

 programming
programmingSimilar presentations:










Пневматический манипулятор с 3-мя степенями свободы под управлением ПЛК
1.
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕУЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
УНИВЕРСИТЕТСКИЙ КОЛЛЕДЖ
Тема выпускной квалификационной работы:
ПНЕВМАТИЧЕСКИЙ МАНИПУЛЯТОР С 3-МЯ
СТЕПЕНЯМИ СВОБОДЫ ПОД УПРАВЛЕНИЕМ
ПЛК
ВЫПОЛНИЛА:
студентка группы ММРкр-181
Трефилова А. О.
НАУЧНЫЙ РУКОВОДИТЕЛЬ:
к. ф-м .н., доцент, преподаватель Университетского колледжа
Якимец А. Л.
2.
Цель и задачиЦелью выпускной квалификационной работы
является разработка и изготовление устройства
– пневматического манипулятора с тремя
степенями свободы.
Для достижения поставленной цели
необходимо решить следующие задачи:
• Разработать пневматическую схему
манипулятора.
• Разработать электрическую схему управления
пневматическим манипулятором.
• Написать и отладить программу управления
пневматическим манипулятором.
2
3.
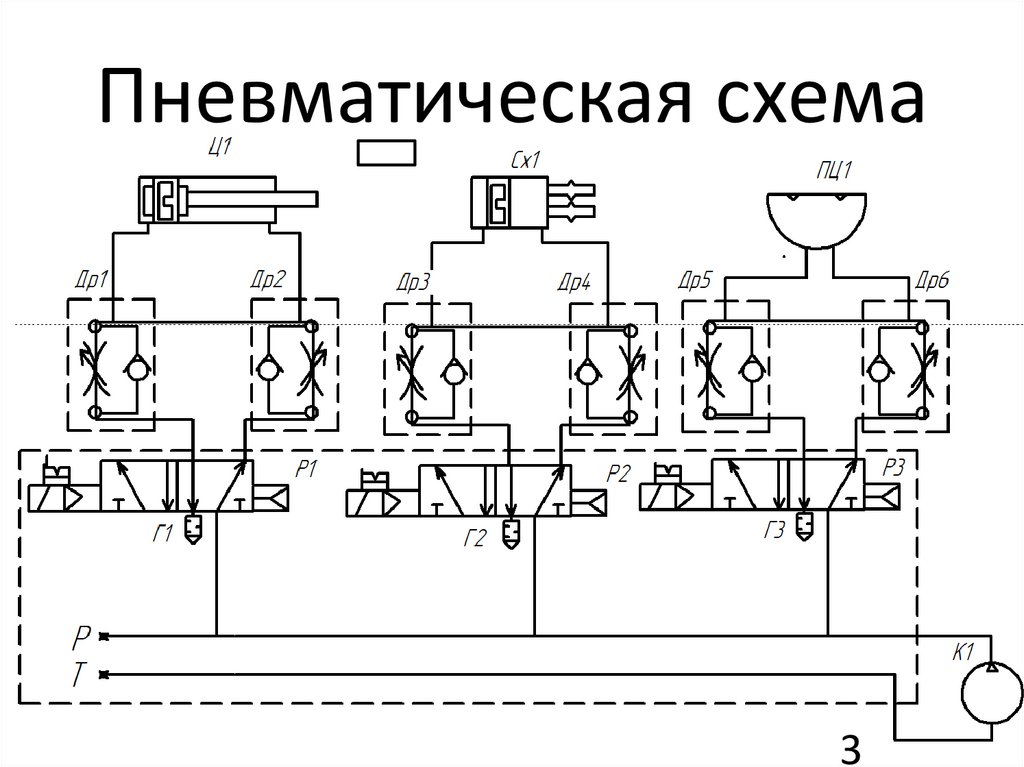
Пневматическая схема3
4.
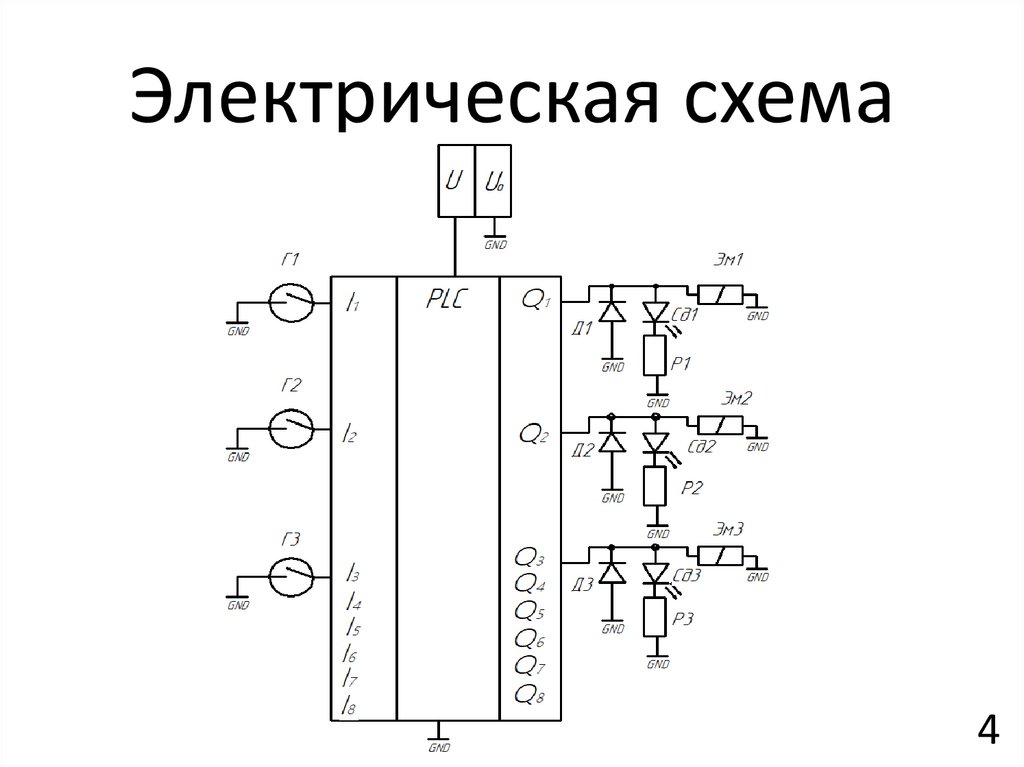
Электрическая схема4
5.
ОбозначенияГраф переходов (металлические детали)
x0 – сигнал с датчика
металла;
x1 – сигнал с датчика
наличия отверстия;
x2 – сигнал от геркона
(крайнее левое
положение);
x3 – сигнал от геркона
(крайнее правое
положение);
Z0 – сигнал управления
распределителем
Основные состояния системы следующие:
пневмоцилиндра;
S0(x0=1, x1=1, x2=1, x3=0, Z0=0, W0=0, U0=0) – начальное состояние
W0 – сигнал управления S1(x0=0, x1=0, x2=1, x3=0, Z0=1, W0=0, U0=1) – пневматический схват
размыкается, движение до крайнего правого положения
распределителем
S2(x0=*, x1=*, x2=0, x3=1, Z0=0, W0=0, U0=0) – пневматический схват
поворотного
замыкается, движение в обратную сторону
пневмоцилиндра;
S3(x0=*, x1=*, x2=1, x3=0, Z0=1, W0=1, U0=0) – пневмоцилиндр совершает
U0 – сигнал управления переворот, движение до крайнего правого положения
распределителем схвата S4(x0=*, x1=*, x2=0, x3=1, Z0=0, W0=0, U0=1) – пневматический схват
размыкается, движение в обратную сторону
5
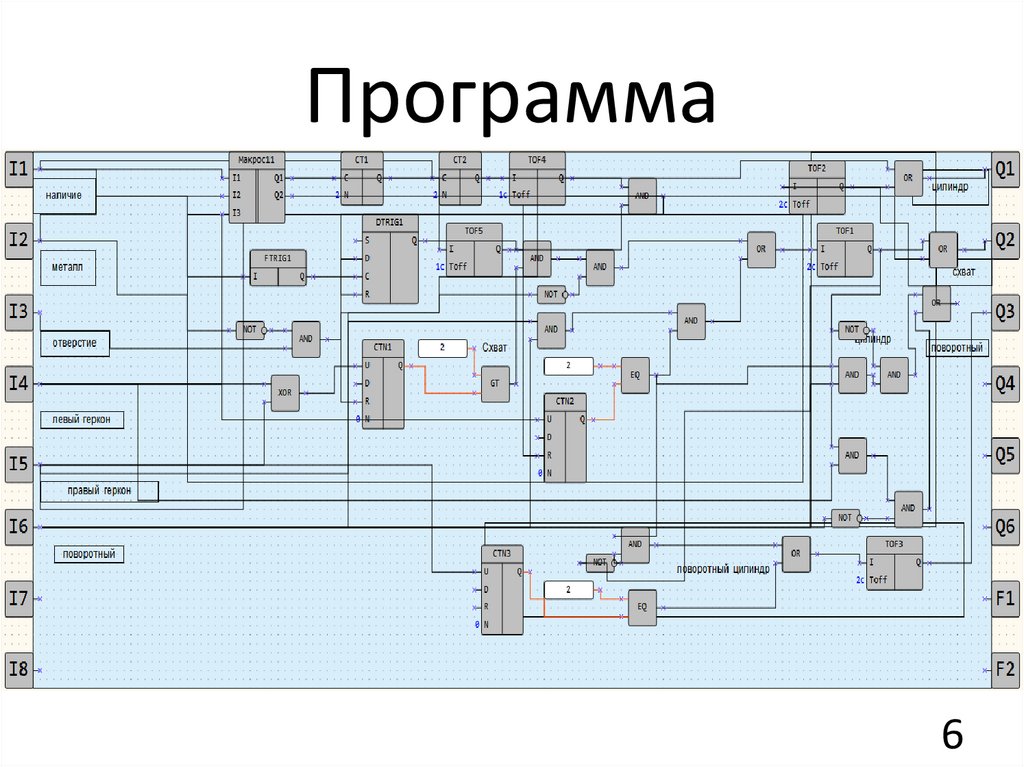
6.
Программа6
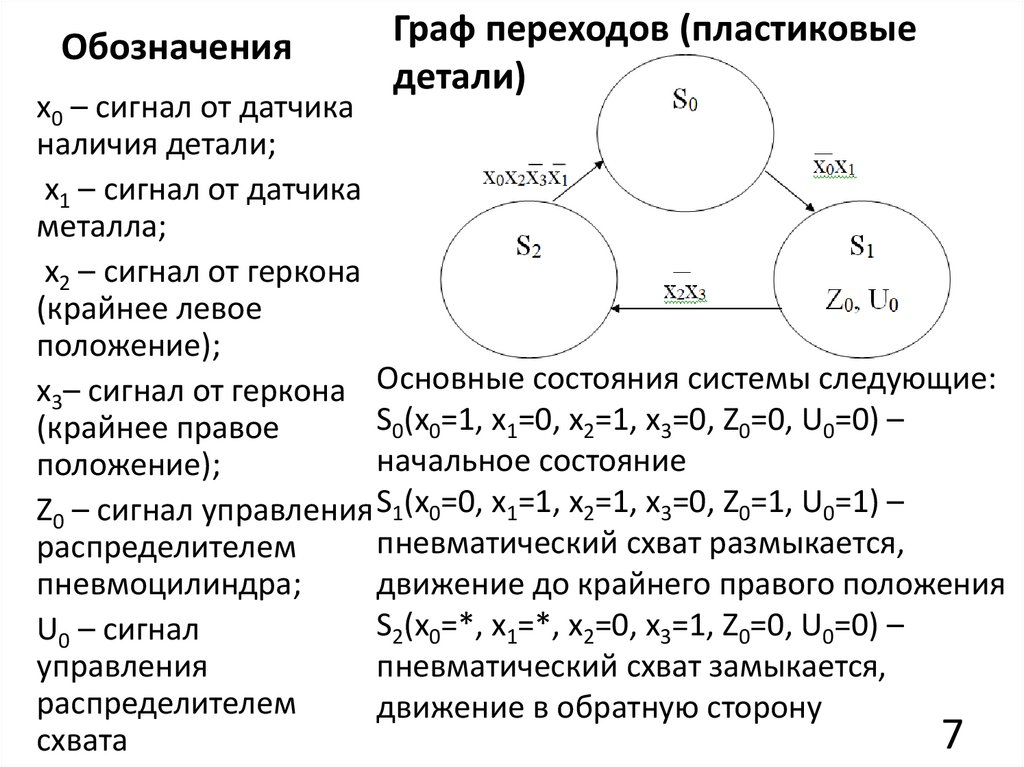
7.
ОбозначенияГраф переходов (пластиковые
детали)
x0 – сигнал от датчика
наличия детали;
x1 – сигнал от датчика
металла;
x2 – сигнал от геркона
(крайнее левое
положение);
x3– сигнал от геркона Основные состояния системы следующие:
S0(x0=1, x1=0, x2=1, x3=0, Z0=0, U0=0) –
(крайнее правое
начальное состояние
положение);
Z0 – сигнал управления S1(x0=0, x1=1, x2=1, x3=0, Z0=1, U0=1) –
пневматический схват размыкается,
распределителем
движение до крайнего правого положения
пневмоцилиндра;
S2(x0=*, x1=*, x2=0, x3=1, Z0=0, U0=0) –
U0 – сигнал
пневматический схват замыкается,
управления
распределителем
движение в обратную сторону
7
схвата
8.
Макрос (сортировкапластиковых деталей)
8
9.
Проделанная работа9
10.
ЗаключениеПри выполнении выпускной квалификационной
работы были решены следующие задачи:
разработана пневматическая схема
манипулятора;
разработана электрическая схема управления
на базе ПЛК ОВЕН ПР200;
разработан алгоритм сортировки пластиковых
деталей;
разработан алгоритм сортировки
металлических деталей с отверстием;
разработана программа управления
пневматическим манипулятором с тремя
степенями свободы.
10
11.
Спасибо за внимание11