
 industry
industrySimilar presentations:










Организация технического контроля в литейном цехе. Общее понятие о технологическом контроле
1.
“Организация технического контроля в литейном цехе.Общее понятие о технологическом контроле.
Объекты и виды технического контроля. Организация,
задачи и структура бюро технического контроля
литейного цеха. Пооперационный контроль процесса
производства отливок.
Организация рабочего места и труда контролера.
Основные средства и методы контроля”
Выполнил: Бальзам Илья
Группа: Т9-ЛП-20-1
Преподаватель: Клыкова Оксана Анатольевна
2.
Основной задачей технического контроля является анализ бракапромежуточной и окончательной продукции литейного цеха,
определение видов брака и принятие мер для его устранения. Это
осуществляется путем контроля сырья и материалов,
поступающих в производство, модельной и опочной оснастки,
мерительного инструмента и проверки технологических процессов
на всех участках цеха; кроме того, проводят пооперационный
контроль качества изготовляемых в цехе полуфабрикатов,
контроль готовой продукции, анализ брака и рекламаций.
В отделении приготовления формовочной смеси контролируют
газопроницаемость, влажность, прочность и другие свойства
формовочных и стержневых смесей.
В стержневом отделении проверяют шаблонами и кондукторами
соответствие размеров и контуров стержней с чертежами, наличие
и правильность вентиляций стержней, правильность установки
каркасов и качество поверхности стержней, их окраски и
просушки.
3.
В формовочно-сборочном отделении контролируют соответствиеразмеров форм чертежам, наличие и правильность вентиляции
форм, плотность набивки форм и качество их просушки, а также
качество поверхности форм и правильность их сборки. После
очистки литья его тщательно контролируют с целью обнаружения
дефектов. Проверяют также основные размеры продукции и
соответствие ее техническим условиям. В соответствии с
техническими условиями отливки подвергают специальным
испытаниям (на герметичность, электропроводность, магнитные
свойства и т. д.).
В литейных цехах массового производства периодически, по
календарному графику, проверяют модельно-опочный инвентарь.
1) Брак литья и его причины
2) Дефекты отливок
4.
Технический контроль – это проверка, которая охватывает все этапы жизненногоцикла продукции, начиная от поступления на предприятие сырья (входной) и
заканчивая отгрузкой готовой продукции. В этой связи выделяют также
производственный, охватывающий все технологические операции и состоит из
следующих видов:
1)
2)
3)
4)
5)
6)
входной (сырье и комплектующие);
операционный;
технологической дисциплины;
приемочный (качество, комплектность, маркировка);
технологической оснастки;
производственных условий и других факторов, влияющих на качество
готовой продукции.
Технический контроль – это проверка на соответствие установленным
требованиям. Подобная процедура проводится в 3 стадии:
Проведение измерений, сбор другой информации о контролируемом
объекте.
2) Обработка полученных данных, их сравнение с нормативными значениями.
3) Разработка корректирующих мероприятий для устранения несоответствий.
1)
5.
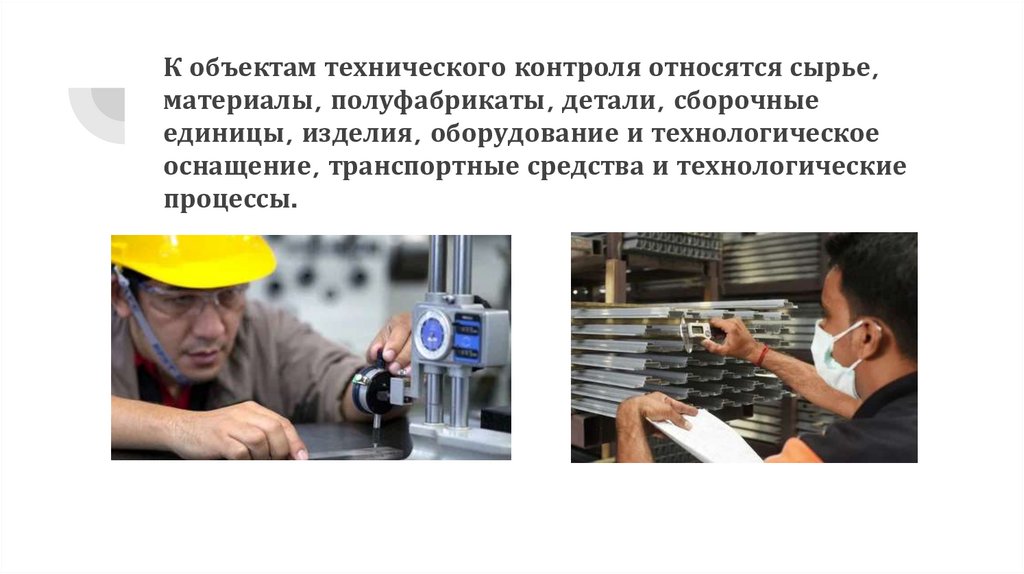
К объектам технического контроля относятся сырье,материалы, полуфабрикаты, детали, сборочные
единицы, изделия, оборудование и технологическое
оснащение, транспортные средства и технологические
процессы.
6.
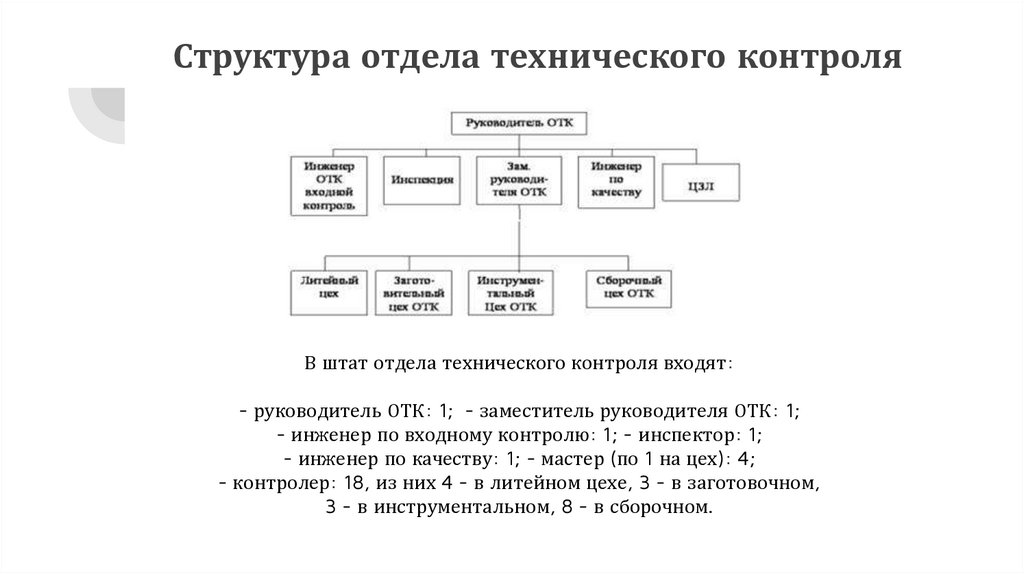
Структура отдела технического контроляВ штат отдела технического контроля входят:
- руководитель ОТК: 1; - заместитель руководителя ОТК: 1;
- инженер по входному контролю: 1; - инспектор: 1;
- инженер по качеству: 1; - мастер (по 1 на цех): 4;
- контролер: 18, из них 4 - в литейном цехе, 3 - в заготовочном,
3 - в инструментальном, 8 - в сборочном.
7.
Функциональные обязанноститехнического персонала
Функциональные обязанности руководителя ОТК:
- обеспечивает правильное применение инженерной техники и
статистических методов контроля;
- уделяет внимание потенциальной ответственности за безопасность,
качество, надежность, минимизацию угрозы возвращения дефектных
изделий от потребителя;
- предоставляет гарантии качества продукции потребителю;
- способствует достижению оптимальных затрат фирмы на устранение
дефектов продукции у потребителя;
- способствует сбору и анализу данных о затратах на обеспечение
качества;
- организует эффективный контроль качества, организует и
осуществляет программы проверок, осуществляет надзор за качеством
продукции;
- участвует в организации выпуска и сбыта продукции.
8.
Организация рабочего места контролераРабочее место - это часть производственной площади цеха, участка или
мастерской, которая закрепляется за определенным работником или
работниками в случае посменной работы конкретного производства.
Организация рабочего места - это система мероприятий по оснащению
рабочего места средствами и предметами труда и их размещение в
определенном порядке. Рациональная организация рабочего места
должна создавать условия для благоприятного положения тела, рук и
головы; обеспечивать достаточное пространство для ног;
способствовать рациональному размещению средств оснастки;
обеспечивать простоту и надежность в обращении со средствами и
предметами труда.
Рабочее место контролера ОТК должно быть по возможности отдельно
от производственного оборудования, оснащено исправными средствами
контроля и иметь правильное и достаточное освещение(не менее 100150 люкс)
9.
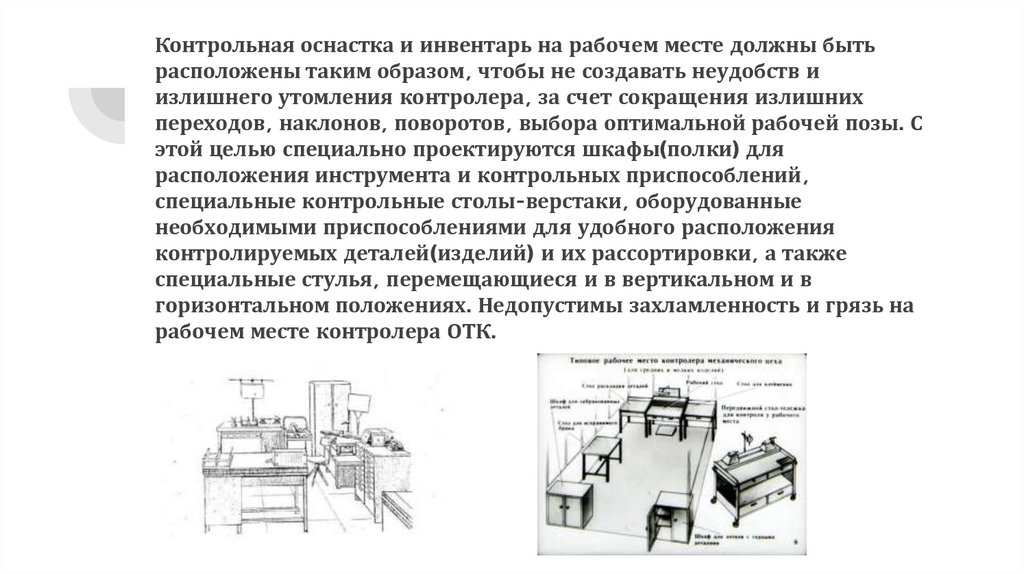
Контрольная оснастка и инвентарь на рабочем месте должны бытьрасположены таким образом, чтобы не создавать неудобств и
излишнего утомления контролера, за счет сокращения излишних
переходов, наклонов, поворотов, выбора оптимальной рабочей позы. С
этой целью специально проектируются шкафы(полки) для
расположения инструмента и контрольных приспособлений,
специальные контрольные столы-верстаки, оборудованные
необходимыми приспособлениями для удобного расположения
контролируемых деталей(изделий) и их рассортировки, а также
специальные стулья, перемещающиеся и в вертикальном и в
горизонтальном положениях. Недопустимы захламленность и грязь на
рабочем месте контролера ОТК.
10.
Контроль качества отливокКонтроль качества отливок осуществляют с целью обнаружения
дефектов, разработки мер по их предотвращению и устранению. В
литейных цехах применяют предварительный и исполнительный
методы контроля качества отливок.
Предварительный контроль включает в себя проверку свойств
шихтовых и формовочных материалов, формовочных и стержневых
смесей, качества изготовленной модельной и литейной
технологической оснастки, а также отдельных стадий процесса
получения отливок (изготовления форм и стержней, сборки форм и
подготовки их к заливке и т.д.).
Исполнительный контроль заключается в приемке полученных
отливок. С учетом требований технических условий на получаемую
продукцию отливки сортируют на группы: годные; дефектные,
подлежащие исправлению; окончательный брак, направляемый на
переплавку.
11.
Дефекты отливок подразделяют на наружные (газовые ипесчаные раковины, заливы, перекос, пригар, несоответствие
размеров и конфигурации отливки и др.) и внутренние
(усадочные и газовые раковины, горячие и холодные трещины
и др.).
Для определения качества отливок применяют следующие
методы контроля: визуальный, при котором все отливки
подвергают осмотру невооруженным глазом или с помощью
лупы; магнитный, люминесцентный или цветной для
выявления на поверхности отливок мелких трещин и раковин;
магнитный, ультразвуковой и радиографический для
выявления внутренних дефектов в отливках. С помощью этих
методов, не разрушая изделия, выявляют размеры дефекта и
глубину его расположения от поверхности отливки. Процессы
дефектоскопии в массовом производстве автоматизированы.
12.
Исправление дефектов отливокОтливки, имеющие допустимые дефекты и не подлежащие отбраковке,
подвергаются дополнительным операциям по исправлению. Основными
из них являются: заделка поверхности замазками или мастиками;
пропитка различными составами; газовая и электрическая заварка.
Заделка дефектов замазками или мастиками — декоративное
исправление мелких поверхностных раковин отливок. Она
производится перед покраской отливок для придания им товарного
вида. Перед заполнением мастикой дефектные места очищают от грязи
и обезжиривают. После заполнения раковин мастикой исправленное
место заглаживают, подсушивают и затирают.
Пропитывание составами устраняет пористость в отливках,
работающих под давлением жидкостей и газов. С этой целью имеющие
незначительную течь отливки погружают на 8-12 ч в водный раствор
хлористого аммония. Проникая в промежутки между зернами металла,
раствор образует окислы, которые закупоривают поры отливки. Для
устранения течи в отливках из цветных сплавов их пропитывают
бакелитовым лаком.
13.
Заварку применяют для исправления мелких дефектов нанеобрабатываемых поверхностях отливок (раковины,
отверстия, трещины), а чаще — для исправления дефектов в
местах отливок, испытывающих большую рабочую нагрузку.
Для получения качественной заварки применяют
присадочный материал, который по своим свойствам не
отличается от свойств металла отливки.
При заварке дефектное место нагревают и затем расплавляют
в нем пруток присадочного материала пламенем кислородноацетиленовой горелки (газовая сварка) или с помощью
сварочного аппарата (электрическая сварка). Для
предупреждения появления трещин в отливках их нагревают
до 350...600°С и после заварки медленно охлаждают до
комнатной температуры. Для улучшения обрабатываемости
отливки подвергают термической обработке — отжигу.
14.
Список источников:https://промпортал.su/tehkontrol/
https://stal-kom.ru/kontrol-pri-lit-ye-metallov/
https://stal-kom.ru/kontrol-pri-lit-ye-metallov/
https://fb-ru.turbopages.org/fb.ru/s/article/458904/tehnicheskiy-kontrol--eto-obyektyi-tehnicheskogo-kontrolya
https://studref.com/653314/tehnika/obrubka_ochistka_kachestvo_otlivok
https://studbooks.net/2542759/tovarovedenie/organizatsiya_rabochego_mest
a_kontrolera
http://www.stroitelstvo-new.ru/liteynoe-proizvodstvo/pooperatsionnyj-
kontrol-3.shtml