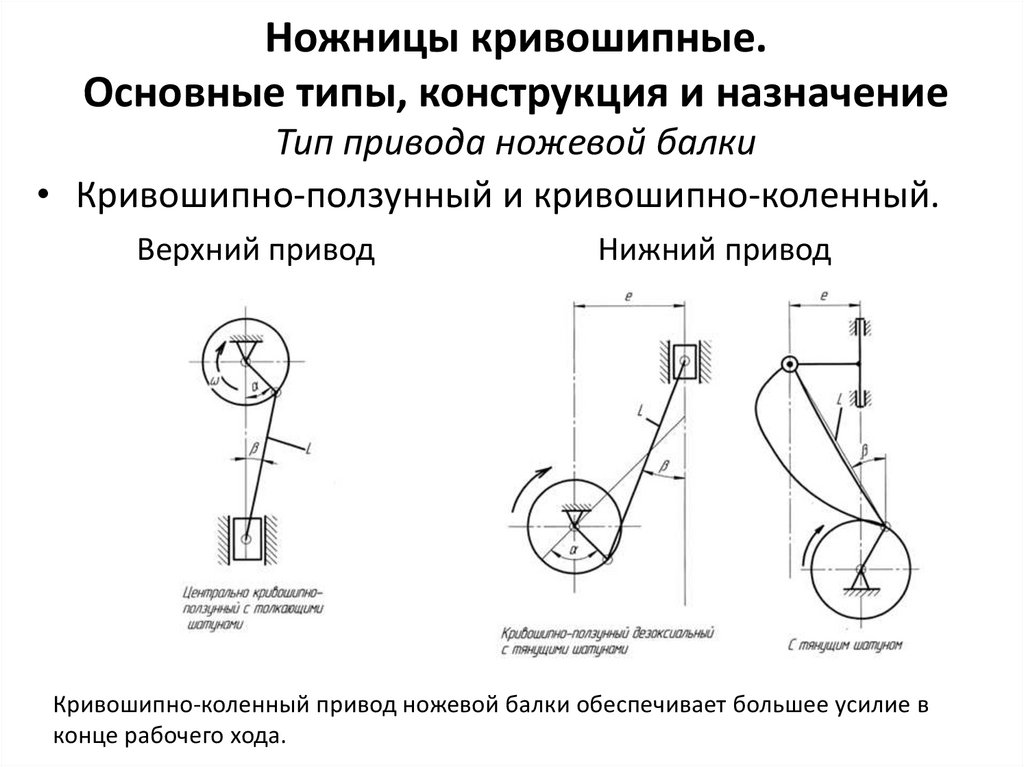
Ножницы кривошипные.Основные типы, конструкция и назначение
Тип привода ножевой балки
• Кривошипно-ползунный и кривошипно-коленный.
Верхний привод
Нижний привод
Кривошипно-коленный привод ножевой балки обеспечивает большее усилие в
конце рабочего хода.
61.
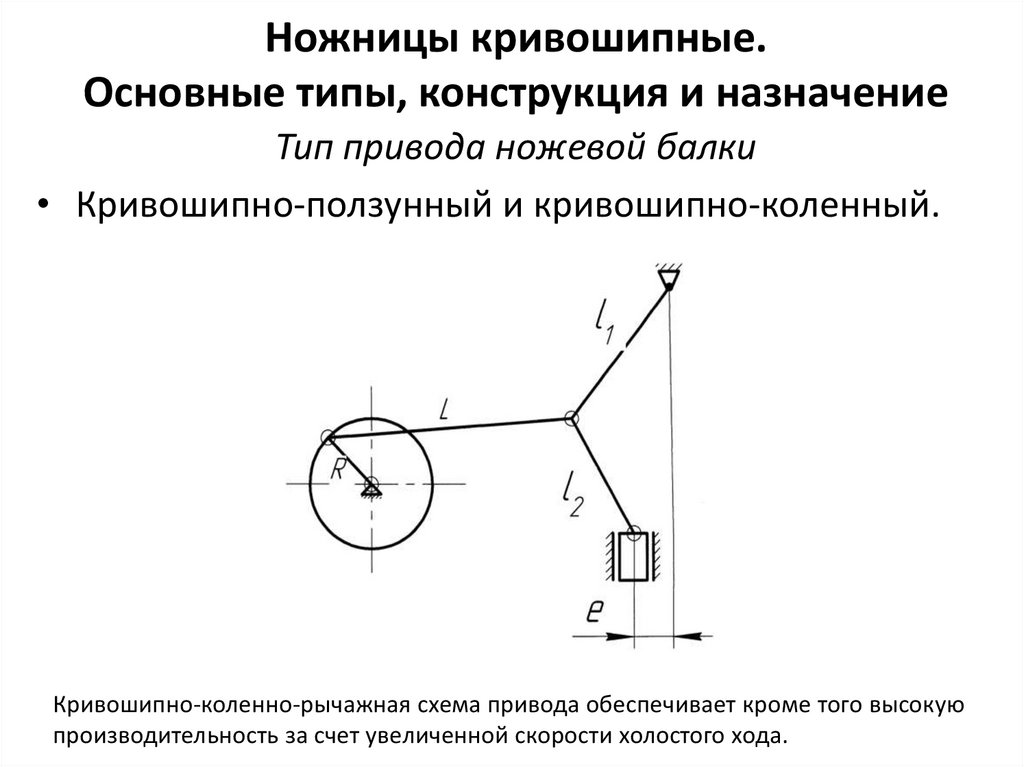
Ножницы кривошипные.Основные типы, конструкция и назначение
Тип привода ножевой балки
• Кривошипно-ползунный и кривошипно-коленный.
Кривошипно-коленно-рычажная схема привода обеспечивает кроме того высокую
производительность за счет увеличенной скорости холостого хода.
62.
Ножницы кривошипные.Основные типы, конструкция и назначение
Кинематическая схема
листовых ножниц с
наклонным ножом
• 1 – электродвигатель;
2 – клиноременная
передача; 3 – маховик;
4 – муфта; 5 – эксцентриковый вал; 6 – эксцентрик; 7 – кулачок;
8 – ножевая балка;
9 – прижимная балка;
10 – пружина;
• 11 – тормоз.
63.
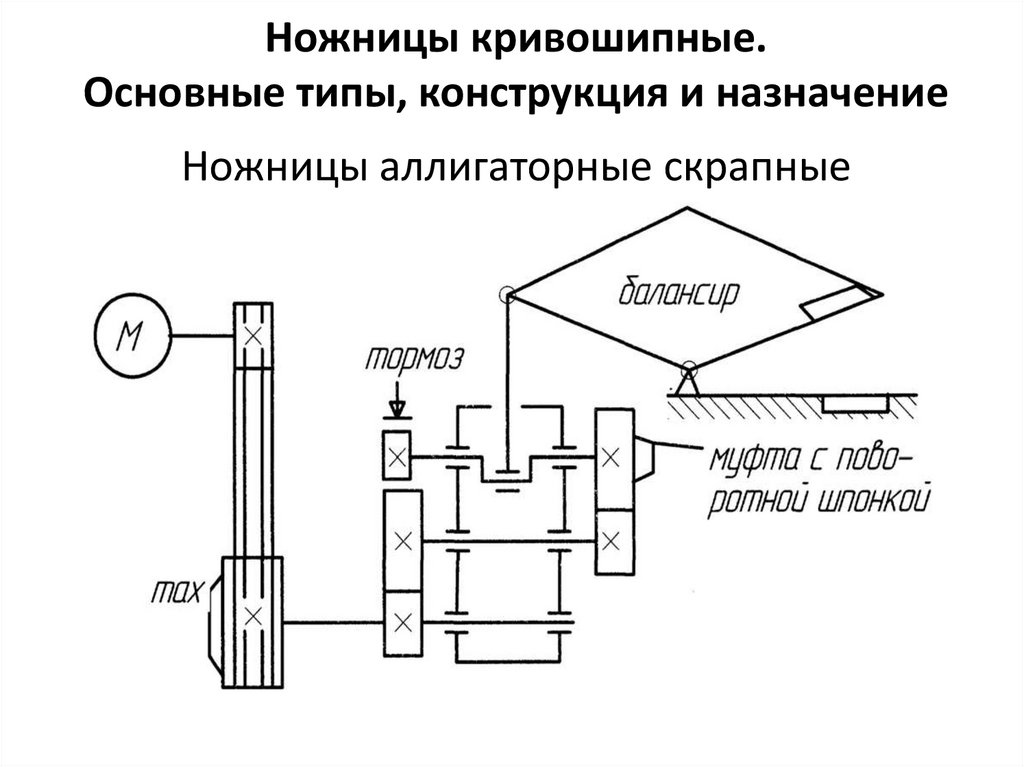
Ножницы кривошипные.Основные типы, конструкция и назначение
Ножницы аллигаторные скрапные
64.
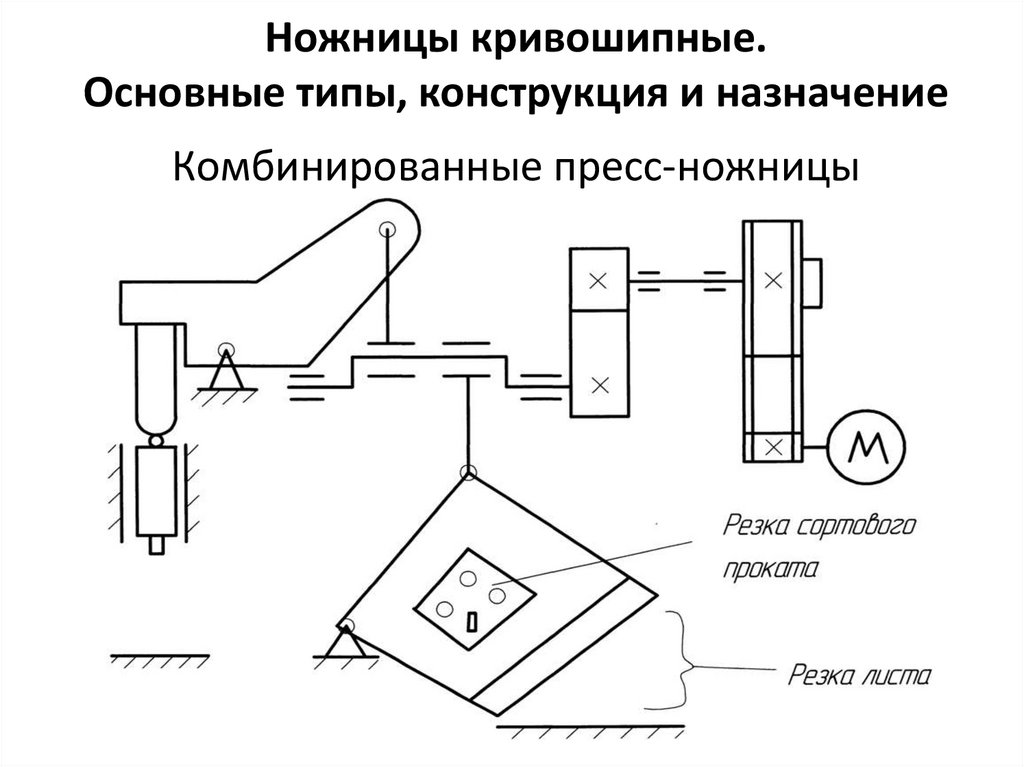
Ножницы кривошипные.Основные типы, конструкция и назначение
Комбинированные пресс-ножницы
65.
Ножницы кривошипные.Основные типы, конструкция и назначение
В настоящее время созданы
конструкции ножниц с
увеличенной скоростью резки, что
дает чистую поверхность среза.
Высечные ножницы
66.
Горизонтально ковочные машины (ГКМ)• ГКМ предназначены для выполнения следующих
операций:
• Высадка (образование утолщений на конце
заготовки);
• Прошивка (образование полости);
• Просечка (сквозная полость);
• Гибка (изменение формы);
• Выдавливание;
• Пережим и обрезка (отделение).
67.
Горизонтально ковочные машины (ГКМ)• Все эти операции можно осуществлять и на
других КПМ однако ГКМ в силу своей
специализации обеспечивают более высокую
производительность и повышение качества
изделий.
• Поковки, полученные на ГКМ имеют малые
припуски и штамповочные уклоны, не имеют
заусенцев.
• Отход металла при штамповке на ГКМ менее
10%, а при штамповке на прессах и молотах
имеют отход 25-30%.
68.
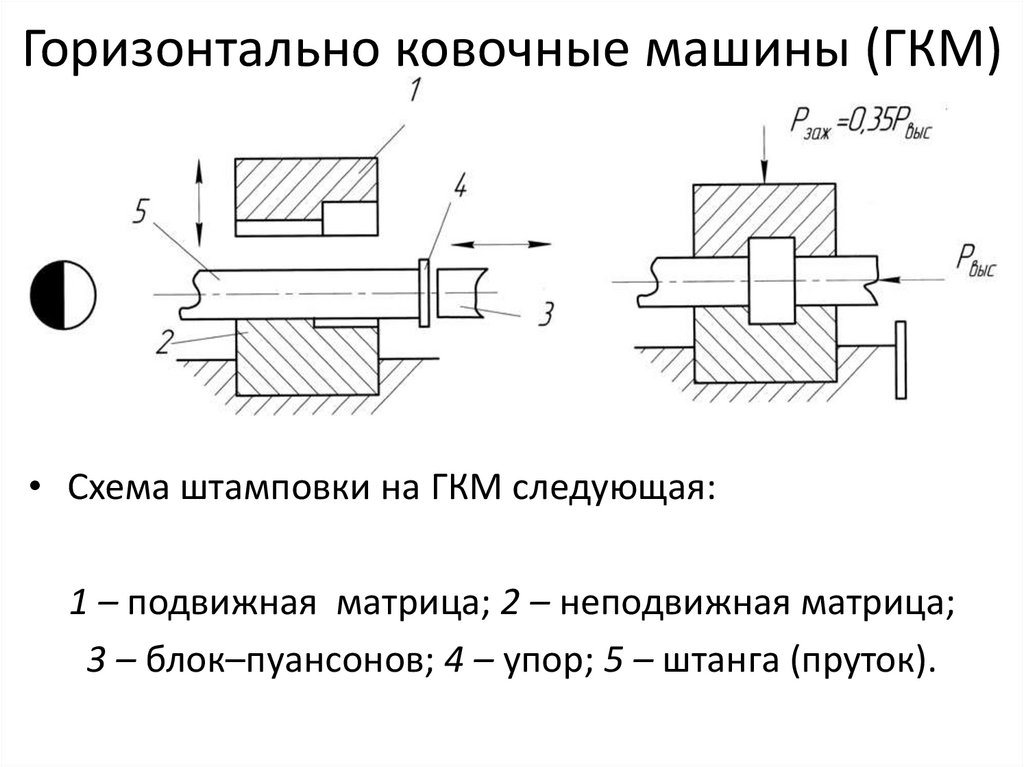
Горизонтально ковочные машины (ГКМ)• Схема штамповки на ГКМ следующая:
1 – подвижная матрица; 2 – неподвижная матрица;
3 – блок–пуансонов; 4 – упор; 5 – штанга (пруток).
69.
Горизонтально ковочные машины (ГКМ)• Нагретый конец прутка вводится в штамповое пространство и
устанавливается по длине до упора. Затем происходит зажим и
осуществляется высадка; матрица размыкается и поковка либо
извлекается, либо перемещается на следующий ручей.
Количество ручьев в штампе определяется технологическим
расчетом для поковки и соответствует количеству пуансонов.
Количество переходов может доходить до 4-5.
70.
Горизонтально ковочные машины (ГКМ)• Все ГКМ можно подразделить на 2 группы: с
вертикальной и горизонтальной плоскостью разъема
матриц.
• Машины с горизонтальным разъемом матрицы
бывают с качательным движением зажимного
ползуна и поступательным перемещением.
• У машин с вертикальным разъемом бывает
механический привод зажимного ползуна и
гидравлический. Механический привод в свою
очередь бывает с кривошипно-качательным
механизмом зажима, рычажным зажимом от кулаков
и кривошипно-ползунным механизмом.
71.
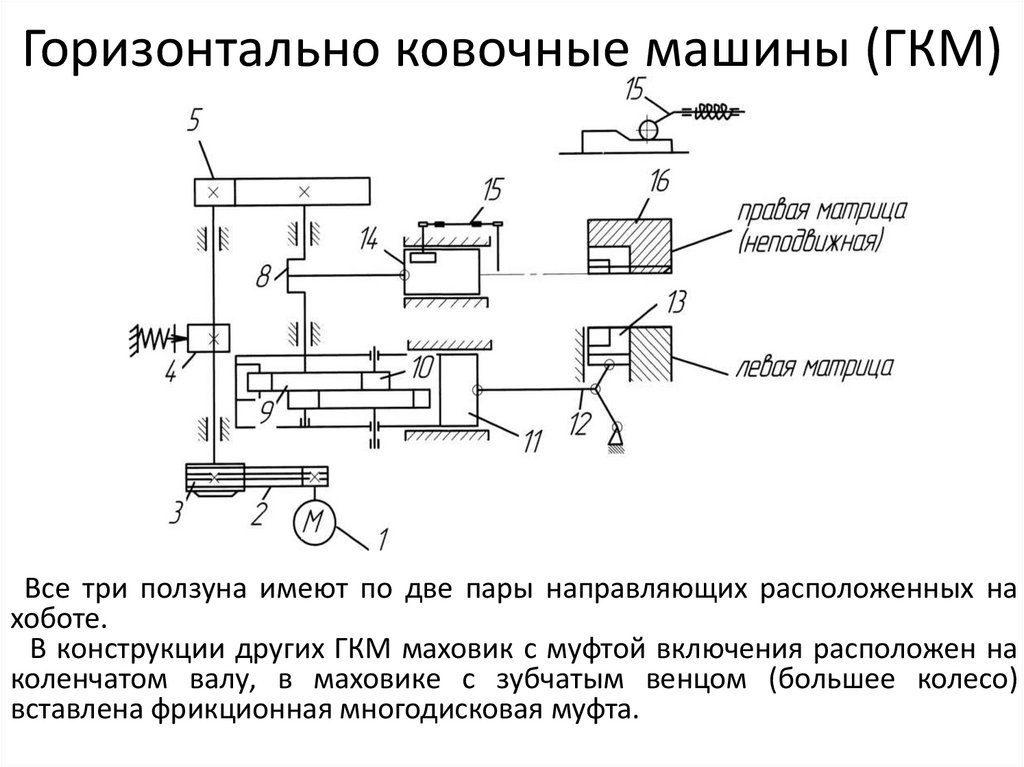
Горизонтально ковочные машины (ГКМ)Кинематическая схема ГКМ НКМЗ
1 – электродвигатель; 2 – клиноременная передача; 3 – маховик; 4 –ленточный
тормоз; 5 – зубчатая передача; 8 – коленчатый вал; 9 – эксцентрик; 10 – ролики;
11 – боковой ползун; 12 – рычажный механизм; 13 – зажимной ползун; 14 – высадочный ползун; 15 – упор; 16 – станина.
72.
Горизонтально ковочные машины (ГКМ)Кривошипно-ползунный механизм совершает возвратно-поступательное
движение высадочному ползуну. Зажимной ползун получает движение от
бокового ползуна через рычажную систему. Перемещение бокового
ползуна осуществляется с помощью кулачка.
73.
Горизонтально ковочные машины (ГКМ)Все три ползуна имеют по две пары направляющих расположенных на
хоботе.
В конструкции других ГКМ маховик с муфтой включения расположен на
коленчатом валу, в маховике с зубчатым венцом (большее колесо)
вставлена фрикционная многодисковая муфта.
74.
Гибочные и правильные прессыОсновными видами
гибочных и правильных
прессов является
листогибочные пресса,
горизонтально-гибочноштамповочные
(бульдозеры),
вертикальные
правильные и
сортогибочные
правильные.
75.
Гибочные и правильные прессы76.
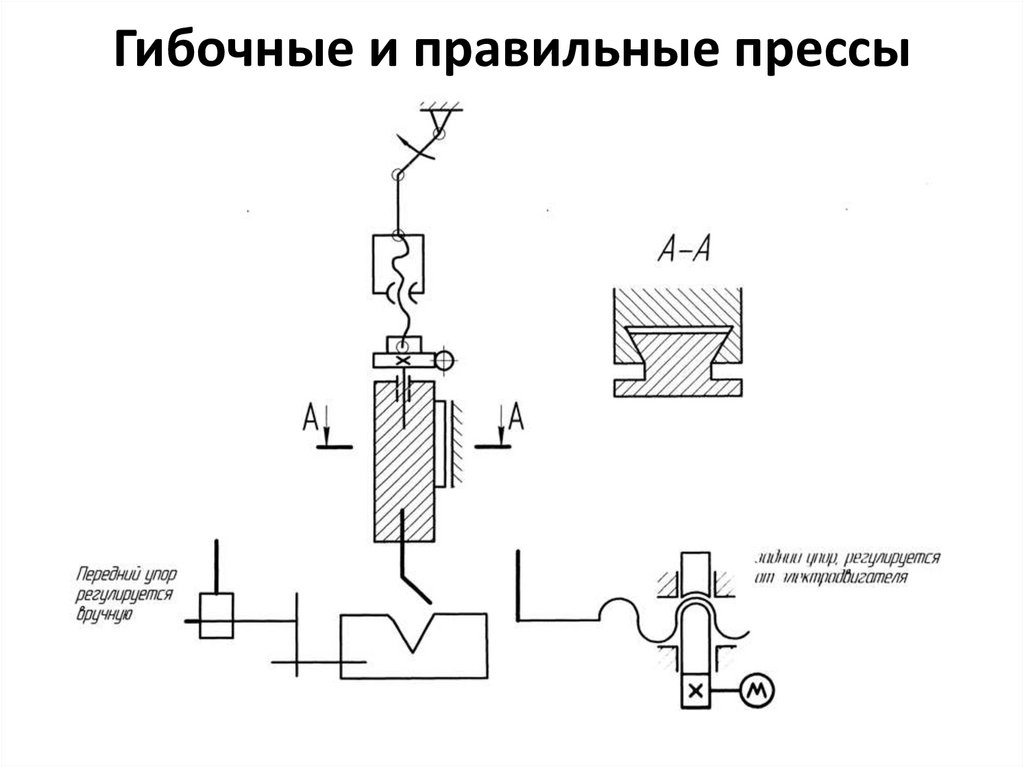
Гибочные и правильные прессы• Листогибочные
прессы
предназначены
для
изготовления различных изделий методом холодной
гибки из листового и полосового материала. При
использовании специального инструмента пресс
может использоваться для вырубки, резки, пробивки
отверстий и вытяжки. Номинальное усилие прессов
0.25-5МН, число ходов 35-6 в мин. В последнее время
листогибочные пресса с механическим приводом
вытесняются
гидравлическими
листогибочными
прессами.
• Листогибочные прессы похожи по конструкции на
ножницы, и их детали можно рассчитывать по
методике расчёта для ножниц резки листового
металла.
77.
Гибочные и правильные прессыГоризонтальные
гибочно-штамповочные
прессы
(бульдозеры)
используют для гибки на горячую сортового проката, на них можно
выполнять прошивку, высадку, резку и правку. Эти прессы выпускаются
двух типов: быстроходные, небольших усилий и тихоходные (с большим
ходом).
Схема
кривошипного
гибочно-штамповочного
горизонтального пресса
(бульдозера)
1 – станина; 2 – ползун;
3 – шатун; 4 – электродвигатель; 5 – клиноременная передача;
6 – маховик с муфтой;
7 – зубчатые передачи;
8 – тормоз.
78.
Гибочные и правильные прессы• Кроме гибочно-штамповочных прессов применяются гибочноправильные прессы.
Схема
кривошипного
гибочно-штамповочного
горизонтального пресса
(бульдозера)
1 – станина; 2 – ползун;
3 – шатун; 4 – электродвигатель; 5 – клиноременная передача;
6 – маховик с муфтой;
7 – зубчатые передачи;
8 – тормоз.
79.
Чеканочные кривошипно-коленные прессы• Чеканочные кривошипно-коленные прессы
производят операции холодной и горячей
штамповки, чеканки, выдавливания, рельефов и т. п.
Сопротивление возникает на небольшой длине хода
(рабочий ход 1-5 мм) поэтому энергия
деформирования небольшая.
• В чеканочных прессах используется кривошипноколенный механизм, позволяющий при том же
моменте на приводе преодолевать усилие
деформации в 3-5раз больше усилия обычных
кривошипных прессов. Для обеспечения точности
калибровки пресс должен иметь высокую жесткость.
Основные параметры чеканочных кривошипноколенных прессов регламентированы ГОСТ-ом
80.
Чеканочные кривошипно-коленные прессыВ конце
перемещения
ползуна (угол a
близок к нулю)
перемещение и
скорость весьма
мала, т. е.
обеспечивается
выдержка под нагрузкой.
81.
Вытяжные прессы, их назначение и конструкция• Специфика процесса вытяжки и формовки листового
материала заключается в необходимости получения
большого рабочего хода ползуна, создание усилия
прижима заготовки, обеспечение выталкивания
изделия.
• Это требует создания специализированных прессов
для вытяжки.
• К таким прессам относятся трехкривошипные пресса,
прессы двойного и тройного действия и прессы для
глубокой вытяжки.
82.
Вытяжные прессы, их назначение и конструкция• Трехкривошипные прессы предназначены для
осуществления операции вытяжки колпачков. В этих
прессах имеется два ползуна, причем один
перемещается внутри другого. Каждый ползун
перемещается от кривошипа, при этом на 2-х
кривошипах закреплен вырубной ползун; внутренний
ползун вытягивает колпачки. Такие прессы имеют
небольшие усилие.
83.
Вытяжные прессы, их назначение и конструкция• В конструкции прессов двойного и тройного действия
имеется также наружный и внутренний ползуны, в
прессах тройного действия имеется дополнительный
нижний ползун.
• Наружный ползун обеспечивает вырубку заготовки и
прижим фланца, поэтому он должен иметь выстой в
нижнем положении (приблизительно на половине
хода внутреннего ползуна).
• Механизм прижима наружного ползуна
обеспечивается кулачковыми парами или рычажным
механизмом.
84.
Вытяжные прессы, их назначение и конструкция• Схема вытяжного пресса двойного действия
85.
Вытяжные прессы, их назначение и конструкция• Схема пресса двойного действия с кулачковыми
парами
86.
Вытяжные прессы, их назначение и конструкция• Прижимной ползун имеет во время выстоя 2-3 отхода
от крайнего положения на величину 0.03-0.05 мм,
однако за счет упругой деформации положение
ползуна не меняется, хотя усилие на нем при этом
изменяется.
87.
Вытяжные прессы, их назначение и конструкцияОсобенности вытяжных прессов:
• Длина хода внутреннего ползуна больше чем у
обычных прессов 2 раза и более;
• Скорость хода ползуна на участке рабочего хода
ограничена V<0.4 м/с, что достигается уменьшением
числа ходов (5-15 ход/мин). Применяется 3 ступени
привода;
• Длина хода наружного ползуна составляет 1/2-2/3 от
хода внутреннего ползуна. Усилие на внутреннем
ползуне Pнв=0.63-8МН.
• Усилие на наружном ползуне Pнн = (62-64)%Pнв;
Полный ход внутреннего ползуна B =280-1060мм; Ход
наружного ползуна Smax н =(0.62-0.64)Smax в;
88.
Вытяжные прессы, их назначение и конструкция• Прессы двойного действия тихоходны, поэтому в системе
привода у них 3 или 4 ступени (первая ступень
клиноременная, остальные – зубчатые).
• Иногда по технологическим требованиям необходим
неравномерный прижим по фланцу, в связи с чем ползун
подвешивают в 4-х точках с возможностью
индивидуальной регулировки длины шатуна.
• Малое число ходов вытяжных прессов является их
недостатком, поэтому создают пресса у которых скорость
холостого хода (обратный ход и подход) больше рабочего
и затраты времени tхх в 3 раза меньше рабочего tрх. Это
достигается применением специальных муфт со
встроенной планетарной подачей (или двумя муфтами и
двумя приводами), а также применением исполнительных механизмов с усложнённой кинематической частью.
89.
Вытяжные прессы, их назначение и конструкция• Прессы тройного действия представляют
собой пресс двойного действия дополненный
третьи (нижним) ползуном позволяющим
производить вытяжку в направлении обратном
вытяжке верхним (вытяжным) ползуном.
• Такие прессы нашли применение в
автомобильной промышленности для
получения изделий сложной формы с
выпуклостями в разные стороны. Эти прессы
не выпускаются серийно, а строятся по
индивидуальному заказу.
90.
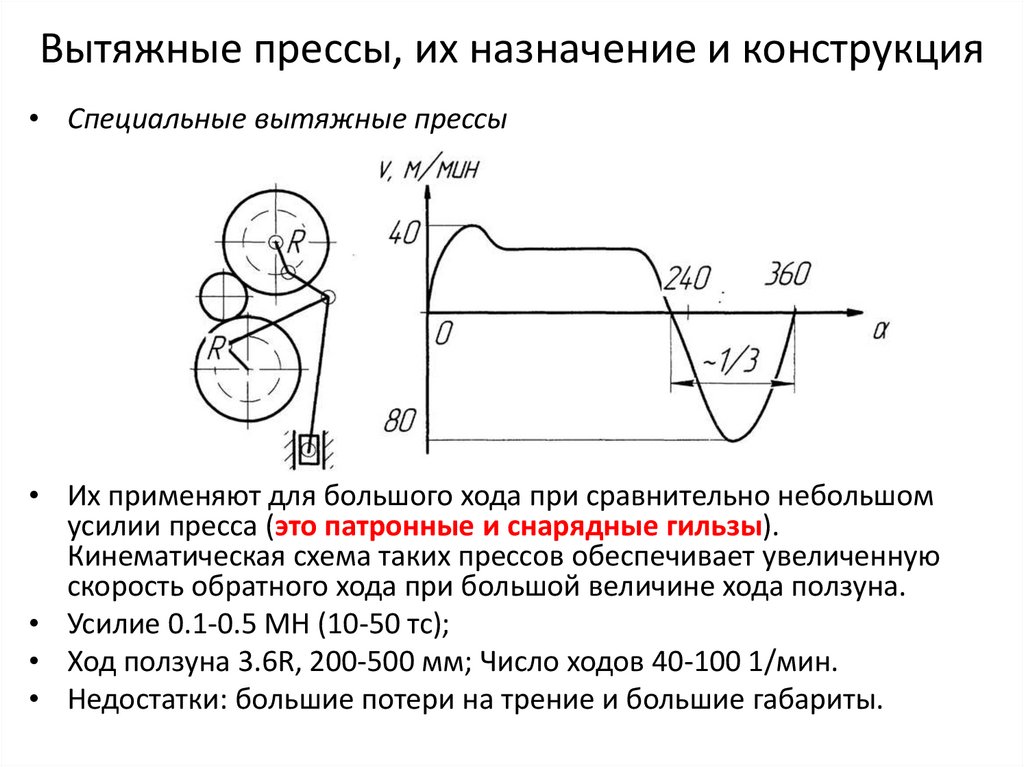
Вытяжные прессы, их назначение и конструкция• Специальные вытяжные прессы
• Их применяют для большого хода при сравнительно небольшом
усилии пресса (это патронные и снарядные гильзы).
Кинематическая схема таких прессов обеспечивает увеличенную
скорость обратного хода при большой величине хода ползуна.
• Усилие 0.1-0.5 МН (10-50 тс);
• Ход ползуна 3.6R, 200-500 мм; Число ходов 40-100 1/мин.
• Недостатки: большие потери на трение и большие габариты.