







 industry
industrySimilar presentations:



")


")

")

Канбан. Тема 2.9
1. Канбан
Тема 2.9`2. Канбан
Разделы занятия:1) Системы организации производства.
2) Тянущая система и система Канбан
3) Организация системы Канбан
4) Правила системы Канбан
3.
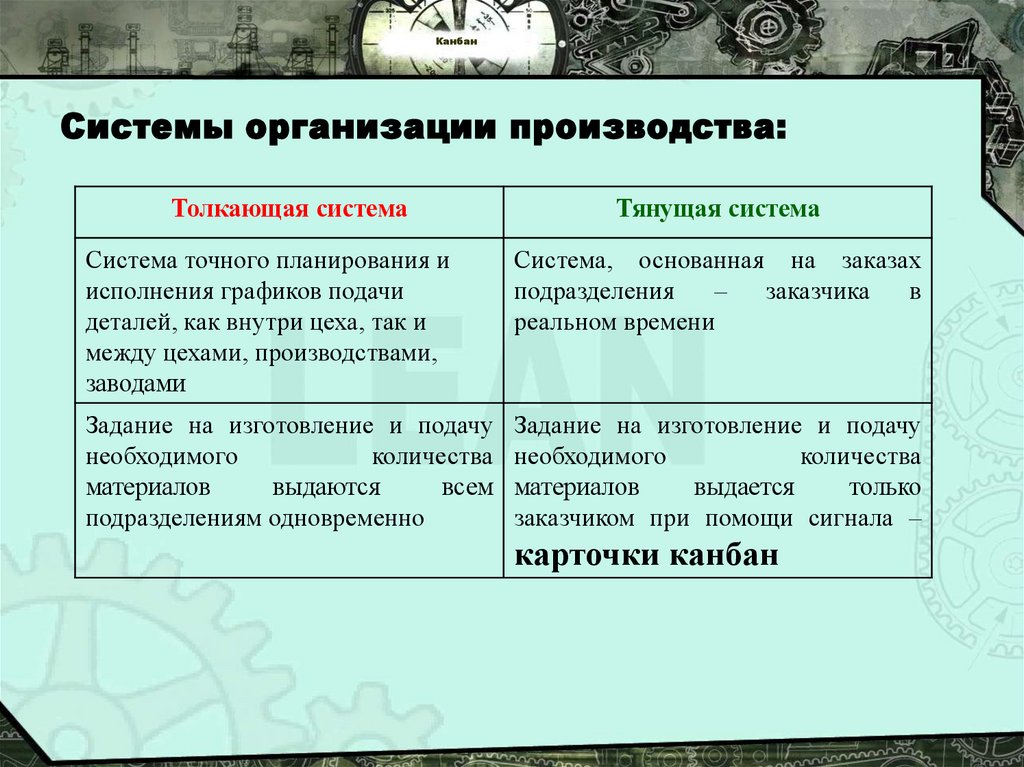
КанбанСистемы организации производства:
Толкающая система
Тянущая система
Система точного планирования и
исполнения графиков подачи
деталей, как внутри цеха, так и
между цехами, производствами,
заводами
Система, основанная на заказах
подразделения
–
заказчика
в
реальном времени
Задание на изготовление и подачу
необходимого
количества
материалов
выдаются
всем
подразделениям одновременно
Задание на изготовление и подачу
необходимого
количества
материалов
выдается
только
заказчиком при помощи сигнала –
карточки канбан
4.
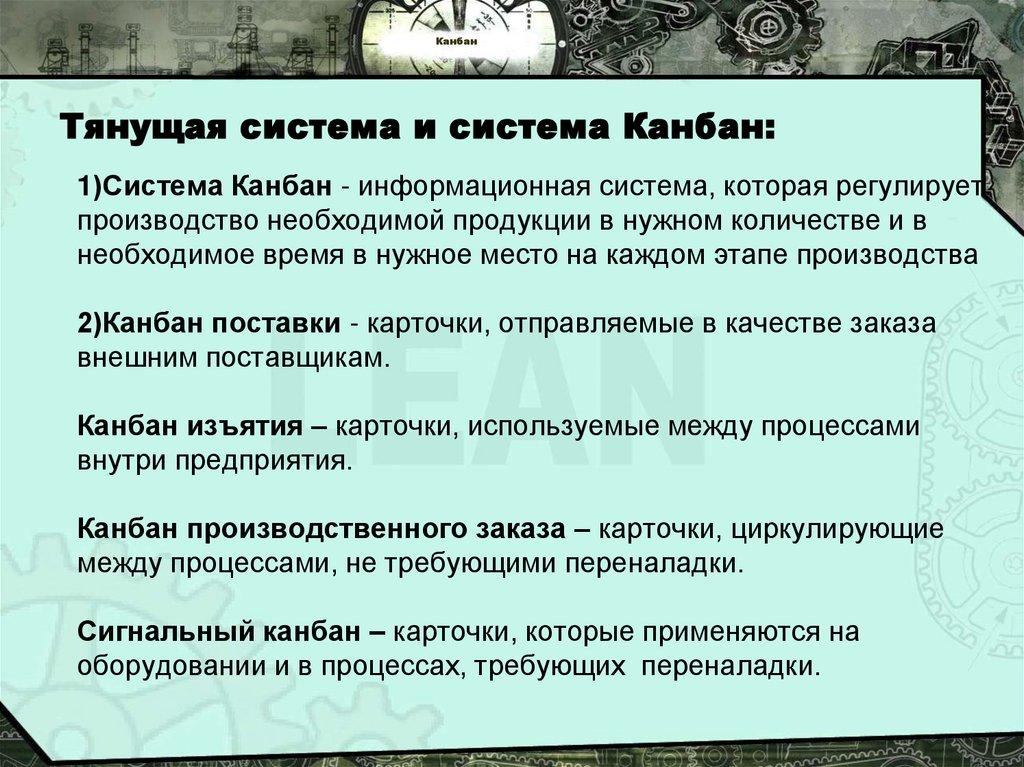
КанбанТянущая система и система Канбан:
1)Система Канбан - информационная система, которая регулирует
производство необходимой продукции в нужном количестве и в
необходимое время в нужное место на каждом этапе производства
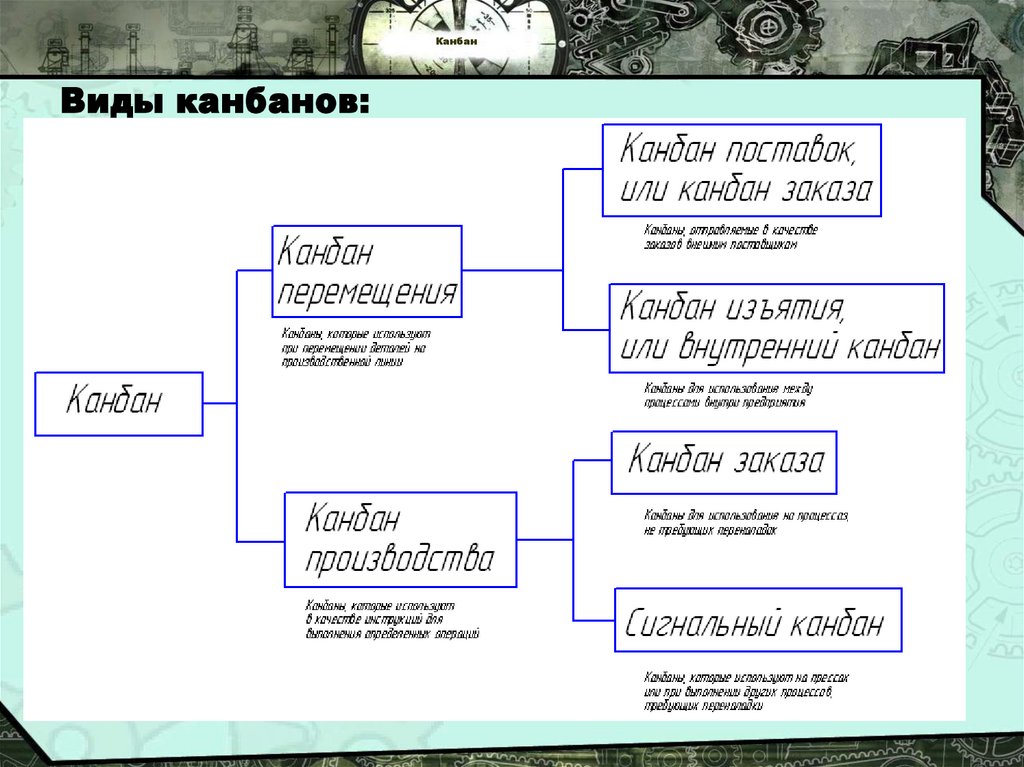
2)Канбан поставки - карточки, отправляемые в качестве заказа
внешним поставщикам.
Канбан изъятия – карточки, используемые между процессами
внутри предприятия.
Канбан производственного заказа – карточки, циркулирующие
между процессами, не требующими переналадки.
Сигнальный канбан – карточки, которые применяются на
оборудовании и в процессах, требующих переналадки.
5.
КанбанВиды канбанов:
6.
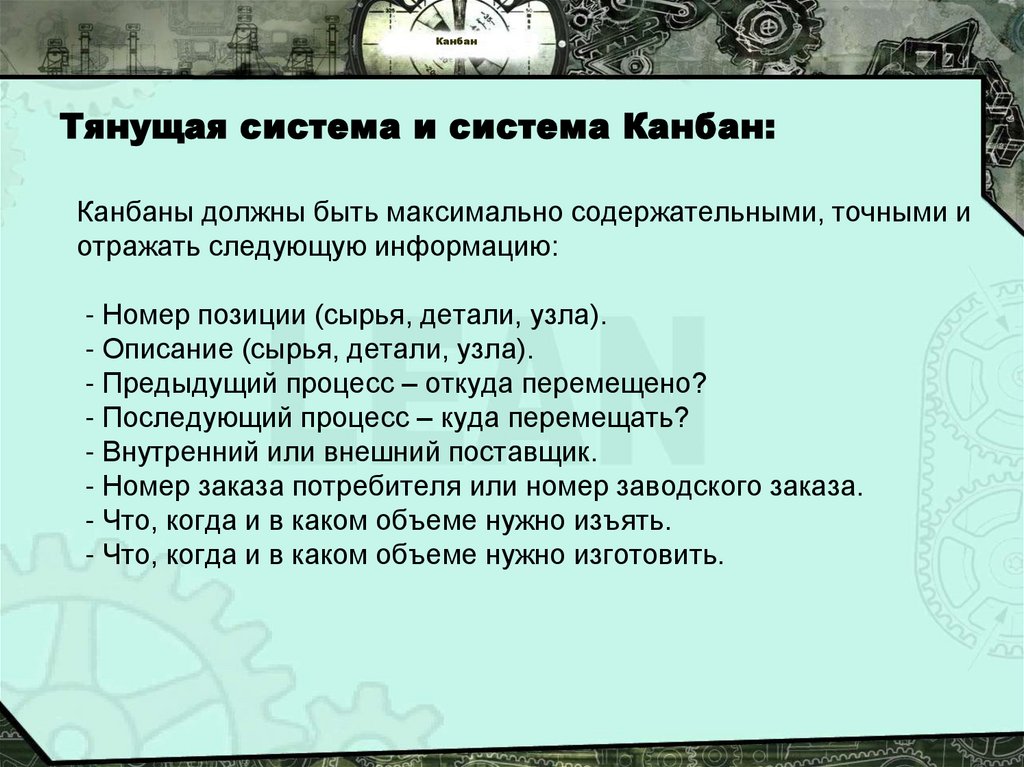
КанбанТянущая система и система Канбан:
Канбаны должны быть максимально содержательными, точными и
отражать следующую информацию:
- Номер позиции (сырья, детали, узла).
- Описание (сырья, детали, узла).
- Предыдущий процесс – откуда перемещено?
- Последующий процесс – куда перемещать?
- Внутренний или внешний поставщик.
- Номер заказа потребителя или номер заводского заказа.
- Что, когда и в каком объеме нужно изъять.
- Что, когда и в каком объеме нужно изготовить.
7.
КанбанТянущая система и система Канбан:
Какие же преимущества дает внедрение системы Канбан?
1)Короткий производственный цикл, высокая оборачиваемость
активов, в том числе запасов.
2) Отсутствуют или чрезвычайно низки издержки хранения
производственных и товарных запасов.
3) Высокое качество продукции на всех стадиях производственного
процесса.
8.
КанбанОрганизация системы Канбан:
Основные принципы работы системы Канбан:
- Дефектные детали не должны выходить за пределы зоны
возникновения;
- Последующий процесс вытягивает детали с предыдущего: детали
не должны производиться или подаваться при отсутствии «Канбана»;
- Количество производимых деталей должно быть равно количеству
деталей, вытянутых последующим процессом – потребителем;
- «Канбан» должен быть прикреплен к фактическим, реально
существующим деталям;
- Фактическое количество деталей должно быть таким же, как
указано на «Канбане»;
- При остановке конвейера останавливается подача деталей и их
подсбор на рабочих местах
9.
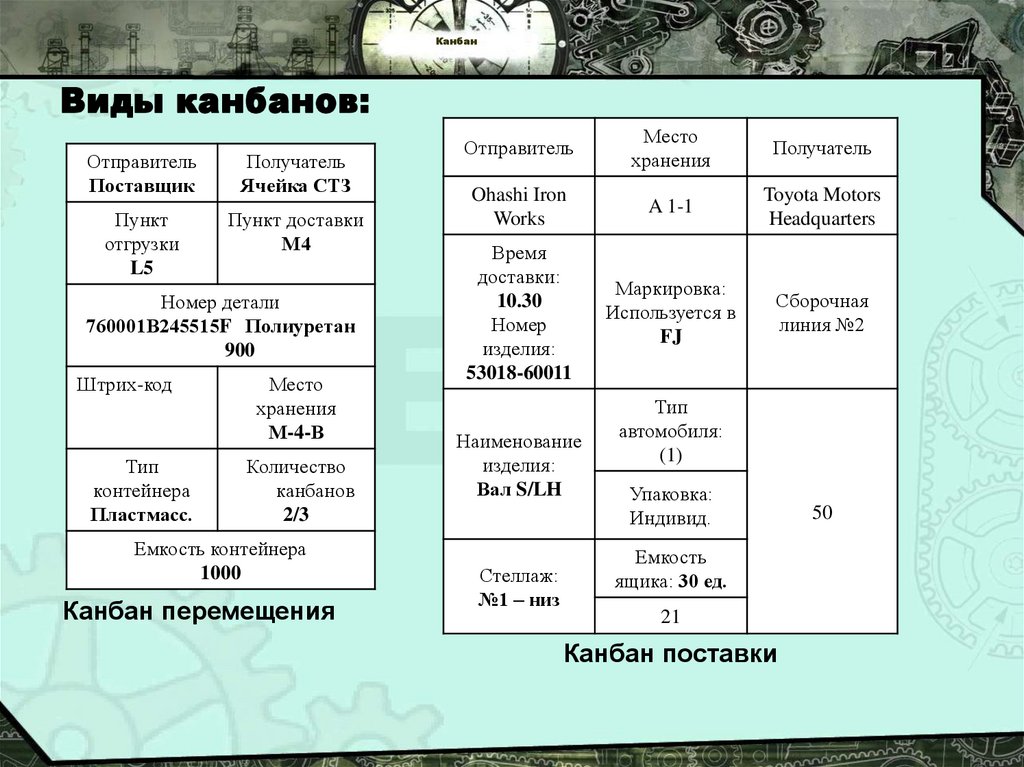
КанбанВиды канбанов:
Отправитель
Поставщик
Пункт
отгрузки
L5
Получатель
Ячейка СТЗ
Пункт доставки
М4
Номер детали
760001В245515F Полиуретан
900
Штрих-код
Тип
контейнера
Пластмасс.
Место
хранения
М-4-В
Количество
канбанов
2/3
Емкость контейнера
1000
Канбан перемещения
Отправитель
Место
хранения
Получатель
Ohashi Iron
Works
A 1-1
Toyota Motors
Headquarters
Время
доставки:
10.30
Номер
изделия:
53018-60011
Маркировка:
Используется в
FJ
Сборочная
линия №2
Наименование
изделия:
Вал S/LH
Стеллаж:
№1 – низ
Тип
автомобиля:
(1)
Упаковка:
Индивид.
Емкость
ящика: 30 ед.
21
Канбан поставки
50
10.
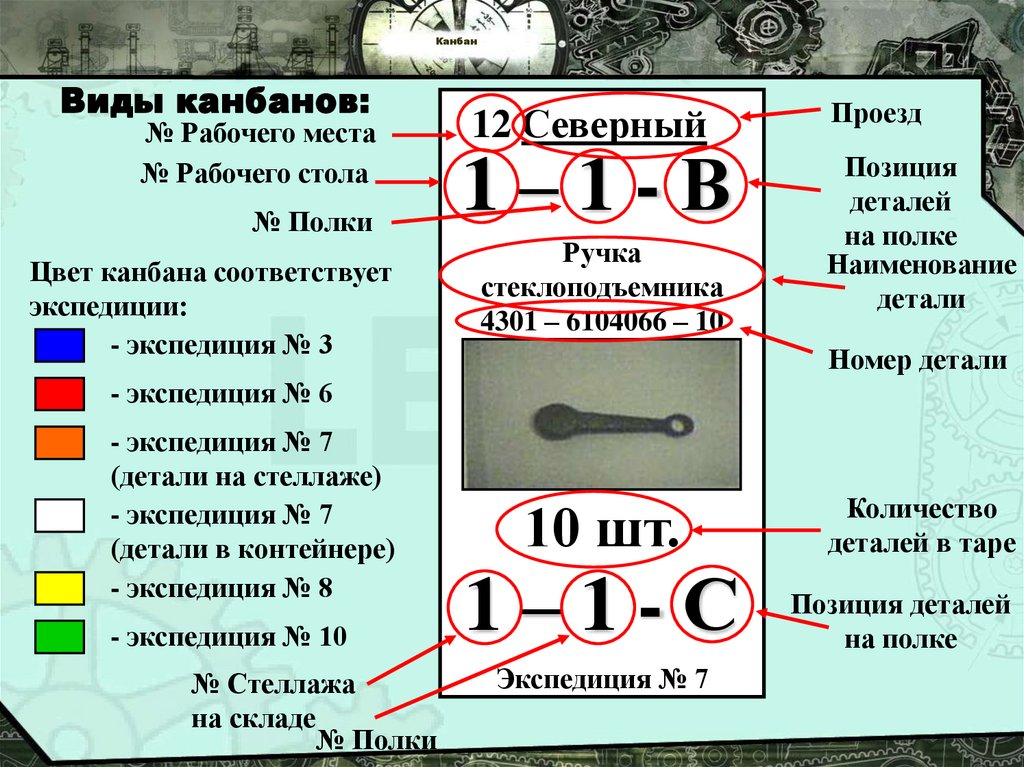
КанбанВиды канбанов:
№ Рабочего места
№ Рабочего стола
№ Полки
Цвет канбана соответствует
экспедиции:
- экспедиция № 3
12 Северный
1–1-В
Ручка
стеклоподъемника
4301 – 6104066 – 10
Проезд
Позиция
деталей
на полке
Наименование
детали
Номер детали
- экспедиция № 6
- экспедиция № 7
(детали на стеллаже)
- экспедиция № 7
(детали в контейнере)
- экспедиция № 8
- экспедиция № 10
№ Стеллажа
на складе
№ Полки
10 шт.
1–1-С
Экспедиция № 7
Количество
деталей в таре
Позиция деталей
на полке
11.
КанбанВиды канбанов:
№ Рабочего места
№ Рабочего стола
№ Полки
Цвет канбана соответствует
экспедиции:
- экспедиция № 3
12 Северный
4–1-В
Ручка
стеклоподъемника
4301 – 6104066 – 10
Проезд
Позиция
деталей
на полке
Наименование
детали
Номер детали
- экспедиция № 6
- экспедиция № 7
(детали на стеллаже)
- экспедиция № 7
(детали в контейнере)
- экспедиция № 8
- экспедиция № 10
№ Стеллажа
на складе
№ Полки
10 шт.
1–5-М
Экспедиция № 7
Количество
деталей в таре
Позиция деталей
на полке
12.
КанбанОрганизация системы Канбан:
Основные этапы введения системы Канбан
1этап: Выбор маршрута транспортировщика. Расчёт количества
карточек Канбан.
2 этап: Стандартизированная работа на рабочих местах.
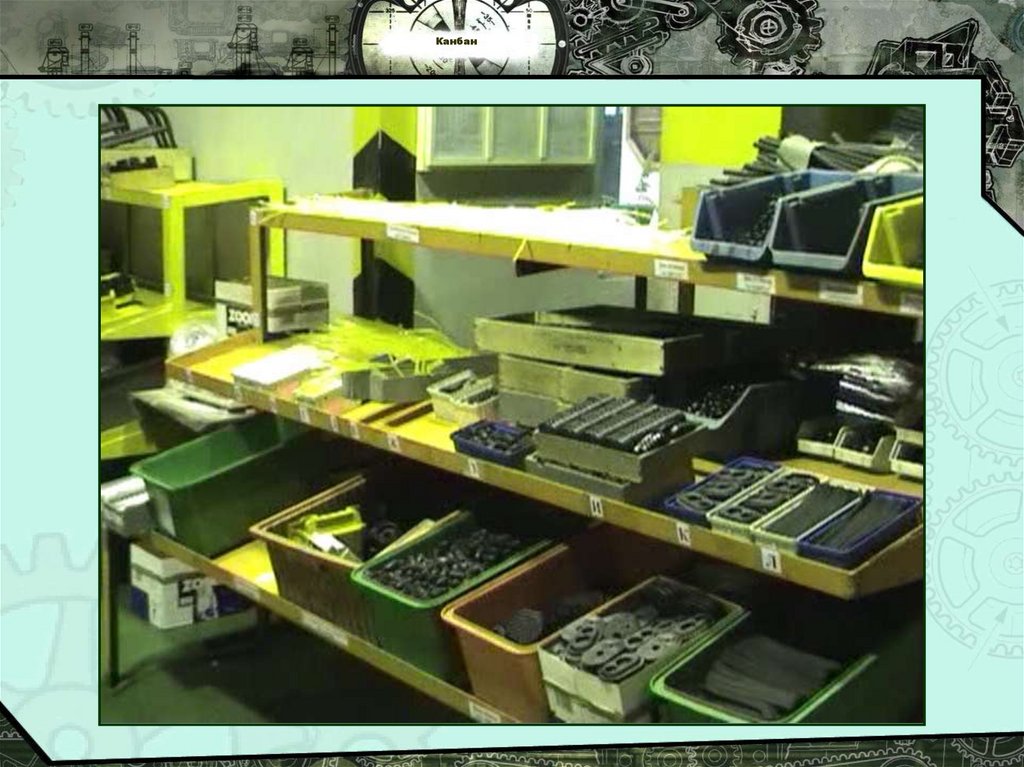
3 этап: Стандартизированная работа на складах.
4 этап. Внедрение тянущей системы.
13.
КанбанЭтап 1:
14.
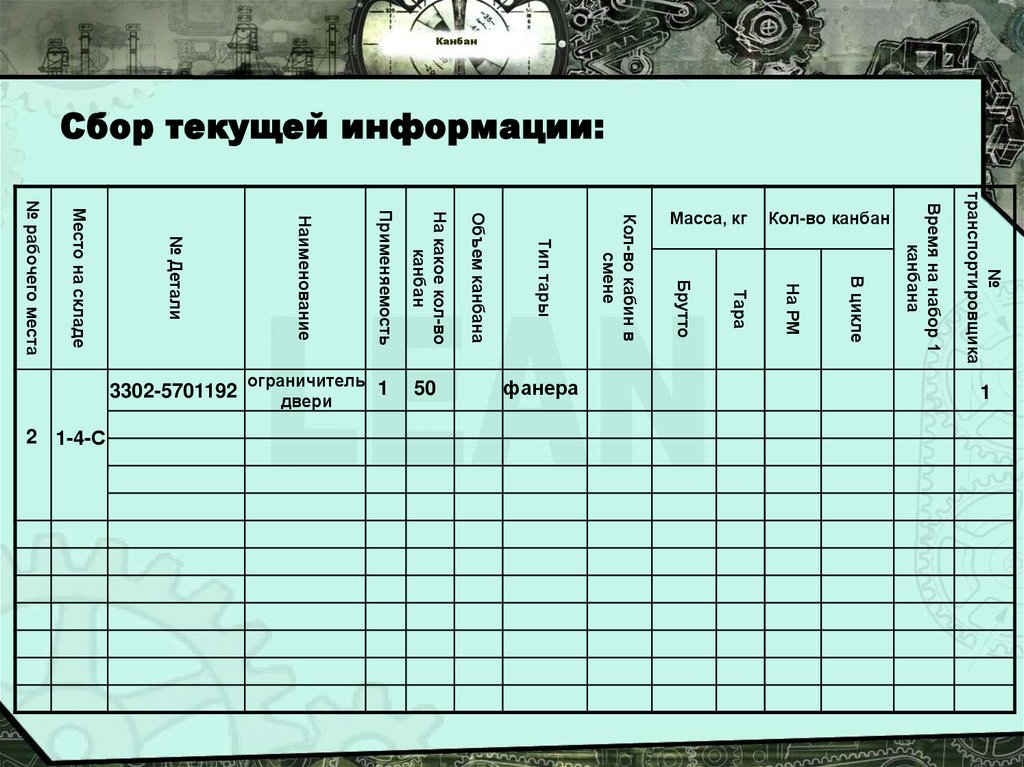
КанбанСбор текущей информации:
15.
КанбанСбор текущей информации:
№
транспортировщика
Время на набор 1
канбана
В цикле
На РМ
Тара
Брутто
Кол-во кабин в
смене
Тип тары
Объем канбана
На какое кол-во
канбан
Применяемость
Наименование
№ Детали
Место на складе
№ рабочего места
2 1-4-С
1
фанера
50
ограничитель 1
двери
3302-5701192
Кол-во канбан
Масса, кг
16.
КанбанНа основе собранных данных определяется
количество и содержимое транспортных
тележек:
17.
КанбанЗадачи:
1. Какие детали возить?
2. В каком количестве?
3. Размеры тары, тележек и рабочих
столов
18.
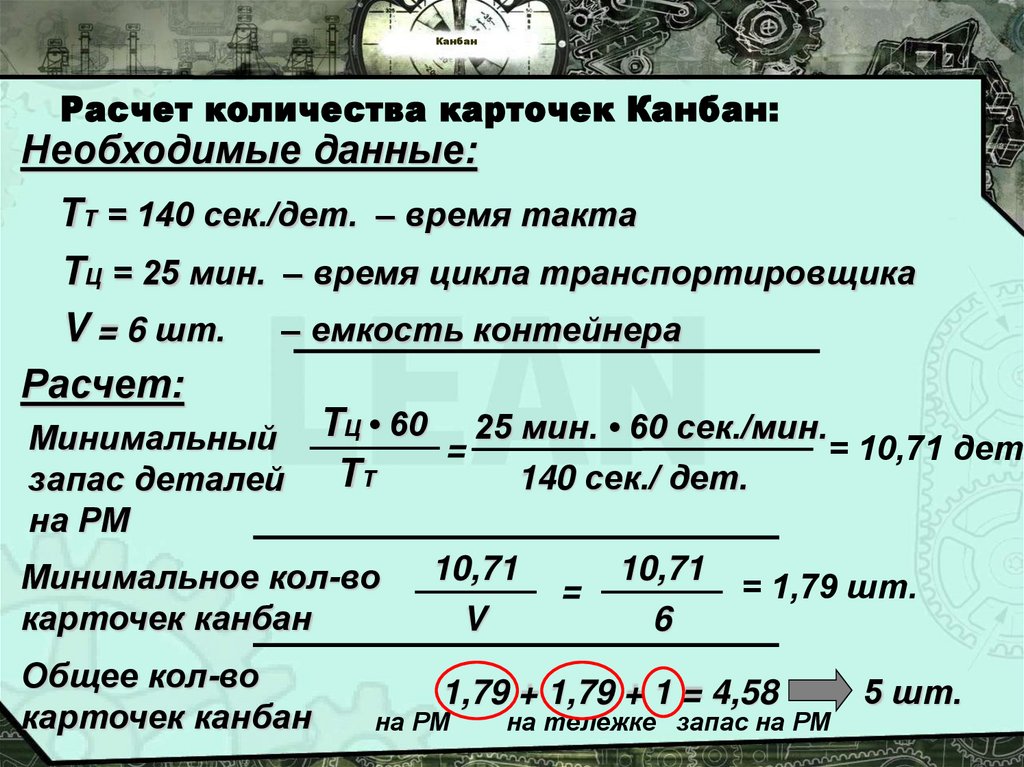
КанбанРасчет количества карточек Канбан:
Необходимые данные:
ТТ = 140 сек./дет. – время такта
ТЦ = 25 мин. – время цикла транспортировщика
V = 6 шт. – емкость контейнера
Расчет:
Минимальный ТЦ • 60 = 25 мин. • 60 сек./мин.= 10,71 дет.
ТТ
140 сек./ дет.
запас деталей
на РМ
Минимальное кол-во
карточек канбан
10,71
V
Общее кол-во
карточек канбан
1,79 + 1,79 + 1 = 4,58
на РМ
=
10,71
6
= 1,79 шт.
на тележке запас на РМ
5 шт.
19.
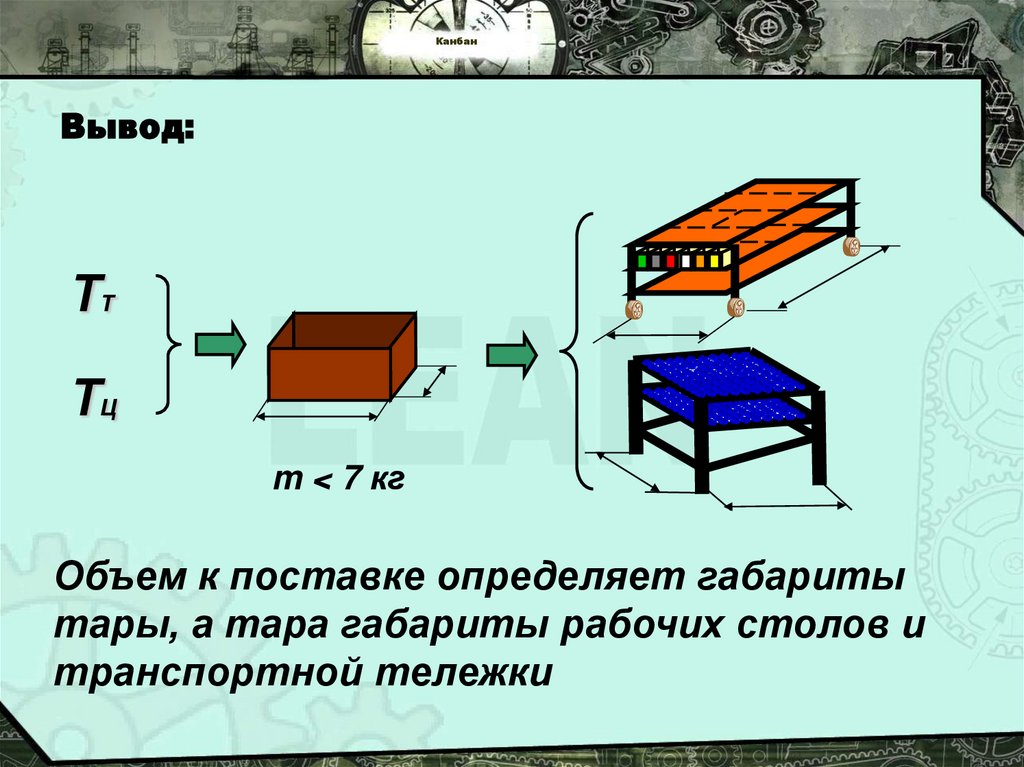
КанбанВывод:
ТТ
ТЦ
m < 7 кг
Объем к поставке определяет габариты
тары, а тара габариты рабочих столов и
транспортной тележки
20.
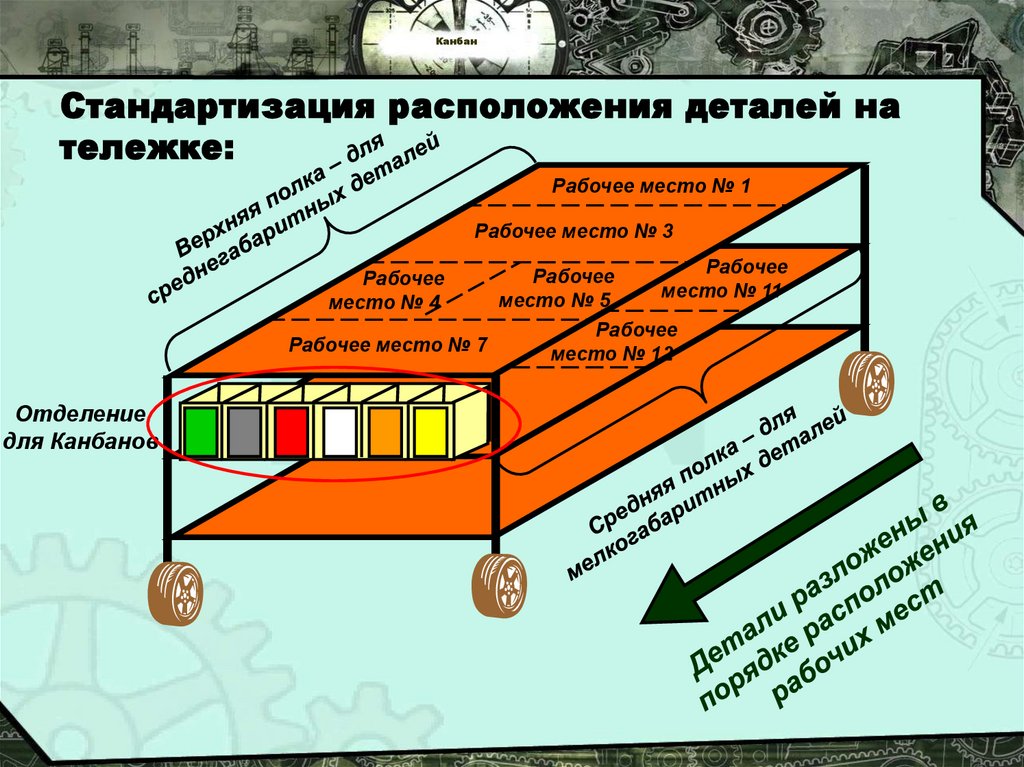
КанбанСтандартизация расположения деталей на
тележке:
Рабочее место № 1
Рабочее место № 3
Рабочее
Рабочее
место № 11
место № 5
Рабочее
Рабочее место № 7
место № 12
Рабочее
место № 4
Отделение
для Канбанов
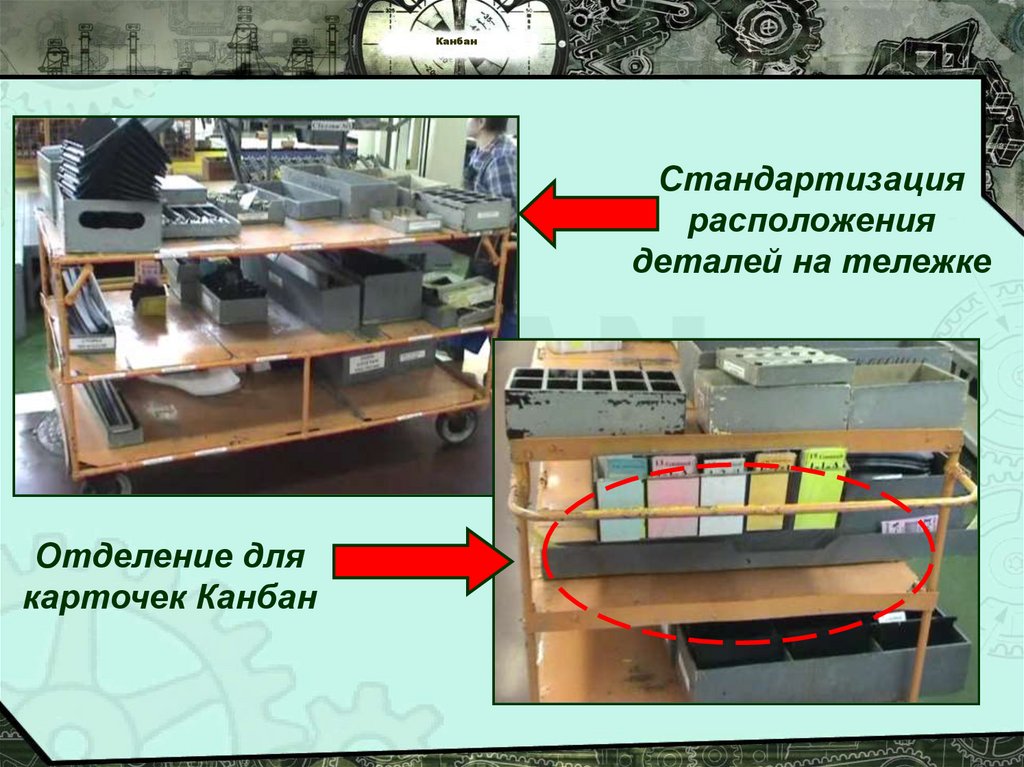
21.
КанбанСтандартизация
расположения
деталей на тележке
Отделение для
карточек Канбан
22.
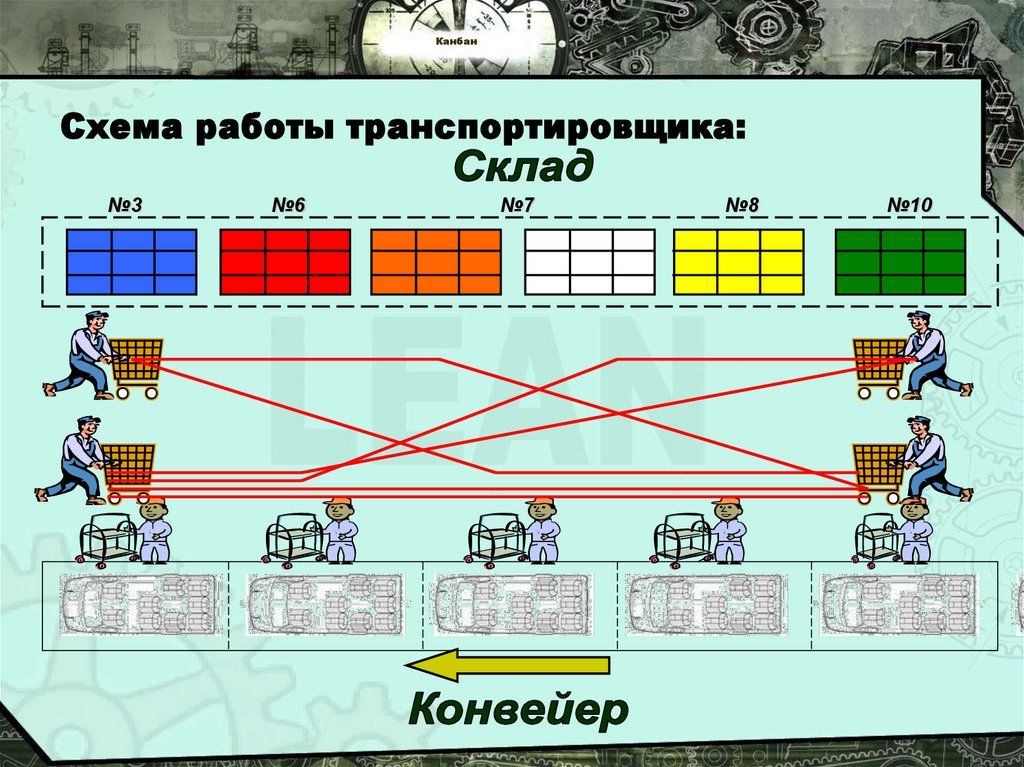
КанбанСхема работы транспортировщика:
№3
№6
№7
№8
№10
23.
КанбанСхема работы транспортировщика:
№3
№6
№7
№8
№10
24.
КанбанСпециальная тара:
Укомплектованные детали
на складе
Замена
тележек
25.
КанбанЭтап 2:
26.
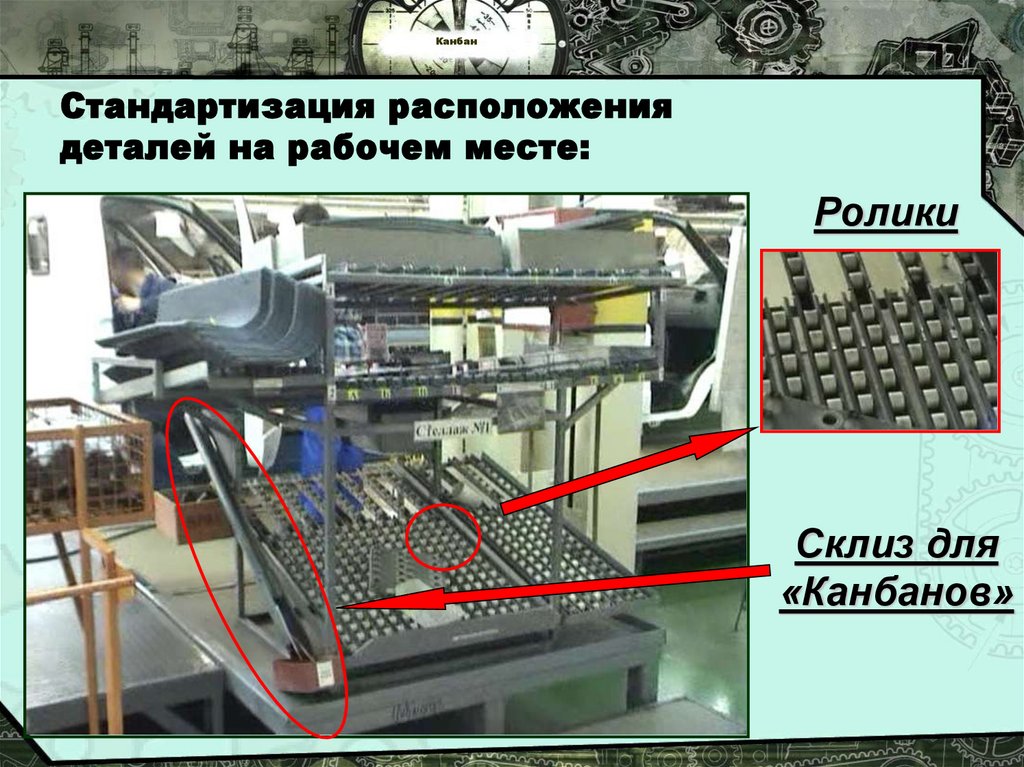
КанбанСтандартизация расположения
деталей на рабочем месте:
Ролики
Склиз для
«Канбанов»
27.
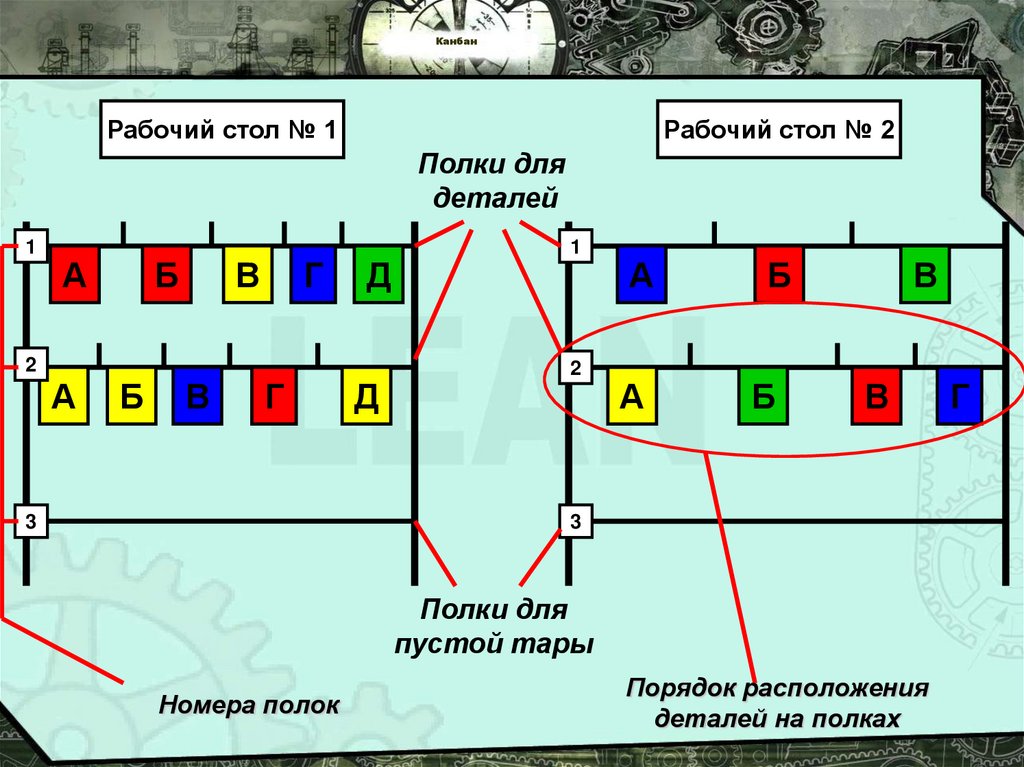
КанбанРабочий стол № 1
Рабочий стол № 2
Полки для
деталей
1
А
Б
В
Г
Д
2
А
Б
В
Г
3
Д
1
2
А
Б
А
Б
В
В
3
Полки для
пустой тары
Номера полок
Порядок расположения
деталей на полках
Г
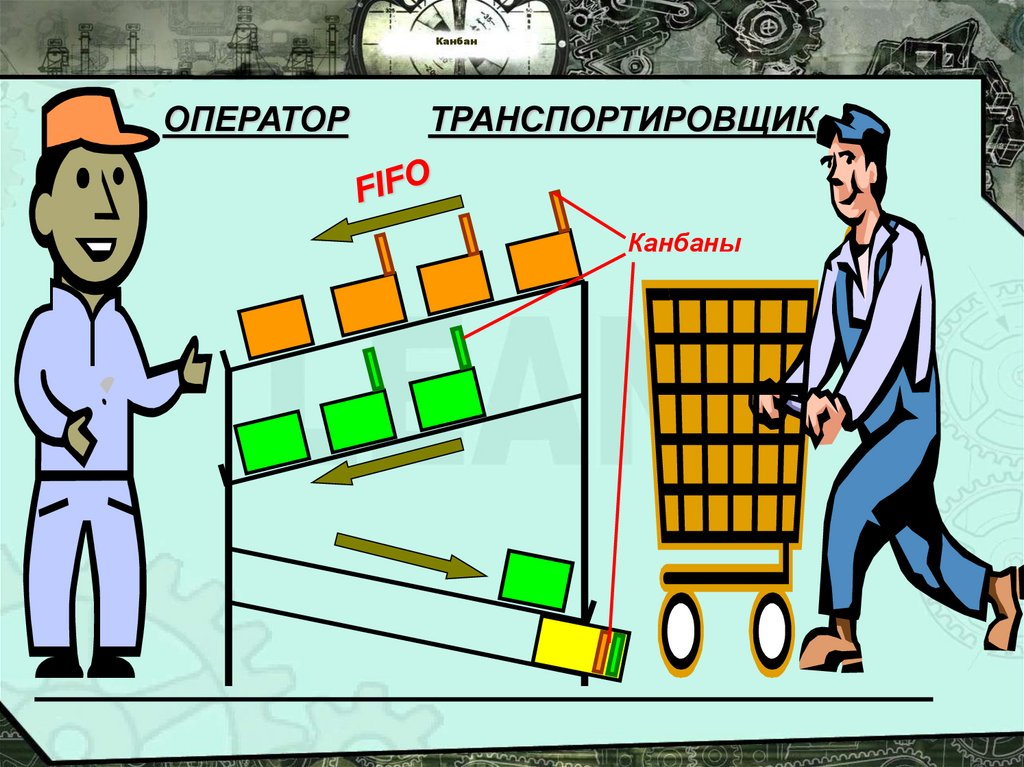
28.
КанбанОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбаны
29.
КанбанЭтап 3:
30.
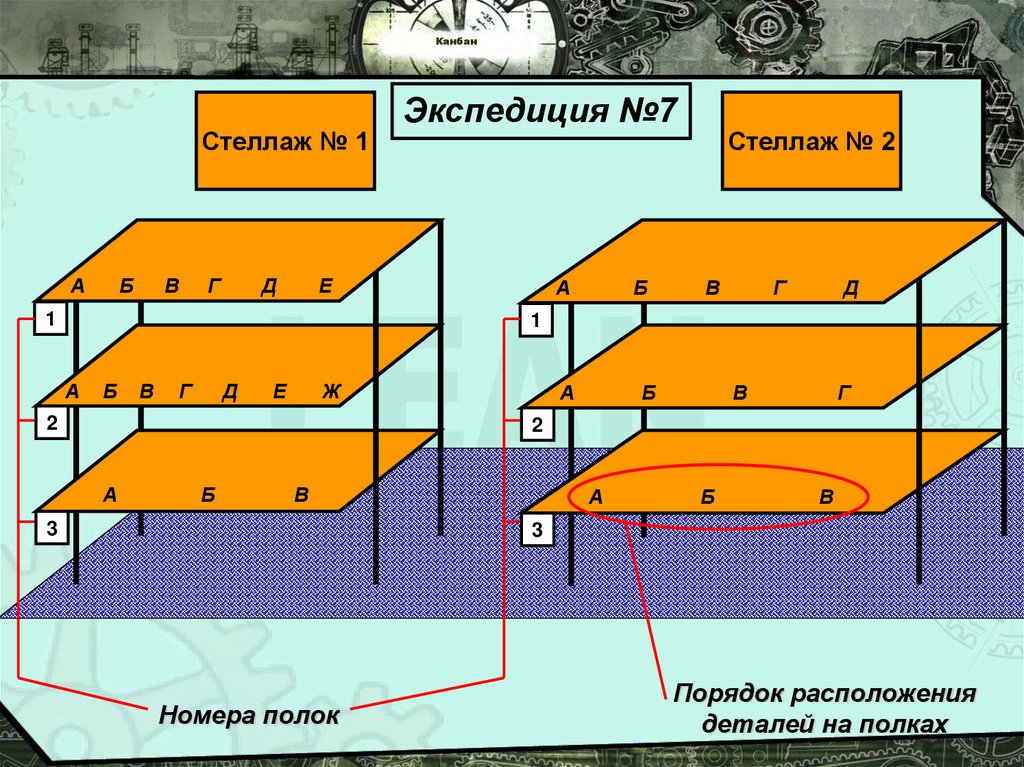
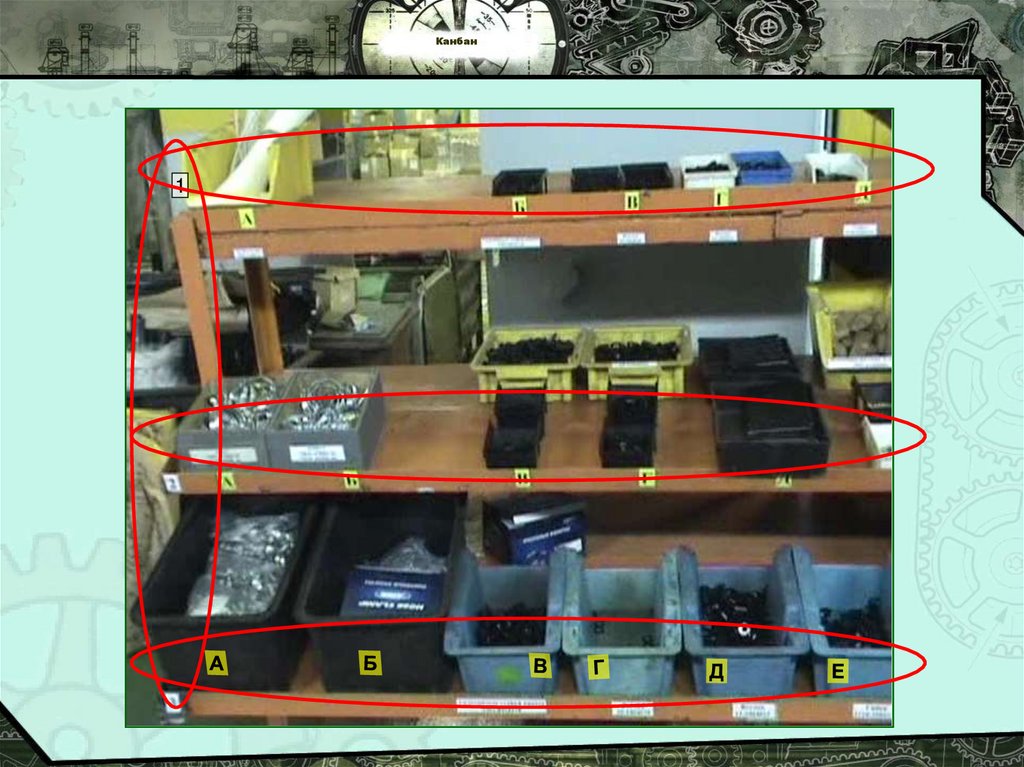
КанбанСтеллаж № 1
А
Б
В
Г
Д
Экспедиция №7
Е
1
А
Б
А
Б
Стеллаж № 2
В
Г
Д
1
А
Б
В
Г
Д
Е
Ж
2
В
Г
2
А
Б
В
3
А
Б
В
3
Номера полок
Порядок расположения
деталей на полках
31.
Канбан32.
Канбан1
33.
КанбанЭтап 4:
34.
КанбанУсловия, необходимые для
внедрения тянущей системы:
1. Стабильность всех процессов
2. Движение заказа от последующего
производственного участка к
предыдущему
3. Поддержание необходимого оптимального
запаса на каждом этапе производства
35.
КанбанПравила системы Канбан:
Правило 1. Для последующих процессов детали поставляются
предыдущими процессами.
Правило 2. На предыдущих процессах производится только то, что
изъято последующим процессом.
Правило 3. На последующие процессы поступают только
бездефектные изделия.
Правило 4. Производство должно быть выровненным.
Правило 5. Все детали сопровождаются карточками канбан.
Правило 6. Со временем количество карточек канбан постепенно
уменьшается.
36.
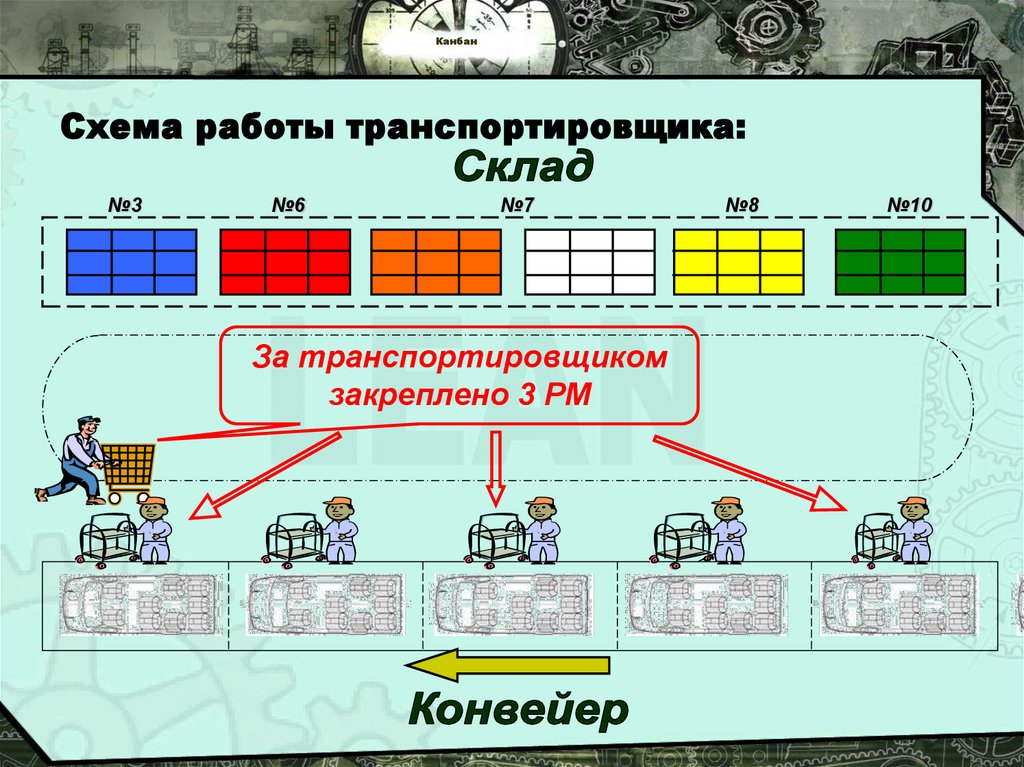
КанбанСхема работы транспортировщика:
№3
№6
№7
За транспортировщиком
закреплено 3 РМ
№8
№10
37.
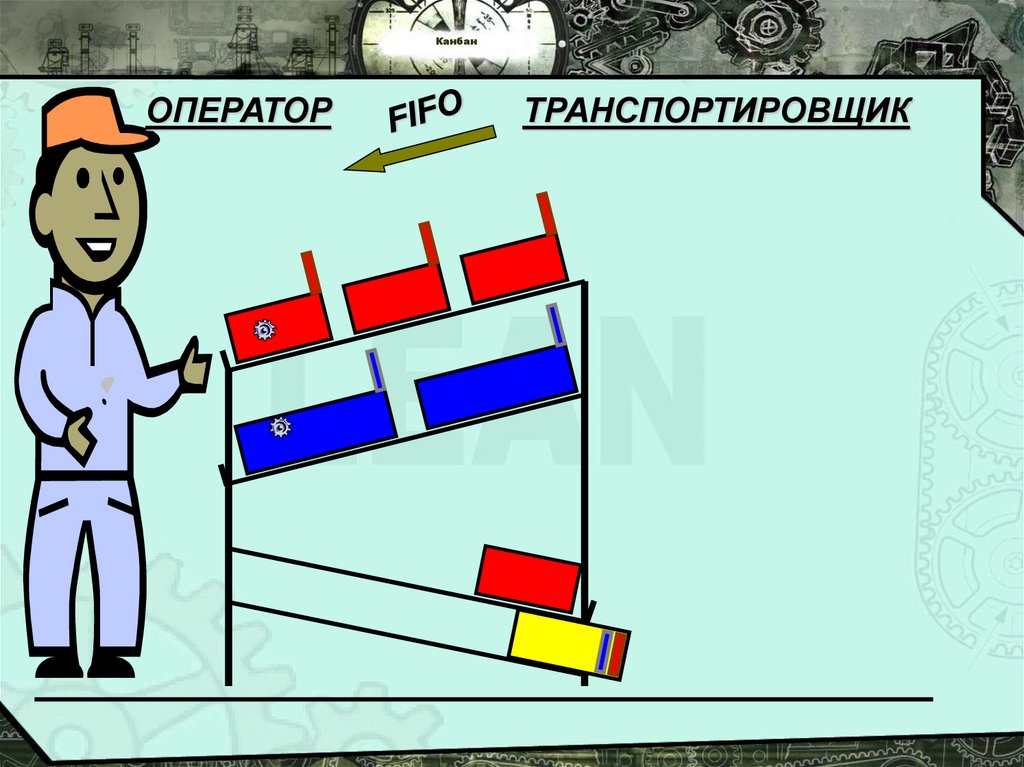
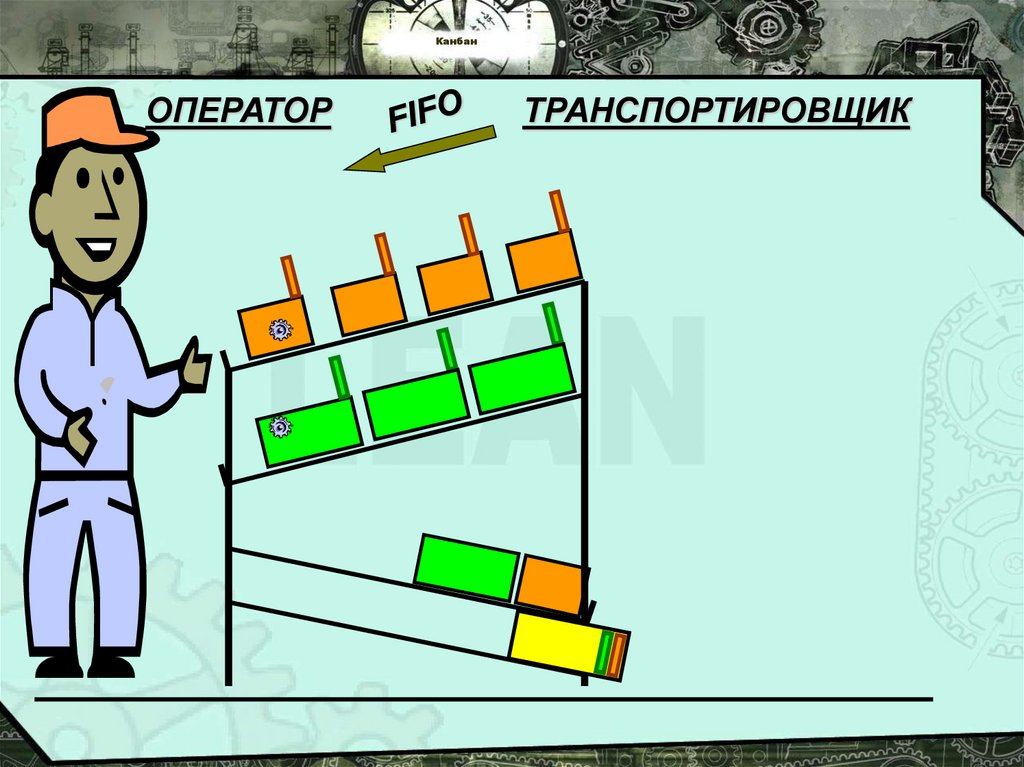
КанбанОПЕРАТОР
ТРАНСПОРТИРОВЩИК
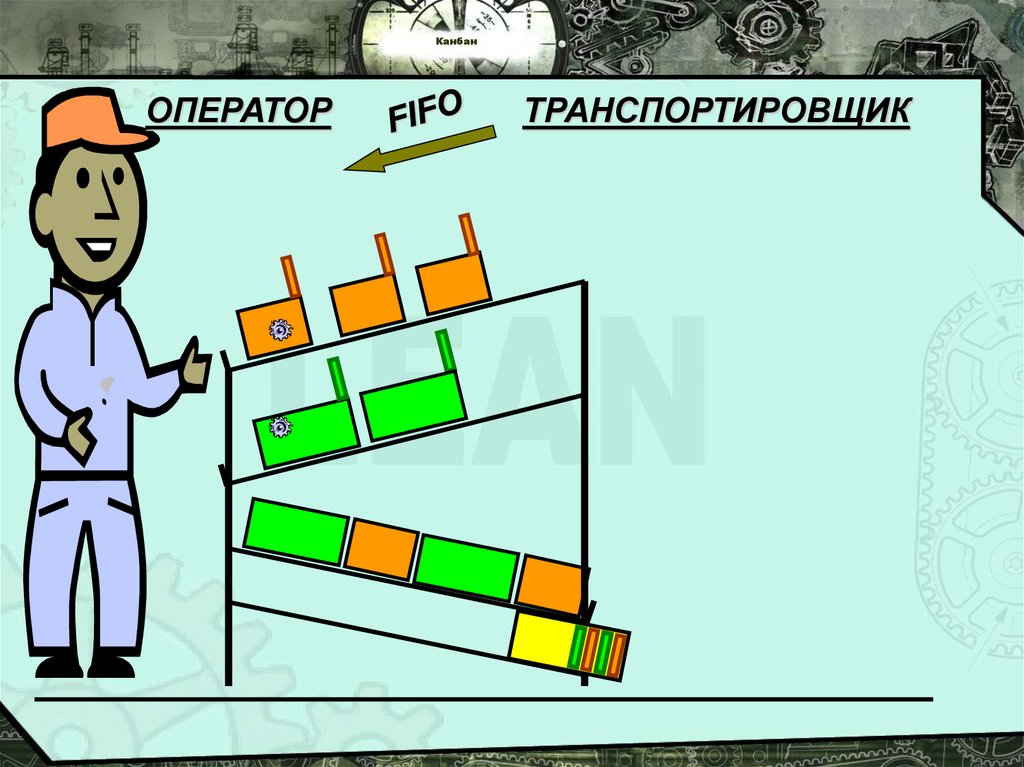
38.
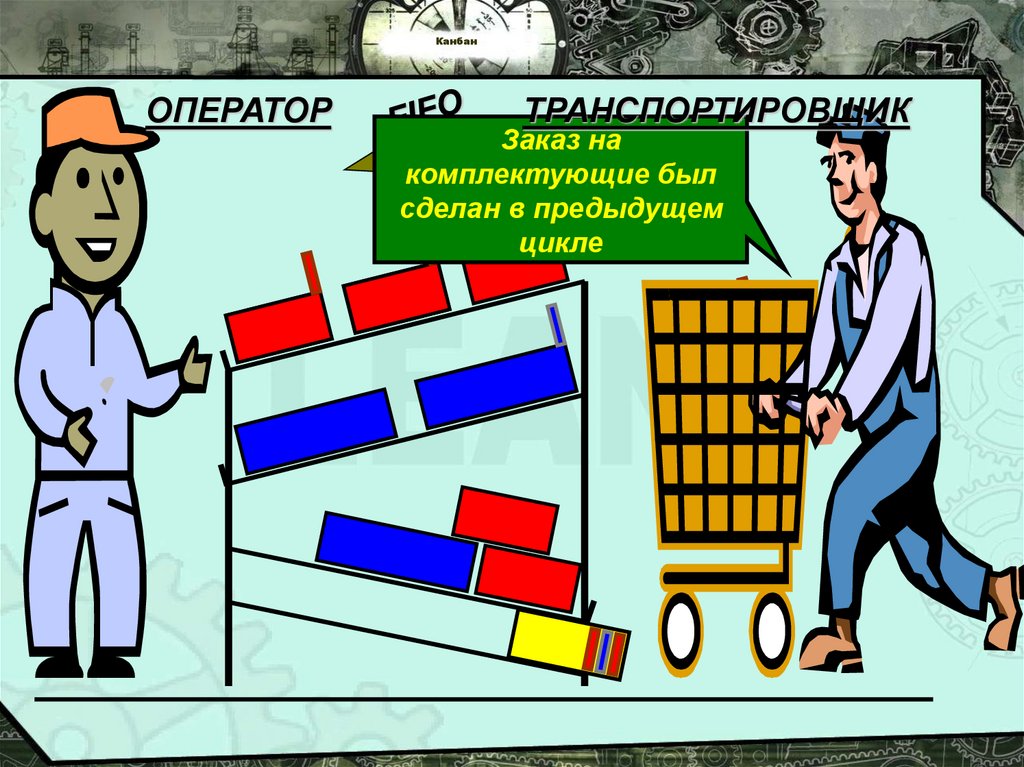
КанбанОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Заказ на
комплектующие был
сделан в предыдущем
цикле
39.
КанбанСхема работы транспортировщика:
№3
№6
№7
№8
№10
40.
КанбанОПЕРАТОР
ТРАНСПОРТИРОВЩИК
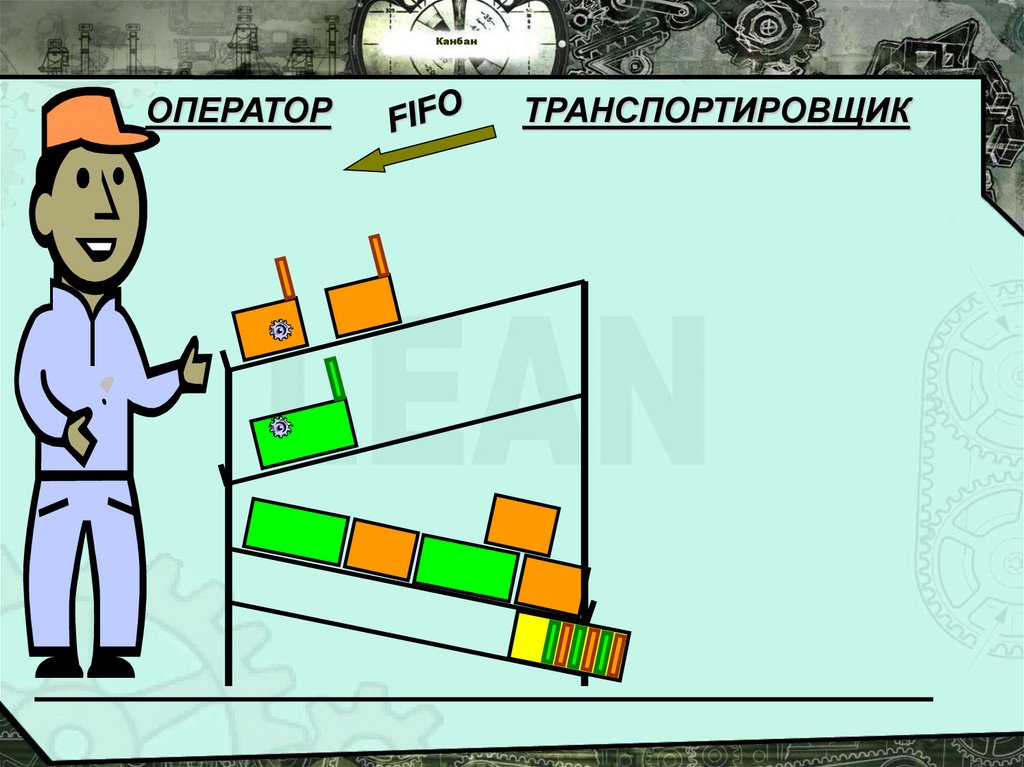
41.
КанбанОПЕРАТОР
ТРАНСПОРТИРОВЩИК
42.
КанбанОПЕРАТОР
ТРАНСПОРТИРОВЩИК
43.
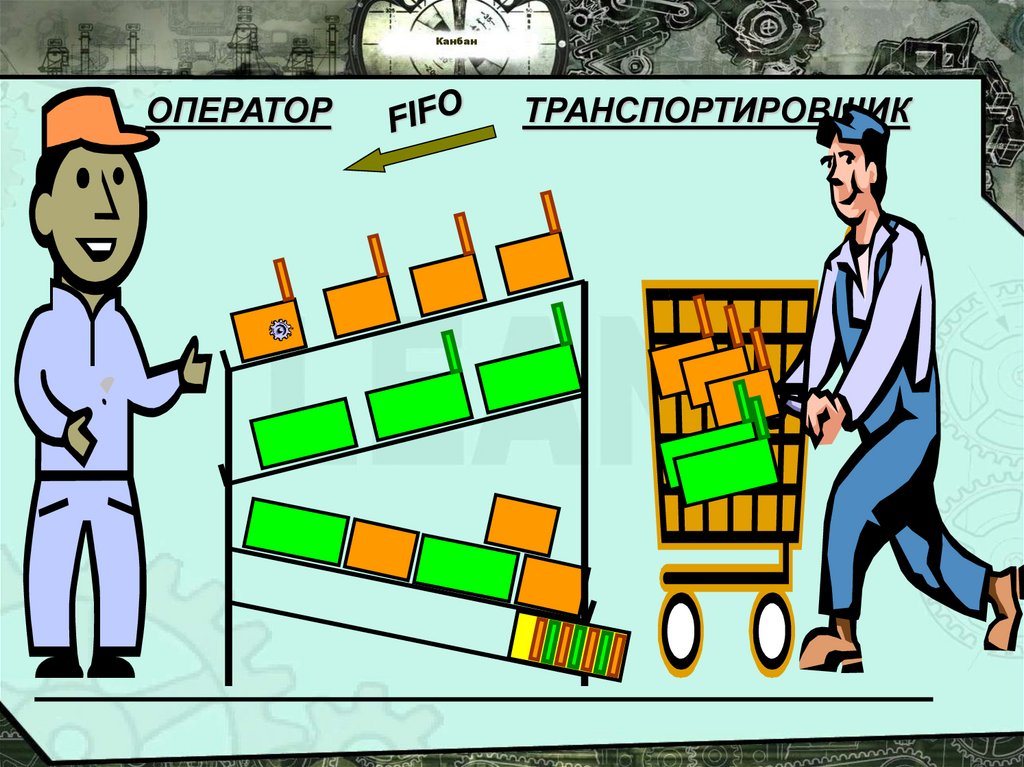
КанбанОПЕРАТОР
ТРАНСПОРТИРОВЩИК
44.
КанбанСхема работы транспортировщика:
№3
№6
№7
№8
Набирает ровно
столько единиц
тары, сколько у него
карточек «Канбан»
№10
45.
КанбанВыводы:
Канбан является информационной системой, обеспечивающей
оперативное регулирование количества произведенной продукции
на каждой стадии производства.
Внедрение системы Канбан укорачивает производственный цикл,
сокращает издержки хранения производственных и товарных
запасов, обеспечивает высокое качество продукции на всех стадиях
производственного процесса.