



 industry
industrySimilar presentations:










Монтаж и техническая эксплуатация вертикально-сверлильного станка 2Н135 мод
1.
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ НОВОСИБИРСКОЙ
ОБЛАСТИ
Новосибирский технический колледж имени А. И. Покрышкина
Монтаж и техническая эксплуатация
вертикально-сверлильного станка 2Н135
мод.
Выполнил: студент группы М-451 Милишенко И.Н
Проверил: Шабуров Е.Г
2.
Актуальность темы курсовой работы что станки могутприменяться в различных отраслях промышленности на
всевозможных операциях для обработки разных материалов. В
настоящее время станки играют огромную роль, поскольку
заменяют человеческую физическую силу и экономит время.
Цель данной курсовой работы направлена на изучение
монтажа и технической эксплуатации вертикально-сверлильного
станка 2Н135 мод.
Задачами курсовой работы являются:
1) Изучить общие сведения о станке;
2) Рассмотреть процесс монтажа;
3) Рассмотреть мероприятия по эксплуатации;
4) Изучить вопросы безопасности труда при эксплуатации
станка.
3.
Сведение о станкеВыпуском вертикально-сверлильного станка
модели 2Н135 с 1950 по 1965 гг. занимался
Стерлитамакский станкостроительный завод.
Этот класс оборудования предназначался для
сверления, развертывания отверстий, зенкования
и нарезания резьбы с помощью метчиков.
Область применения – штучное производство или
комплектация ремонтных и обслуживающих
мастерских.
Относительная простота конструкции и
управления позволяет выполнять стандартные
операции по обработке заготовок в широком
диапазоне режимов. В качестве режущих и
обрабатывающих инструментов можно
использовать высокоуглеродистые, твердые и
быстрорежущие сплавы. Относительно высокая
мощность электродвигателя дает возможность
выполнять операции на предельных режимах
работы.
4.
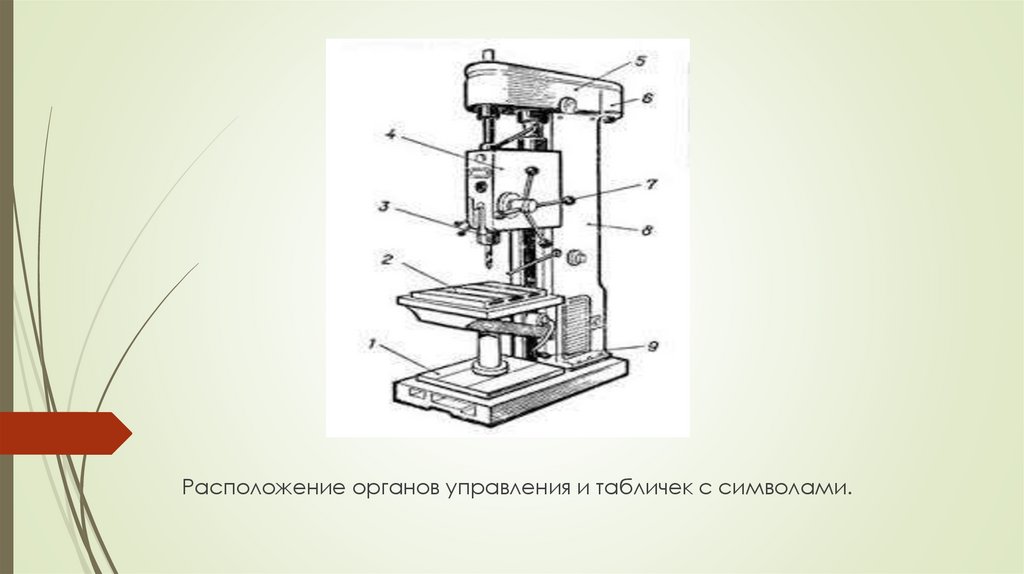
Общая компоновкаРасположение составных частей станка модели 2н135
5.
Расположение органов управления и табличек с символами.6.
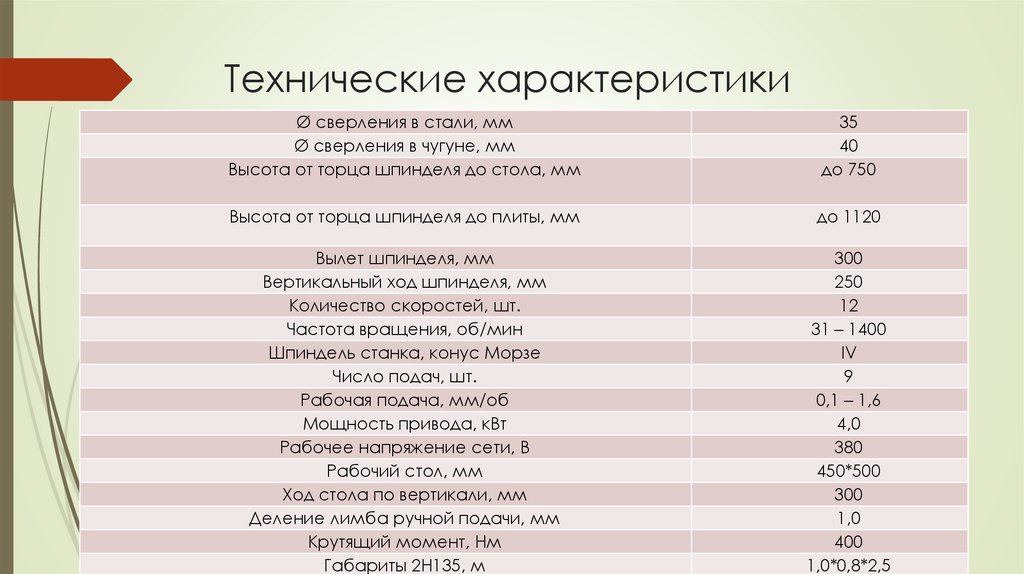
Технические характеристикиØ сверления в стали, мм
Ø сверления в чугуне, мм
Высота от торца шпинделя до стола, мм
35
40
до 750
Высота от торца шпинделя до плиты, мм
до 1120
Вылет шпинделя, мм
Вертикальный ход шпинделя, мм
Количество скоростей, шт.
Частота вращения, об/мин
Шпиндель станка, конус Морзе
Число подач, шт.
Рабочая подача, мм/об
Мощность привода, кВт
Рабочее напряжение сети, В
Рабочий стол, мм
Ход стола по вертикали, мм
Деление лимба ручной подачи, мм
Крутящий момент, Нм
Габариты 2Н135, м
300
250
12
31 – 1400
IV
9
0,1 – 1,6
4,0
380
450*500
300
1,0
400
1,0*0,8*2,5
7.
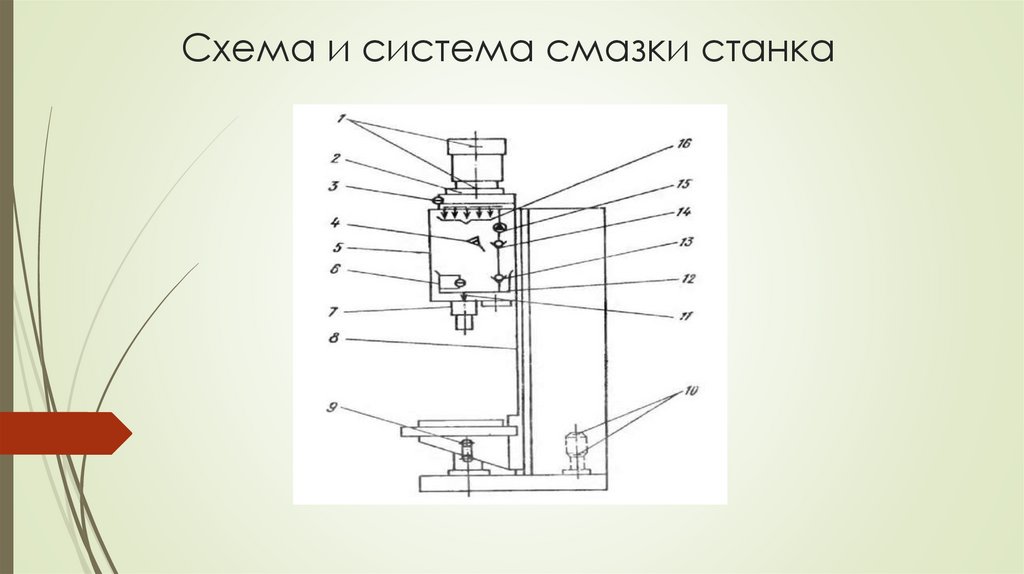
Схема и система смазки станка8.
Условия хранения станкаХранить станок необходимо в закрытых помещениях с естественной
вентиляцией, где колебания температуры и влажность воздуха
существенно меньше, чем на открытом воздухе в районах с
умеренным и холодным климатом, при температуре не выше +40°C и
не ниже -50°C, относительной влажности не более 80% при +25°C, что
соответствует условиям хранения 5 по ГОСТ 15150-89. При длительном
хранении станка необходимо один раз в 6 месяцев производить
проверку состояния законсервированных поверхностей и деталей. При
обнаружении дефектов поверхности или нарушение установки
необходимо произвести вновь консервацию.
9.
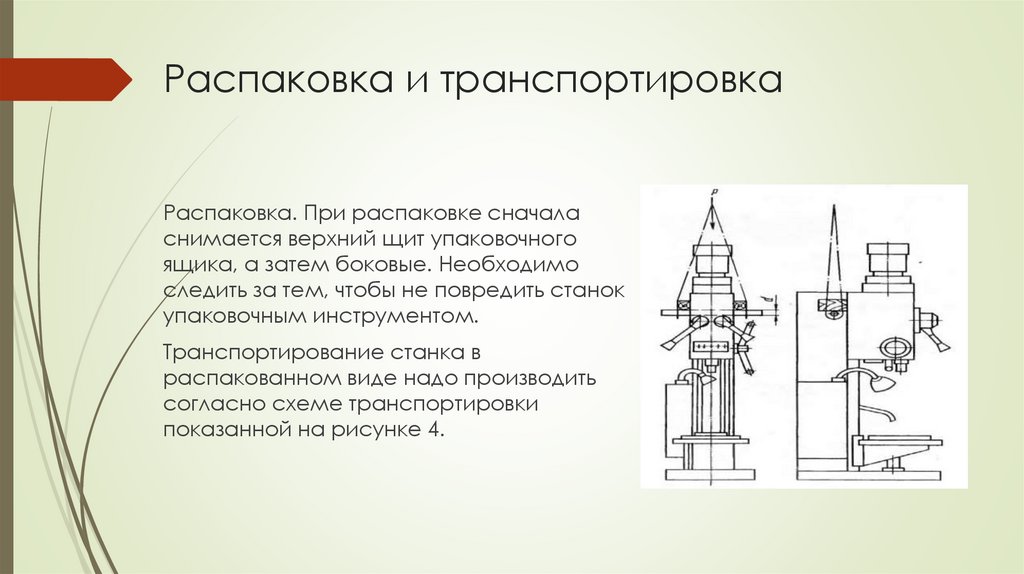
Распаковка и транспортировкаРаспаковка. При распаковке сначала
снимается верхний щит упаковочного
ящика, а затем боковые. Необходимо
следить за тем, чтобы не повредить станок
упаковочным инструментом.
Транспортирование станка в
распакованном виде надо производить
согласно схеме транспортировки
показанной на рисунке 4.
10.
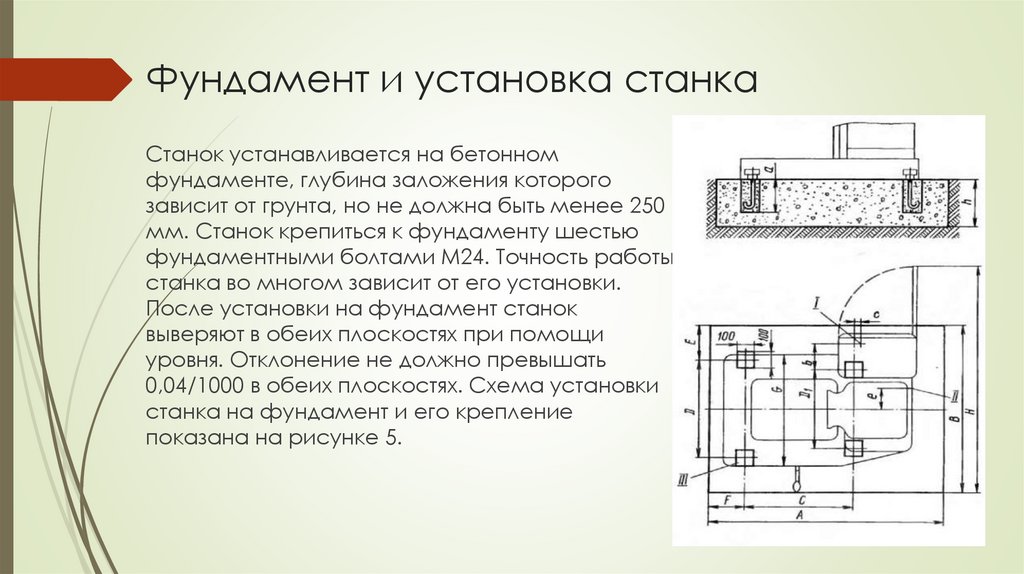
Фундамент и установка станкаСтанок устанавливается на бетонном
фундаменте, глубина заложения которого
зависит от грунта, но не должна быть менее 250
мм. Станок крепиться к фундаменту шестью
фундаментными болтами М24. Точность работы
станка во многом зависит от его установки.
После установки на фундамент станок
выверяют в обеих плоскостях при помощи
уровня. Отклонение не должно превышать
0,04/1000 в обеих плоскостях. Схема установки
станка на фундамент и его крепление
показана на рисунке 5.
11.
ЭКСПЛУАТАЦИЯ СТАНКАНормальная работа станочного парка зависит от постоянного технического
надзора со стороны станочника и механика цеха.
Смазка станка в процессе работы обеспечивает бесперебойную работу
его механизмов и увеличивает срок службы трущихся частей. Для подачи
масла к рабочим органам на станке устанавливают специальные устройства
как показано на схеме смазки станка. Смазки подлежат подшипники
электродвигателя 1, подшипники и шестерни коробки подач и механизм подач 3,
винт подъема стола 6, валик подъема стола 5, подшипники электронасоса 7,
указатель работы маслонасоса 2 и указатель уровня масла 4.
До первоначальной заливки смазки необходимо промыть все масляные
ёмкости бензином или осветительным керосином, заполнив их затем маслом, сорт
которого указан в паспорте станка.
Уровень масла в сверлильной головке контролируют по масло указателю. Первый
раз менять масло рекомендуется после 10 дней работы, второй – после 20 дней, а
затем – через каждые 3 месяца. Перед заливкой масло должно быть предварительно
профильтровано через сетку. Перед началом работы на станке, сразу же после
включения вращения шпинделя вправо, нужно проверить работу маслонасоса.
Контроль осуществляют по указателю на передней стенке сверлильной головки.
Только убедившись в нормальной работе насоса и смазав
все точки можно приступать к работе на станке.
12.
Подготовка станка к работе1. Проверьте заземление станка и соответствие напряжения в сети и
электрооборудовании ставка.
2. Ознакомьтесь с назначением всех органов управления.
3. Проверить на холостом ходу станка:
работу механизма и сверлильной головки;
исправность сигналь них, кнопочных и тормозных устройств;
правильность работы блокировочных устройств;
исправность системы смазки и системы охлаждения;
наличие на станке жестких упоров, ограничивающих перемещение
сверлильной головки стола.
4.Установочные перемещения сверлильной головки производите только при о
тжатых клиньях.
13.
Работа станка1. При работе станка необходимо руководствоваться
установленными для данного станка режимами резания.
Наибольшие мощности и крутящие моменты на шпинделе
должны быть не более установленных;
2. Не рекомендуется переключать частоты вращения шпинделя и
подач на ходу;
3. По окончании сверления отключите подачу СОЖ.
14.
ЗаключениеВ результате работы над курсовым проектом были изучены общие
сведения о станке, назначение и область применения, общая
компоновка, технические характеристики. Была рассмотрена
схема и система смазки станка. В ходе выполнения курсового
проекта был рассмотрен процесс монтажа, включающий
вопросы хранения станка, распаковки и транспортировки.
При работе над курсовым проектом были рассмотрены
мероприятия по техническому обслуживанию и эксплуатации,
включающие в себя: настройку и наладку станка; подготовку
станка к первоначальному пуску. Так же были рассмотрены
вопросы безопасности труда при эксплуатации.