
Similar presentations:









")
Категории времени
1.
Экономика предприятийи цифровое производство
Лекция 8: Категории времени
КНИТУ-КАИ
ИИЭиП
Кафедра «Экономика и управление на предприятии»
д.т.н., профессор кафедры ЭУП И.Ш. Шарафеев
Казань 2021
2.
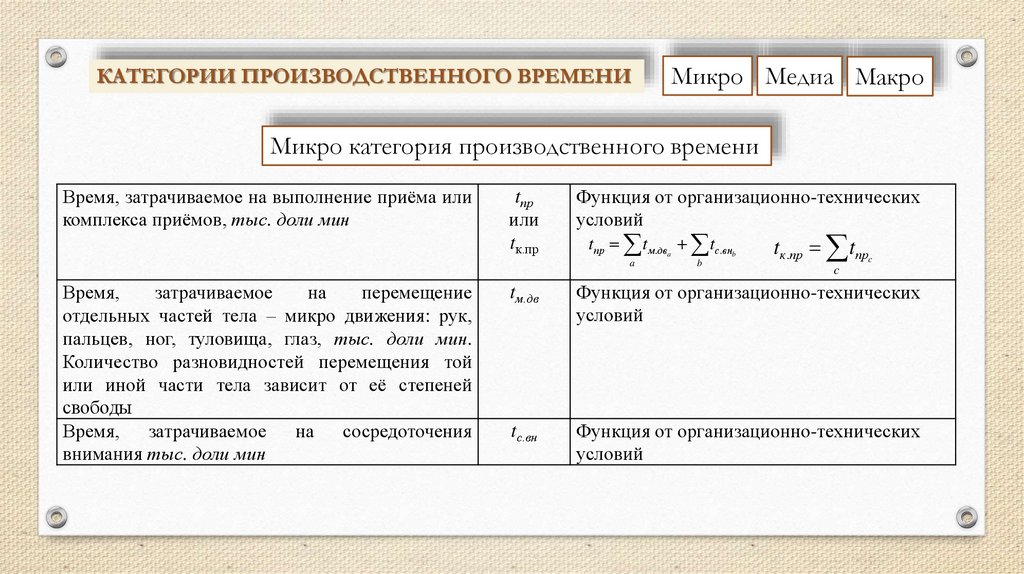
КАТЕГОРИИ ПРОИЗВОДСТВЕННОГО ВРЕМЕНИМикро Медиа Макро
Микро категория производственного времени
Время, затрачиваемое на выполнение приёма или
комплекса приёмов, тыс. доли мин
tпр
или
tк.пр
Функция от организационно-технических
условий
tпр t м.двa tс.внb
a
Время,
затрачиваемое
на
перемещение
отдельных частей тела – микро движения: рук,
пальцев, ног, туловища, глаз, тыс. доли мин.
Количество разновидностей перемещения той
или иной части тела зависит от её степеней
свободы
Время, затрачиваемое на сосредоточения
внимания тыс. доли мин
b
tк.пр tпрc
c
tм.дв
Функция от организационно-технических
условий
tс.вн
Функция от организационно-технических
условий
3.
КАТЕГОРИИ ПРОИЗВОДСТВЕННОГО ВРЕМЕНИМикро Медиа Макро
Медиа категория производственного времени
Штучно-калькуляционное время, мин
Тшт.к
Подготовительно-заключительное время, мин
Штучное время, мин
Оперативное время, мин
Время организационно-технического обслуживания, отдыха,
физпауз и естественных надобностей, мин
Тп.з Функция от организационно-технических условий
Tшт Tоп Tо.т.о
Тшт
Tоп Tо Tв сп
Топ
Tо.т.о Функция от организационно-технических условий
Основное время, мин
То
Вспомогательное время общее, мин
Твсп
Вспомогательное время, связанное с установкой и снятием
детали, мин
Вспомогательное время, связанное с выполнением
технологического перехода, мин
Вспомогательное время, связанное с
выполнением
контрольных измерений, мин
tв.уст
Tшт.к Tшт
Tп. з
Aдет.п
Функция от режимов обработки детали или
скорости выполнения сборочных работ
Tв сп
1
tк.прm
1000 m
Функция от оргтех. условий
tвсп
Функция от организационно-технических условий
tв.изм
Функция от организационно-технических условий
4.
Tооп1 tк T.првспTmо.тT.оп. з
Tвсп
T
шт
оп
tк .пр
T
шт.к mTшт
всп
1000 m Aдетm.п
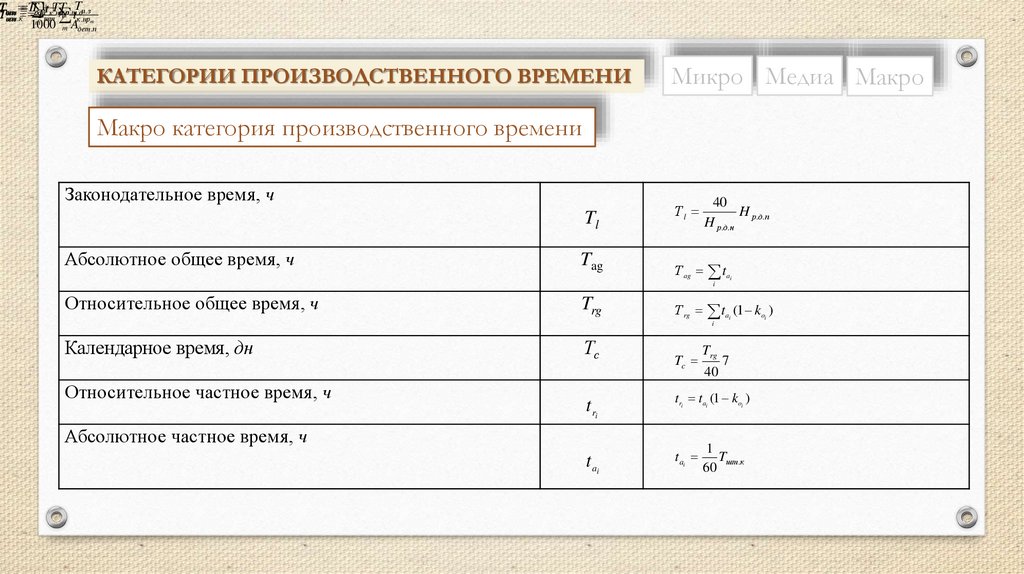
КАТЕГОРИИ ПРОИЗВОДСТВЕННОГО ВРЕМЕНИ
Микро Медиа Макро
Макро категория производственного времени
Законодательное время, ч
Tl
Абсолютное общее время, ч
Tag
Тl
40
H р.д.п
H р.д.н
Т ag tai
i
Относительное общее время, ч
Trg
Т rg tai (1 koi )
i
Календарное время, дн
Относительное частное время, ч
Тс
t ri
Tc
40
7
tri tai (1 koi )
Абсолютное частное время, ч
t ai
Trg
t ai
1
Tшт.к
60
5.
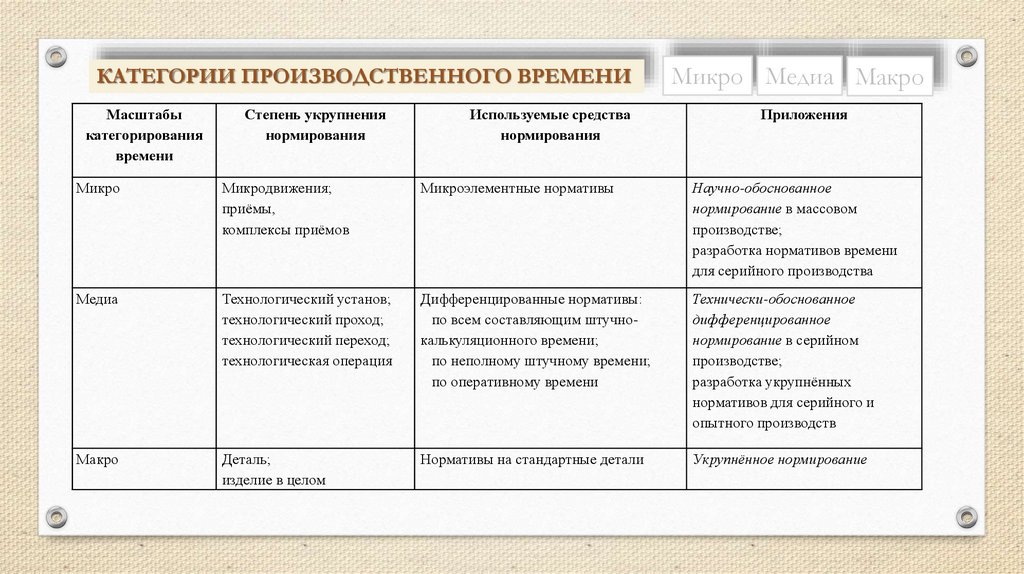
КАТЕГОРИИ ПРОИЗВОДСТВЕННОГО ВРЕМЕНИМасштабы
категорирования
времени
Степень укрупнения
нормирования
Используемые средства
нормирования
Микро Медиа Макро
Приложения
Микро
Микродвижения;
приёмы,
комплексы приёмов
Микроэлементные нормативы
Научно-обоснованное
нормирование в массовом
производстве;
разработка нормативов времени
для серийного производства
Медиа
Технологический установ;
технологический проход;
технологический переход;
технологическая операция
Дифференцированные нормативы:
по всем составляющим штучнокалькуляционного времени;
по неполному штучному времени;
по оперативному времени
Технически-обоснованное
дифференцированное
нормирование в серийном
производстве;
разработка укрупнённых
нормативов для серийного и
опытного производств
Макро
Деталь;
изделие в целом
Нормативы на стандартные детали
Укрупнённое нормирование
6.
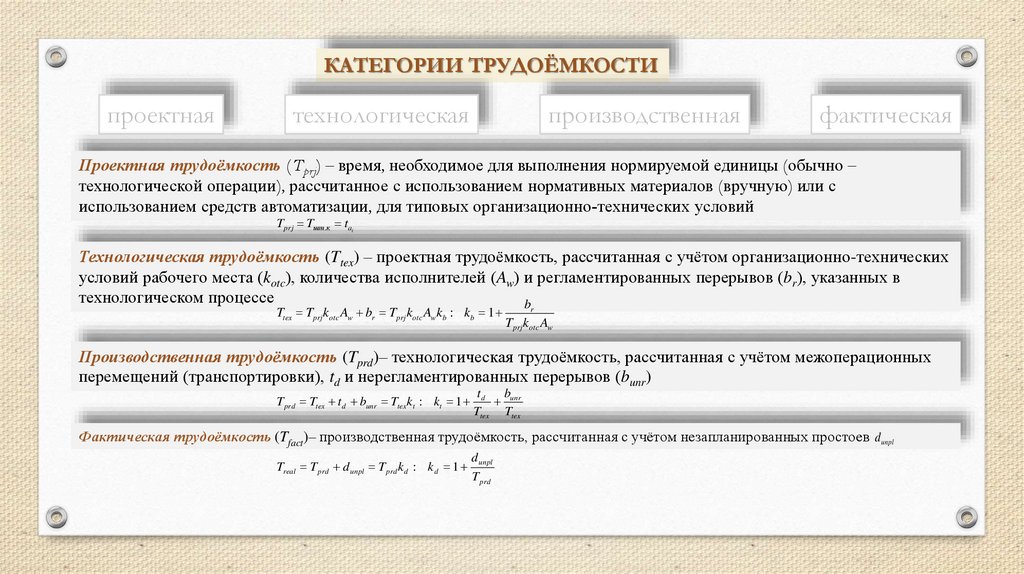
КАТЕГОРИИ ТРУДОЁМКОСТИпроектная
технологическая
производственная
фактическая
Проектная трудоёмкость (Tprj) – время, необходимое для выполнения нормируемой единицы (обычно –
технологической операции), рассчитанное с использованием нормативных материалов (вручную) или с
использованием средств автоматизации, для типовых организационно-технических условий
Tprj Tшт.к t ai
Технологическая трудоёмкость (Ttex) – проектная трудоёмкость, рассчитанная с учётом организационно-технических
условий рабочего места (kotc), количества исполнителей (Aw) и регламентированных перерывов (br), указанных в
технологическом процессе
b
Ttex Tprj kotc Aw br Tprj kotc Aw kb : kb 1
r
Tprj kotc Aw
Производственная трудоёмкость (Tprd)– технологическая трудоёмкость, рассчитанная с учётом межоперационных
перемещений (транспортировки), td и нерегламентированных перерывов (bunr)
T prd Ttex t d bunr Ttex kt : kt 1
td
b
unr
Ttex Ttex
Фактическая трудоёмкость (Tfact)– производственная трудоёмкость, рассчитанная с учётом незапланированных простоев d unpl
Treal T prd d unpl T prd k d : k d 1
d unpl
T prd
7.
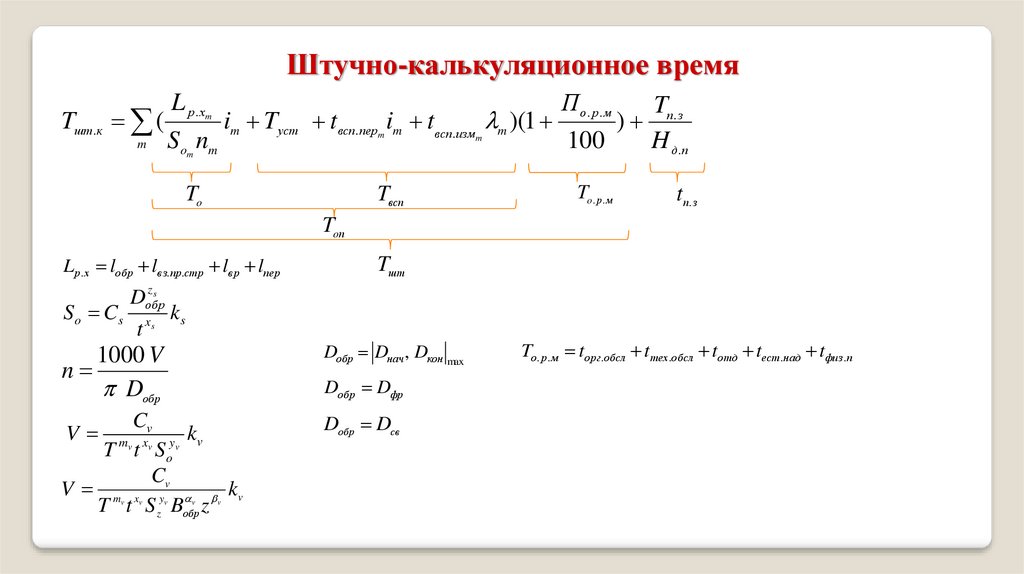
Штучно-калькуляционное времяL р. х
Tшт.к (
im Tуст tвсп.пер im tвсп.изм
m
So nm
m
m
m
To
Tвсп
m
По. р . м
Tп. з
m )(1
)
100
H д.п
To. р . м
tп. з
Toп
Lр. х lобр lвз.пр.стр lвр lпер
S o Cs
zs
Dобр
t
xs
Tшт
ks
1000 V
n
Dобр
Dобр Dнач , Dкон max
Cv
k
mv xv yv v
T t So
C
V m x y v kv
T t S z Bобр z
Dобр Dсв
Dобр Dфр
V
v
v
v
v
v
Tо. р. м tорг.обсл tтех.обсл tотд tест.над tфиз .п
8.
Тип производства – классификационная категория производства, выделяемая по признакам широтыноменклатуры, регулярности, стабильности и объёма выпуска продукции. Различают типы
производств: единичное; серийное (мелкосерийное, среднесерийное, крупносерийное; массовое.
_____________________________________________________________________
Единичное производство характеризуется малым объёмом выпуска одинаковых изделий и большим
разнообразием номенклатуры, повторное изготовление и ремонт которых, как правило, не
предусматривается.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически
повторяющимися партиями.
Массовое производство характеризуется большим объёмом выпуска изделий, непрерывно
изготавливаемых или ремонтируемых продолжительное время, в течение которого на большинстве
рабочих мест выполняется одна рабочая операция.
9.
Технологическая подготовка производстваТермины и определения основных понятий
_____________________________________________________________________
Технологический процесс – часть производственного процесса, содержащая целенаправленные действия по
изменению и (или) определению состояния предмета труда (ГОСТ 3.1109).
Директивный технологический процесс – документ, устанавливающий технологический маршрут и
предписывающий использование в технологическом процессе обязательных технологических методов и средств
технологического оснащения (ОСТ 1.42390).
Единичный технологический процесс – технологический процесс изготовления изделий только одного
наименования, типоразмера и конструктивного исполнения (ГОСТ 3.1109).
Групповой технологический процесс – технологический процесс изготовления группы изделий с разными
конструктивными, но общими технологическими признаками (ГОСТ 3.1109).
Типовой технологический процесс – технологический процесс для изготовления типового представителя группы
изделий (сборочных единиц, видов работ, процессов контроля), обладающих общими конструктивными и
технологическими признаками, с целью сокращения количества ТП, трудоёмкости их разработки и применения
преимущественно стандартизованных средств оснащения.
Особо ответственный технологический процесс (операция) – процесс (операция) непосредственно или косвенно
влияющий на значение особо ответственного параметра особо ответственной составной части изделия отклонения
выполнения которых приводит к аварийной или катастрофической ситуации.