

















 electronics
electronicsSimilar presentations:


")







Многослойные печатные платы. Лекция 7
1.
МНОГОСЛОЙНЫЕ ПЕЧАТНЫЕПЛАТЫ
2.
Структура многослойных печатных плат (МПП)Типы слоев МПП:
- Сигнальные слои – слой разводки проводников
- Слои земли (GND) и питания (POWER) – проводящий
рисунок предназначен только для подачи
напряжения питания или заземления
- Экранные слои – металлический слой, обеспечивающий
электромагнитную защиту различных цепей
3.
Прессование МППНазначение процесса прессования – соединение отдельных сигнальных слоев
на диэлектрическом основании, слоев земли и питания и экранных слоев в
монолитную конструкцию при помощи склеивающих прокладок (препрегов).
Сущность процесса – одновременное прессование в пресс-форме всех
проводящих слоев, проложенных стеклотканью, пропитанной
недополимеризированной термореактивной смолой.
Термореактивная смола – тип полимера, который под действием нагрева и
давления затвердевает, теряя свою пластичность.
4.
Полимеризация - химическая реакция образования макромолекул путемпоследовательного присоединения молекул низкомолекулярных веществ
(мономеров) к концам цепей растущих макромолекул.
Для начала полимеризации необходимо ее инициирование — превращение
небольшой доли молекул мономера в активные центры, способные
присоединять к себе новые молекулы мономера. Для этого в систему вводят
специальные вещества (инициаторы или катализаторы полимеризации).
Рост цепи макромолекулы происходит путем многократного повторения
однотипных реакций присоединения молекул мономера к активному центру
M*:
5.
Процесс полимеризации смолСсмола меняет состояние с жидкого на липкое вязкое гелеобразное. После
гелеобразования скорость реакции замедляется по мере нарастания
твердости. В твердых телах химические реакции протекают медленнее. От
состояния мягкого липкого геля смола переходит к более твердому,
постепенно теряя липучесть. Со временем липучесть исчезнет и смола
продолжит набирать твердость и прочность.
6.
Для прессования МПП применяют многоярусные гидравлические прессы.Пресс-форма состоит из двух стальных плит; в нижней плите имеется несколько штырей для совмещения слоев и фиксации пакета МПП при прессовании. На штырях пресс-формы осуществляется сборка пакета МПП.
Пакет МПП состоит из заготовок сигнальных слоев, переложенных
прокладочной стеклотканью, экранных слоев, а также из нескольких
технологических слоев, прилегающих к верхней и нижней плите прессформы (листы из нержавеющей стали, кабельной бумаги и
электроизоляционной триацетатной пленки).
Собранная в пресс-форма устанавливается между плитами многоярусного
пресса.
7.
8.
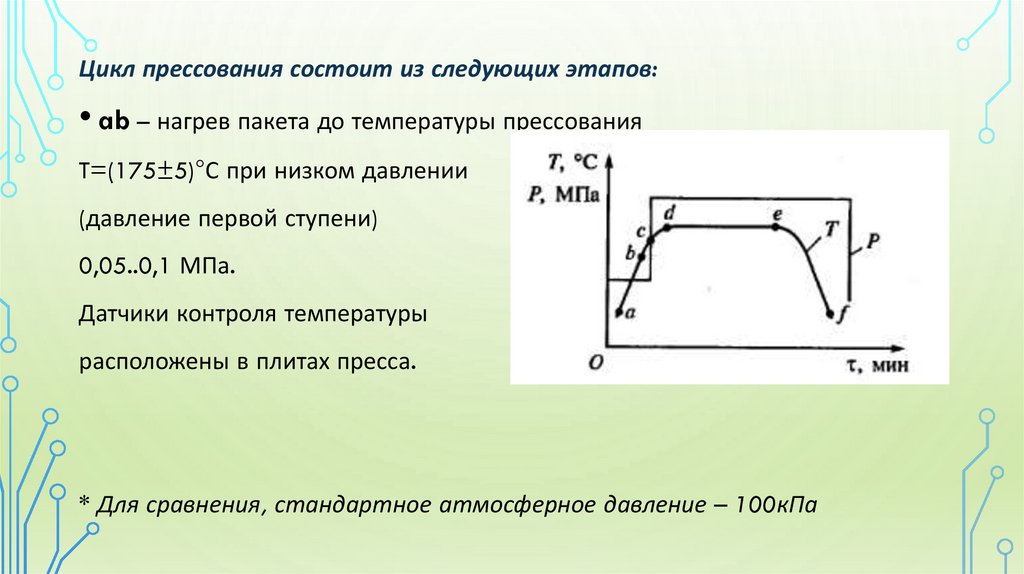
Цикл прессования состоит из следующих этапов:• ab – нагрев пакета до температуры прессования
T=(175±5)°С при низком давлении
(давление первой ступени)
0,05..0,1 МПа.
Датчики контроля температуры
расположены в плитах пресса.
* Для сравнения, стандартное атмосферное давление – 100кПа
9.
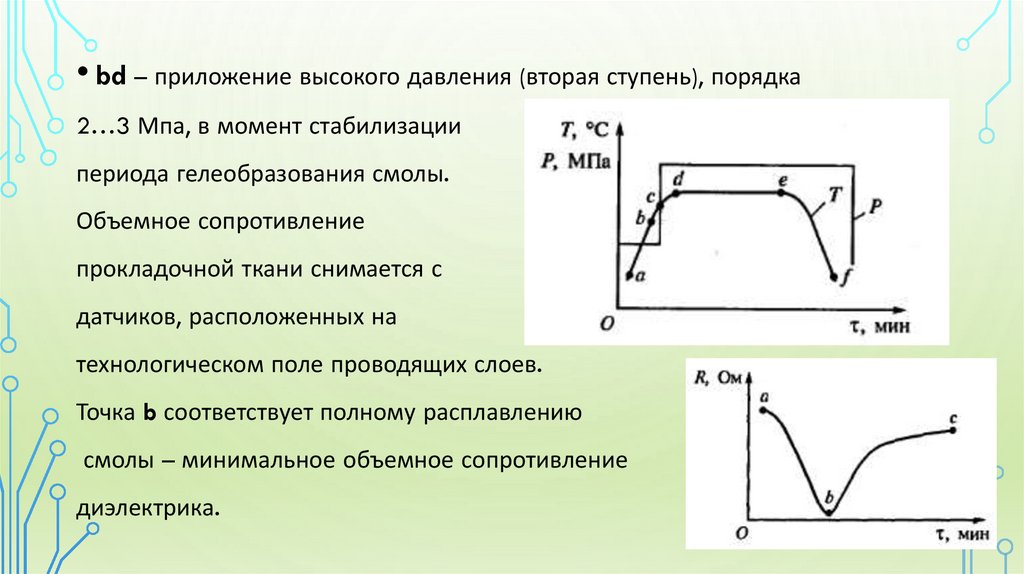
• bd – приложение высокого давления (вторая ступень), порядка2…3 Мпа, в момент стабилизации
периода гелеобразования смолы.
Объемное сопротивление
прокладочной ткани снимается с
датчиков, расположенных на
технологическом поле проводящих слоев.
Точка b соответствует полному расплавлению
смолы – минимальное объемное сопротивление
диэлектрика.
10.
• de – выдержка при температуре полимеризации смолы.T=185-200°С в зависимости от
типа смолы.
• ef – охлаждение до температуры
30-40°С под давлением (для снятия
Внутренних напряжений материалов
Из-за различных ТКЛР, наличия воздуха и влаги в порах склеивающих
прокладок).
11.
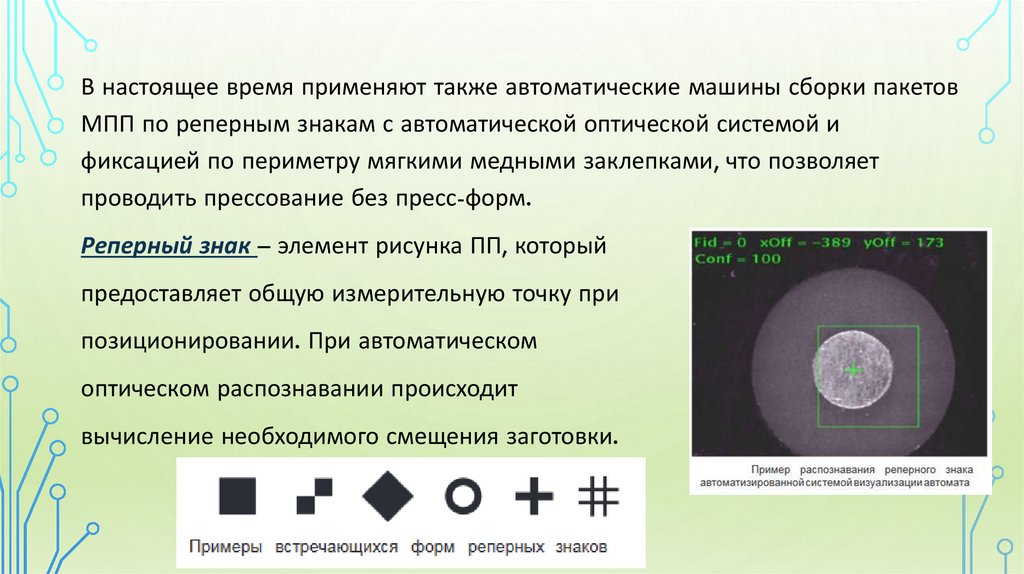
В настоящее время применяют также автоматические машины сборки пакетовМПП по реперным знакам с автоматической оптической системой и
фиксацией по периметру мягкими медными заклепками, что позволяет
проводить прессование без пресс-форм.
Реперный знак – элемент рисунка ПП, который
предоставляет общую измерительную точку при
позиционировании. При автоматическом
оптическом распознавании происходит
вычисление необходимого смещения заготовки.
12.
Это значительно уменьшает напряжения, возникающие в заготовках впроцессе прессования, и улучшает условия протекания тепловых
процессов, что уменьшает риски коробления и скручивания МПП.
Коробление – отклонение от плоскостности. Плоскостность –
определение ровности поверхности. Поверхность считается идеально
ровной, когда все точки измерений находятся в одной плоскости. Это
возможно только теоретически, поэтому первый элемент определения
плоскостности – допуск плоскостности, в пределах которого должны
находиться все точки измерений.
13.
Брак на операции прессования необратим – платы не поддаются ремонту.Главные требования – высокая точность совмещения слоев и высокая
прочность сцепления слоев (должно отсутствовать расслоение и вздутие
МПП).
14.
Методы изготовления МППМетод металлизации сквозных отверстий (ММСО)
Шаг 1.Внутренние слои изготавливаются как
двусторонние ПП
Шаг 2. Проводится прессование пакета из
ДПП, прокладочной ткани и внешних листов
фольги.
Шаг 3. Выполняется сверление сквозных отверстий, химико-гальваническое
меднение стенок.
Шаг 4. Слои фольги подвергают селективному травлению меди для
формирования проводящего рисунка внешних слоев МПП, наносят защитные и
финишные покрытия.
15.
Метод послойного наращивания.Исходным материалом является нефольгированный диэлектрик.
В слое просверливаются отверстия, после чего с одной стороны
напрессовывается лист медной фольги.
Затем проводится химико-гальваническое
меднение, при этом медь полностью
заполняет отверстия в диэлектрике и
осаждается на поверхность, свободную от
фольги. Затем на полученном слое формируют проводящий рисунок
химическим негативным методом.
16.
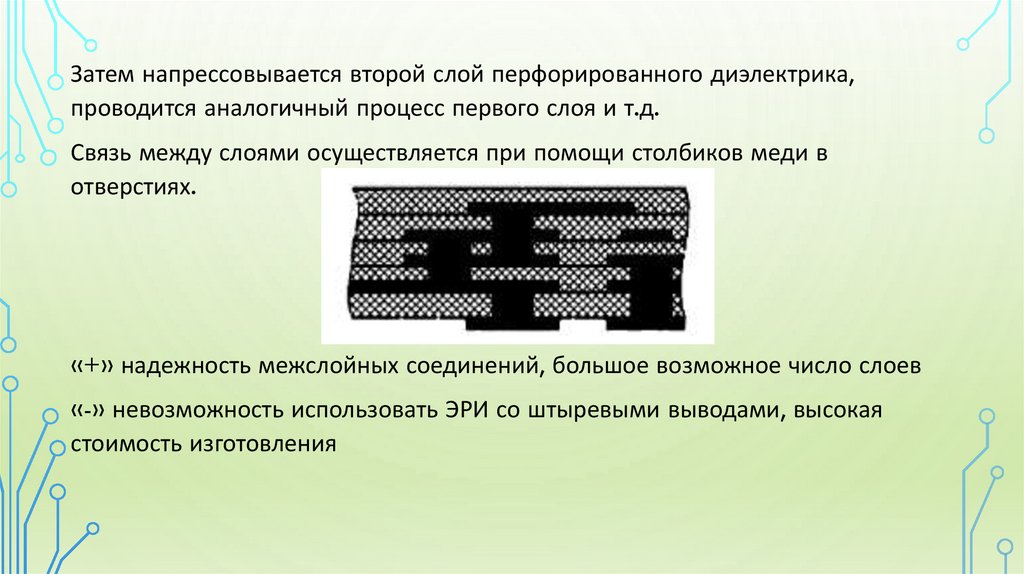
Затем напрессовывается второй слой перфорированного диэлектрика,проводится аналогичный процесс первого слоя и т.д.
Связь между слоями осуществляется при помощи столбиков меди в
отверстиях.
«+» надежность межслойных соединений, большое возможное число слоев
«-» невозможность использовать ЭРИ со штыревыми выводами, высокая
стоимость изготовления
17.
Метод полностью аддитивного формирования слоев (ПАФОС)Аддитивные технологии – послойное формирование изделия без удаления
лишнего материала.
Печатный рисунок формируется селективно на заготовке из нержавеющей
стали. Затем рисунок впрессовывается в изоляционный слой на всю
толщину проводника, после чего отделяют от временного носителя
механическим способом.
18.
КонтрольВ производстве ПП применяют следующие основные методы контроля:
оптический;
- электрический;
- рентгеновский.
Контроль производится по целой совокупности параметров:
механических, электрических и пр.
19.
Системы оптического контроля применяют для обнаружения следующихдефектов:
- проколы, выступы, царапины, вырывы на проводниках;
- неточность размещения контактных площадок и проводников;
- неточность размеров контактных площадок и проводников;
- непараллельность, неровность, подтравливание и нависание краев
проводников и др.
20.
При электрическом контроле ПП проверяется:- целостность проводников;
- наличие короткого замыкания между проводниками;
- качество изоляции.
Для тестирования применяют различные анализаторы, в которых
контактирование осуществляется следующими способами:
• через 1 или 2-хсторонний тестовый адаптер: «поле подпружиненных
контактов»;
• при помощи гибкой пробниковой системы с подвижными пробниками:
метод «летающий пробник»
21.
Матричные тестеры:Контактирование плат с матрицей контактов («ложем гвоздей») предполагает
наличие соединительного устройства с подпружиненными контактами во всех
узлах координатной сетки.
Индивидуальность платы учитывают изготовлением маски с перфорациями в
местах необходимого контактирования или изготовлением специального
тестового адаптера с размещенными на нем зондами. Во время тестирования
все зонды находятся в контакте с тестовыми точками, и скорость тестирования
определяется скоростью переключения ключей. Этот метод обеспечивает
высокую производительность, однако требует значительных затрат при
переналадке
22.
Тестовые адаптеры проводят проверку связности (то есть обнаружениемкоротких замыканий или обрывов низким напряжением около 10 В) и
контроль изоляции на утечку и пробой высоким напряжением (до 500 В).
23.
«Летающие щупы» - Flying Probes Testing SystemКонтакт осуществляется перемещающейся парой зондов, управляемых
программно.
24.
Конструкция щупа:25.
Рентгеновский контроль применяют:- Для контроля качества совмещения внутренних слоев МПП
Для контроля качества
- металлизации в слоях
26.
Упрощенная схема системы рентгеновского контроля:Интенсивность излучения, падающего
на детектор, обратно пропорциональна
величине поглощения рентгеновских лучей.
Чем тоньше объект и чем меньше атомный
вес материала, тем более светлым будет
изображение на детекторе.