



 economics
economicsSimilar presentations:










Организация и управление производством. Производственный цикл
1.
2.
Производственный циклПроизводственным циклом называется календарный период времени, в
течение которого материалы или заготовки проходят все операции
производственного процесса или определенной его части и превращаются в
готовую продукцию для данной стадии производства.
Производственный цикл выражается в рабочих
месяцах, днях или часах.
Длительность производственного цикла изготовления любого изделия
состоит из двух структурных элементов: рабочего периода и времени
перерывов.
3.
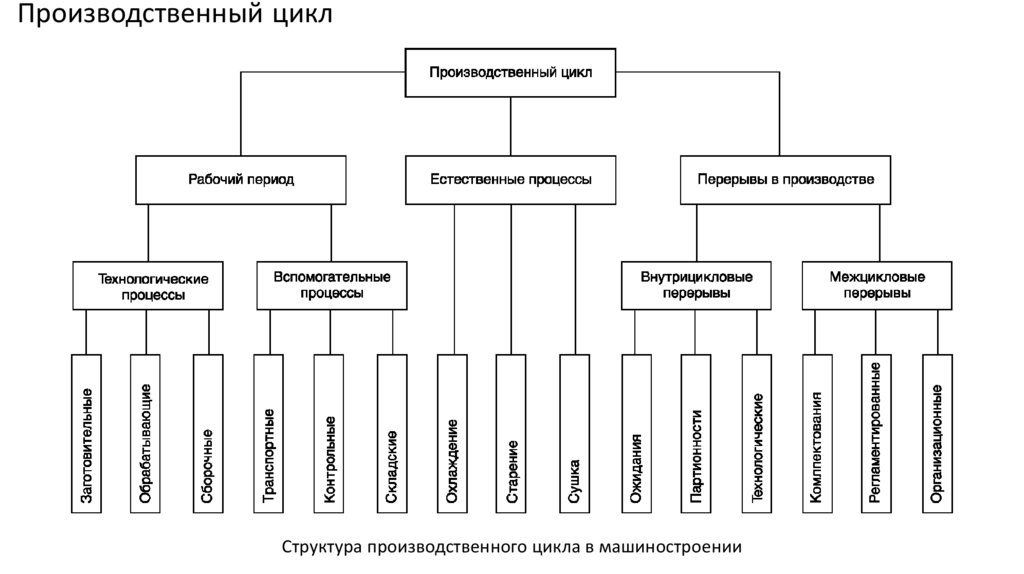
Производственный циклСтруктура производственного цикла в машиностроении
4.
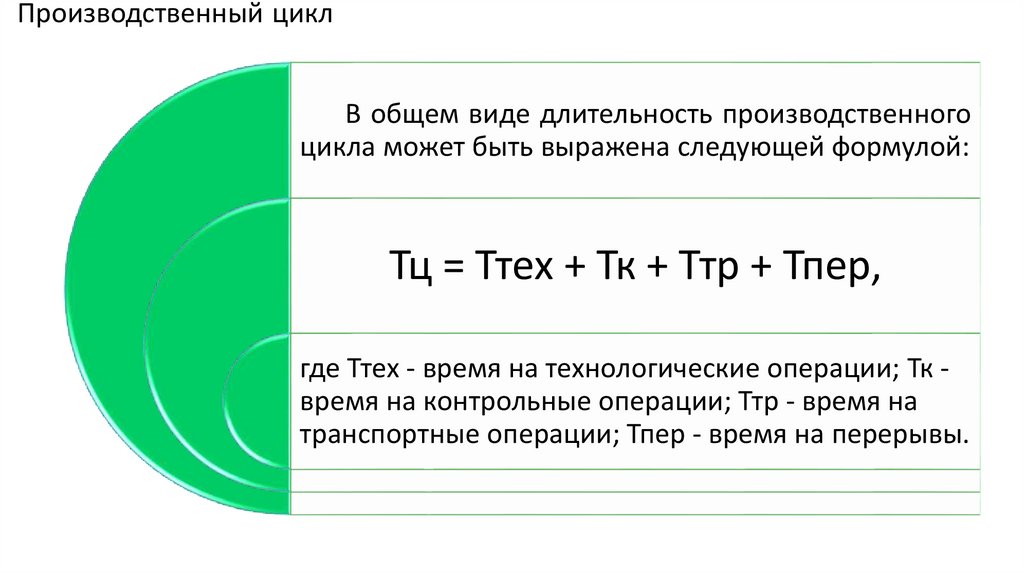
Производственный циклВ общем виде длительность производственного
цикла может быть выражена следующей формулой:
Тц = Ттех + Тк + Ттр + Тпер,
где Ттех - время на технологические операции; Тк время на контрольные операции; Ттр - время на
транспортные операции; Тпер - время на перерывы.
5.
Производственный циклВ течение рабочего периода
осуществляются технологические операции,
а также подготовительно-заключительные
работы, в частности, переналадка
оборудования. Длительность
технологических операций и
подготовительно-заключительной работы в
совокупности образует операционный цикл
обработки партии деталей:
Топ = (tшт * n) / Ср
где tшт - штучное время;
n - размер партии
деталей; Ср - число
рабочих мест
К рабочему периоду относится также
длительность контрольных и
транспортных операций. К
естественным процессам относится
время, к примеру, воздушной сушки
окрашенных изделий, естественного
старения отливок, остывания нагретых
поковок на воздухе и т.д.
6.
Производственный циклПерерывы в зависимости от вызвавших их причин могут быть
подразделены на межоперационные и междусменные.
Межоперационные или внутренние перерывы в свою очередь
подразделяются на перерывы партионности, ожидания и
комплектования.
Перерывы партионности обусловлены самой природой работы партиями.
Каждая деталь, поступая к рабочему месту в составе партии аналогичных
деталей, «пролеживает» дважды: один раз до начала, а второй раз по
окончании ее обработки, пока вся партия в целом не пройдет данную
операцию.
Перерывы ожидания вызываются несогласованной длительностью смежных
операций технологического процесса.
Междусменные перерывы определяются принятым календарным режимом работ. К
этой категории относятся перерывы между рабочими сменами, а также выходные и
праздничные дни.
7.
Производственный циклТаким образом, длительность производственного цикла
определяется:
временем, необходимым для изготовления или сборки данного
изделия; чем больше затрачивается времени, тем продолжительнее
будет и производственный цикл
количеством одновременно запускаемых в обработку деталей,
длительность цикла тем больше, чем больше их количество
продолжительностью вспомогательных операций - контрольных,
транспортных
числом и продолжительностью перерывов производственного процесса,
вызванного различными обстоятельствами
принятой системой передачи предметов труда с операции на операцию
8.
Производственный циклОсновой организации и совершенствования производственного процесса является
сокращение производственного цикла за счет экономии рабочего времени, полной
ликвидации или сведения к минимуму различных перерывов.
Сокращение длительности производственного цикла в заводской
практике осуществляется одновременно по двум направлениям:
1) сокращение рабочего периода
2) полная ликвидация или приведение к минимуму различных
перерывов
9.
Пути сокращенияпроизводственного цикла
Производственный цикл
сокращение времени непосредственного изготовления или сборки изделия за счет внедрения
наиболее прогрессивных технологических методов, правильной организации процессов,
рационального устройства и обслуживания рабочих мест и других мероприятий, направленных на
повышение производительности труда
сокращение времени вспомогательных процессов, в частности их широкой механизацией и
автоматизацией, которая приводит не только к ускорению их выполнения, но и создает высокую
степень надежности обслуживания основного процесса
сокращение времени перерывов, вызываемых простоями оборудования, отсутствием в
назначенные сроки материалов, инструмента и т.п., для чего необходимы четкая организация
планово-предупредительного ремонта, создание комплектных запасов на складах и системы
доставки всего необходимого на рабочие места
применение наиболее соответствующей конкретным условиям производства системы движения
предметов труда и определенного порядка оперативного планирования, обеспечивающих
ритмичный и комплектный ход работы во всех звеньях производства
10.
Основные виды движения предметов труда в процессе производстваВиды движения
предметов труда
последовательное
параллельнопоследовательное
параллельное
11.
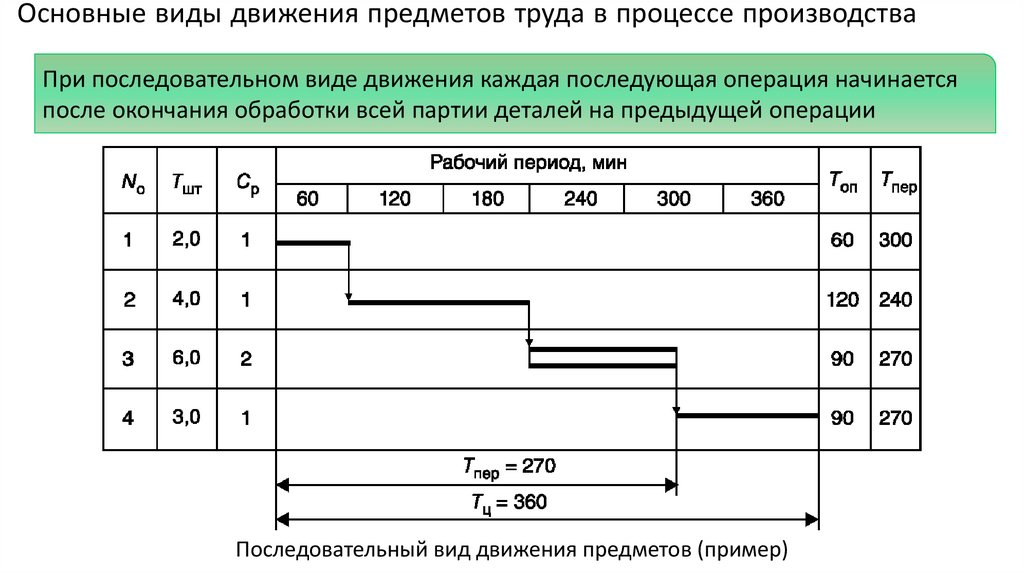
Основные виды движения предметов труда в процессе производстваПри последовательном виде движения каждая последующая операция начинается
после окончания обработки всей партии деталей на предыдущей операции
Последовательный вид движения предметов (пример)
12.
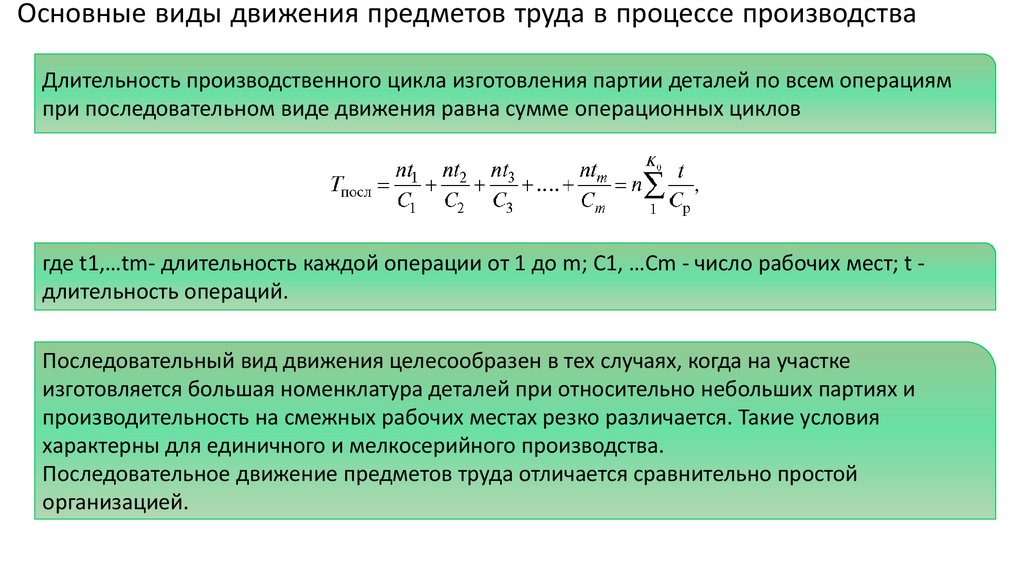
Основные виды движения предметов труда в процессе производстваДлительность производственного цикла изготовления партии деталей по всем операциям
при последовательном виде движения равна сумме операционных циклов
где t1,…tm- длительность каждой операции от 1 до m; С1, …Сm - число рабочих мест; t длительность операций.
Последовательный вид движения целесообразен в тех случаях, когда на участке
изготовляется большая номенклатура деталей при относительно небольших партиях и
производительность на смежных рабочих местах резко различается. Такие условия
характерны для единичного и мелкосерийного производства.
Последовательное движение предметов труда отличается сравнительно простой
организацией.
13.
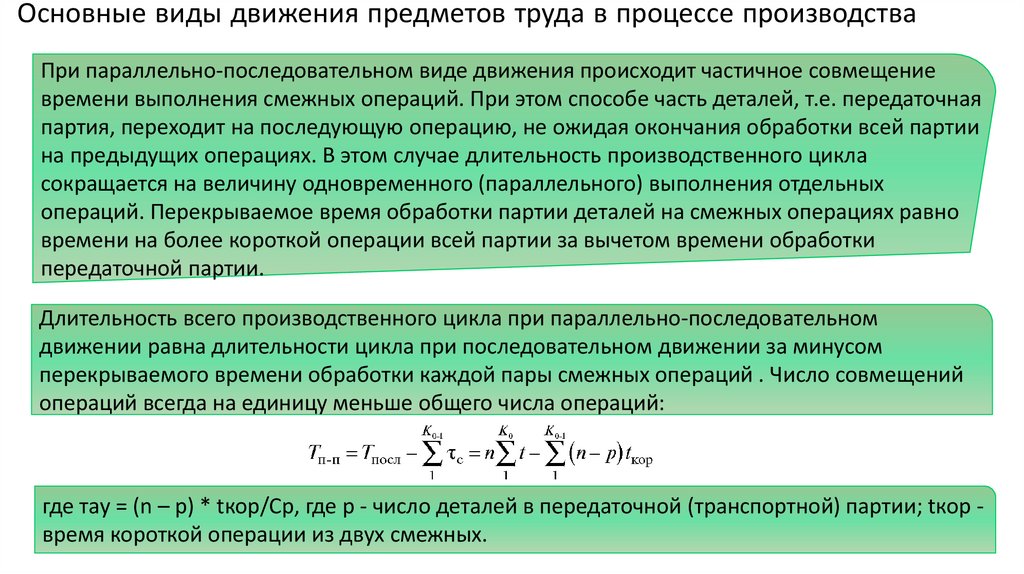
Основные виды движения предметов труда в процессе производстваПри параллельно-последовательном виде движения происходит частичное совмещение
времени выполнения смежных операций. При этом способе часть деталей, т.е. передаточная
партия, переходит на последующую операцию, не ожидая окончания обработки всей партии
на предыдущих операциях. В этом случае длительность производственного цикла
сокращается на величину одновременного (параллельного) выполнения отдельных
операций. Перекрываемое время обработки партии деталей на смежных операциях равно
времени на более короткой операции всей партии за вычетом времени обработки
передаточной партии.
Длительность всего производственного цикла при параллельно-последовательном
движении равна длительности цикла при последовательном движении за минусом
перекрываемого времени обработки каждой пары смежных операций . Число совмещений
операций всегда на единицу меньше общего числа операций:
где тау = (n – p) * tкор/Ср, где p - число деталей в передаточной (транспортной) партии; tкор время короткой операции из двух смежных.
14.
Основные виды движения предметов труда в процессе производстваПараллельно-последовательный вид движения применяется в крупносерийном
производстве и на серийных участках массового производства при обработке значительных
партий деталей.
Последовательно-параллельный вид движения предметов (пример)
15.
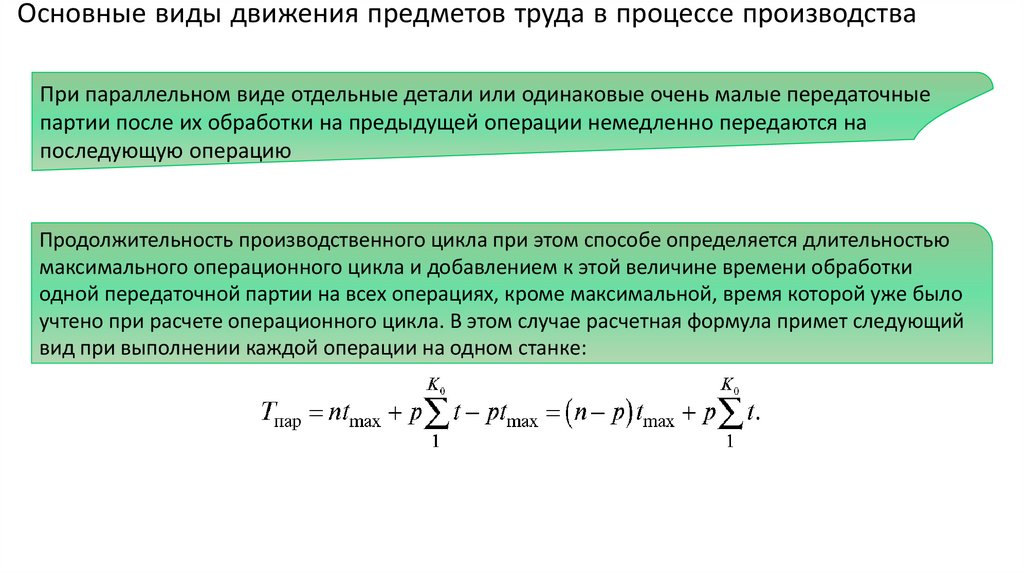
Основные виды движения предметов труда в процессе производстваПри параллельном виде отдельные детали или одинаковые очень малые передаточные
партии после их обработки на предыдущей операции немедленно передаются на
последующую операцию
Продолжительность производственного цикла при этом способе определяется длительностью
максимального операционного цикла и добавлением к этой величине времени обработки
одной передаточной партии на всех операциях, кроме максимальной, время которой уже было
учтено при расчете операционного цикла. В этом случае расчетная формула примет следующий
вид при выполнении каждой операции на одном станке:
16.
Основные виды движения предметов труда в процессе производстваПараллельный вид движения предметов (пример)
17.
Основные виды движения предметов труда в процессе производстваПараллельный вид движения, как видно из проведенных расчетов, обеспечивает наименьшую
длительность цикла по сравнению с другими видами движения. Но перерывы в выполнении
менее трудоемких операций приводят к неиспользованию оборудования. Чем меньше
различаются по времени длительности смежных операций, тем меньше простои оборудования.
Наиболее эффективен параллельный вид движения при равной длительности всех операций
или синхронных операционных циклах. В этом случае простои оборудования вовсе не будут
возникать. При высокой синхронности операций параллельный вид движения превращается в
поточное производство.
Параллельный способ выполнения операций применяется на поточных линиях серийного и
массового производства.