

 economics
economicsSimilar presentations:










Производственный цикл изготовления изделия. Тема 1.7
1.
Производственный циклизготовления изделия
2.
Производственный цикл изготовления изделияПроизводственный цикл изготовления изделия
Производственный цикл изготовления изделия
(партии) представляет собой календарный период
нахождения его в производстве от запуска исходных
материалов и полуфабрикатов в основное производство
до получения готового изделия (партии).
На его основе
1. устанавливаются сроки запуска изделия в
производство с учетом сроков его выпуска,
2. рассчитываются мощности производственных
подразделений,
3. определяется объем незавершенного производства
4. осуществляются другие планово-производственные
расчеты.
Производственный цикл изготовления изделия
3.
Производственный цикл изготовления изделияПроизводственный цикл изготовления изделия
Продолжительность (длительность)
производственного цикла изготовления продукции
это - отрезок времени от момента начала
производственного процесса до момента выпуска
готового изделия или партии деталей, сборочных
единиц.
Продолжительность производственного цикла определяется:
для одной детали,
партии деталей,
одной сборочной единицы или партии единиц,
одного изделия.
Производственный цикл изготовления изделия
4.
Производственный цикл изготовления изделияПроизводственный цикл изготовления изделия
Производственный цикл изготовления изделия
5.
Производственный цикл изготовления изделияПроизводственный цикл состоит из трех частей:
1. из рабочего периода
Рабочий период - это период, в течение которого
предмет труда находится непосредственно в
процессе изготовления. Состоит из времени
выполнения технологических и нетехнологических
операций;
к числу последних относятся все контрольные и
транспортные операции с момента выполнения
первой производственной операции и до момента
сдачи законченной продукции.
Производственный цикл изготовления изделия
6.
Производственный цикл изготовления изделияПроизводственный цикл состоит из трех частей:
2. времени естественных процессов
Естественными считаются процессы, связанные с
охлаждением деталей после термической
обработки, сушкой после окраски или других видов
покрытия и со старением металла.
Производственный цикл изготовления изделия
7.
Производственный цикл изготовления изделияПроизводственный цикл состоит из трех частей:
3. из времени перерывов
Перерывы в зависимости от вызвавших их причин могут
быть разделены на:
межоперационные (внутрицикловые)
межцеховые
междусменные
Производственный цикл изготовления изделия
8.
Производственный цикл изготовления изделияПроизводственный цикл состоит из трех частей:
Межоперационные перерывы зависят от времени
партийности и ожидания, зависят от характера
обработки партии деталей на операциях.
Перерывы партийности происходят потому, что каждая
деталь, поступая на рабочее место в составе партии
аналогичных деталей пролеживает дважды: один раз до
начала обработки, а второй раз по окончании, пока вся
партия не пройдет через данную операцию.
Перерывы ожидания вызываются несогласованной
продолжительностью смежных операций техпроцесса. Они
возникают, когда предыдущая операция заканчивается
раньше, чем освобождается рабочее место,
предназначенное для последней операции.
Производственный цикл изготовления изделия
9.
Производственный цикл изготовления изделияПроизводственный цикл состоит из трех частей:
Межцеховые перерывы связаны с тем, что сроки
окончания производства составных частей деталей
сборочных единиц в разных цехах различны и
детали пролеживают в ожидании комплектности.
Чаще всего они возникают при переходе продукции
от одной стадии производства к другой (из одного
цеха в другой).
Междусменные перерывы обусловлены режимом
работы предприятия и его подразделений:
выходные и праздничные дни, перерывы между
сменами и обеденные.
Производственный цикл изготовления изделия
10.
Производственный цикл изготовления изделияПроизводственный цикл (Тц) можно выразить
формулой:
Тц = Тврп + Тест + Твпр
, где
Тврп – время рабочего процесса;
Тест – продолжительность естественных процессов;
Твпр – время перерывов.
Производственный цикл изготовления изделия
11.
Производственный цикл изготовления изделияВ течение рабочего периода выполняются
технологические операции:
Тврп = Тшк + Тк + Ттр + Те
, где
Тшк – штучно-калькуляционное время (технически
обоснованная норма времени на выполнение
операции);
Тк – время контрольных операций;
Ттр – время транспортирования предметов труда;
Те – время естественных процессов (старения,
релаксации, естественной сушки, отстоя взвесей в
жидкостях и т.п.).
Производственный цикл изготовления изделия
12.
Производственный цикл изготовления изделияСумму времен штучного, контрольных операций,
транспортирования называют операционным временем (Топр):
Топр = Тшк + Тк + Ттр
В операционный цикл время контрольных операций Тк и
время транспортирования предметов труда Ттр включены
условно, так как в организационном отношении они не
отличаются от технологических операций.
Тшк = Топ + Тпз + Тен + Тото
, где
Топ – оперативное время;
Тпз – подготовительно-заключительное время при обработке
новой партии деталей;
Тен – время на отдых и естественные надобности рабочих;
Тото – время организационного и технического
обслуживания (получение и сдача инструмента, уборка
рабочего места, смазка оборудования и т.п
Производственный цикл изготовления изделия
13.
Производственный цикл изготовления изделияОперативное время Топ в свою очередь состоит из
Топ = Тос + Тв
, где
Тос – основное время (непосредственное время обработки
или выполнения работы);
Тв – вспомогательное время (закрепление детали, подвод
инструмента)
Производственный цикл изготовления изделия
14.
Производственный цикл изготовления изделияВспомогательное время выражается формулой:
Тв = Ту + Тз + Ток
, где
Ту – время установки и снятия детали (сборочной единицы) с
оборудования;
Тз – время закрепления и открепления детали в
приспособлении;
Ток – время операционного контроля рабочего (с остановкой
оборудования) в ходе операции.
Производственный цикл изготовления изделия
15.
Производственный цикл изготовления изделияВремя перерывов
Твпр = Тмо + Трт + Тр + Торг
, где
Трт – режим труда;
Тмо – межоперационным пролеживанием детали;
Тр – осмотры оборудования;
Торг – временем перерывов, связанных с недостатками
организации производства.
Производственный цикл изготовления изделия
16.
Производственный цикл изготовления изделияВремя межоперационного пролеживания
Тмо = Тпар + Тож + Ткп
, где
Тпар – определяется временем перерывов партионности
(возникают при изготовлении изделий партиями и
обусловлены пролёживанием обработанных деталей до
готовности всех деталей в партии на технологической
операции);
Тож – перерывов ожидания (вызываются несогласованной
длительностью смежных операций технологического
процесса);
Ткп – перерывов комплектования (возникают при переходе
от одной фазы производственного процесса к другой).
Производственный цикл изготовления изделия
17.
Производственный цикл изготовления изделияВ общем виде производственный цикл выражается
формулой:
Тц = Топр + Те + Тмо + Трт + Тр + Торг
При расчете производственного цикла необходимо
учитывать перекрытие некоторых элементов времени либо
технологическим временем, либо временем
межоперационного пролеживания. Время транспортировки
предметов труда Ттр и время выборочного контроля
качества Тк являются перекрываемыми элементами.
Производственный цикл изготовления изделия
18.
Производственный цикл изготовления изделияИсходя из сказанного, производственный цикл
можно выразить формулой:
Тц = (Тшк + Тмо) Кпер Кор + Те
, где
Тшк – штучно-калькуляционное время;
Тмо – межоперационным пролеживанием детали;
Кпер – коэффициент перевода рабочих дней в календарные
(отношение числа календарных дней (Dк), к числу рабочих
дней в году (Dр), Кпер = Dк / Dр);
Кор – коэффициент, учитывающий перерывы на
межремонтное обслуживание оборудования и
организационные неполадки (Кор обычно 1,15 – 1,2);
Те – время естественных процессов.
Производственный цикл изготовления изделия
19.
Производственный цикл изготовления изделияНа основании вышеизложенного можно сделать
следующие выводы:
Длительность производственного цикла выражается в
календарных днях или часах.
Длительность производственного цикла зависит от
трудоемкости изделий, уровня техники и технологии,
механизации и автоматизации производственных
процессов, режима работы, организации планирования и
материально-технического обеспечения.
Производственный цикл изготовления изделия
20.
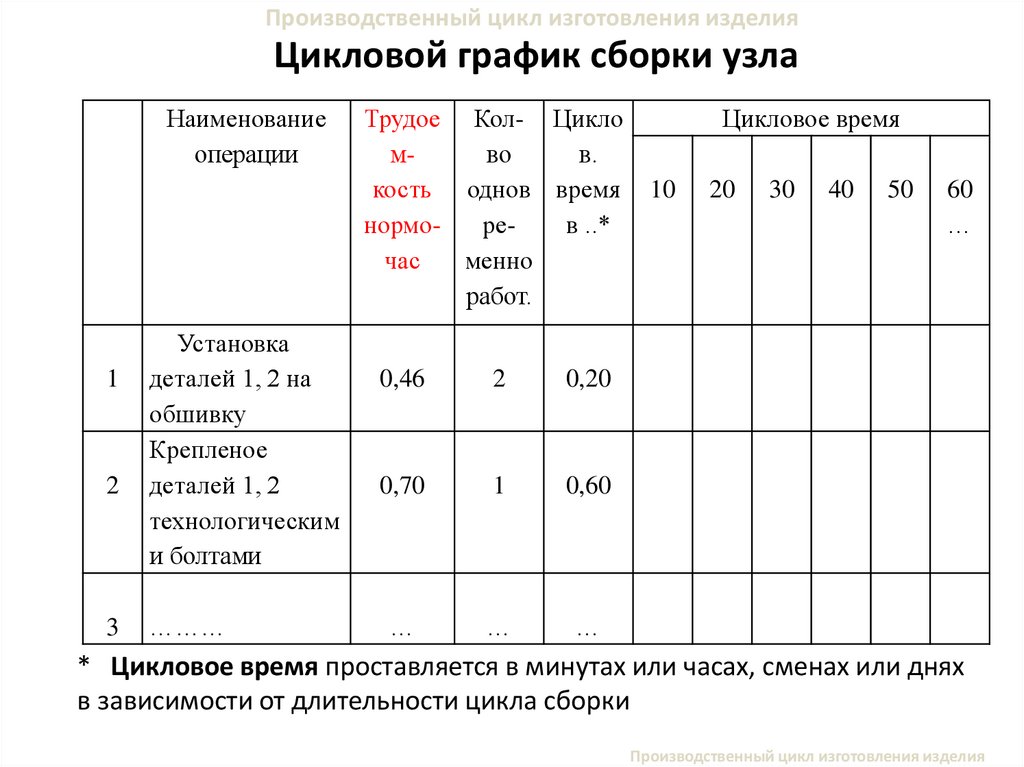
Производственный цикл изготовления изделияЦикловой график сборки узла
Цикловой график содержит:
краткий перечень и последовательность выполнения
операций (согласно схеме сборки, технологического
процесса);
трудоёмкость (норма времени) на выполнение каждой
операции в нормо-часах;
количество одновременно работающих на каждой
операции;
цикл (в принятом масштабе времени) – в минутах, часах,
сменах, днях;
цикл в графическом изображении.
Производственный цикл изготовления изделия
21.
Производственный цикл изготовления изделияЦикловой график сборки узла
Длительность цикла по каждой операции определяется по
формуле:
где: T – трудоёмкость (норма времени на выполнение
операции) Нормы времени найти на заводе
k – коэффициент перевыполнения норм (1,05 – 1,15)
n – количество одновременно работающих, человек
Количество одновременно работающих по каждой операции
определяется по опыту из расчёта, что на каждой операции
должно быть максимально возможное количество рабочих,
параллельно выполняющих сборку и не мешающих друг
другу в работе.
Цикл определяется для каждого сборочного узла участка.
Производственный цикл изготовления изделия
22.
Производственный цикл изготовления изделияЦикловой график
Производственный цикл изготовления изделия
23.
Производственный цикл изготовления изделияЦикловой график сборки узла
Наименование
операции
1
2
3
Установка
деталей 1, 2 на
обшивку
Крепленое
деталей 1, 2
технологическим
и болтами
………
Трудое Кол- Цикло
мво
в.
кость однов время
норморев ..*
час
менно
работ.
0,46
2
0,20
0,70
1
0,60
…
…
…
Цикловое время
10
20
30
40
50
60
…
* Цикловое время проставляется в минутах или часах, сменах или днях
в зависимости от длительности цикла сборки
Производственный цикл изготовления изделия