















 industry
industrySimilar presentations:










Тампонная печать
1. Тампонная печать
2. Определение
• Тампонная печать (тампопечать) —разновидность глубокой печати, при
которой эластичный промежуточный
элемент, называемый тампоном или
роллером переносит изображение с
печатных форм на поверхности
практически любой конфигурации.
3. История
• Способ появился в Швейцарии, где им печатали циферблатычасов. Тогда в качестве элемента для переноса изображения
использовали тампон из желатина. На некоторых отечественных
предприятиях до сих пор также применяют тампоны из
желатино-глицериновой массы. Такие тампоны имеют низкую
химическую устойчивость и механическую прочность,
нестабильны по свойствам. Их тиражестойкость 1,5—2,0 тысячи
оттисков.
• В середине 1960-х годов была создана первая машина
тампонной печати с электрическим приводом. Вскоре появились
тампоны из силикона.
• В настоящее время применяются тампоны, тиражестойкость
которых — несколько сотен тысяч оттисков.
4. Достоинства
• относительная простота и экономичностьтехнологии (тампопечать относится к
оперативной печати, подготовка к началу
работ занимает очень короткое время).
• возможность печати практически на любых
поверхностях, например, криволинейных,
цилиндрических или конических.
• в отличии от других видов печати,
тампопечать позволяет печатать на готовых
изделиях.
• тираж может изменяться от единиц до
десятков и сотен тысяч оттисков.
5. Недостатки
• Ограничения тампопечати —небольшой размер наносимого
изображения и невозможность печати
на слишком сильно искривлённых
поверхностях.
6. Применение
• детали компьютера, микрочипы, реле, панели,клавиатура мобильных телефонов, переключатели;
• линейки, шкалы измерительных приборов, надписи
на корпусах бытовой техники, ТВ- и радиоприемниках и т.п.;
• электрическое оборудование, бытовые
электроприборы, елочные украшения;
• рекламная продукция: брелки, ручки, пепельницы,
калькуляторы, циферблаты часов, CD, шары для
гольфа, очки, игрушки, спортивные товары;
• на аккумуляторных батареях, тормозных колодках,
стеклянных или пластиковых бутылках для
алкогольной и парфюмерной промышленности, на
колпачках от этих же бутылок и т.д
7. Применение
8. Печать логотипов
Примеры изделий на которые может наносится изображение:• авторучки;
• аудио и видео кассеты;
• брелки;
• бутылочные пробки;
• зажигалки;
• значки;
• канцелярские принадлежности;
• корпуса приборов;
• кружки;
• крышки банок;
• лазерные и компакт-диски;
• одноразовая посуда;
• парфюмерная упаковка;
• пепельницы...
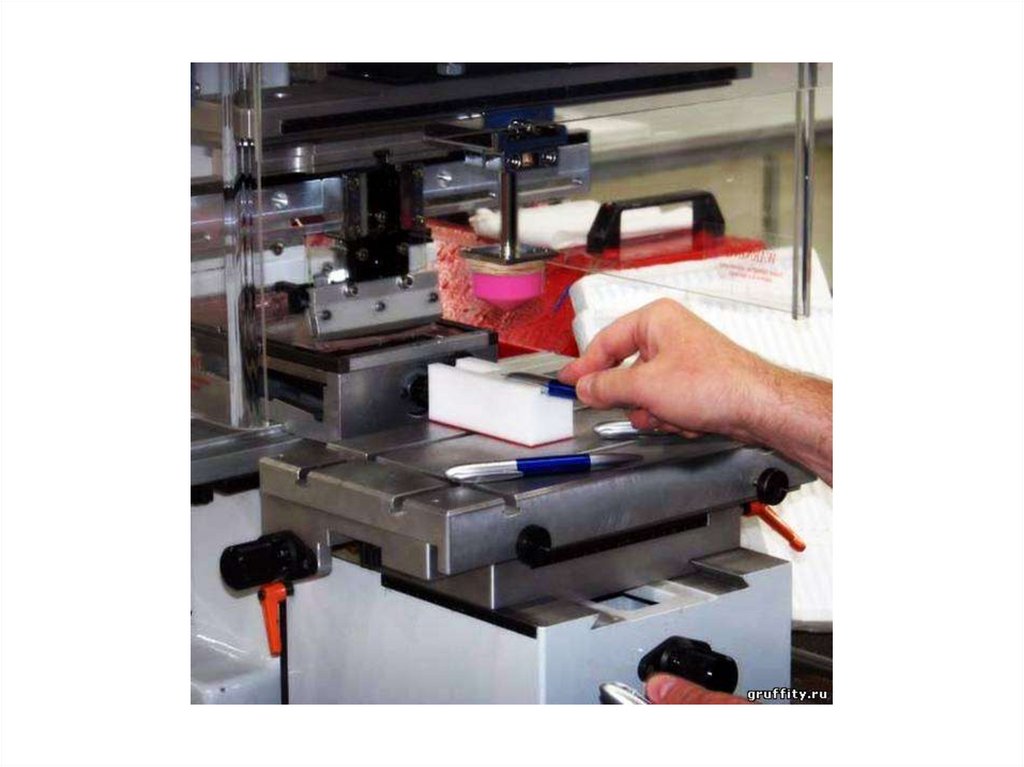
9. Технология
• Подготовка и проверка дизайн-макета.• Фотовывод цветоделенного оригинала: раскладка его на
диапозитивы (фотоформы), каждый из которых соответствует
одной из применяемых в изображении красок.
• Вытравливание клише. Металлические пластины для
изготовления клише обработаны специальным чувствительном
слоем. С его помощью необходимое изображение
экспонируется с пленки на пластину. После вымывания
запечатываемые элементы представляют собой углубления в
пластине, куда будет заливаться краска.
• На клише подается краска, которая равномерно распределяется
по нему. С помощью ракеля лишняя краска удаляется с
пробельных элементов. Тампон соприкасается с клише и
забирает краску с печатных элементов, а затем переносит
изображение на запечатываемую поверхность.
10. Технология
11. Технология
12.
13.
14.
15. Печатные формы
• Применяемые печатные формы - клише, бываютфотополимерными или металлическими.
• Фотополимерные клише дешевле и быстрее в
изготовлении, но имеют ограниченный срок
эксплуатации и хранения. Обычно фотополимерные
клише используются для тиражей меньше 10 000
оттисков.
• Металлические клише более дорогие, но и более
стойкие к изнашиванию. Металлические клише
применяются, как правило, для больших тиражей,
для печати тонких линий, или для печати
полноцветных изображений
16. Изготовление фотополимерных печатных форм
1. Экспонирование через фотоформу (позитив) под воздействиемУФ-излучения (при длине волны 360 нм) в определенной
копировальной установке. В результате этого, происходит
перенос изображения на пластину.
2. Вымывание незаполимеризованного материала с печатающих
элементов под действием вымывного раствора, в результате
чего формируются углубленные печатающие элементы.
3. Сушка холодным воздухом.
4. Дополнительное экспонирование для полного отверждения
печатной формы и увеличения ее печатно-технических свойств
и тиражестойкости.
5. Термообработка горячим воздухом при температуре 60–70° С.
Продолжительность процесса изготовления фотополимерной
формы составляет не более 20–40 минут.