









 industry
industrySimilar presentations:










Технология обработки наружных фасонных поверхностей деталей из древесины
1.
2.
Из 6 классаВ 6 классе вы
точили простые
цилиндрические
формы. Иногда
цилиндрические
формы
сочетаются с
коническими,
криволинейными
и сферическими,
имеющими
канавки, уступы
т.д.
ЭТО ФАСОННАЯ
ПОВЕРХНОСТЬ
3.
ИЗДЕЛИЯ ВЫПОЛНЕННЫЕ НА ТОКАРНОМ СТАНКЕ4.
ТОЧЕНИЕКОНУСА
ЗАГОТОВКУ УСТАНАВЛИВАЮТ НА ТРЕЗУБЕЦ И ПОДЖИМАЮТ
ЗАДНИМ ЦЕНТРОМ. ОСНОВАНИЕ ДОЛЖНО БЫТЬ НА ТРЕЗУБЦЕ.
ПОДРУЧНИК ЗАКРЕПЛЯЮТ ПАРАЛЛЕЛЬНО БУДУЩЕЙ КОНУСНОЙ
ПОВЕРХНОСТИ.
ТОЧЕНИЕ ВЕДУТ ОТ БОЛЬШОГО ДИАМЕТРА К МАЛОМУ.
СТАМЕСКУ ПЕРЕДВИГАЮТ ПЛАВНО БЕЗ РЫВКОВ И ОСТАНОВОК
5.
Для обработки фасонных наружных поверхностейприменяют обтачивание, подрезание и закругление торцов,
прорезание канавок, а для внутренних — сверление,
растачивание, подрезание фасок и внутренних торцов.
Точить следует только сухую древесину (влажностью 9-15 %),
так как при обточке поверхность недостаточно просушенной
древесины получается ворсистой, а поверхность пересушенной
становится хрупкой, что может привести к поломке детали
(особенно если деталь имеет небольшой диаметр).
6.
Обработка конусной поверхностиЕсли у конуса больший и меньший диаметры мало
отличаются друг от друга, то заготовку — брусок квадратного
сечения — строгают рубанком до получения восьмигранника,
если сильно, то заготовку строгают на конус. При этом
припуск на обработку должен составлять не менее чем 8... 10
мм по диаметру и 40...60 мм по длине.
Заготовку устанавливают на трезубец и поджимают задним
центром. Основание будущей конусной детали должно
располагаться на трезубце, а вершина — со стороны заднего
центра. Подручник закрепляют параллельно будущей
конусной поверхности на 2...3 мм выше линии центров станка
и на расстоянии не менее чем 3...4 мм от поверхности
заготовки
7.
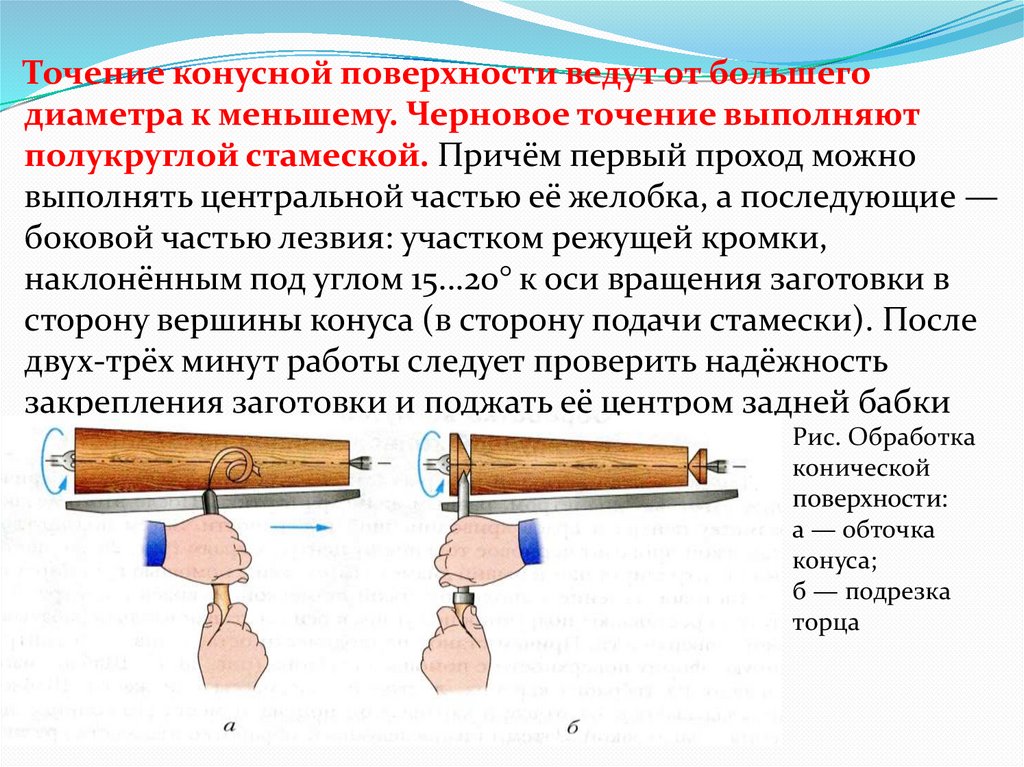
Точение конусной поверхности ведут от большегодиаметра к меньшему. Черновое точение выполняют
полукруглой стамеской. Причём первый проход можно
выполнять центральной частью её желобка, а последующие —
боковой частью лезвия: участком режущей кромки,
наклонённым под углом 15...20° к оси вращения заготовки в
сторону вершины конуса (в сторону подачи стамески). После
двух-трёх минут работы следует проверить надёжность
закрепления заготовки и поджать её центром задней бабки
Рис. Обработка
(рис. а).
конической
поверхности:
а — обточка
конуса;
б — подрезка
торца
8.
Стамеску следует продвигать плавно, без остановок ирывков. Для чистовой обработки оставляют припуск 3...4
мм на диаметр.
Чистовое точение выполняют косой стамеской,
осторожно касаясь заготовки серединой её режущей кромки.
(Так обрабатывают цилиндрическую поверхность). При
чистовом точении следует периодически измерять диаметры
конуса кронциркулем или штангенциркулем (при небольших
диаметрах), обращая особое внимание на участок при
вершине конуса.
Рис. Обработка
конической
поверхности:
а — обточка
конуса;
б — подрезка
торца
9.
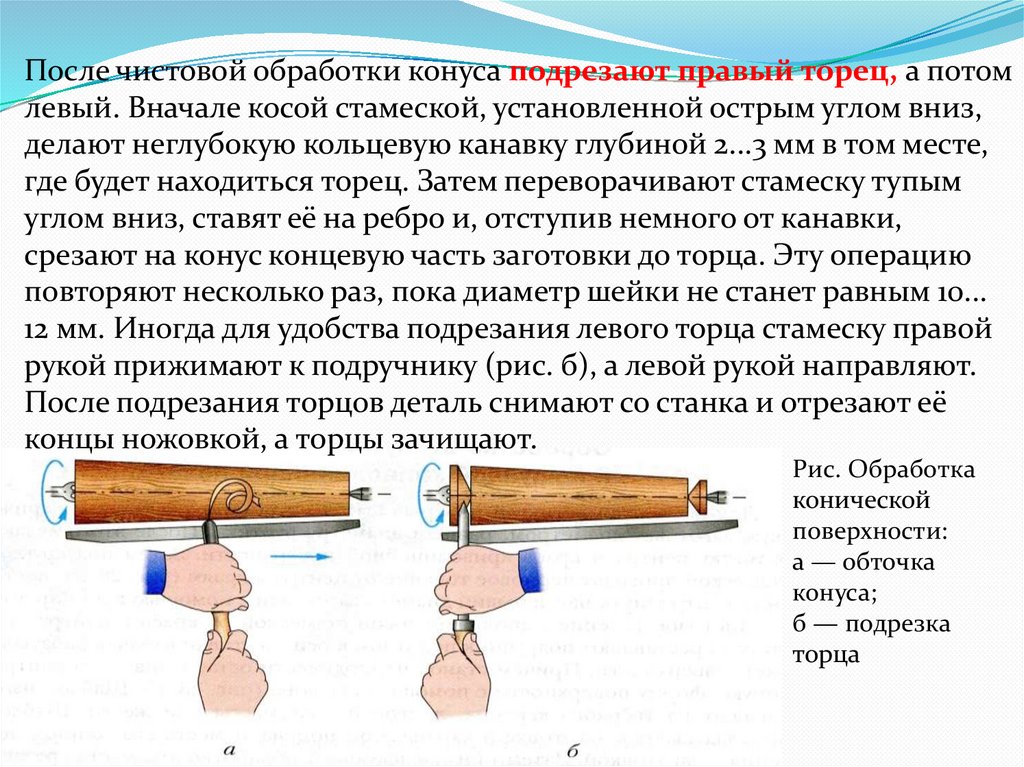
После чистовой обработки конуса подрезают правый торец, а потомлевый. Вначале косой стамеской, установленной острым углом вниз,
делают неглубокую кольцевую канавку глубиной 2...3 мм в том месте,
где будет находиться торец. Затем переворачивают стамеску тупым
углом вниз, ставят её на ребро и, отступив немного от канавки,
срезают на конус концевую часть заготовки до торца. Эту операцию
повторяют несколько раз, пока диаметр шейки не станет равным 10...
12 мм. Иногда для удобства подрезания левого торца стамеску правой
рукой прижимают к подручнику (рис. б), а левой рукой направляют.
После подрезания торцов деталь снимают со станка и отрезают её
концы ножовкой, а торцы зачищают.
Рис. Обработка
конической
поверхности:
а — обточка
конуса;
б — подрезка
торца
10.
Обработка вогнутой и выпуклой криволинейнойповерхности
Для обработки вогнутой поверхности сначала обтачивают
цилиндрическую заготовку диаметром, равным диаметру
буртика. После этого делают разметку центра и краёв
криволинейной поверхности. Затем полукруглой стамеской
проводят черновое точение от центра к краям (рис. а),
постоянно контролируя наименьший диаметр заготовки с
помощью кронциркуля.
Рис. Обработка
вогнутой
поверхности:
а — черновое
точение;
б — проверка
формы поверхности
шаблоном:
1 — заготовка;
2 — шаблон;
в — проточка
канавок
11.
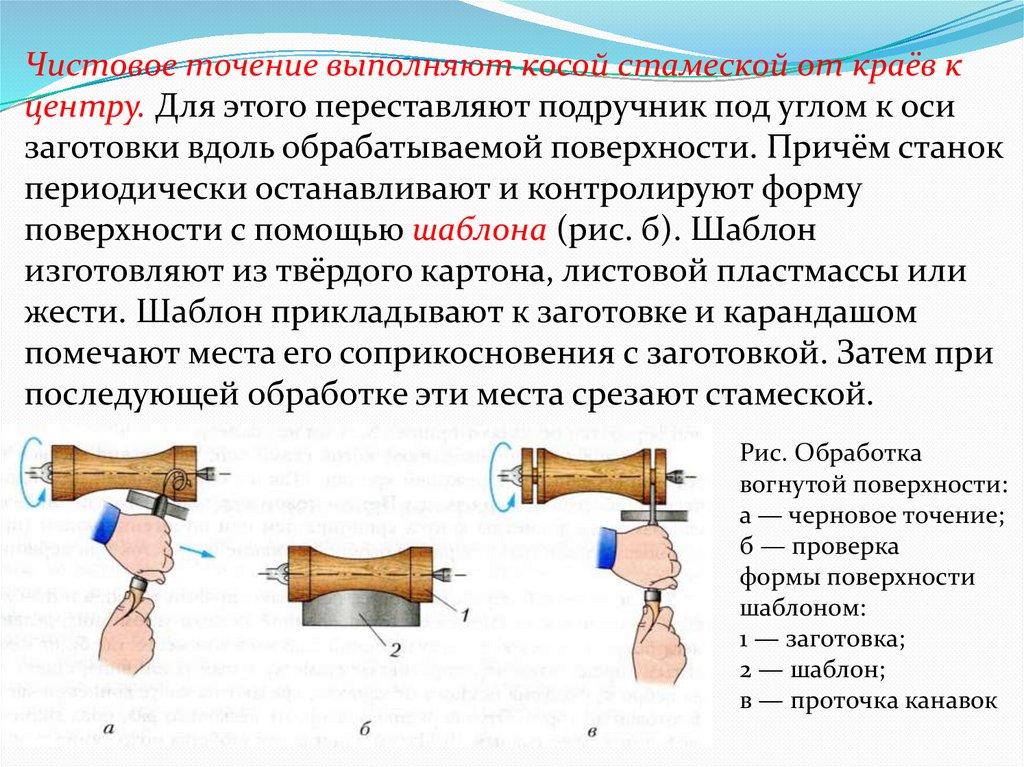
Чистовое точение выполняют косой стамеской от краёв кцентру. Для этого переставляют подручник под углом к оси
заготовки вдоль обрабатываемой поверхности. Причём станок
периодически останавливают и контролируют форму
поверхности с помощью шаблона (рис. б). Шаблон
изготовляют из твёрдого картона, листовой пластмассы или
жести. Шаблон прикладывают к заготовке и карандашом
помечают места его соприкосновения с заготовкой. Затем при
последующей обработке эти места срезают стамеской.
Рис. Обработка
вогнутой поверхности:
а — черновое точение;
б — проверка
формы поверхности
шаблоном:
1 — заготовка;
2 — шаблон;
в — проточка канавок
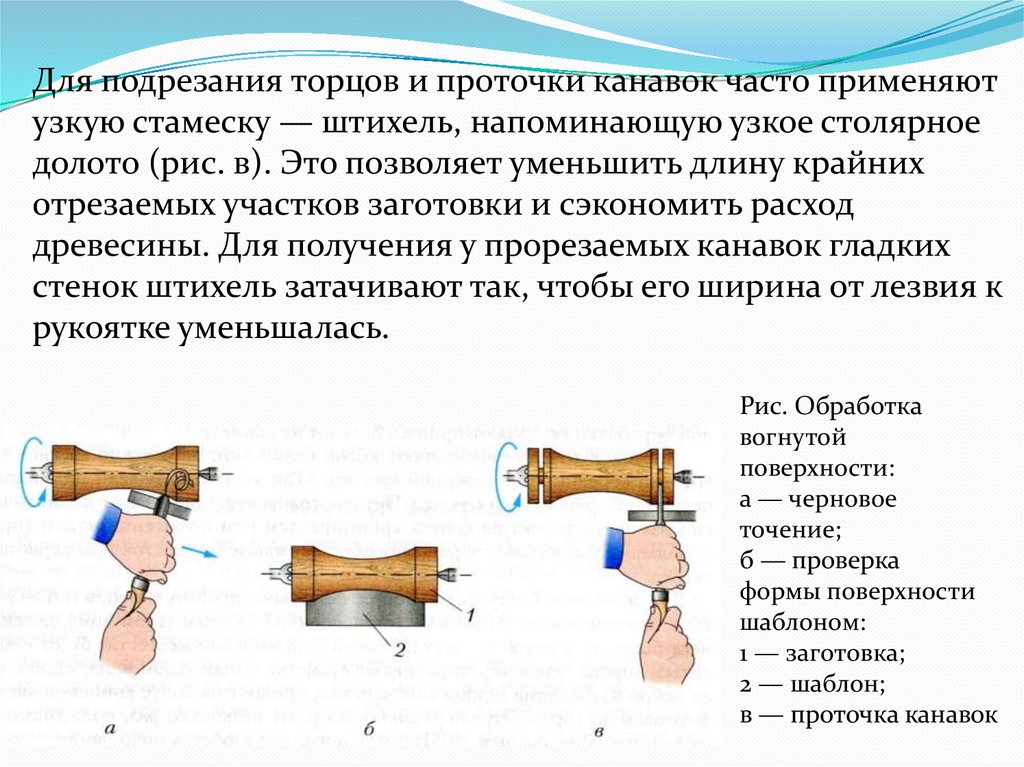
12.
Для подрезания торцов и проточки канавок часто применяютузкую стамеску — штихель, напоминающую узкое столярное
долото (рис. в). Это позволяет уменьшить длину крайних
отрезаемых участков заготовки и сэкономить расход
древесины. Для получения у прорезаемых канавок гладких
стенок штихель затачивают так, чтобы его ширина от лезвия к
рукоятке уменьшалась.
Рис. Обработка
вогнутой
поверхности:
а — черновое
точение;
б — проверка
формы поверхности
шаблоном:
1 — заготовка;
2 — шаблон;
в — проточка канавок
13.
Получение выпуклой криволинейной поверхности такженачинают с обточки цилиндра и разметки заготовки по длине.
Косой стамеской подрезают торцы, примыкающие к
криволинейной поверхности (рис. а). Затем выполняют
черновое и чистовое точение от центра к краям (рис. б), периодически контролируя форму поверхности шаблоном (рис. в).
Рис. Обработка
выпуклой
поверхности:
а — подрезание
внутренних торцов;
б — черновое
точение;
в — проверка формы
поверхности
шаблоном:
1 — заготовка;
2 — шаблон
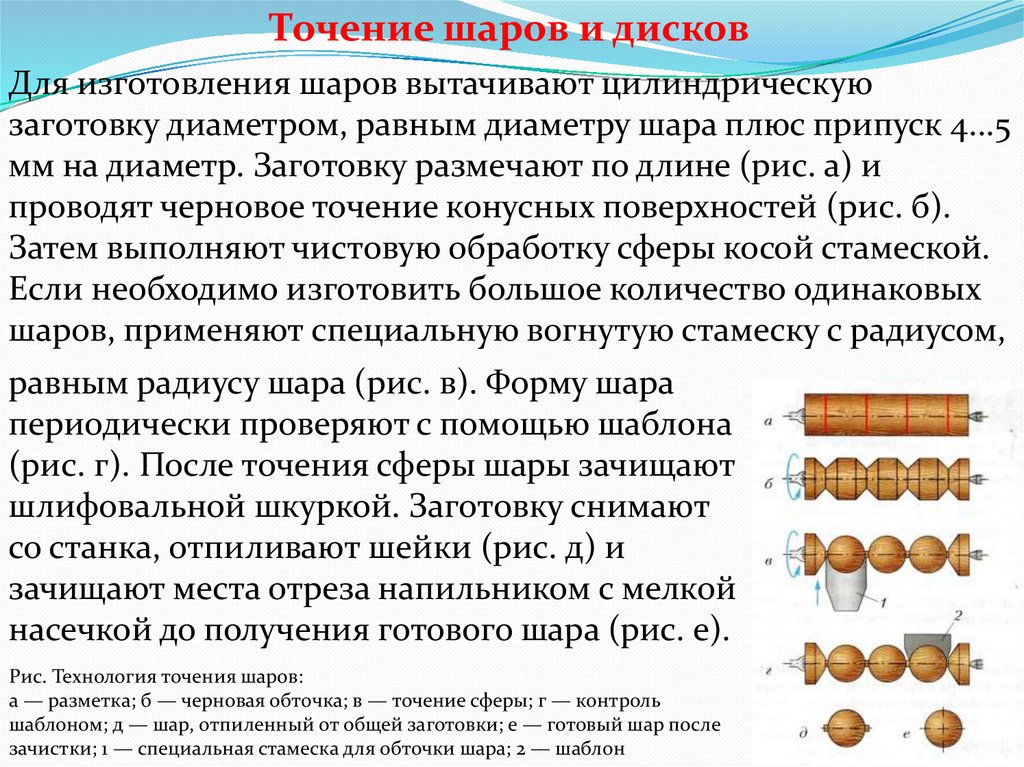
14.
Точение шаров и дисковДля изготовления шаров вытачивают цилиндрическую
заготовку диаметром, равным диаметру шара плюс припуск 4...5
мм на диаметр. Заготовку размечают по длине (рис. а) и
проводят черновое точение конусных поверхностей (рис. б).
Затем выполняют чистовую обработку сферы косой стамеской.
Если необходимо изготовить большое количество одинаковых
шаров, применяют специальную вогнутую стамеску с радиусом,
равным радиусу шара (рис. в). Форму шара
периодически проверяют с помощью шаблона
(рис. г). После точения сферы шары зачищают
шлифовальной шкуркой. Заготовку снимают
со станка, отпиливают шейки (рис. д) и
зачищают места отреза напильником с мелкой
насечкой до получения готового шара (рис. е).
Рис. Технология точения шаров:
а — разметка; б — черновая обточка; в — точение сферы; г — контроль
шаблоном; д — шар, отпиленный от общей заготовки; е — готовый шар после
зачистки; 1 — специальная стамеска для обточки шара; 2 — шаблон
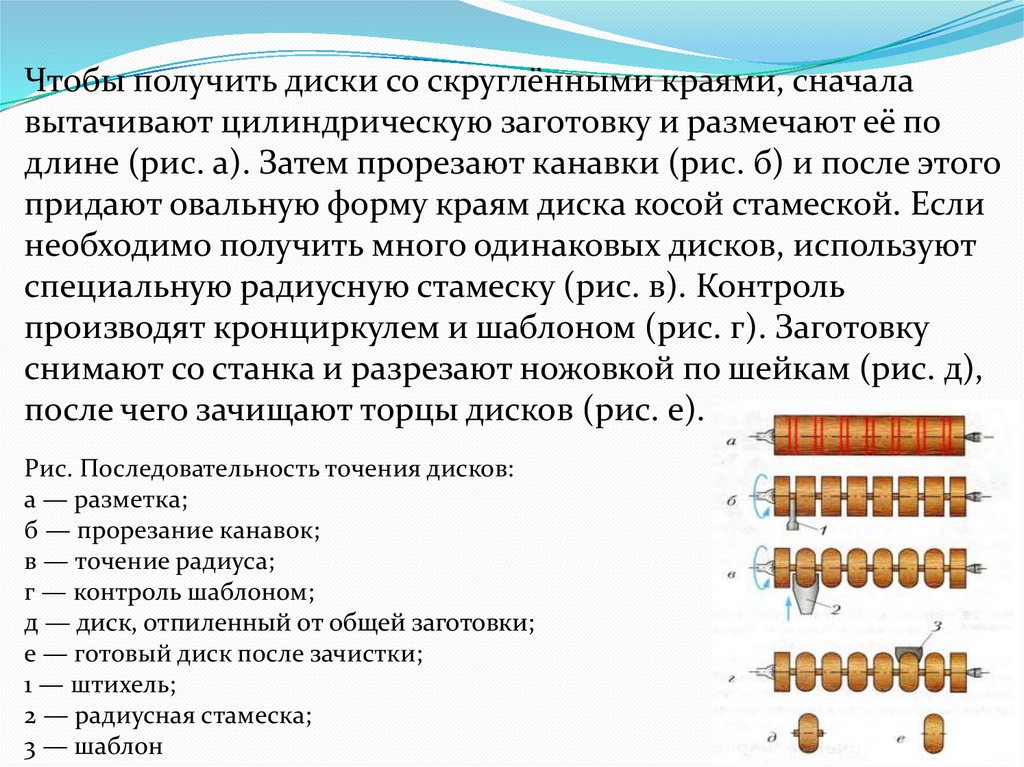
15.
Чтобы получить диски со скруглёнными краями, сначалавытачивают цилиндрическую заготовку и размечают её по
длине (рис. а). Затем прорезают канавки (рис. б) и после этого
придают овальную форму краям диска косой стамеской. Если
необходимо получить много одинаковых дисков, используют
специальную радиусную стамеску (рис. в). Контроль
производят кронциркулем и шаблоном (рис. г). Заготовку
снимают со станка и разрезают ножовкой по шейкам (рис. д),
после чего зачищают торцы дисков (рис. е).
Рис. Последовательность точения дисков:
а — разметка;
б — прорезание канавок;
в — точение радиуса;
г — контроль шаблоном;
д — диск, отпиленный от общей заготовки;
е — готовый диск после зачистки;
1 — штихель;
2 — радиусная стамеска;
3 — шаблон
16.
Отделка изделийПосле того как изделие выточено и отполировано,
выполняют его отделку. Для изделий из древесины,
имеющей красивую текстуру, — дуба, клёна, кедра, сосны,
красного дерева — применяют прозрачное лаковое
покрытие. Изделия из древесины с невыразительной
текстурой — липы, берёзы, ольхи, осины — украшают
выжиганием, резьбой, расписывают красками.
17.
Глоссарий.Коническая поверхность – поверхность с переменными радиусами образующими конус.
Фасонная поверхность – поверхность сочетающая в себе цилиндрические, конические,
сферические и другие поверхности.
Точение – точением называют обработку древесины резанием, при котором из заготовки
получают изделия в виде тел вращения - цилиндры, конусы, шары.
Галтель – поверхность с округленными углами (от немецкого слова «желоб»).
Профильный резец – режущий инструмент определенного профиля для вытачивания
фасонных поверхностей.
Шаблон – плоский трафарет повторяющий контур детали, служащий для контроля
правильности контуров и размеров изделия.
Предельные калибры – измерительный инструмент для контроля предельно допустимых
размеров валов и отверстий.
Инструменты для художественного точения – специфические инструменты для точения
древесины на токарных станках имеющие различную специфическую форму как режущей части
так и державки.
Кронциркуль – это измерительный инструмент в виде циркуля с дугообразными ножками.
Его используют для сравнения диаметров деталей с размерами, взятыми по линейке.
Станки с ЧПУ – это станки, оснащенные числовым программным управлением,
осуществляющим управление работой станка по заданной программе с минимальным участием
человека. Станки обеспечивают высокую производительность и точность изготовления.
Кондуктор – это приспособление для вытачивания фасонных поверхностей, при движении
по которому режущий инструмент повторяет его форму. Кондуктор устанавливается на станок
или подручник.
Контур – линия очерчивающая форму детали.
18.
Правила безопасности при выполнении токарных работ.Не включать станок без разрешения учителя.
Не опираться на части токарного станка.
Надежно крепить заднюю бабку станка.
Проверить заготовку, чтобы она не имела трещин.
Надежно крепить заготовку.
Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и
вокруг него, подготовить и разложить только нужные инструменты и приспособления.
Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.
Перед пуском станка надеть защитные очки.
В процессе точения периодически останавливать станок и поджимать деталь центром задней
бабки, устраняя зазоры.
Периодически, по мере срезания поверхности, при остановках станка подводить подручник к
поверхности заготовки на 2...3 мм, проворачивать заготовку вручную на 2...3 оборота и надежно
крепить подручник.
Во время работы не отвлекаться, не отходить от станка.
Все настроечные операции проводить только при отключенном и остановленном станке.
Не обрабатывать деталь вблизи трезубца.
Не останавливать заготовку руками.
О всех неисправностях сообщать учителю.
19.
А ТЕПЕРЬ ПРОЙДИТЕ ТЕСТ НА ОЦЕНКУ ПОССЫЛКЕ (ТЕСТ ОТКРЫТ ДО 14.11.21,
ОБЯЗАТЕЛЕН ДЛЯ ВСЕХ)
HTTPS://DNEVNIK.RU/SOC/TESTS/?TEST=661170&VIEW=DETAILS&CONTEXT=SCHOOL
20.
СПАСИБО ЗАВНИМАНИЕ!