













































































.")





")


")



")
 запечатываемого материала:")
")







































")





")



")


.")




")


")






")



")



")

")











































")


































































 industry
industrySimilar presentations:








")

Трафаретная печать. Схема трафаретной печати
1. Схема трафаретной печати
2. Трафаретная печать
• Трафаретная печать, также известнаямногим как шелкография представляет
собой печатный процесс с
использованием трафарета, где
печатающие элементы открыты, а
пробельные закрыты. Краска проходит
сквозь трафарет под действием
эластичного ракеля.
3.
• Трафаретная печатная формасоздается обычно слоем
светочувствительной эмульсии,
экспонированной фотографическим
способом, в результате чего
копировальный слой на месте
печатающих элементов удаляется, а на
месте пробельных остается.
4. Материал сетки
• полиэфир• металл
• фольга
5. Области применения трафаретной печати
• Способом трафаретной печатисоздаются многокрасочные плакаты
(например, афиши для театра, кино),
наклейки, этикетки, визитные карточки,
открытки, таблички, указатели,
приборные шкалы, циферблаты часов,
обои.
6.
• В текстильной промышленноститрафаретным способом печатаются
узоры на декоративных и плательных
тканях, шарфах, скатертях, майках,
бейсболках с устойчивым цветом
рисунка, не линяющим во время стирки.
Трафаретная печать целесообразна
при запечатывании изделий из стекла и
синтетических материалов (игрушки,
пакеты и т. д.).
7.
• В радиоэлектронике иприборостроении трафаретная печать
используется: для изготовления
печатных плат, микросхем, панелей и
шкал. При производстве приборов
оптической механики способом
трафаретной печати наносятся
линзовые растры. Кроме того, этот
способ широко применяется для
запечатывания деревянных изделий
(например, лыжи, клюшки).
8.
• Для печати небольших тиражей от 10до 500 экземпляров этот способ
является особенно рентабельным.
Однако при помощи быстроходных
машин трафаретной печати можно
печатать продукцию большими
тиражами с высокой эффективностью.
9.
• Трафаретной печатью получаютштриховые и полутоновые изображения
различной цветности, текст кеглем от —
8 п. и выше, линейки толщиной 0,3 мм,
растровые изображения с линиатурой
10— 36 лин./см, в особых случаях даже
54 — 60 лин./см. Форматы оттисков
могут быть очень большими, не
редкость 140×200 см.
10.
• Трафаретная печать удачно дополняетдругие способы печати, кроме того, она
снижает стоимость малых и
минимальных тиражей. Важными
факторами при этом являются
сравнительная быстрота изготовления
печатных форм, а главное, небольшие
затраты времени для самого печатного
процесса.
11.
• Таким образом, при не слишкомбольших неровностях поверхности
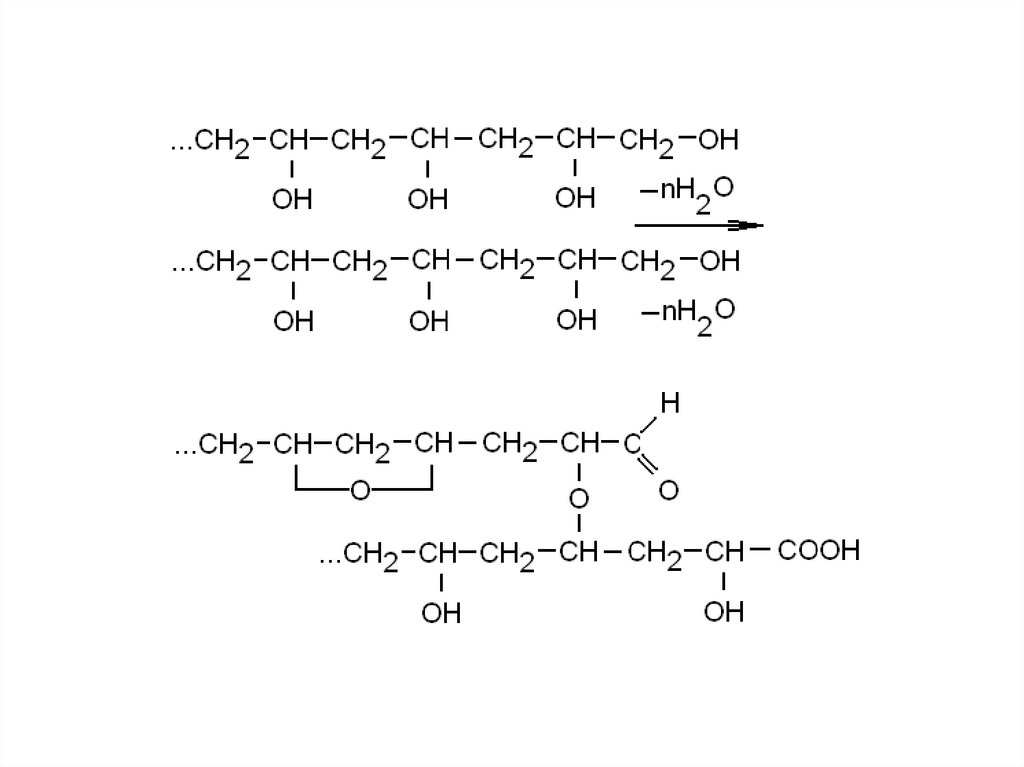
материала с соответствующими
красками трафаретным способом
можно печатать на любом материале:
стекле, дереве, тканях, гофрированной
бумаге, картоне, металлах,
пластмассах, твердоволокнистых
плитках, целлулоиде, войлоке и других
материалах.
12. Направления применения трафаретной печати
• Полиграфия• Промышленность
• Художественно-прикладное
13. Изготовление оригинал-макетов для трафаретной печати
• Старейшие и самые простые способысоздания оригинала специально для
трафаретной печати – это либо
вырезать шаблон изображения и
наклеить его на тканевую сетку, либо
нанести изображение непосредственно
на сеточный материал. Появление
фоточувствительных эмульсий
способствовало использованию
позитивных изображений на пленке.
14. Требования к фотоформе
• Изображение на фотоформе должнобыть прямым по отношению к
оригиналу, кроме того, оно должно быть
визуально резким по всей площади
фотоформы. На изображении не
должно быть вуали, пятен, царапин и
посторонних прозрачных и
непрозрачных точек, изломов
фотопленки.
15.
• Рабочие поля фотоформы должныбыть на 0,5 см меньше внутренних
размеров печатной рамы. При
использовании фотополимерных
композиций для ретуши фотоформ
должны применяться материалы, не
содержащие этилового спирта.
16.
• Современным методом переноса изображенияна форму трафаретной печати является способ
CTS – computer to screen – с компьютера на
трафаретную форму. Здесь так же, как и при
создании фотоформ, данные с компьютера
переносятся на растровый имидж процессор
(RIP), а за тем на струйный принтер. При этом
промежуточная фотоформа не производится.
Не пропускающая УФ-излучение краска или
воск струйным методом наносятся
непосредственно на сетку с нанесенным
копировальным слоем.
17. Рекомендации по получению фотоформ
Позитивные пленки должны иметь прямое
изображение и высокую плотность (D≥3,5).
Для растровых фотоформ не должны
использоваться круглые точки PostScript. Круглая
точка при 50% покрытия получает квадратную
форму. В трафаретной печати это приводит к
образованию муара. Для получения оптимальных
фотоформ необходимы эксперименты с
различными способами растрирования.
Для подбора оптимального сочетания номера сетки,
линиатуры растра и углов наклона растровых линий
также необходимо получение серии тестовых
печатных форм.
18. Набор требований для получения фотоформ трафаретной печати
– прямой диапозитив с высокой оптическойплотностью
– идеальная форма растровой точки
– идеальные углы наклона растровых линий
– идеальная линиатура
19.
• Трафаретная форма должна не толькоудовлетворять характеру и назначению
печатной продукции, но и обладать
специфическим свойством —
дозированием печатной композиции.
Главным требованием остается
графическая точность воспроизведения,
которая определяется сравнением
размеров и положения элементов
изображения на оттиске с размерами и
положением соответствующих элементов
на оригинале.
20. Получение трафаретных печатных форм
• Для получения трафаретных печатныхформ применяются два типа основ:
цельнометаллическая (фольга) и
сетчатая, причем сетчатая основа
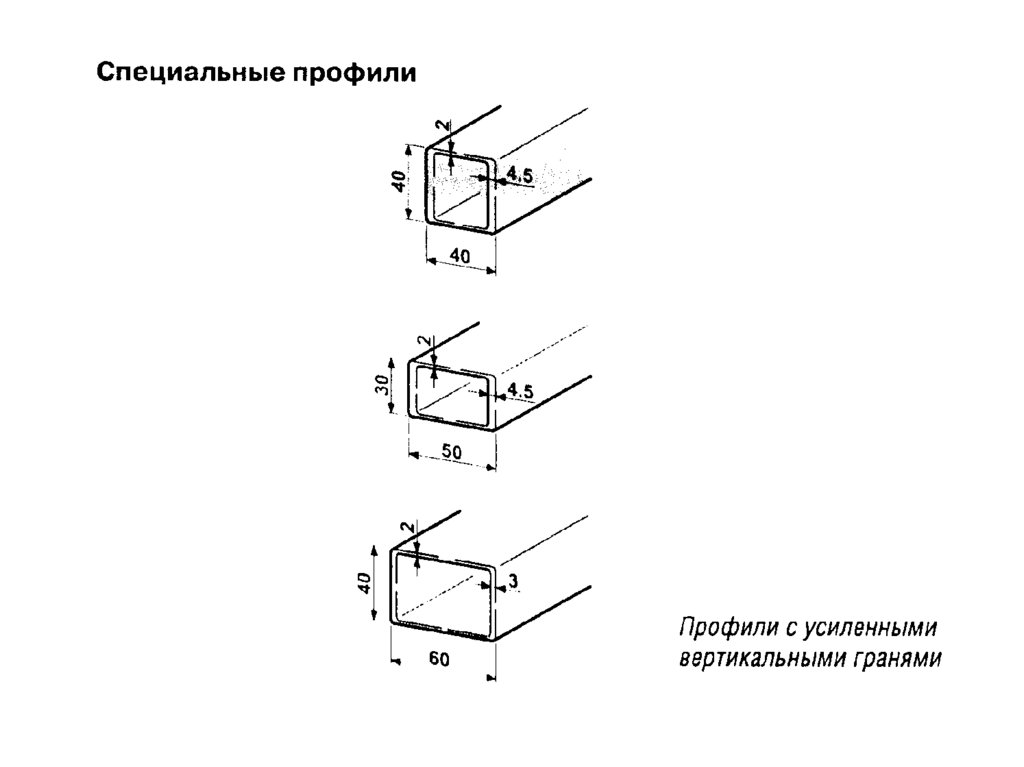
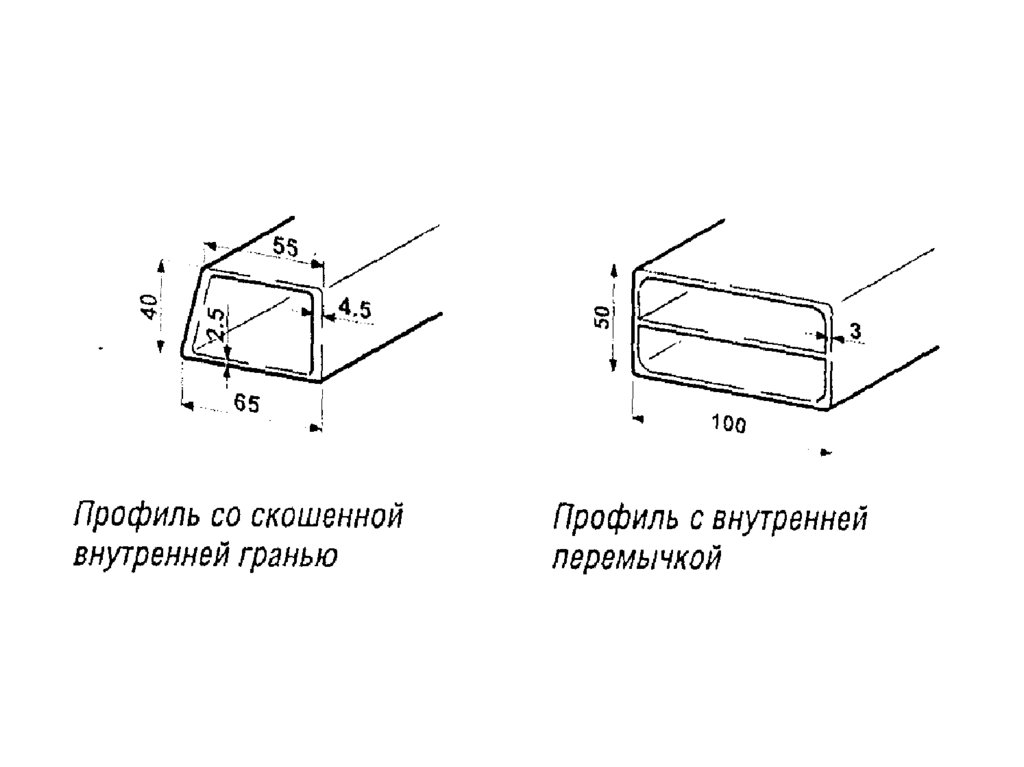
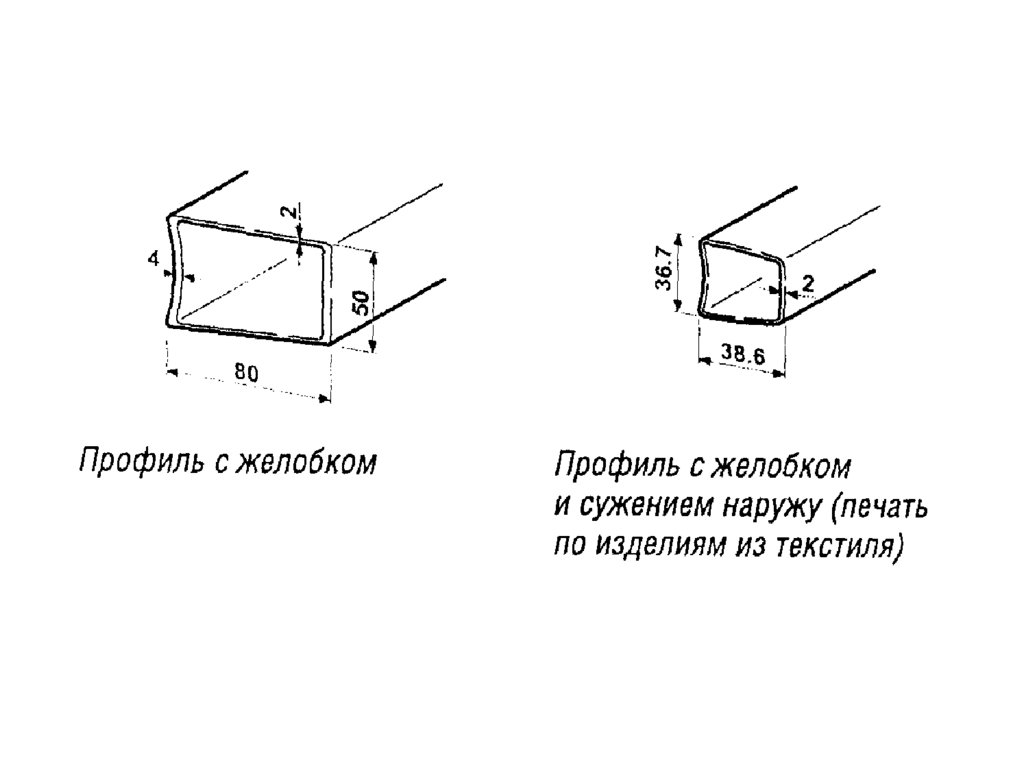
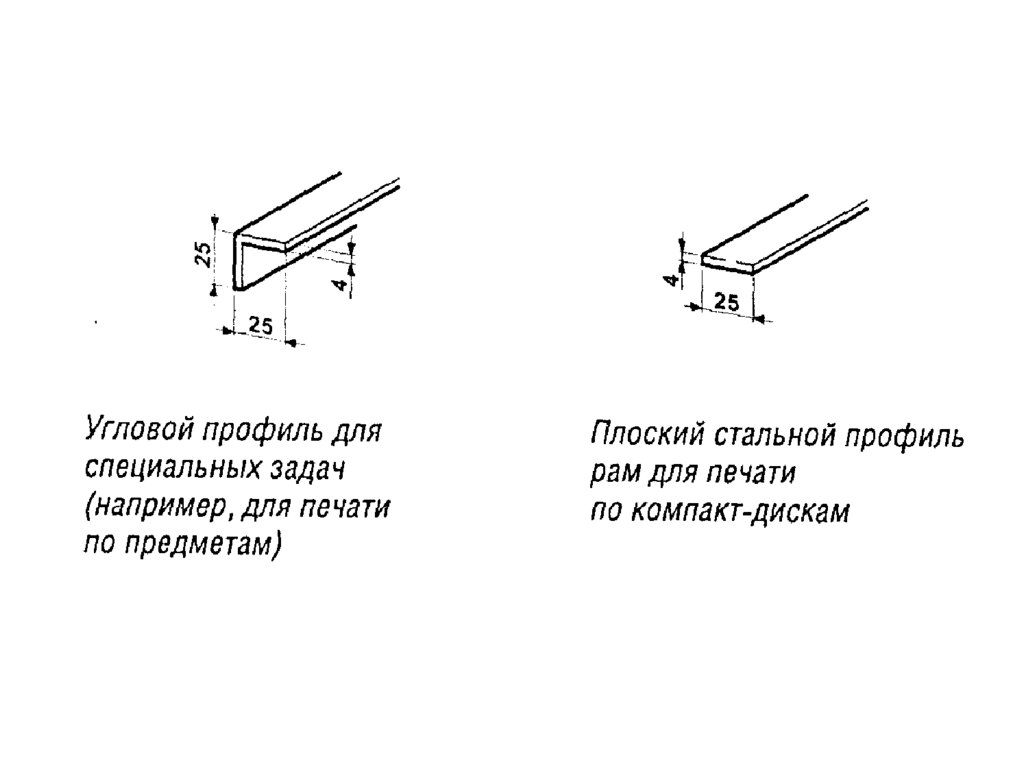
может быть как металлическая, так и в
виде ткани. Последняя имеет
наибольшее применение.
21. Трафаретная печатная форма на фольговом материале
22.
• Для изготовления трафаретныхпечатных форм на фольговом
материале необходимо травление
фольги на участках, соответствующих
печатающим элементам, при этом
участки будущих пробельных
элементов защищены задубленным
копировальным слоем.
23. Наиболее часто практикуемые методы травления
• метод одностороннего химическоготравления
• метод двухстороннего химического или
электрохимического травления
молибденовой фольги.
24.
• При одностороннем химическом травлении обратнаясторона фольги покрывается слоем кислотоупорного
защитного лака. Этот вариант травления неизбежно
приводит к искажению края печатающего элемента в
результате бокового подтравливания.
• Несколько уменьшить величину подтравливания
позволяет способ одностороннего электрохимического
травления.
• Наиболее четкий край печатающего элемента удается
получить лишь при двухстороннем травлении, однако
этот способ требует нанесения копировального слоя с
обеих сторон и прецизионного совмещения фотоформ
при экспонировании и тем самым значительно
усложняет техпроцесс изготовления трафаретных
печатных форм.
25.
• Компромиссным вариантомизготовления печатных форм на
фольговых материалах следует считать
техпроцесс, использующий в качестве
формного материала биметаллическую
фольгу.
26. Преимущества
• перед способом одностороннеготравления более высокой
разрешающей способностью и
достаточно четким краем печатающего
элемента - 10 мкм;
• перед техпроцессом двухстороннего
травления — меньшей сложностью.
27. Технологии изготовления трафаретных цельнометаллических печатных форм
химическое и электрохимическоетравление
• гальванопластика
• микроштамповка
• микросверление
28.
• Первые три способа основаны наизготовлении фотоформы путем
нанесения на одну или обе стороны
формного материала копировального
слоя, с дальнейшим экспонированием и
проявлением копии. Химическое
травление сквозь свободные от
копировального слоя места позволяет
получить отверстия требуемой формы и
размера.
29. Виды травления
• изотропическое, когда травящеевещество действует равномерно во
всех направлениях
• анизотропическое, когда глубина
травления в одном (например,
вертикальном) направлении во много
раз превышает величину травления в
других направлениях
30.
• Одним из основных недостатковтехнологии травления является
округление острых и прямых углов в
изображении. Существующие способы
изготовления трафаретных
цельнометаллических форм
травлением сопряжены с рядом
трудностей, в частности, возникают
проблемы при нанесении
копировального слоя с целью создания
защитной пленки при травлении.
31.
• Тонкая фольга требует бережного отношенияпри выполнении операций припрессовки
пленочного фотополимера и нанесении в
центрифуге жидкой светочувствительной
композиции. Существует опасность
возникновения заломов, а при попадании
твердых частиц между копией и покровным
стеклом копировального устройства происходит
«чеканка», что приводит к браку.
Неоднородность микроструктуры
холоднокатаного фольгового материала
приводит при травлении печатающих
элементов к искажению их контура.
32. достоинства фольговых форм трафаретной печати
высокая механическая прочность;
высокая устойчивость к воздействию агрессивных
сред;
высокая сопротивляемость истиранию;
высокая разрешающая способность;
изготовление трафаретных форм различной
толщины (с целью регулирования подачи печатной
композиции);
контактная печать (без технологического зазора
между формой и запечатываемым материалом);
регенерация формных материалов;
возможность изготовления плоских и ротационных
форм.
33. Трафаретные печатные формы на основе сетчатого материала
• Прямой способ - нанесениекопировального слоя непосредственно
на сетчатую основу
• Косвенный способ, заключающийся в
предварительном получении копии на
съемном копировальном слое на
временной подложке, и последующем
переносе на сетку — основу
34. Прямой способ изготовления трафаретных печатных форм
35. Косвенный способ изготовления трафаретных печатных форм
36. Недостатки форм
• Изготовленных из синтетическихволокон: способность заряжаться
статическим электричеством и
притягивать пыль
• Печатной формы с основой из
металлических сеток: возникновении
пластической деформации сетчатой
основы при воздействии ракеля на
форму
37. Прямой способ получения трафаретных печатных форм на основе сетчатого материала
• Сущность изготовления форм прямымспособом заключается в копировании
фотоформы непосредственно на сетчатый
материал, покрытый копировальным слоем.
Для трафаретных печатных форм,
изготавливаемых прямым способом,
применяют, копировальные слои на основе
поливинилового спирта, а также жидкие и
твердые фотополимеризующиеся
композиции.
38. Фрагмент печатной формы, выполненной прямым способом копирования
39. Прямой способ изготовления трафаретных печатных форм с жидким копировальным слоем состоит из следующих операций:
• 1. Обезжиривание сетчатой ткани• 2. Нанесение на сетку жидкого
копировального слоя
• 3. Сушка слоя
• 4. Экспонирование прямого
диапозитива
• 5. Проявление
• 6. Ретуширование
40. Ракель-кювета
41. Схема нанесения копировального слоя и его сушки
42. Толщина копировального слоя в зависимости от условий печати.
• При печати штриховых изображений резкиекрая оттисков достигаются при толщине слоя
10-18 мкм на сетке 90 нитей на сантиметр и
более. Толщина слоя со стороны печати
должна составлять 10-20% толщины сетки.
• Для качественного воспроизведения
полутоновых изображений требуется тонкий
4-8 мкм копировальный слой, толщиной со
стороны печати 10% толщины сетки
43. Прямой способ изготовления трафаретных печатных форм с жидким и пленочным копировальными слоями состоит из следующих операций:
1. Обезжиривание сетчатой ткани
2. Перенос пленки
3. Нанесение жидкого копировального слоя
4. Сушка
5. Экспонирование прямого диапозитива
6. Проявление
7. Ретуширование
44. Прямой способ изготовления трафаретных печатных форм с пленочным копировальным слоем, переносимым с помощью воды состоит из
следующихопераций:
1. Обезжиривание сетчатой ткани
2. Нанесение на сетку смачивающего вещества
3. Перенос
4. Сушка
5. Экспонирование прямого диапозитива
6. Проявление
7. Ретуширование
45. Косвенный фотохимический способ изготовления печатных форм
• Способ заключается в изготовлениикопии с диапозитива на
светочувствительном материале,
нанесенном на временную подложку, с
дальнейшим ее переносом на сетку
формной рамы.
46. Трафаретные формы, вырезаемые вручную
• Отличаются превосходной резкостьюкраев. Этот тип форм используется для
больших надписей и сюжетов большой
площади. Для каждой краски отдельная
форма может вырезаться ножом или на
плоттере, управляемым компьютером.
47. Водорастворимая пленка
• отличается следующимипреимуществами: закрепляется с
помощью воды, подходит для всех
красок на основе растворителей,
печатная форма регенерируется струей
воды.
48. Целлюлозная пленка
• закрепляется на сетчатой основе припомощи растворителя. Такие пленки
устойчивы только к краскам на водной
основе.
49. При изготовлении косвенной трафаретной печатной формы выполняются следующие операции:
Придание шероховатости
Обезжиривание
Экспонирование
Фиксация
Проявка
Перенос
Сушка
50.
• Перед началом изготовления формы сетке должнабыть предана шероховатость со стороны печати, а
за тем сетка обезжиривается.
• Предварительно сенсибилизированный косвенный
копировальный слой экспонируется через подложку.
Время экспонирования определяется
экспериментальным путем.
• Фиксация (обработка веществом - фиксатором)
экспонированного копировального слоя
осуществляется в ванне перекисью водорода или
другим специальным средством по рекомендации
производителя.
51.
• Проявление производится путемпромывки теплой водой со стороны
копировального слоя. Температура
воды рекомендуется производителем.
• Для переноса пленка располагается на
стеклянной пластине, обработанной
пескоструйным устройством,
копировальным слоем вверх. Влажная
сетчатая ткань соединяется с пленкой.
Излишки воды удаляются с ракельной
стороны.
52.
• Сушка производится при комнатнойтемпературе, после ее завершения
отделяется полиэфирная подложка.
• «Игольчатые» отверстия и ткань вокруг
перекопированного изображения
ретушируются с помощью
водорастворимого наполнителя для
ткани (ретуши).
53. Оптимальные значения основных геометрических параметров трафаретных печатных форм:
• неровность поверхности пробельныхэлементов – не более 4мкм;
• неровность контура пробельных
элементов – 7–35мкм
• общая толщина копировального слоя,
обеспечивающая достаточное
сцепление его с сеткой, - 60-100мкм
54. . Диаграмма расхода копировального слоя
55.
• При экспонировании копировальныхслоев УФ-излучением засвеченные
участки отверждаются (сшиваются) и
становятся нерастворимыми в воде. Не
засвеченные участки остаются
водорастворимыми и вымываются
после экспонирования водой.
56. Схема копировального устройства с нижним расположением источника света
57. Схема копировального устройства с верхним расположением источника света
58. Источники света
• металлогалогенные лампы 2000-6000 Втртутные лампы
ртутные лампы высокого давления
ртутные галогенные лампы (ксеноновые)
сверхактиничные флуорисцентные лампы
дающие необходимый спектральный состав
излучения и необходимую освещенность (1020 тыс. люкс).
59.
• Для репродуцирования тонких линий ирастровых элементов требуется
точечный источник излучения. Для
остальных объектов подходят
трубчатые лампы. Если лампы
расположены рядом друг с другом, то
максимальное расстояние между ними
должно быть таким же как расстояние
до трафаретной формы.
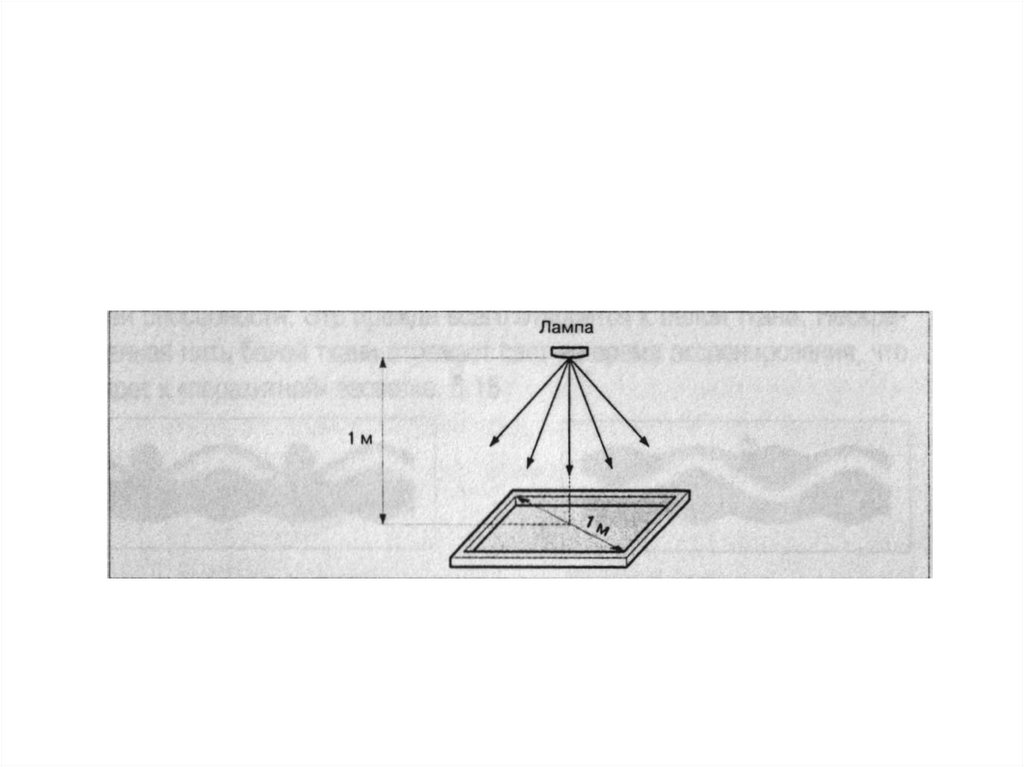
60.
• Сила источника выбираетсяпропорционально площади
экспонируемой поверхности.
Расстояние между копировальными
лампами и копировальной рамой
должно быть равно диагонали
экспонируемой поверхности и в полтора
раза превышать диагональ
экспонированного сюжета.
61.
• На рассеивающую способность сетчатыхподложек оказывает влияние угол падения
лучей источников освещения копировальной
установки. При больших углах возрастает
отражение света от нитей сетки, приводящее
к искажению элементов изображения. В связи
с этим рекомендуется использовать для
экспонирования источники освещения,
дающие параллельные лучи, направленные
по нормали к форме. Угол светового конуса
не должен превышать 60°.
62.
63.
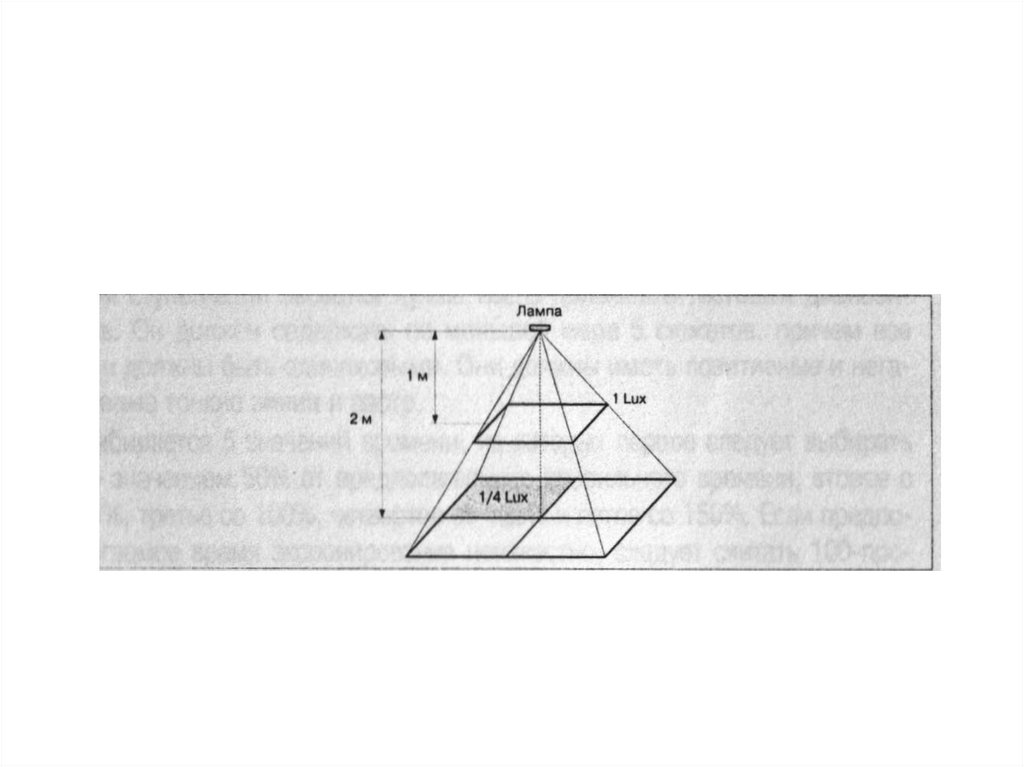
• Если расстояние между лампами икопией увеличивается, интенсивность
света падает в квадратичной
зависимости по отношению к
произведенному измерению. Поэтому
при увеличении расстояния время
экспонирования должно увеличиваться
на возведенный в квадрат множитель
данного увеличения.
64.
65.
llс
н ( н ) 2 с
lн 2
н ( ) с
lс
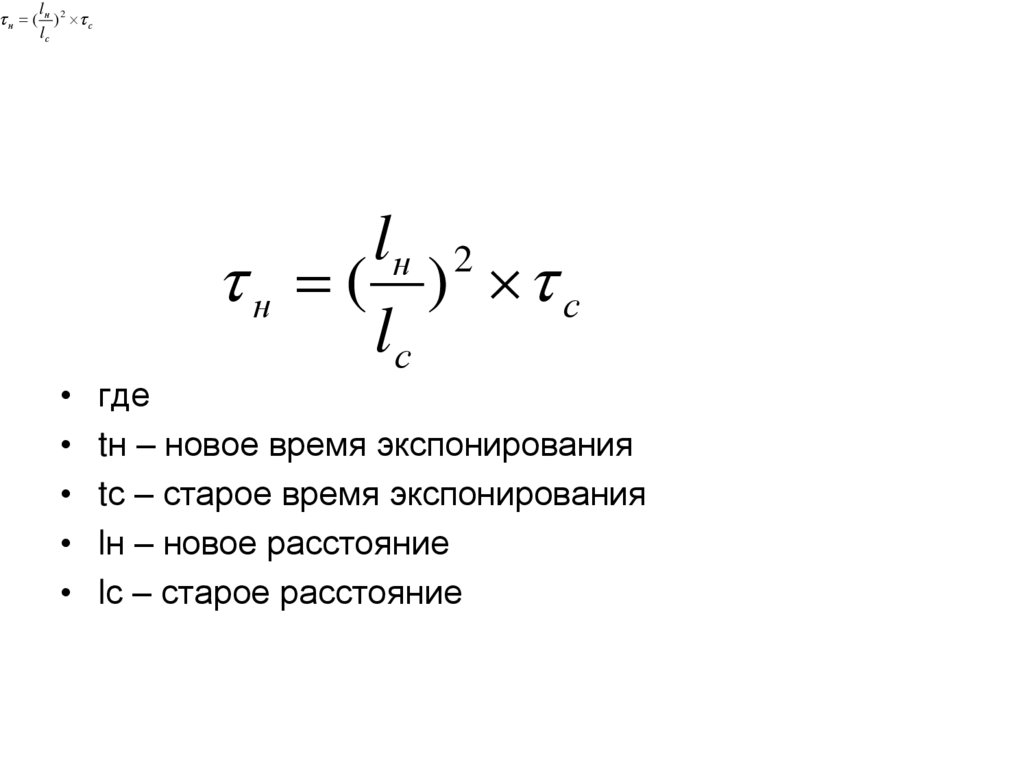
где
tн – новое время экспонирования
tс – старое время экспонирования
lн – новое расстояние
lс – старое расстояние
66.
• Большая толщина копировальногослоя, отражение света от нитей сетки и
недостаточный оптический контакт
между слоем и фотоформой вызывают
при экспонировании значительное
светорассеяние, что отрицательно
сказывается на графической точности
воспроизведения изображения.
67. Ступенчатая засветка
• Ступенчатая засветка служит дляопределения оптимального времени
экспонирования. Время экспонирования
зависит от типа копировального слоя,
ткани, общей толщины всех копируемых
материалов, источника света и
расстояния от лампы до
экспонируемого материала.
68.
• Признаком недостаточногоэкспонирования является жирная
поверхность копировального слоя.
• При недостаточном проявлении часть
растворенного фотослоя остается в
открытых местах ткани. После
последующей сушки остается
малозаметная вуаль, препятствующая
прохождению краски при печати.
69.
• В дальнейшем недостаточнопроэкспонированные трафаретные
печатные формы имеют плохую
устойчивость к растворителям,
печатным краскам и пастам и
механическим воздействиям.
• Трафаретные печатные формы,
экспонировавшиеся сверх
необходимого времени, теряют в
разрешающей способности.
70. Выполнение ступенчатой засветки.
• Для ступенчатой засветки лучше всегоприменять тестовый диапозитив. Он
должен содержать как минимум пять
сюжетов, причем все они должны быть
одинаковы и содержать позитивные и
негативные тонкие линии, а также
растровые элементы.
71. Тестовая пленка ESMA для определения оптимального времени экспонирования при изготовлении форм трафаретной печати
72. Тестовая пленка ESMA должна содержать следующие детали
• пять идентичных изображений для ступенчатогоэкспонирования
• позитивные и негативные детали
• радиально расположенные линии от 0,5 мм до
максимально возможного разрешения эмульсионного
фотослоя тестовой пленки
• поля с кольцами и линиями под различными углами
• линии различной толщины (от 0,025 до 1,00 мм)
• тексты различных размеров
• растр с линиатурой от 24 л/см под углом 45 ,
градации тона от 0% до 100%
73.
• Выбирается пять значений времени, изкоторых первое следует выбирать со
значением 50% от предполагаемого
правильного времени, второе с 75%,
третье со 100%, четвертое с 125% и
пятое со 150%. Если предполагаемое
время экспонирование не известно,
следует считать стопроцентным
значение в соответствии с данными
производителя копировального слоя.
74.
• Экспериментально установлено, что дооптимального времени экспонирования
копировальный слой имеет различную
окраску, а сверх оптимального времени
окраска слоя остается постоянной.
Кроме того, копировальный слой при
оптимальном времени экспонирования
не должен быть жирным.
75.
• В процессе копирования выделяетсязначительное количество озона и
тепла, поэтому в зоне копирования
необходима принудительная
вентиляция.
76. Проявление
• Проявление экспонированной копииосуществляется до полного вымывания
копировального слоя из ячеек сетки
печатающих элементов. Состав
проявляющего раствора определяется
видом копировального слоя.
77. Влияние различной толщины копировального слоя
• Толщина копировального слоя влияетна четкость элементов оттиска:
слишком тонкий копировальный слой
создает эффект «зубьев пилы»,
слишком толстый копировальный слой
также дает нечеткие края, оптимальный
слой дает четкий, чистый оттиск.
78. Влияние толщины копировального слоя на резкость элементов оттиска
79.
• При печати областей сплошных заливокначиная от штриха в 1,5 мм печатный
ракель может прижимать ткань к
запечатываемому предмету.
Вследствие этого слишком толстый
копировальный слой дает повышенное
нанесение краски по краям плашки
80. Влияние толщины копировального слоя на равномерность нанесения краски при печати плашек
81.
• Толщина копировального слояособенно влияет на нанесение краски
при растровой печати. На ткани по всей
области печати формируются
растровые элементы. Чем больше
толщина копировального слоя, тем
больше перенос краски.
82.
Слишком толстый копировальный слойоказывает влияние на:
• потерю растровых точек в «светах» и
смазывание растровых точек в «тенях»
(сдвиг растровых градаций)
• неточное воспроизведение цвета из-за
слишком большого нанесения краски
83. Влияние толщины копировального слоя на нанесение краски при печати растровой печати
84.
• В печати по изделиям из текстиля и керамикечаще всего применяются трафаретные краски
на водной основе. Для изготовления
трафаретных печатных форм применяют
копировальные слои на основе фотолаков,
которые для обеспечения устойчивости к
воде и химикатам химически дополнительно
обрабатываются отвердителем после
обычного процесса изготовления формы.
85. Процесс получения трафаретных форм для печати красками на водной основе состоит из следующих этапов
• 1. Экспонирование, проявка и сушка как уграфических форм трафаретной печати.
• 2. Ретуширование тем же копировальным
слоем, возможно специальным лаком.
• 3. Сушка и дополнительная засветка.
• 4. Нанесение отвердителя на 15-20 мин.
• 5. Очистка ячеек ткани от отвердителя
вакуумом или продуванием.
86.
• Для проникновения отвердителя вкопировальный слой необходимо проводить
процесс при комнатной температуре в
течении 15-20 минут. Затем отверждение
копировального слоя проводить при
температуре 50 ºС в течении 1 часа или при
комнатной температуре в течении суток.
• После окончательного отверждения
копировальный слой становится практически
не растворимым и не может удаляться из
ткани обычными реактивами,
применяющимися в трафаретной печати.
87. Удаление эмульсионного слоя.
• После печати краска вымывается изпечатной формы с помощью
очистителя, подобранного в
соответствии с краской. Эффективное
удаление копировального слоя
осуществляется сразу после печати, до
того как засохнет очиститель с
остатками краски.
88. Операции по удалению копировального слоя:
• 1. Промывка печатной формы дополного удаления ретуши.
• 2. Нанесение с двух сторон средства
растворяющее копировальный слой.
• 3. Промывка струей под высоким
давлением.
• 4. Удаление остатков краски
специальными средствами.
89. Копировальные слои
• В качестве копировальных слоев дляформирования печатающих и
пробельных элементов используются
жидкие и пленочные
светочувствительные материалы.
• Копировальный слой, обладая
определенной прочностью, достаточной
эластичностью должен сохранять свои
свойства в процессе печати и при
изменении климатических условий
(температуры, влажности).
90. Копировальные слои на основе поливинилового спирта.
91. Копировальный раствор может содержать в своем составе:
• латекс – для повышения тиражестойкости• краситель - для визуализации изображения и
снижения светорассеяния
• смачиватель – для улучшения
смачиваемости сетки в процессе нанесения
• пластификатор - для придания слою
эластичности.
92.
• Спирт получают щелочным иликислотным гидролизом (омылением)
поливинилацетата. Поливиниловый
спирт хорошо растворяется в воде и
высших спиртах. В этиловом спирте
нерастворим.
93.
• Преимущество поливинилового спирта каксинтетического коллоида не только в том, что
его изготавливают из непищевого сырья, но и в
том, что он может быть синтезирован с
коэффициентом полимеризации, заданным в
достаточно узких пределах. Поэтому в
процессах изготовления печатных форм
поливиниловый спирт вытеснил другие
коллоиды.
• При добавлении к поливиниловому спирту
небольших добавок бихромата аммония он
становится светочувствительным, способным
задубливаться под действие света и теряет
растворимость в воде
94. Светочувствительность поливинилового спирта в зависимости от содержания бихромата аммония
95.
• Под действием света в полимере, содержащем солишестивалентного хрома, происходит восстановление
двухромовокислой соли с выделением кислорода и
образованием Cr2O3, при этом образуется
промежуточный окисел Cr2O3 CrO3.
• (NH4)2Cr2O7+H2O 2CrO3+2NH4OH
• бихромат
хромовый гидроокись
• аммония
ангидрит
аммония
• 3CrO3 Cr2O3 CrO3 +3O
• 3Cr2O3 CrO3 3Cr2O3+3O
окись хрома
96.
• Светочувствительность поливиниловогоспирта зависит от наличия в молекулярной
цепи полимера спиртовых гидроксильных
групп с подвижными атомами водорода.
Гидроксильные группы поливинилового
спирта дегидратируются под действием
света и каталитического влияния Cr2O3, что
приводит к реакции конденсации и
«сшивания» молекулярных цепей
поливинилового спирта кислородными
мостиками в непрерывную трехмерную
систему.
97.
98.
• Для изготовления копировальных слоевприменяется поливиниловый спирт
щелочного гидролиза с содержанием
сухого остатка 8-12,5%.
Раствор поливинилового спирта с
добавками бихромата аммония –
негативная светочувствительная
композиция с чувствительностью, в 4-20
раз превышающую чувствительность
соответствующих композиций с
монохроматами.
99. Преимущества
• отсутствие токсичных составляющих врецептуре
• высокая разрешающая способность (до
50 лин/мм)
• простота проявления (водой)
• низкая стоимость
100.
• Важное значение имеет содержаниепримесей, увеличение их количества
снижает защитные свойства композиций
на основе поливинилового спирта. Для
удаления примесей применяется
промывка поливинилового спирта
этиловым спиртом, содержащим 4-5%
воды.
• Потери массы поливинилового спирта в
процессе промывки составляют 5-7%.
101.
• Добавление к копировальному слоюхлорной меди (0,7 г/л) значительно
повышает его светочувствительность.
• В качестве добавок в раствор
светочувствительной композиции
вводится смачиватель, улучшающий
растекаемость. Вязкость
поливинилового спирта зависит от
марки и партии материала. Требуемое
количество поливинилового спирта
определяется опытным путем для
каждой партии.
102.
• На качество слоя композиции влияеттакже и жесткость воды. Содержащаяся
в воде известь делает слой ломким,
уменьшает его сцепление с
поверхностью сетчатого материала.
Поэтому для изготовления композиции
используется дистиллированная вода.
103.
Для обеспечения хорошей адгезиикопировального слоя на основе
поливинилового спирта к поверхности
сетки в него добавляют поверхностно
активные вещества, этиловый спирт,
смачиватели НБ, ОП-7, ОП-10, иногда
их смеси.
104.
• Недостатком светочувствительныхкомпозиций на основе поливинилового
спирта является темновое дубление.
Это свойство исключает длительное
(более 3-5ч) хранение форм с
нанесенным слоем. Темновое дубление
усиливается с повышением
концентрации бихромата.
105.
• Некоторое влияние оказывают иклиматические условия: при низкой
температуре и влажности процесс темнового
дубления резко замедляется. При
увеличении влажности происходит набухание
слоя и уменьшение его адгезии к сетке.
Резкое изменение температур приводит к
отслаиванию копировального слоя.
Применение композиций на основе
поливинилового спирта со специальными
добавками повышает разрешающую
способность трафаретных печатных форм.
106.
• К недостаткам копировальных слоев наоснове поливинилового спирта
относится также пилообразность
контуров печатных элементов.
Целесообразно использовать на сетках
с высокой частотой нитей – от № 100 и
выше.
107.
• Высоко эффективны композиции на основемодифицированного поливинилового спирта.
Такие слои выпускаются в виде двух
композиций, смешиваемых непосредственно
перед использованием. При этом значительно
возрастает время использования композиции
(до 6 месяцев), уменьшается пилообразность
контуров печатающих элементов, улучшается
стабильность технологического процесса.
• Слои на основе хромированного или
модифицированного поливинилового спирта
после печатания могут удаляться химической
обработкой, а сетка может использоваться
повторно.
108.
• Копировальный слой на основеполивинилового спирта,
сенсибилизируемого диазосмолой,
обладает большой
светочувствительностью и несклонен к
темновому дублению.
109. Состав композиции ФСТ
Полимер метакриловой кислоты свинильными мономерами и
поливинилакрилатами
Инициаторы полимеризации
Ингибиторы и красители, растворенные
в этиловом спирте.
110.
• Композицию наносят на трафаретную раму,установленную под 20° к вертикали, в 5-7
слоев, перемещая ракель-кювету снизу
вверх. Сушка слоя производится также в
вертикальном положении. Экспонирование
осуществляется в вакуумной копировальной
раме при ультрафиолетовом излучении и
остаточном давлении в раме не более 0,2Па.
Проявление изображения осуществляется
теплым раствором соды и удаляется 10%
раствором щелочи.
111. Недостаток композиции ФСТ
• появление сети трещин на пленкепосле промывки уайт-спиритом при
снятии красок.
112. Фотополимерная композиция «Фотосет-Ж»
• Изготавливается на основеолигоэфиракрилата, полимеризуется из
жидкого состояния, что исключает
операцию сушки.Т. к. в ее состав входит
хлорное железо, разрушающее металл,
данная композиция применяется для
изготовления трафаретных печатных
форм только из синтетических волокон.
При этом способе жидкая композиция
наносится на сетку и фиксируется в
объеме армирующими пленками.
113.
• В жидком фотополимерном слое не должно бытьпузырьков воздуха и повреждений. Плотность
контакта достигается за счет прилипания
фотошаблона к материалу сетки, пропитанному
светочувствительной композицией. В связи с
защищенностью фотополимерной композиции от
воздействия кислорода армирующими пленками,
при экспонировании используются копировальные
установки без вакуумного прижима. Источником
света служат лампы ЛУФ, число которых должно
быть не менее восьми, расстояние от заготовки до
источника света 150мм. Экспонирование
производится в течение 10-15 минут. Режим
подбирается опытным путем.
114.
Копировальные слои новых поколений,такие как диазополимеры,
диазофотополимеры, двойная система
– комбинация фотоингибитора с
диазосоединением. Современные
копировальные материалы
обеспечивают простую обработку
печатных форм.
115.
• Наибольшее распространение получилижидкие универсальные композиции типа
Dirasol, Diasol, Diaplus (двухкомпонентные,
для красок на основе растворителей) и
Diacure W (двухкомпонентные для
водорастворимых красок). Основное
достоинство этих слоев заключается в
возможности их удаления с сетчатой основы
специальными препаратами типа
Recuperante streep D26 (в порошковом виде).
116.
• Качество трафаретных печатных формзависит от материала и толщины нити,
вида плетения и сетчатого материала.
Сетка как носитель пробельных
элементов определяет долговечность
трафарета и точность выполнения
печатного оттиска, нормирует
дозировку подачи краски.
117. Требования к сетчатым материалам
• величина просветов («живое сечение») должно бытьв 1,5-2,5 раза больше толщины нитей;
• отсутствие дефектов ткани (утолщения, обрывы
нитей, узлы);
• механические свойства ткани должны обеспечивать
прочность на разрыв, устойчивость к истиранию,
эластичность и отсутствие относительного
удлинения в процессе печати;
• устойчивость к взаимодействию с химическими
реактивами, применяемыми при печати и смывке
118. Полимерные волокна
• Карбоцепные (основные цепимакромолекул построены из атомов
углерода)
• Гетероцепные (В состав основных
цепей макромолекул гетероцепных
волокон входят молекулы углерода,
кислорода, азота и др)
119.
• Для технических целей выпускаютследующие полимерные волокна:
комплексную нить, состоящую из ряда
скрученных элементарных волокон
большой длины; моноволокно
(мононить) – одиночное волокно
большой длины различного диаметра
(от 50 до 2000 мкм); штапельное
волокно, образованное из коротких
отрезков (30-150 мм) – одиночных
волокон.
120.
• Толщина волокна характеризуетсяусловными единицами: текс, номер,
денье и грекс. Наибольшее
распространение получили текс и
номер волокна. Номер (N) обозначает
длину в метрах нити массой 1г; текс (Т),
денье (D) и гекс (G) – массу в граммах
нити длиной 1000, 9000 и 10000м.
121. Соотношение между выше указанными единицами
1000 D GT
N
9 10
122.
• В России и ряде других стран дляопределения толщины волокна
пользуются метрическим номером,
указывающим длину 1г волокна в
метрах. Чем выше номер волокна, тем
оно тоньше. Чем тоньше волокно, тем
выше устойчивость ткани к
многократным деформациям. В
зависимости от вида выполняемых
печатных работ подбирают
определенную толщину (номер)
волокна.
123. Прочность при растяжении
• Прочность при растяжении, или разрывноеусилие, определяют при максимальной
нагрузке, которую выдерживает волокно или
нить при растяжении к моменту разрыва.
Напряжение, соответствующее
максимальной нагрузке, предшествующей
разрушению нити, т.е. разрывному усилию
называется разрывным напряжением или
временным сопротивлением разрыву.
124. Временное сопротивление разрыву
PS
• - временное сопротивление разрыву,
Н/мм2;
• Р – разрывное усилие, Н;
• S – начальная площадь поперечного
сечения, мм2.
125.
• Структуру волокна обуславливает какего молекулярная структура (форм,
величина, взаимное расположение
молекул), так и надмолекулярная
(размеры, однородность по величине
агрегатов и кристаллов, соотношение
между кристаллической и аморфной
фракцией).
126. Начальный модуль или модуль упругости волокна
• Начальный модуль характеризуетспособность волокна к растяжению. Это
усилие, необходимое для вытягивания
на 1% волокна с площадью
поперечного сечения в 1мм2.
• Чем больше начальный модуль, тем
меньше ткань из этого волокна меняет
свою форму при растяжении.
127. Влажность
• Эксплуатационные качества сетчатойткани тем выше, чем меньше влаги
способно поглотить волокно, из
которого изготовлена ткань. Самой
низкой гигроскопичностью обладают
полипропиленовые волокна. Они
практически не набухают в воде.
Полиэфирные волокна имеют 0,5%
набухания.
128. Устойчивость к истиранию
• Этот показатель характеризуетсячислом циклов совершенных
истирающим диском до разрушения
волокна.
• Наиболее высокой устойчивостью к
истиранию обладают полиамидные
волокна, выдерживающие до 3400
циклов. Полиэфирные волокна
выдерживают до 1400 циклов.
129. Устойчивость к многократным деформациям
• Этот показатель связан с эластичнымисвойствами волокна (обратимым
удлинением) и характеризуется числом
двойных изгибов, которые выдерживает
волокно, не разрушаясь.
• Наибольшей устойчивостью к многократным
деформациям обладают полиамидные
волокна, выдерживающие 34000 циклов.
Полиэфирные волокна имеют более низкую
устойчивость деформации и выдерживают
14000 циклов.
130. Стойкость к климатическим условиям и светостойкость
• При длительном воздействии света,кислорода, влаги и температуры
свойства большинства полимерных
волокон ухудшаются, в частности
уменьшается молекулярная масса
полимеров и прочность волокна.
• Наименьшей светостойкостью
обладают полиамидные волокна.
131. Полиэфирное волокно.
• К основным видам полиэфирныхволокон относятся: лавсан (Россия),
терилен (Великобритания), дакрон
(США), тревир (ФРГ), тетарон (Япония),
элан (Польша).
• Волокно лавсана формируется из
расплавленного полимера. По
термостойкости лавсан превосходит
почти все химические волокна.
Пределы его нормальных рабочих
температур составляют -60…+175 °С
132.
• При обработке лавсана сухим горячимвоздухом при 200 °С в течении 5 минут
его прочность почти не изменяется.
Качество и форма сетчатой ткани из
лавсана также не изменяется при стирке
его водой при 60-70 °С и глажении
утюгом (до 150 °С). Лавсановое полотно
не гигроскопично и сильно
электризуется. Свойства этого
материала ухудшаются только под
действием ультрафиолетового
излучения.
133.
• Лавсан химически устойчив кбольшинству кислот и растворителей.
За исключением разрушения под
действием горячих растворов щелочей и
растворения фенолом и нитробензолом.
• Полиэфир отличается стабильностью
механических свойств, высокой
устойчивостью к растяжению и
истиранию, высокой светостойкостью.
Нечувствителен к климатическим
воздействиям
134. Полиамидное волокно.
• К основным видам полиамидных волоконотносятся капрон (Россия), нейлон (США),
перлон (ФРГ), амилан (Япония).
• Сырьем для получения капрона является
капролактам, синтезируемый из бензола и
фенола. Измельченный полимер перед
формованием расплавляют до 260-280 °C,
фильтруют и продавливают через фильеру в
шахту высотой 3-5 метров, где вытекающие
из фильеры струи обдуваются потоком
холодного воздуха, затвердевают и
превращаются в волокно.
135.
• Полиамидные волокна имеют большуюгладкость, что придает им сильный
блеск, но при этом возникает
пониженная сцепляемость, особенно с
копировальными слоями.
• Полиамидные волокна отличаются
стабильностью механических свойств,
устойчивы к истиранию и эластичны,
обладают хорошей смачиваемостью и
имеют высокую прочность на разрыв.
136.
• В воде полиамидные волокна набухают оченьслабо, увеличивая диаметр до 3%. В мокром
состоянии эти волокна теряют не больше 1015 % своей прочности.
• Гигроскопичность полиамидных волокон
сравнительно не высокая. Нормальная
влажность капронового волокна до 4,5%.
Полиамидные волокна сильно электризуются.
• При обработке в кипящей воде или при
действии водяного пара происходит снятие
внутренних напряжений и быстрое устранение
эластических деформаций волокна.
137.
• К растворам щелочей полиамидные волокнаимеют хорошую стойкость и не разрушаются
даже в горячих концентрированных растворах.
• К окислителям, особенно при повышенных
температурах полиамидные волокна
недостаточно стойки. Растворы гипохлоритов,
значительно снижают их прочность (за 30 минут
на 30%). Полиамидные волокна растворяются в
трихлорэтане, хлороформе, крезоле.
• При взаимодействии с кислородом воздуха и
световом воздействии снижается
светостойкость полиамидов. Фотохимическое
окисление волокна снижает прочность,
повышает жесткость и придает ему желтый
138.
• Некоторые свойства нитейнормированы: плотность 1140 кг/см3,
разрывная прочность не менее 500
Н/м2, относительное удлинение при
разрыве 15-20%, относительное
удлинение 7%, отклонение фактической
толщины волокна от нормальной не
более ±2,5%. При натяжении ткани на
раму относительная деформация
должна быть в пределах 7-10%.
139.
• Для предохранения рисункапечатающих элементов от искажений,
при экспонировании из-за рассеяния
света в нитях ткани, используется
защитная окраска ткани: красная,
оранжевая или желтая. Экспозиция при
использовании окрашенной сетки
увеличивается на 30-50%.
140. Переплетение нитей
• Сетчатые материалы вырабатываютсяиз нитей на ткацком станке. Нити,
идущие вдоль сетчатого материала,
называются основой нити, идущие
поперек – утком. Переплетение
описывает взаимное расположение
основных и утковых нитей и
определяется числом переплетения.
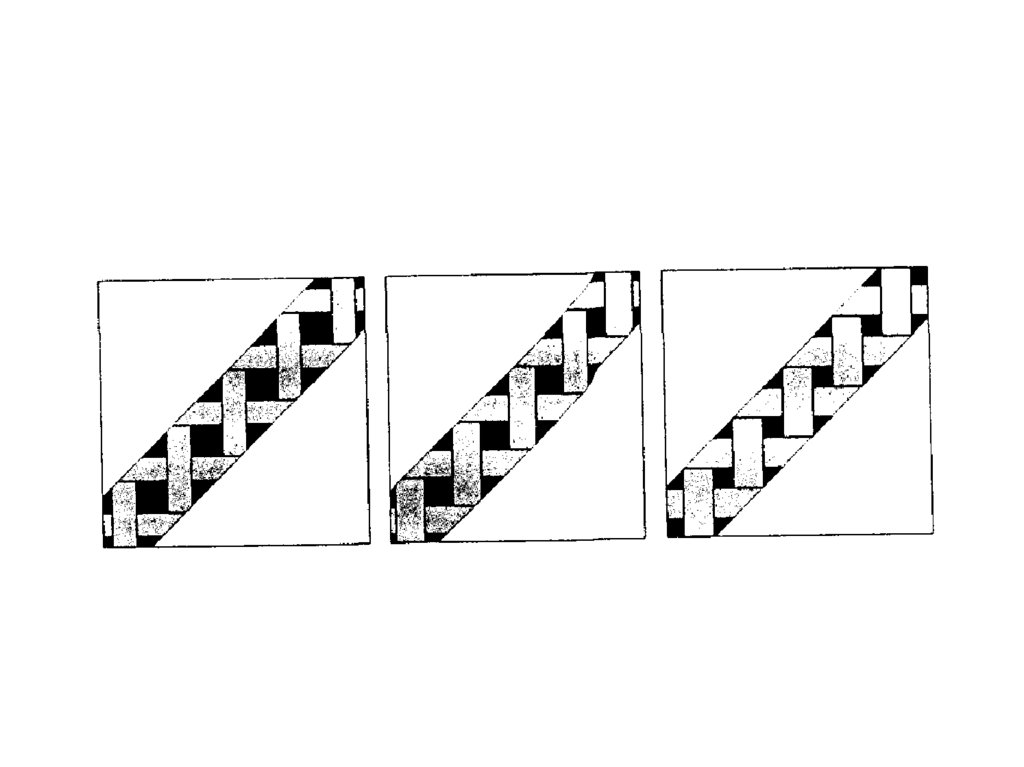
141. Виды переплетений используемые в трафаретной печати
а – холщевое переплетение, б – саржевое переплетение 2:1142. Ткани для трафаретной печати
• Нейлоновые и полиэфирные тканисетки типа «Монолен», «Метален»изготавливаются швейцарской фирмой
ZBF.
• Другой швейцарский производитель
SEFAR выпускает сетки также на
основе полиэфирного или нейлонового
волокна.
143.
• Полиамидная ткань РА-1000 и полиамиднаямодифицированная ткань РА-2000
отличаются высокой механической
прочностью, устойчивостью к истиранию,
хорошей смачиваемостью и эластичностью
при растяжении. Преимущества
модифицированной ткани РА-2000
заключаются в улучшенных характеристиках
отскока и высвобождения краски с хорошей
остаточной эластичностью для пригонки под
запечатываемые материалы с неровной
поверхностью.
144.
• Моноволоконная полиэфирная ткань РЕТ1000 с пониженным растяжением известнапод названием высокомодульная ткань,
отличается от обычной полиэфирной ткани
высокой степенью устойчивости к растяжению
и прочностью.
• Для печатания ультрафиолетовыми красками
выпускаются специальные сетки с золотистооранжевой окраской «Нитал-УФ» и «Этал
моно-УФ», исключающие эффект
нежелательного бокового рассеяния света.
Ширина полотен 100, 150 и 198см.
145.
• Стойкие к растяжению сетки из полиэфирноговолокна «Эстал моно» невосприимчивы к
колебаниям температуры, влажности и
агрессивным средам, обладают высокой
стабильностью размеров. Выпускаются
шириной от 105 до 370см.
• Японский производитель NBC выпускает
полиамидные и нейлоновые сетки шириной
107, 132, 152 и 203см длиной 30-60м, а также
металлические сетки шириной от 91, 101 и
122см, длиной 3м.
146.
• Для уменьшения толщины печатнойформы и следовательно, красочного
слоя на оттиске применяется
каландрирование тканей.
147. Каландрированные ткани (каландрирование 25-50%).
148. Геометрические показатели тканей трафаретной печати
• Основной геометрический показательтканей – число нитей и толщина нитей.
Число нитей в характеристиках ткани
указывается из расчета на 1 см.
Толщина или диаметр нити указывается
как номинальное значение, т.е.
относится к диаметру сырого волокна
перед плетением.
149. Геометрические параметры оказывают влияние на:
• возможность печати тонких штриховыхи растровых изображений
• резкость краев на оттиске
• характеристики высвобождения краски
• максимальную скорость печати
• толщину красочного слоя
• расход краски
• высыхание краски
150. Каждая ткань характеризуется следующими параметрами:
• ширина ячейки, мкм (w)• степень открытия сетки (открытая
поверхность сетки), % (a0)
• толщина сетки (толщина ткани), мкм (D)
• теоретический перенос краски, см3/м2
(V)
Эти параметры зависят от числа нитей
(Fn) и диаметра нитей (dn).
151.
• Основным геометрическим размеромявляется шаг ткани (t), представляющий
сумму ширины ячейки и диаметра нити
(t=w+d).
152. Обозначения «тип сетки» или «номер сетки»
• Характеризуют число нитей Fn наединицу длины (1см) и толщину нити
dn. Например, 120-34 означает 120
нитей на один погонный сантиметр, при
диаметре нити 34мкм. Значение dn
относится к диаметру сырой нити перед
плетением.
153. Значение букв в маркировке ситовой ткани
W – белая (white)
Y – желтая (yellow)
CY – окрашенная фильерой
PW – с холщевым плетением (Plain
Weave)
• TW – с саржевым плетением (Twill
Weave)
• OSC – каландрированная с одной
стороны (One Side Calandered)
154. Ширина ячейки (W)
Это расстояние между двумя основными илиутковыми нитями, измеренное в
проецированной плоскости ткани.
• Ширина ячейки определяет максимальное
значение среднего размера частицы
пигмента применяемой трафаретной краски.
• Ширина ячейки влияет на возможность
печати тонких штриховых и растровых
изображений, характеристики высвобождения
краски, толщину красочного слоя.
155.
• Для возможности пропускания краскисредний размер частицы пигмента или
агрегата должен быть на 30% меньше
ширины ячейки ткани.
156.
• Возможность применения ткани дляпечати тонких штриховых или
растровых изображений зависит от
числа нитей и соотношения между
толщиной нити и шириной ячейки.
157. В зависимости от отношения ширины ячейки к толщине нити ткани для трафаретной печати подразделяются на
• с шириной ячейки большей, чемтолщина нити
• с шириной ячейки равной толщине нити
• с шириной ячейки меньшей, чем
толщина нити
158.
159. Примерно значение теоретической разрешающей способности Ath ткани для трафаретной печати рассчитывается по формуле
dАth 2 t
w
t w d
160. Степень открытия сетки (открытая площадь сетки a0, %)
• Это сумма всех открытых отверстий наповерхности сетки. Ткань с a0=30,5%
имеет открытую поверхность и
полностью пропускает краску, при
значении a0=69,5% поверхность ткани
полностью закрыта и не пропускает
краску.
161. Теоретический объем краски Vth см3/м2
• Это значение рассчитывается изстепени открытия сетки и толщины
сетки. Эффективное количество краски,
воспринимаемое трафаретной тканью
определяется объемом открытых ячеек
V0. Расчет эффективного объема
краски дает пропорциональное, но
более высокое значение, чем
теоретический объем краски.
162. Параметры от которых зависит степень заполнения краской ткани
от скорости движения ракеля
от твердости ракельного плотна
от угла наклона ракеля
от заточки ракеля
от консистенции краски
163. Теоретический объем краски Vth
Vth0 D
100
164. Приближенный расход краски M (литров на 1000м2)
VthM
1000
165. Множители для впитывающей способности (S) запечатываемого материала:
• S для сильно впитывающегозапечатываемого материала – 0,5
• S для слабо впитывающего
запечатываемого материала – 0,8
• S для не впитывающего
запечатываемого материала – 1,0
166. Множители для процентного разбавления краски (V)
0% - 1,0
5% - 1,05
10% - 1,10
15% - 1,15
20% - 1,20
167.
• Белые волокна ткани отражаютпопадающие на них лучи и подсвечивают
участки изображения закрытые
непрозрачными участками фотоформы.
Кроме того, белые нити способны
распространять свет дальше, что ведет к
дополнительной паразитной засветке
вдоль волокон. В результате получаются
нерезкие края печати, и вследствие этого
изменение цветового тона растровой
печати при этом исчезают мелкие детали
изображения
168.
• Светочувствительность копировальных слоев,как жидких, так и на пленочной основе лежит в
УФ-области спектра 350-420 нм. Эффективная
защита от паразитной засветки должна
поглощать УФ-излучение точно в этой области.
Нужными свойствами обладает желтый цвет.
• Когда УФ-свет попадает на желтые нити, то
отражается только желтый свет, который не
может ни отвердить и ни как по-другому
повлиять на эмульсию, реагирующую только на
синий УФ-свет
169. Для уменьшения толщины красочного слоя возможны два приема
Если глянцевая поверхность
натягивается со стороны ракеля, то
уменьшении красочного слоя по
сравнению с обычными тканями
происходит на 10-15%.
Если глянцевая поверхность
натягивается со стороны печати, то
толщина красочного слоя
уменьшается на 15-25%
170. Уменьшении красочного слоя за счет применения каландрированных тканей
171. Металлические сетки
• Металлические сетки используются приповышенных требованиях к точности
продукции. Например, для изготовления
прецизионных печатных форм,
предназначенных для производства
печатных плат.
• Формы трафаретной печати на основе
металлических сеток используются не по
всей площади а лишь в ее центральной
части, что позволяет сократить расход сетки
в 2-3 раза.
172. Достоинства металлических сеток
• высокая химическая стойкость корганическим растворителям
• стойкость к истиранию
• низкое относительное удлинение
• в процессе на них не накапливается
статическое электричество.
173. Недостатки металлических сеток
• чувствительность к механическимвоздействиям
• низкая эластичность
• высокая стоимость
174. Рамы для трафаретных печатных форм
• Рамы являются основаниемтрафаретных печатных форм,
держателем сетчатой основы,
подвергаются воздействию длительной
нагрузки, обусловленной усилиями
натянутой ткани. Для обеспечения
качества работы материал рамы
должен быть жестким и химически
устойчивым.
175. Материалы для изготовления рам
• дерево• алюминий
• сталь
176. Преимущества алюминиевых рам
• возможность обтягиваться любымитканями
• низкий вес
• широкий ассортимент профилей
• низкая стоимость
• высокая коррозионная устойчивость
177. Недостатки
• заключаются в низкой прочности посравнению со стальными рамами
178. Преимущества стальных рам
• низкая стоимость• повышенные механические свойства
179. Недостатки
• низкая коррозионная устойчивость• большой вес
180. Профили рам трафаретной печати.
• Стабильность размеров рам зависят оттипа профиля и толщины стенок
элементов, составляющих раму.
Различаются прямоугольные и
специальные профили
181.
182.
183.
184.
185.
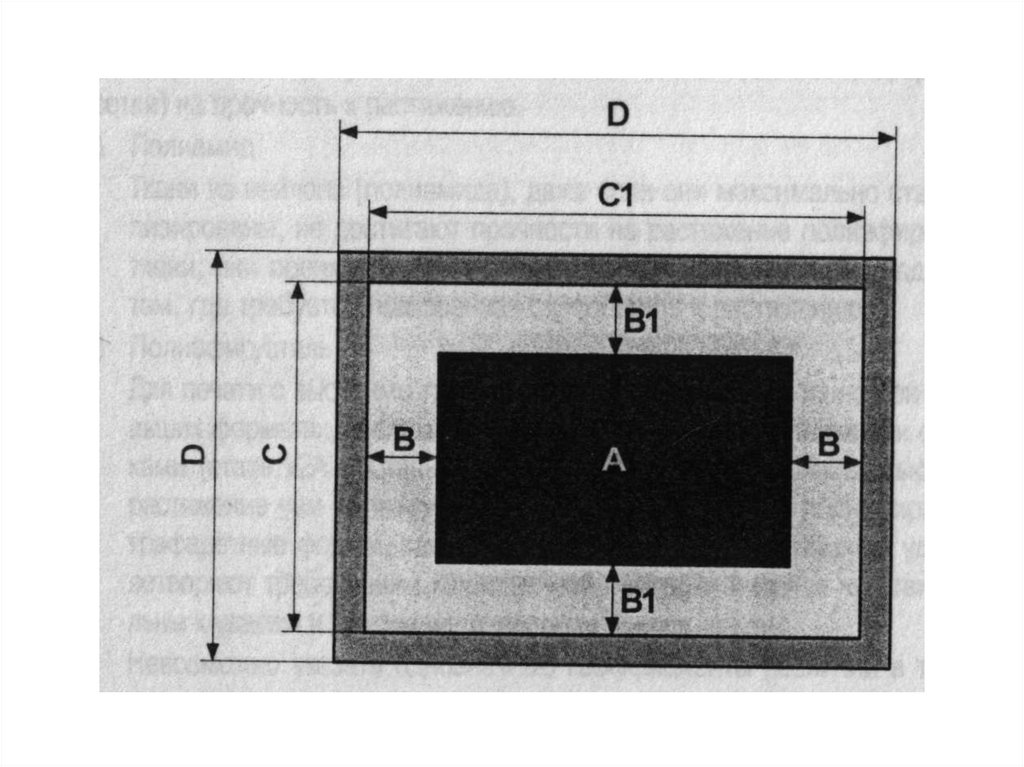
186. Форматы рам
• Выбор формата рам зависит отразмеров изображения и типа печати.
Всегда должна оставаться свободная
зона вне изображения,
обозначающаяся как зона покоя.
• Слишком маленькая зона покоя влияет
на точность приводки и на качество
печати
187. Схема трафаретной рамы: А – зона печати, В - зона покоя.
188. Предварительная обработка рам
• Рамы трафаретной печати принатяжении сетки не должны иметь
острых кромок и углов во избежание
повреждения и разрыва ткани. При этом
их поверхность должна быть
шероховатой. Это достигается
обработкой поверхности трафаретных
рам пескоструйными аппаратами, или
шлифовальными машинками с зерном
№ 24 или № 36.
189.
• После механической обработкиповерхности рам подвергаются
обезжириванию растворителями
(например, ацетоном). Исключается
использование растворителей на
основе масел.
• В случае применения тонких тканей
(каландрированные ткани и ткани от 100
нитей на сантиметр и более) рамы
предварительно покрываются слоем
клея, используемого для приклеивания
самой ткани.
190.
• Одним из важнейших факторов, влияющих награфическую точность воспроизведения,
является натяжение сетчатой основы
трафаретной печатной формы.
Неравномерность натяжения основы печатной
формы приводит к произвольной деформации
печатающих элементов как в процессе
печатания, так и при изготовлении формы.
Необходимое равномерное натяжение нитей как
утка, так и основы обеспечивает равномерность
толщины сетчатой основы по полю печатной
формы и, соответственно, равномерность
толщины копировального слоя.
191. Способы натяжения сеток
• Сухой• Мокрый
• С термообработкой при увлажнении
192.
• При сухом способе сетку натягивают на рамув сухом виде. Максимальное удлинение
сетки из синтетических материалов при
правильном растяжении достигает 4-6%.
• При мокром способе сетку увлажняют и в
сыром виде натягивают. При высыхании в
результате усадки нитей происходит их
дополнительное натяжение.
• Наиболее высокую скорость процесса
натяжения обеспечивает способ с
термообработкой. Сетка растягивается в
приспособлении с одновременным
подогревом.
193.
• При использовании двух последних способов впроцессе натяжения капроновая сетка 3-4 раза
увлажняется водой. Это позволяет ускорить
процесс самопроизвольного уменьшения
натяжения в нитях, обеспечить их более
равномерное натяжение и снизить усилия
натяжения. Ткань сетки предпочтительно
располагать так чтобы нити утка как более
прочные совпадали с направлением движения
ракеля. Относительные деформации
растяжения материалов сетки: капрона № 73-76
– 6-8%, фосфористой бронзы – 7%,
нержавеющей стали – 2%.
194.
• Для определения степени и качества натяженияситового материала в закрепленном, но не
натянутом состоянии, в геометрическом центре
наносится квадрат 100×100мм. Квадрат
располагается вдоль нитей по утку и основе.
После растяжения контролируется изменение
длины сторон квадрата, прямолинейность линий
квадрата (допускаемая не прямолинейность
0,5мм) и углы квадрата (допускаемая
неперпендикулярность 1°). Для обеспечения
контроля правильности натяжения в сетчатые
материалы через определенные интервала
вводятся цветные нити.
195. Диаграмма растяжения некоторых трафаретных тканей
196. Диаграмма натяжения трафаретной ткани
197. Диаграмма натяжения трафаретной ткани без промежуточной выдержки.
198. Методы контроля равномерности натяжения сетчатой основы:
• Силовой метод заключается визмерении натяжения специальным
устройством – ньютонтестером. К
достоинствам этого способа относятся
точность и оперативность, а к
недостаткам невозможность получения
объективной картины распределения
натяжения по всей поверхности
трафаретной печатной формы.
199.
• Координатный метод связан снанесением меток на натягиваемой
сетке и изучении изменения
геометрического положения этих меток.
Способ отличается более высокой
точностью и возможностью контроля
распределения натяжения по всей
поверхности формы. Недостаток этого
метода заключаются в необходимости
окрашивания сетки.
200. Закрепление сетки на раме
• приклеивание• механический способ (например,
защемлением в пазах)
201. Клеи используемые для приклеивания сетчатого материала к раме
двухкомпонентные клеи
резервные клеи
клеи УФ-отверждения
контактные клеи
202. Возможные причины ослабления натяжения:
• слабый профиль рамы• неправильное закрепление ткани в зажимах
натяжного устройства
• неравномерные усилия компонентов
натяжного устройства
• искривление геометрической плоскости рамы
• резкое изменение температуры
• малое время выдержки перед приклеиванием
203. Требования к трафаретным краскам
• не должны самопроизвольно протекать вячейки трафаретной формы и растекаться в
толстом слое на оттиске
• не должно образовываться длинных тяжей
при отделении формы, чтобы не произошло
смазывания изображения
• не должны длительное время высыхать на
печатной форме и быстро закрепляться на
оттиске
204. Параметры которые могут вызвать необходимость корректировки вязкости краски
температура окружающего воздуха
номер сетки
характер изображения
количество введенного растворителя
скорость печати
205. Испытание структурной вязкости красок.
• Для практической оценки качества ипригодности для печати трафаретных
красок ограничиваются испытанием
эффективной вязкости на простом и
точном вискозиметре Лорея, а также
применяют испытания условной
вязкости методом растекания.
206.
• Существенное влияние на качествотрафаретной печати оказывает степень
перетира, которая определяет
допустимые размеры отдельных частиц
пигмента. Дисперсность составляющих
краски должна быть не более 20 мкм.
Степень перетира контролируется
гриндометром «Клин».
207. Оптимальные климатические условия для проведения трафаретной печати
• температура воздуха 18-20 °C• относительная влажность 45-65%
• акклиматизация краски в помещении
должна быть не менее 24 часов.
208. Объективная лабораторная оценка цвета краски на оттиске может быть получена двумя способами:
• испытанием на фотоэлектрическихспектрофотометрах (получаются
спектрофотометрические кривые);
• испытанием на колориметрах (оценка дается
содержанием в измеряемом образце
стандартных цветов (красного, зеленого,
синего) с последующим пересчетом в
оптические константы: длина доминирующей
волны L, насыщенность R, яркость G)
209. Испытание прозрачности краски
• Печатают тонкий слой краски на поверхностистеклянной пластины с пятью порогами
оптических плотностей (от белого до
черного). В зависимости от просвечивания
границы того или иного поля судят о
прозрачности (или кроющей способности)
краски. Прозрачность выражают по
пятибалльной шкале: 5-прозрачная (видны
все пять полей), 1-непрозрачная кроющая
(все поля не просвечиваются).
210. Продолжительность высыхания краски
• К оттиску прижимается подопределенным давлением небольшой
поступательно движущийся резиновый
штифт, оставляющий след на
недостаточно полно закрепившемся
оттиске. Отмечают время, когда на
оттиске штифт не оставляет следа. Это
время характеризует скорость
закрепления краски на оттиске.
211. Подготовка печатных красок
• Подготовка печатной краски включаетподбор цвета и оттенка (согласно
оригиналу или пробному оттиску) и
корректировку печатно-технических
свойств.
212. Корректировка печатно-технических свойств красок включает
• изменение вязкости и липкости красок• изменение эластичности и
равномерности красочной пленки
• изменение скорости закрепления краски
на оттиске
• изменение стабильности краски в
процессе печати
213. Материалы используемые для корректировки печатно-технических свойств
• Растворители – летучие органическиежидкости для растворения печатных красок.
• Разбавители – летучие органические
жидкости, которые смешиваются с краской,
разбавляя ее. Применяются для замены
дорогих, токсичных или дефицитных
растворителей.
• Пластификаторы – нелетучие органические
растворители или разбавители,
сохраняющиеся в красочной пленке после
высыхания.
214.
• Ускорители (замедлители) – растворителиили разбавители, применяющиеся для
ускорения (замедления) высыхания красок,
закрепляющиеся путем испарения
растворителей.
• Укорачивающие добавки – материалы для
снижения дуктильности красок (уменьшения
длины красочных нитей).
• Загустители – пасты и сухие наполнители
(тонкодисперсные порошки), вводимые в
краски для увеличения их вязкости.
215.
• Сиккативы – материалы для ускоренияокислительной полимеризации
алкидно-масляных красок.
• Смывочные вещества – растворители,
используемые для смывки красок с
форм, ракелей, печатных станков и др.
216.
• В процессе печати может происходитьвспенивание краски («апельсиновая
корочка») и распыление изображения
на оттиске.
Вспенивание происходит из-за высокого
поверхностного натяжения краски и
устраняется добавлением
пеногасителя.
217.
• «Пыление» изображения возникает изза повышенного содержаниярастворителя и пониженной влажности
воздуха в цехе. В некоторых случаях
дефект устраняется испарением
растворителя в вытяжном шкафу при
20-25 °C и периодическом
перемешивании.
218. При выборе краски учитывается
• печатно-технические свойствазапечатываемого материала
• характер изображения
• тип печатного оборудования
• условия эксплуатации готовой
продукции
219. Краски для трафаретной печати на водной основе
• Aquaplast PW печать на пластике: виниле, ПВХ,полистироле, полиэтиленовых пленках с
покрытием. После высыхания пленки имеют
глянцевый вид, стабильны и долговечны.
• Aquacolor QL печать афиш и упаковочных
материалов из бумаги и картона, при
использовании УФ-сушки. Испарение
растворителя сокращено на 85%, быстро сохнет
при комнатной температуре, обладает высокой
стойкостью на истирание.
220.
• Aquaspeed Gloss GL - печатьвысококачественной продукции
(дорогой упаковки, визитных карточек).
Она обеспечивает повышенную
четкость контура изображения,
особенно при тонком штриховом
рисунке или растрированном
изображении.
221. Краски универсальной серии СТ
• Краски данной серии применяются длямаркирования и печатания на различных
подложках. Они представлены семью
основными цветами, а также бесцветным лаком
и пастой. При необходимости нужные тона могут
быть получены путем смешения красок. Для
увеличения яркости тона и повышения кроющей
способности краски в нее вводят белую краску
СТ3.19.1, для ослабления интенсивности
добавляют бесцветный лак СТ3.19.1-00 или
бесцветную пасту. Полученные смеси
тщательно перемешиваются.
222.
• Универсальные краски серии СТ 3.19.1 предназначеныдля печатания на различном оборудовании при
температуре 20 °C и относительной влажности до 90%.
При необходимости краски перед употреблением
разбавляют бензилацетатом, тетралином, бензиловым
спиртом или смесью этих растворителей. Бензиловый
спирт и бензилацетат оказывают замедляющее
действие на высыхание красок. При разбавлении красок
бесцветным лаком их вязкость несколько снижается, а
при разбавлении бесцветной пастой – увеличивается.
Если краска пузырится на оттиске, ее разбавляют одним
из указанных выше растворителей, а если этого
недостаточно, то вводят 0,5-2% полиметилсилоксановой
жидкости ПМС-200А.
223. Краски для трафаретной печати серии 45111 (ст. 3.10)
• характеризуются быстрым высыханием,обладают необходимыми печатнотехнологическими свойствами,
обеспечивающими легкость
прохождения краски сквозь ячейки
печатной формы и ее стабильность в
процессе печатания, позволяют
получить, гладкий матовый оттиск
224. Область применения
• Матовые быстросохнущие краски 45111предназначены для печатания на бумаге и
картоне при выпуске открыток, эстампов,
рекламы, афиш и другой изобразительной
продукции. Печатание осуществляется на
ручных трафаретных станках или
машинах с форм, изготовленных из
синтетических сеток № 73-76 прямым
способом.
225. Особенности применения
• Продолжительность высыхания красок взависимости от впитывающей
способности запечатываемого материала
составляет при температуре 18-22 ºC не
более 18мин, а при 70 ºC не более 30сек;
для разбавления применяют
этилцеллозольв; для замедления сушки
используется дибутилфталат в количестве
5-8% от массы краски, тетралин,
бензоловый спирт, пропиленкарбанат; для
смывки применяется этиллцелозольв или
ацетон
226. Особенности поставки
• краски бронзовые 45111-93 и 45111-94поставляются в виде двух компонентов (А
и Б). Перед печатанием компоненты
тщательно перемешиваются в
соотношении 7 частей компонента А и 3
части компонента Б.
• серебряная краска 45111-91 поставляется
как однокомпонентная система
227. Ассортимент
45111-01 – черная нейтральная
45111-20 – красная
45111-30 – голубая
45111-40 – зеленая холодная
45111-50 – желтая нейтральная
45111-51 – лимонная
45111-62 – коричневая
45111-84 – белая
228. Металлизированные краски
• 45111-91 – «серебро»• 45111-93 – бронзовая «бледно-богатое
золото» (двухкомпонентная)
• 45111-94 – бронзовая «богатое золото»
(двухкомпонентная)
229. Краски для трафаретной печати 45121 (ст.3.8)
• Имеют хорошие печатные свойства,легко продавливаются ракелем сквозь
ячейки трафаретной печатной формы,
не забивают печатные элементы форм
при перерыве в 10 мин, оттиски легко
отделяются от формы.
230. Область применения
• Применяются для переводных изображений ссырым переносом при изготовлении сырой
детской декалькомании, сырой декалькомании
технического назначения на гуммированной
бумаге марки ТП, а также для мелованной
бумаги и силикатного стекла. Красками этой
серии возможно печатать как на ручных станках,
так и на машинах трафаретной печати со
скоростью печатания от 120 до 2500 оттисков в
час. Печатание осуществляется на формах,
изготовленных прямым и косвенным из
синтетических сеток №№ 64-120.
231. Особенности применения
• Продолжительность высыхания красоксоставляет в естественных условиях 6-8
часов, при температуре 120 ºC не более
40мин; красочные пленки необходимо
переводить через 24 часа после печати,
за это время происходит полное
формирование красочной пленки и ее
оптимальных физико-химических свойств;
для разбавления и смывки применяется
керосин осветительный или уайт-спирит.
232. Ассортимент
45121-01 – черная
45121-21 – алая
45121-30 – синяя
45121-40 – зеленая
45121-50 – желтая
45121-62 – коричневая
45121-84 – белая
233. Краска для трафаретной печати серии 45631 (ст. 3.5)
• Область применения: быстросохнущиекраски на основе циклокаучука
предназначены для печати на ручных
трафаретных станках со скоростью
печатания 120-4000 оттисков с форм,
изготовленных на капроновой сетке №73-100
на предварительно обработанной газовым
пламенем потребительской таре из
полиэтилена или пропилена, а также для
печатания на прозрачном ударопрочном
полистироле ,органическом стекле, дереве,
картоне, мелованной бумаге.
234. Особенности применения
• В естественных условиях краски высыхают втечении 20 минут, при температуре 60 ºC краски
сохнут не более 6 минут; для разбавления
красок применяют смесь ксилола с тетралином
в соотношении 1:2; в качестве замедлителя
высыхания используется тетралин; для смывки
красок с печатной формой используется уайтспирит и ксилол; если в процессе печатания
возникает «апельсиновая корка», в краску перед
печатанием вводят 1-1,5% антивспенивателя
ПМС-200А.
235. Ассортимент
45631-01 – черная нейтральная
45631-10 – желтовато-оранжевая
45631-23 – пурпурная
45631-32 – зеленовато-голубая
45631-40 – зеленая холодная
45631-54 – красновато-желтая
45631-84 – белая
236. Краски для трафаретной печати серии 45981 (ст. 3.19.1).
• Область применения: универсальные краски этойсерии предназначены для печатания и маркировки
на различных подложках, для оформления книжных
переплетов на коленкоре, бумажной основе с
нитрополиамидным покрытием,
полиэтилецелофановой пленке, изготовления липких
аппликаций на полиэтилентерефталатной пленке,
маркирования печатных плат, декорирования
полимерной тары из винилпласта и композиций на
основе поливинилхлорида, печатания на стекле,
дереве, металлах, окрашенных поверхностях,
бумаге, картоне, изделиях из АБС пластика,
изделиях из пластмасс на основе
фенолформальдегидных и эпоксидных смол.
Печатание осуществляется на ручных трафаретных
станках и машинах трафаретной печати со
скоростью 3000отт/ч, сетки № 73-120.
237. Особенности применения
• В качестве растворителя используетсябутилацетат, этилцеллозольв, диацетоновый
спирт, бутилцеллозольв, сольварекс-10;
замедлители сушки – тетралин, бензилацетат,
бензиловый спирт; в естественных условиях
высыхание проистекает в течении 1,5-4ч, при 60
ºC в течении 10-20мин; для смывки печатных
форм используется ацетон, бутилацетат,
растворители 646, 648; для разбавления красок
этой серии и снижения их интенсивности
используется лак 45981-00; также для снижения
интенсивности и как загуститель используется
паста 45981.
238. Ассортимент
45981-01 – черная нейтральная
45981-13 – оранжевая
45981-20 – красная теплая
45981-25 - красная
45981-29 – красная прочная
45981-30 - синяя
45981-40 – зеленая холодная
45981-50 – желтая нейтральная
45981-51 – лимонная
45981-62 – коричневая
45981-84 – белая
45981-00 – лак
45981-80 – паста
239. Краски для триадной печати
• 45981-231 – пурпурная• 45981-331 – голубая
• 45981-531 – желтая
240. Металлизированные краски
• 45981-93 – бронзовая «бледно-богатоезолото» (двухкомпонентная)
• 45981-94 – бронзовая «богатое золото»
(двухкомпонентная)
• 45981-95 – серебристо-перламутровая
241. Краска трафаретная защитная щелочесмываемая 45461-82 (ст. 3.12-82)
• Область применения: краска предназначенадля печатания на ручных печатных станках и
машинах трафаретной печати со скоростью
120-1200 отт/ч, автоматических и
полуавтоматических линиях для
изготовления печатных плат, синтетические
сетки №№ 73-76, сетки и нержавеющие
проволоки №004, изготовление печатных
плат на фольгированных диэлектриках,
обеспечивает получение проводника с
минимальной шириной 300мкм. Краска
выпускается белого цвета.
242. Особенности применения
• Для разбавления применяетсяэтилцеллозольв, бутилцелозольв, смесь
этилцелозольва с бензиловым спиртом
(1:1); ускоритель сушки – этилцелозольв;
замедлитель сушки – бензиловый спирт;
смывка – ацетон, толуол, растворители
646 и 647, этилцеллозольв; красочная
пленка устойчива к действию хлорного
железа
243. Краски серии ТНПФ
• предназначенные для не впитывающихзапечатываемых материалов
изготавливаются в следующем
ассортименте: 01 - черная, 20 – алая, 30 –
голубая, 54 – красновато-желтая, 84 – белая.
Черная и голубая краски – кроющие (к), а
остальные полупрозрачные (п). Связующим
служит раствор пентафталевой алкидной
смолы в уайт-спирите с добавлением
сиккатива. Краска содержит также водный
раствор поливинилового спирта и смолу Д1600.
244. Краски для трафаретной печати серии 45971(ТНПФ)
• обладают необходимым комплексомпечатно-технических свойств, легко
продавливаются сквозь ячейки
печатающих элементов формы,
стабильны в печати, обеспечивают
четкость воспроизведения графических
элементов, на подложке обеспечивают
равномерный красочный слой с гладкой
глянцевой поверхностью.
245. Область применения
• Серия алкидномасляных красок для невпитывающих поверхностей
предназначена для печатания на ручных
трафаретных станках, служит для
запечатывания часовых циферблатов из
полистирола, металлических приборных
панелях покрытых эмалями НЦ-12, МЛ12, МЛ-25, МЛ-152, МЛ-165,
полиэтиленовых кульках, бумаге и
картоне различных сортов и на
алюминиевой фольге.
246. Особенности применения
• Продолжительность высыхания краски вестественных условиях составляет 7-8
часов, при температуре 120 ºC краски
высыхают за 30-40 минут; выпускаются в
готовом к применению виде; в качестве
разбавителя применяется уайт-спирит;
замедлитель высыхания – тетралин,
ускоритель высыхания сиккатив
нафтенатно-кобальтовый в количестве
1,5-2% от массы краски; смывочные
средства – уайт-спирит, ацетон.
247. Ассортимент
45971-01 – черная нейтральная
45971-10 – желтовато-оранжевая
45971-20 – красная теплая
45971-25 – красная (отличается повышенной
светостойкостью)
45971-29 – красная прочная
45971-30 – голубая
45971-40 – зеленая холодная
45971-54 – красновато-желтая
45971-62 – коричневая
45971-84 – белая
248. Металлизированные краски
• 45971-91 – «серебро»• 45971-93 – бронзовая «бледно-богатое
золото» (двухкомпонентная)
• 45971-94 – бронзовая «богатое золото»
(двухкомпонентная)
249. Краски серии ТУМС
• быстросохнущие, универсальные изготавливаются в следующемассортименте: ТУМС – 01 – черная (к), 26красная (п), 30 – синяя (к), 40 – зеленая (к),
55 – желтая (п), 84 – белая (п). Связующим
служит раствор алкидно-стирольного
сополимера в уайт-спирите. Закрепляется
испарением растворителя и окислительной
полимеризации. Для ускорения закрепления
вводятся сиккативы. В качестве структурной
добавки, придающей аномалию вязкости и
тиксотропию, применяют аэросил.
250. Св-ва красок серии ТУМС
• легко продавливаются через сетчатыйматериал
• достаточно стабильны при печати
• оттиски легко отделяются от формы
• краски при печати образуют гладкую
блестящую поверхность, причем блеск
оттиска не зависит от свойств
запечатываемого материала
251.
• «желатинизация» - необратимыйпроцесс возрастания вязкости, в
результате чего краска утрачивает свою
подвижность и способность переходить
в вязкотекущее состояние при
размешивании и разбавлении.
252. Краски для трафаретной печати серии 45931 (ТУМС)
• обладают хорошими печатнымисвойствами при печатании с форм,
изготовленных из синтетических тканей
№№73-76, красочная пленка тепло- и
влагоустойчива, обладает достаточной
кроющей способностью, свето-,
кислото- и спиртостойка, обладает
высоким блеском и адгезией.
253. Область применения
• Быстросохнущие краски универсальногоназначения серии 45931 предназначены
для печати на ручных станках открыток,
рекламной продукции на бумаге и картоне,
оформления книжных переплетов из
коленкора и ледерина, суперобложек и
изобразительной продукции на
триацетатцелюлозной пленке,
изготовления приборных шкал из
полистирола, силикатного и органических
стекол, маркирования изделий из
пластмасс.
254. Особенности применения
• В качестве растворителей используется Уайтспирит, керосин, бутилцеллозольв, тетралин,спирт бензиловый; замедлители сушки –
тетралин, бензиловый спирт; высыхание в
естественных условиях от 3 до 6 часов, при
температуре 120 ºC – 15-20 мин, при
температуре 50 ºC – 30-40мин; если в процессе
печатания поверхность красочного слоя
приобретает вид «апельсиновой корки», то
перед началом печати вводят 1-1,5%
антивспенивателя ПМС-200А; для смывки
используется уайт-спирит и ацетон
255. Ассортимент
45931-01 – черная нейтральная
45931-26 – ярко-красная
45931-30 – голубая
45931-40 – зеленая холодная
45931-55 – желтая
45931-84 – белая
256. Краски для трафаретной печати серии 45531 (ТПХВ)
• Краски данной серии обладаютдостаточной кроющей способностью,
светостойкостью, водостойкостью, а
также устойчивостью к истиранию и
отмарыванию.
257. Область применения
• Матовые краски для трафаретнойпечати серии 45531 предназначены для
печатания на ручных станках или
машинах трафаретной печати со
скоростью 1200-1500 оттисков в час для
оформления изделий из
поливинилхлоридной (ПХВ) пленки и
книжных переплетов из ледерина.
258. Особенности применения
• При печати на ледерине в качестве растворителяприменяется уайт-спирит в количестве 10% от массы
краски, во избежании коагуляции краски уайт-спирит
вводится небольшими порциями постепенно при
тщательном перемешивании каждой порции; при
печатании на ПХВ-пленке краски разбавляются в
количестве 5-15% от массы краски циклогексаноном,
обеспечивающим лучшее закрепление краски на ПХВпленке и сокращающем время высыхания; при
печатании красками этой серии используются сетки
№№ 73,76; время высыхания на ледерине в
естественных условиях – не более 10мин, на ПХВпленке в естественных условиях не более 60мин, на
ПХВ-пленке при 40 ºC – не более 10мин; для смывки
применяется ацетон, этилацетат, бутилацетат.
259. Ассортимент
45531-01 – черная нейтральная
45531-23 – пурпурная
45531-30 – голубая
45531-48 – зеленая
45531-51 – лимонная
45531-84 – белая
260. Краски для трафаретной печати серии MARABU (Германия)
• Ultrastar UVS: высокий глянец, быстрое высыхание,хорошая кроющая способность, устойчивость к
химическим, атмосферным воздействиям и выцветанию
• Область применения: самоклеящиеся ПВХ-пленки,
самоклеящиеся полиэтиленовые (РЕ) и
полипропиленовые (РР) материалы, предварительно
обработанные коронным разрядом, предварительно
обработанных полиэстровых пленках, бумаге, картоне.
• Особенности применения: в качестве растворителя
используется реактив UVV2 ReactiveThinner; для
увеличения адгезии применяются модификаторы
AdhesionModifier UVHV1, UVHV2, UVHV4 и UVVM; для
ускорения сушки применяются акселераторы UVB1 и
UVB2.
261.
• Libraprint LIP – универсальная краска дляграфической трафаретной печати со слабым
запахом.
• Область применения: самоклеящиеся пленки из
ПХВ, жестком и мягком ПХВ, полистироле,
полиметилметакрилате, поликарбонате, бумаге,
мягких и твердых картонах.
• Особенности применения: в качестве
растворителя используются реактивы UVK2 и
PSV; для замедления сушки используются
замедлители SV1, SV9 и VP; для смывки
применяется очиститель UR3.
262.
• Libraspeed LIS – малопахнущая краска наоснове растворителя с очень быстрой
сушкой. Применяется специально для
печати на полистироле.
263.
• Marapol PY – высокоглянцевая, быстросохнущая краскас хорошей кроющей способностью. Может применяться
как одно и двухкомпонентная. Красочная пленка
обладает пластичностью и устойчивостью к
химическому воздействию.
• Область применения: предварительно обработанные
изделия из полиэтилена и полипропилена, а также
жесткий ПВХ.
• Особенности применения: в качестве растворителя
используются реактивы UKV1 и UKV2; для замедления
высыхания применяются реактивы SV3, SV5, SV9 и VP;
для создания матовой красочной пленки используется
матирующая паста.
264.
• Maraprop PP – однокомпонентнаяшелковистоглянцевая краска на базе
растворителя. Обладает хорошей
адгезией к полипропилену (РР).
• Особенности применения: в качестве
растворителя используется реактив
QNV, для замедления высыхания SV1 и
SV9, смывочное средство UR3.
265.
• Maraflex FX – шелковистоматоваякраска на основе растворителя.
Красочная пленка устойчива к
механическим воздействиям и может
ламинироваться.
266. Краски для трафаретной печати APOLLO (Великобритания)
• APOLLO GLOSS VINYL – краски для печати наразличных гибких и жестких пластмассовых
материалах, изделиях из акриловых полимеров,
сополимера акрилонитрила, бутадиена и стирола
(ABS), поликарбоната, ацетобутрилата целлюлозы
(САВ), полиэфиров с покрытием и ацетата
целлюлозы. В процессе печати не забивают сетку,
легко наносятся, имеют слабый запах. После
высыхания образуют высококачественный глянец,
эластичны, устойчивы к атмосферным
воздействиям и бензину.
267.
• APOLLO LAMINATING – краски применяемыепри изготовлении кредитных карточек,
лотерейных билетов и т.д. Эти краски имеют
высокую укрывистость и уникальный эффект
«богатого» золота, серебра и других
многоцветных красок–металликов. Краски
специально разработаны для дальнейшей
обработки высоким давлением и температурой:
припрессовка защитных пленок,
ламинирование горячее тиснение фольгой,
нанесение голограмм и т.д. Краска устойчива к
воздействию клеев и соскабливаемых красок.
268.
• APOLLO NYLON BAG – трафаретные краскидля прямой печати на нейлоновых
синтетических тканях. Краски этой серии
имеют хорошие адгезионные свойства,
эластичные, обладают высокой
укрывистостью и стойкостью к смыванию.
Поставляется вместе с катализатором.
Введение в краску катализатора повышает
адгезионные способности краски и позволяет
устойчиво печатать на материалах трудно
поддающихся запечатыванию.
Использование краски без катализатора
возможно в случае, когда к краске не
предъявляются высокие требования к ее
кроющей способности.
269.
• APOLLO DYNAPOL – краска обладаетхорошей адгезией к изделиям и листовым
материалам из полипропилена, к
разновидностям полиэтилена, полученным
литьем под давлением. Устойчива к
щелочам, моторным маслам, моющим
средствам и слабым кислотам. Не содержит
свинец, используется для окрашивания
игрушек. Образует гладкую матовую
поверхность.
270.
• APOLLO NEPTUNE – водорастворимыетрафаретные краски, предназначенные для
прямой трафаретной печати на хлопковых
тканях и большинстве тканей, содержащих
полиэфир и хлопок. Используется при печати
«сырое-по-сырому», то есть в процессе
получения многоцветного оттиска нет
необходимости промежуточной сушки
оттисков. При этом не происходит
отмарывания. Красочный слой не изменяет
структуры ткани, что позволяет запечатывать
футболки.
271. Печатные пасты
• Трафаретная печать используется втехнологии производства гибридных
толстопленочных интегральных
микросхем для нанесения «толстых»
(более 10 мкм) слоев различных
материалов, выполняющие роль
полупроводников, резисторов и
диэлектриков в соответствующих
конструктивных элементах.
272. Печатные пасты
• Печатные композиции (пасты) весьма разнообразны.Для создания проводящих слоев применяются пасты
на основе благородных металлов (Au, Ag, Pd и др.).
Типичный состав проводящей пасты представляет
собой 12% Pd, Au и 13% стекловидного связующего
материала. Такие составы высыхают при
температурах 850-1000 °C. Пасты для резисторов
готовят на основе проводящей пасты из палладия,
серебра, вольфрама и карбида вольфрама, а
диэлектрической фазы – оксиды металлов и стекла.
Изменяя концентрацию диэлектрической
составляющей, можно регулировать поверхностное
сопротивление пленок в широких пределах.
273.
• В микроэлектронике используютзащитные лаки и проводниковые пасты.
Основным компонентом проводниковых
паст является металлическая фаза, от
которой зависит большинство
параметров получаемых микросхем.
274. Проводниковые пасты
• Выпускаются в широком ассортименте.В основном эти пасты изготовлены на
основе благородных металлов и их
смесей.
275. Резистивные пасты.
• В настоящее время выпускаютсярезистивные пасты на основе серебра,
палладия, рутения, индия, которые
широко используются для изготовления
толстопленочных резисторов методом
трафаретной печати с последующей
термообработкой. Разработаны
составы диэлектрических
фотополимерных паст.
276. Сушка оттисков в трафаретной печати
• Проблема сушки в трафаретной печатирешается в двух направлениях:
создание быстрозакрепляющихся
красок и разработка
высокопроизводительного сушильного
оборудования
277. Стадии закрепления краски
• «схватывание» или первичноезакрепление
• окончательное закрепление
278. Процессы используемые для закрепления краски
-химическое пленкообразование,-впитывание и отделение растворителя
-испарение растворителя
279. Недостатки растворителей
• не участвуют в образовании красочнойпленки
• токсичны
• дорогостоящи
• способны заряжаться статическим
электричеством
280.
• Для полимеризации красок схимическим механизмом закрепления
используются сушильные устройства с
лампами УФ-излучения. Краски в состав
которых входят органические
растворители, высушиваются обдувом
горячего воздуха или под действием
ИК-излучения.
281. Недостатки сушки горячим воздухом
• большие размеры сушильных устройств• значительное потребление
электроэнергии
282. преимущества красок УФ-закрепления
преимущества красок УФзакрепления• высокая скорость сушки
• отсутствие нагрева запечатываемого
материала
• отсутствие теплового расширения и
усадки
283. Ракель
• Ракель для ручной печати состоит издеревянного, пластикового или
металлического держателя и
ракельного плотна из
маслобензостойкой натуральной или
синтетической резины: неопрен или
полиуретан (вулколан, улон).
284.
• Ракельное полотно должно обладатьнеобходимой твердостью, упругостью и
эластичностью, устойчивостью к
истиранию и действию печатных красок
и растворителей. Ракельное полотно
(нож) должно быть ровным по толщине,
равномерно заточенным под
определенным углом, без зазубрин и
заусенцев.
285.
• Боковые стороны и кромки ракелянедолжны иметь изъянов, пустот и
царапин, поскольку это приводит к
возникновению полос при печати.
Ракели должны часто затачиваться и
шлифоваться: острые и чистые края
ракеля являются основным условием
качества печати.
286.
• В печатных устройствах используются двавида ракелей: печатающий и орошающий
(питающий). Печатный ракель обеспечивает
контакт печатной формы и запечатываемого
материала, осуществляет процесс
дозирования краски путем продавливания ее
через ячейки сетки печатающих элементов
трафаретной печатной формы на
запечатываемый материал. Для
разравнивания краски на форме в печатных
устройствах применяют скребок
(«орошающий ракель» или «сателлитный») из
фторопластовой или металлической пластины
287. Профили заточки ракеля
288. Условие высокого качества печати
• применение ракеля с тщательноотшлифованной рабочей поверхностью. При
длительной эксплуатации рабочая кромка
ракеля изнашивается, уменьшается угол
наклона ракеля в зоне контакта, что
увеличивает переход краски и уменьшает
четкость изображения на оттиске. Кромка
ракеля периодически затачивается в
специальных станках. Для резинового ракеля
оптимальная твердость должна составлять
45-85 единиц по Шору.
289.
• Орошающий ракель изготавливается изрезины, пластика или металла, его
кромка притуплена и заполирована.
Длина орошающего ракеля на 20-30мм
больше длины печатающего ракеля.
290.
• Одной из проблем трафаретного способапечати является правильный выбор ракеля и
регулировка его механизмов. Особые
трудности возникают при печати средних и
больших форматов и при запечатывании
материала с разной толщиной.
Неравномерный прижим ракеля приводит к
неравномерному распределению краски, ее
избытку в отдельных местах, некачественной
печати, плохой сушке. Увеличение силы
прижима ракеля к печатной форме вызывает
ее ускоренный износ.
291.
• Необходимый контакт между формой изапечатываемой поверхностью, а также
перенос краски достигаются путем
создания гидродинамического давления
в красочном клине за счет
относительного движения ракеля и
формы.
292.
• Интенсивность перехода краски черезпечатающие элементы формы на
запечатываемый материал зависит от
двух давлений: гидродинамического,
возникающего в красочном клине, и
гидростатического, обусловленного
массой печатной краски.
293. Схема формирования гидродинамического давления в красочном слое в зоне печати
294.
• Уменьшение угла наклона ракеля кформе α, увеличение вязкости краски и
скорости печати способствует
повышению гидродинамического
давления и перехода краски на
запечатываемую поверхность.
295. Печатный процесс на ручных станках и машинах трафаретной печати состоит из следующих технологических операций:
• установка и закреплениезапечатываемого изделия
• создание печатного контакта и подача
краски
• получение оттиска
• съем запечатываемого изделия
• закрепление краски на оттиске (сушка)
296.
При выполнении печати (перемещенииракеля по печатной форме или печатной
формы относительно неподвижного ракеля)
необходимо:
• Установить печатную форму на оптимальном
расстоянии от запечатываемой поверхности
(технологический зазор).
• Придать ракелю определенный угол наклона.
• Соблюдать оптимальное давление и
скорость перемещения ракеля.
297. Приводка
• Приводка обеспечивает точное совмещениекрасок при многокрасочной печати, а также
требуемое расположение печатного
изображения на запечатываемом материале,
в строгом соответствии с оригинал-макетом.
• Положение запечатываемого материала в
машине или на ручном станке определяется
упорами, по которым устанавливают каждый
экземпляр. На трафаретных машинах
положение упоров постоянное, поэтому
приводка достигается перемещением
печатной формы.
298.
• В трафаретной печати приводкаосуществляется в два приема: в процессе
изготовления печатной формы при выборе
расположения фотоформы относительно
рамы и перед началом печатания тиража
путем перемещения и фиксации положения
печатной формы относительно
предварительно сориентированного листа
или листа относительно неподвижной
формы.
299.
• Под точностью приводки понимается полноесоответствие между оригиналом (например,
диапозитивом) и изображением на оттиске. В
многокрасочной печати соответствие в
воспроизведении цветов, а также соответствие
между оттисками в начале и конце тиража. Кроме
того, точность приводки означает постоянство
геометрического расположения на разных оттисках,
то есть стабильность расстояния от изображения до
краев запечатываемого материала или неизменность
углов между осями изображения и осями
запечатываемого материала.
300. Факторы влияющие на точность приводки
вязкость краски
давление ракеля
скорость печати
свойства поверхности запечатываемого
материала
• стабильность печатной формы
301. Изменение геометрических параметров трафаретных рам под действием натяжения сетки
302. Специальная рама с выгнутыми наружу сторонами.
303. Величины прогиба некоторых трафаретных рам под действием натяжения сетки
304.
305. Технологические рекомендации по печати для точности приводки
• Печатание должно производиться наабсолютно ровном столе, при отскоке
минимальном и равномерном по всей
площади печати, в поперечном
формате (короткий ход ракеля).
306. Оптимальные климатические условия для печати:
• влажность воздуха 55-65%• температура 18-21%
307. Эффектные растры
зернистый (corn) растр;
червячный (worm) растр;
линейный (line) растр;
круглый (circular) растр
308. Типы растра четырёхкрасочной печати
точечный растр;
круглая точка;
эллиптическая точка (цепочка);
квадратная точка (шахматная доска)
309. Типы растров для четырехкрасочной трафаретной печати
310.
• Особенностью растрирования изображенийявляется смыкание растровых точек, причем
для каждому типу точек соответствует свой
процент покрытия поверхности когда
происходит смыкание: растр с круглой точкой
- смыкание растровых точек при 70%; растр с
эллиптической точкой - смыкание растровых
точек при 40% и 60%; растр с квадратной
точкой - смыкание растровых точек при 50%.
311. Понятия связанные с линиатурой растра
• дистанция наблюдения• номер сетки
• тип трафаретной формы
312. Граничные значения размеров точки
313. Рекомендуемые номера сеток в зависимости от линиатуры растра и площади покрытия
314. Условие надёжного закрепления
• самая мелкая точка должна иметьразмер двух диаметров нитей плюс
одно отверстие
315. Зависимость линиатуры растра от дистанции наблюдения
• При нормальных условиях глазчеловека в состоянии распознать
отдельно две линии если расстояние
между ними более 0,1мм, или две точки
если расстояние между их центрами
более 0,165мм. Минимальный угол
зрения наблюдателя при этом 0,02º.
316. Растровые линии, различимые глазом
317. Рекомендации по применению линиатур растров в зависимости от выбранного формата и дистанции наблюдения
318. Факторы которые необходимо учитывать
• согласование линиатуры растра соструктурой запечатываемой поверхности;
• яркие и насыщенные краски требуют
относительно более грубого растра, чем
пастельные тона, чем грубее растр тем
контрастней оттиск;
• для воспроизведения изображения с
мелкими растровыми элементами и
плавными тоновыми переходами необходимо
использовать тонкий растр;
319. Градация тонового изображения растровой точки
• градация тонового изображения - этосоотношение размеров площади
запечатанной растровыми точками к
возможной площади при полном
покрытии.
320. эффективные интервалы тоновых градаций растрового изображения в трафаретной печати:
• до 24 точек на см – 5-90%• до 36 точек на см – 10-85%
• до 48 точек на см – 15-80%
321. Характеристическая кривая трафаретной печати
• характеристическая кривая - это графикзависимости площади растровых
элементов на оттиске от площади
растровых элементов на фотоформе.
322. Характеристическая кривая трафаретной печати
323. Контрольная печатная шкала применяется для визуальной и денситометрической проверки следующих процессов и параметров:
изготовление трафаретов;
изменение тоновой градации;
цветовые тона;
цветовой баланс;
эффект смазывания краски
324. Поля растровой шкалы
• Они служат для денситометрического ивизуального контроля градационной
передачи на оттиске
325. Плашки
• Важным контролируемым параметром втрафаретной печати является измерение
оптической плотности печатной краски. С
помощью денситометра, работающего на
отражение, измеряют оптическую плотность
цвета в полях сплошной заливки всех
четырех красок. Для достижения баланса по
серому все три цветные краски должны
находится в определенных рамках
326. . Растр и сплошная заливка (плашка)
327. Рекомендуемые оптические плотности плашек растровых красок
328. Поля при последовательном наложении красок п+ж, г+п, г+ж, г+п+ж.
• С помощью этих полей можновизуально и денситометрически
оценить воспроизведение краски на
оттиске. Важным условием является
соблюдение последовательности
наложения красок на пробном и
тиражном оттисках
329. Печать с последовательным наложением красок
330. Кольцевое поле
• служит для контроля дефектоввоспроизведение на оттиске,
возникающих за счет смазывания
краски
331. Кольцевое поле
332. Поле для контроля баланса
• нейтрально-серый цвет – полеформирующееся за счет
последовательного наложения трех
растровых красок. Это поле по тоновой
градации примерно соответствует
черному растровому полю с площадью
покрытия 40%.
333. Поле для контроля баланса
334. Трафаретные печатные формы предпочтительные для растровой печати
• изготовленные косвенным способом• изготовленные прямым копированием с
использованием капиллярных пленок с
минимальной толщиной
копировального слоя
335. Устранения муара при применении точечных и цепных растров
• В технологии репродуцированияпоявление муара между рядами
растровых точек отдельных
цветоделенных изображений удается
избежать путем применения различных
углов поворота растровых линий.
336. Угол поворота растровых линий для каждого цветоделнного изображения имеет заданное значение и зависит от типа растрового
элемента• если растровый элемент имеет две и более
осей симметрии (например, крестообразный
или точечный), то углы поворота растровых
линий могут задаваться следующим образом:
желтый 0°, пурпурный 15°, черный 45°,
голубой 75°.
• если растровый элемент имеет только одну
ось симметрии (например, цепочечный
растр), то углы растровых линий задаются
следующим образом: желтый 0°, пурпурный
15°, голубой 75°, черный 135°
337. Углы поворота растровых линий
338. Углы поворота растра для четырех красок
339. Общие рекомендации
• Наиболее доминирующая краскадолжна располагаться в пределах 90°
на значении 45°, а в пределах 180° на
значении 135°. Для пяти, шести и более
красок углы поворота растра следует
выбирать таким образом, чтобы
светлые цвета совпадали с темными
дополнительными цветами, например,
темно-красный и светло-синий или
темно-синий и светло-красный.
340. Муара можно избежать полностью или частично:
• 1. Выбором правильного типатрафаретной печатной формы. Формы
на основе капиллярных пленок дают
меньше муара, чем формы на основе
жидких копировальных слоев.
• 2. Правильным выбором номера сетки.
Чем тоньше сетка относительно
линиатуры растра, тем меньше заметен
эффект муара.
341.
• 3. С помощью выбора угла поворота.• 3.1. Натяжением ткани под углом
относительно трафаретной рамы.
Идеальный угол наклона нитей находится в
пределах 7º-9º.
• 3.2. Поворот оси изображения и,
соответственно, поворот запечатываемого
материала на печатном столе. Этот вариант
не подходит для использования на
автоматических печатных системах.
• 3.3. Возможен поворот всего комплекта
цветоделенных форм относительно оси
изображения.
342.
• 4. Правильным выбором типа растра.• 4.1. Зернистый, линейный и круговой
растры применяют только для
однокрасочной печати. Эти типы
растров дают наименьший муар. Для
линейного растра поворачивают сетку.
• 4.2. Растр с эллиптическими точками
(цепочечный растр) способен ослабить
эффект муара, но основная цель его
применения – ослабление резких
переходов тоновых градаций.
343. Дополнительные рекомендации
– условием для правильного цветовоспроизведения являетсянепрозрачность растровой точки на фотоформе до самого
ее края;
– система цветоделения и печатные краски должны
принадлежать к одной и той же цветовой шкале, например
европейской шкале;
– для определения вероятности возникновения муара
необходимо на просмотровый стол (стол с подсветкой с
низу) поместить фотоформу, а сверху наложить
трафаретную раму параллельно оси изображения. При
появлении муара сетку следует повернуть в любую сторону
до исчезновения этого эффекта. В большинстве случаев
достаточно 7º.
– чем заметней преобладание «рисующей» или
доминирующей краски, тем больше возможность
образования муара;
– для четырехкрасочной печати применяют четыре
стабильные металлические рамы одного размера с
одинаковым натяжением сеток;
– для растровой трафаретной печати используются
максимально «короткие» краски;
344. Получение высококачественного оттиска в трафаретной печати обеспечивается
• качеством печатной формы• правильным подбором краски
• правильным режимом печатания
345. Одно из основных технологических требований в печатном процессе
• создание печатного контакта междуформой и запечатываемой
поверхностью
346. Наилучший технологический вариант печатания
• когда оттиск от формы отделяетсяодновременно с перемещением полосы
контакта
347.
• Полнота контакта и переход краски втрафаретной печати определяются
давлением ракеля и углом его наклона.
При печати на мягких материалах
применяют жесткие ракели, а для
печати на твердых материалах
применяют мягкие ракели.
348. Условия получения качественных оттисков:
• минимальный зазор между формой изапечатываемым материалом
• постоянное давление ракеля по всей
длине рабочего хода при минимальном
угле наклона
• постоянная скорость печатания
• надежная фиксация положения
запечатываемого материала
349. Материал
плоский (бумага, картон)
фигурный (бутылки, лыжи)
в рулонах (этикетки, обои)
специальная продукция (керамическая
плитка, печатные платы для
радиоэлектроники)
350. Виды оборудования для трафаретной печати
• системы плоской трафаретной печати• цилиндровые
• ротационные печатные машины
351. Схема трафаретного печатного устройства с плоской формой
352. Схема трафаретного печатного устройства с неподвижным ракелем и подвижной формой
353. Схема трафаретного ротационного печатного устройства
354. Машины для плоской трафаретной печати
• системы для печати ручным способом• полуавтоматические
• автоматические
355. Узлы ручного печатного станка
• станина со столом для печати• вакуумная система закрепления
запечатываемого материала на столе
• печатная форма, укрепленная на раме
• механизм регулировки стола
356.
• Основное достоинство ручных печатныхустройств – простота конструкции. К
недостаткам следует отнести низкие
скорости печатания
357. Трафаретные полуавтоматические машины плоской печати
• автоматическое управление ракелем ипечатной рамой
• наклад осуществляется вручную
• выклад может быть как ручным, так и
механизированным
358.
• Движение рамы при этом может бытькачательно-солнечное или
вертикальное. Движение ракелей
обеспечивается пневматической или
электромеханической системой.
359. Особенность автоматических машин плоской трафаретной печати
• Полная механизация процесса печати.Печатная рама, ракель, подача и
приемка запечатываемого материала
приводится в действие от
электродвигателя. Автоматический
самонаклад снабжен дополнительным
стапельным столом и обеспечивает
бесперебойную работу машины.
360. Автоматические цилиндровые печатные машины
• Автоматическая цилиндровая печатнаямашина представляет собой устройство
трафаретной печати, в котором плоская
форма установленная в каретке
движется, а ракель остается
неподвижным.
361. Использование цилиндровых печатных машин
• Используется при печати на различныхматериалах круглой овальной или
конической формы: бутылках, ведрах,
спортивном снаряжении, игрушках.
Запечатываемый материал здесь
занимает место печатного цилиндра.
Для запечатывания конических
предметов используется очень
эластичный ракель, принимающий
форму запечатываемого изделия.
362. Трафаретные ротационные печатные машины
• Ротационная машина трафаретнойпечати представляет собой
автоматическое устройство, где печать
производится цилиндрической формой,
так называемым круглым шаблоном.
363. Достоинства данного способа печати
• Высокая скорость печати,одновременно в несколько цветов и
печать при последовательности
нескольких цветов, часто без
промежуточной сушки.
364. Недостаток
• Не позволяет получить на оттискетонкие детали
365.
• Форма для трафаретной ротационной печатиизготавливается электроискровым способом
на специальном электронно-копировальном
аппарате. Электроискровой способ основан
на прожигании на поверхности будущей
печатной формы с помощью электрического
разряда отверстий, соответствующих
будущим печатным элементам.
366. Формный материал
• Электроротопленка – представляетсобой полимерную массу, содержащую
угольный порошок. В момент разряда в
ней выжигаются мельчайшие
отверстия, которые создают
перфорированное изображение –
трафаретную печатную форму.
367.
• В настоящее время этот принцип печативоплощен в копировально-множительных
аппаратах оперативной полиграфии (типа
дупликатор или ризограф). Общий принцип
действия такого аппарата условно
разделяется на два этапа – изготовление
печатной формы и собственно печать. Одним
из главных преимуществ этих машин
является объединение этих процессов в
рамках одного компактного устройства.
368. Подобные аппараты могут быть
однокрасочные
двухкрасочные
трёхкрасочные
четырёхкрасочные
369. Достоинства
• оперативность• экономическая эффективность при
печати малых тиражей
• простота эксплуатации
• не требуется смывки машины
• высокая экологичность процесса
370. Недостатки
• не высокое качество передачиполутоновых и многокрасочных
изображений
• в связи с применяемой краской на
основе глицерина, полностью
исключается использование только
глянцевых и мелованных бумаг.
371. Виды оборудования для натяжения сеток
• Пневматические зажимы• Механические устройства
• Самонатягивающие рамы
372. При выборе оборудования нужно учитывать следующие моменты
• Возможность высокого уровнянатяжения
• Простота обращения с оборудованием
• Предсказуемость результатов
• Время цикла натяжения
• Лёгкость обучения персонала
373. Особенность системы пневматических зажимов
• Зажимы упираясь при натяжении в рамусоздают равномерное смещение частей
рамы к центру.
374. Технические особенности данных систем
Требуемое количество зажимов находится в
соответствии с размером рам
Это лучшая система для уменьшения отходов ткани
Производится одновременное натяжение всех
четырёх сторон и есть возможность для раздельного
продольного или поперечного натяжения
Быстрая установка и настройка
В процессе натяжения элементы рамы испытывают
предварительную равномерную деформацию
При использовании зажимов высокого качества
возможен высокий уровень натяжения с минимальным
риском случайного разрыва ткани
Легкость обучения персонала для работы с системой
375. Позиции по которым следует оценивать систему
• Зажимы должны захватывать ткань не повреждая икрепко удерживая её особенно когда необходимо
добиться высоких уровней натяжения
• Зажимы должны быть прочно установлены и иметь
хорошую балансировку по весу чтобы при натяжении
они не приподнимались и не опрокидывались
• Система должна быть снабжена устройством для
регулировки высоты рам чтобы можно было работать
с рамами разных профилей
• Все зажимы должны создавать равномерное и
одинаковое для всех усилие
376.
• Для натяжения высокого уровня или приработе с нейлоновыми тканями следует
учитывать величину хода поршня
• Система должна обладать гибкостью для
возможности раздельного продольного и
поперечного натяжения, это важно при
работе с прямоугольными (не квадратными)
рамами
377. Моменты которые так же следует учесть
• В случае большого формата за один разможно натянуть только один трафарет
• Система не предполагает натяжения ткани
под углом (за исключением рам небольшого
формата)
• Система требует гладкой поверхности рамы
для свободного смещения ткани при
натяжении
• Недостаточная техническая разработка
более дешёвых моделей не позволяет
достигать высоких уровней натяжения
378. Элементы фиксации сетки
• Игольчатые держатели• Прижимные планки
• Зажимы
379. Факторы которые учитываются у механического устройства
• Количество одновременно натягиваемых рам• Простота изменения размеров поскольку
оборудование не позволяющее подстраиваться под
размер рамы приведёт к повышенному расходу ткани
и потребует более квалифицированного оператора
• Простота смены фиксирующих устройств; игольчатая
система подходит только для низких и средних
уровней натяжения и грубых тканей с большим
диаметром нитей
• Если имеете дело с большой установкой для
натяжения проверьте равномерность натяжения на
всём протяжении устройства
380. Самонатягивающие рамы
• В данном случае каждая рама имеетсобственный механизм захвата ткани
для натяжения её до нужного уровня.
Самонатягивающие рамы за редким
исключением не требует адгезива для
фиксации ткани.
381. Факторы следующие учитывать при выборе данного оборудования
• Наличие эффективной системы фиксациисетки для предотвращения случайного
соскальзывания ткани при её креплении и
натяжении
• Отсутствие острых выступов которые могут
разорвать ткань при её натяжении
• Достаточный захват ткани (это особенно
важно при натяжении нейлоновых тканей или
для повышенных уровней натяжения)
382. Технические особенности
• Быстрый способ производства готовых кработе трафаретов
• Не применяются адгезивы следовательно
отсутствует неприятный запах и сокращены
затраты на химикаты
• Натяжение легко регулируется
• Некоторые модели обеспечивают очень
высокие уровни натяжения
• Отходы ткани минимальны
• Увеличенный срок службы трафарета
• Возможность точной настройки приводки
383. Факторы которые так же следует учитывать
• Работа с очень большими трафаретамиможет оказаться затруднительной
• Чаще всего такие рамы весят больше
чем жёсткие неподвижные рамы
• Отсутствует возможность натяжения
ткани под углом
384. Преимущества метода отливки ракелей в индивидуальных формах
• Монолитная структура материалабоковых стенок полотна улучшает
стойкость к воздействию растворителей
• Наилучшим образом гарантируется
постоянство толщины, размеров и
твёрдости полотна
385.
• Выбор с учётом применения• Настройка станка и обращение с
ракелем при печати
• Хранение и уход
386. Параметры характеризующие ракель
• профиль• жёсткость
387. Профили ракельного полотна
Прямоугольные
V-образные (с двусторонним скосом)
С односторонним скосом
Закруглённые
388. Прямоугольный
• Этот профиль следует использоватьпри любой графической трафаретной
печати; 95% работ по плоским
поверхностям выполняется с его
помощью
389. Двойной скос
• V-образный ракель имеет более мягкуюрабочую кромку и выбирается для
печати по предметам имеющим
неправильную форму (бутылки или
другие ёмкости) хотя есть печатники
которые и для таких работ
предпочитают прямоугольный ракель
390. Односторонний скос
• Эта форма ракеля обладаетхарактеристиками которые близки к Vобразным ракелям. Чаще её выбирают
при печати красками или пастами с
высоким содержанием твёрдых частиц
391. Закруглённый
• Ракель данного профиля выбираетсядля нанесения толстого красочного
слоя. Иногда его используют при печати
по текстилю или в специализированных
промышленных работах там где
требуется толстый слой краски
392.
• Профиль ракеля имеет сильноевлияние на наносимый слой краски и
соответственно на качество печати.
Ракели с закруглённым профилем
затрудняют управление резкостью
оттиска. В случаях печати с высоким
разрешением надо выбирать ракель
прямоугольной формы
393.
• Дюрометр позволяет контролироватьстойкость полотна к растворителям и
абразивному воздействию и главное
устойчивость к сгибанию в процессе
печати.
394. Ракель
• Мягкая рабочая кромка закрепляется наболее жёстком полотне
395. Влияние твёрдости ракеля на качество печати
• Качество печати зависит от твёрдости ракелякосвенным образом. Низкая твёрдость ведёт
к изгибанию полотна под давлением. Это
ведёт к уменьшению рабочего угла ракеля.
Из этого следует вывод что более высокая
твёрдость лучше обеспечивает стабильность
соотношения угла атаки и угла наклона
ракеля. В общем именно рабочий угол ракеля
управляет резкостью оттиска и точно
регулирует толщину красочного слоя.
396. Факторы которые также надо учитывать
• Расход краски долженконтролироваться выбором
соответствующего угла наклона ракеля
и его жёсткостью но не силой давления.
Избыточное давление ведёт к
ухудшению результатов печати, может
повредить ракель или сократить срок
его службы, а также повлиять на
прочность сетки и трафаретной формы.
397. Параметры влияющие на гибкость ракеля заданной жёсткости
• Толщина полотна• Величина вылета из ракель-держателя
• Композитная структура или двойная
жёсткость полотна
• Профиль полотна
398. Причины испытаний в отношении твёрдости ракеля
• Подбор однотипных ракелейполученных из разных источников
• Стандартная проверка качества новых
ракелей
• Проверка состояния бывших в
употреблении ракелей поскольку время
и продолжительный контакт с УФкрасками и растворителями влияют на
твёрдость полотна
399. Дюрометр
• ручной механический прибор которыйрасполагают на поверхности ракеля.
• В основании прибора находится
иглообразный щуп который упирается в
поверхность полотна давая
соответствующие показания на шкале.
400. Параметры проверяемые перед установкой ракеля в станок
• жёсткость полотна• ровность рабочей кромки
401. Действия обеспечивающие долговечность ракеля
• Просматривайте полотно на наличие признаков набуханияпосле 2-4 часов непрерывной работы с агрессивными красками
или растворителями. Заменяйте полотно после появления
первых признаков набухания.
• Заменяйте полотно через 6-8 часов после непрерывной работы
с красками и растворителями средней и низкой степени
агрессивности.
• Перед укладкой на хранение тщательно очищайте полотно
соответствующим растворителем, чтобы удалить все остатки
краски (нельзя замачивать ракели в растворе на длительное
время поскольку это может привести к необратимым
повреждениям)
• В зависимости от условий печати (агрессивные краски или
растворители) может понадобиться выдержать ракель от 12 до
48 часов перед повторным использованием или заточкой.
Мягкие ракели абсорбируют сильнее и требуют более
длительной выдержки.
402. Абразивное воздействие на кромку полотна оказывают
• Твёрдые частицы пыли на поверхностиэмульсии и сетки
• Возвышение эмульсионного слоя над
сеткой на верхней (ракельной) стороне
трафарета
• Иногда - частицы краски
403. Рекомендации по заточке полотна
• Не затачивайте ракель пока он не прошёл периодавосстановления как минимум в течении 12 часов
• Заточный станок типа резака даёт готовый к печати
ракель за один проход
• Для большинства применений подходят ленточношлифовальные и круговые шлифовальные заточные
станки. При работе с ними используют двухэтапный
метод шлифования. Сначала снимают как можно
меньший слой неоднократными проходами
крупнозернистой шкуркой (кругом). Важно избегать
нагрева который может расплавить вещество
полотна. На втором этапе используется
мелкозернистая шкурка (круг) для создания ровной
острой кромки с полированием
• После заточки ракелей на шлифовальном
оборудовании нельзя их использовать сразу, а как
минимум после 4-часовой выдержки.