



 industry
industrySimilar presentations:










Наставничество сварщиков эффективным способам сварки и методам их механизации в реальных условиях
1.
Наставничество сварщиков эффективнымспособам сварки и методам их механизации в
реальных условиях
2.
Как увеличитьпроизводительность и
качество сварочных работ?
ОБУЧЕНИЕ СВАРЩИКОВ ЭФФЕКТИВНЫМ СПОСОБАМ СВАРКИ И
МЕХАНИЗАЦИИ ПОВТОРЯЮЩИХСЯ ПРОЦЕССОВ
3.
Основные случаи, когда необходима механизация:-Большая протяжённость сварных соединений похожего типа;
-Сварка производится одинаковым способом;
Наши исходные данные:
-Основной свариваемый материал лист толщиной 4мм;
-Способ сварки – полуавтоматический в среде защитного газа;
-Общая протяжённость сварных соединений ~2км;
-Тип соединения С2 либо С7;
-Метод контроля – капиллярный (мел-керосин);
4.
Какие цели стояли:-Уменьшить время сварки;
-Увеличить качество сварного соединения;
-Уменьшить количество брака;
-Выполнять сварку за один проход;
-Механизировать все пространственные
положения.
5.
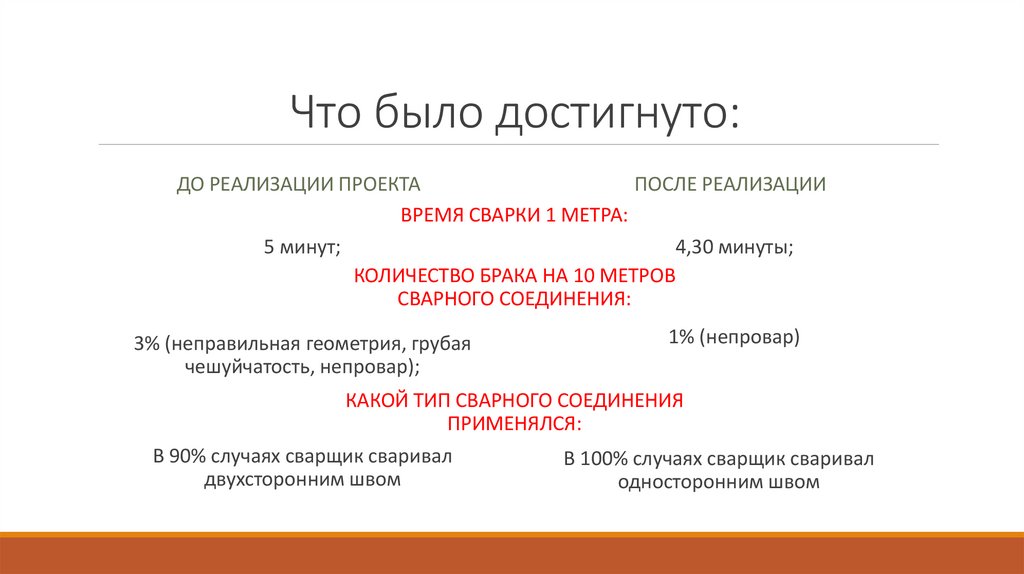
Что было достигнуто:ДО РЕАЛИЗАЦИИ ПРОЕКТА
ПОСЛЕ РЕАЛИЗАЦИИ
ВРЕМЯ СВАРКИ 1 МЕТРА:
5 минут;
4,30 минуты;
КОЛИЧЕСТВО БРАКА НА 10 МЕТРОВ
СВАРНОГО СОЕДИНЕНИЯ:
3% (неправильная геометрия, грубая
чешуйчатость, непровар);
1% (непровар)
КАКОЙ ТИП СВАРНОГО СОЕДИНЕНИЯ
ПРИМЕНЯЛСЯ:
В 90% случаях сварщик сваривал
двухсторонним швом
В 100% случаях сварщик сваривал
односторонним швом
6.
Сравним качество до реализациипроекта и после.
ДО РЕАЛИЗАЦИИ ПРОЕКТА
ПОСЛЕ РЕАЛИЗАЦИИ
7.
Результаты1.
2.
3.
4.
Снизилось время сварочных работ на 10%;
Снизилось количество брака на 2%;
Сварной шов выполняется за один проход вместо двух;
Снизились затраты на сварочные материалы в два раза.
8.
СРАВНИТЕЛЬНАЯ ДИАГРАММАОбщая длина сварных соединений, км
Количество брака на 10метров, %
Время на исправления брака, мин
Время сварки 1метра, мин
0
1
До реализации проекта
2
3
После проекта
4
5
6