


 industry
industrySimilar presentations:










Способы производства изделий строительной керамики
1. ЛЕКЦИЯ 18
Современные способы производстваизделий строительной керамики
2. План лекции:
Характеристика способов производства.Производство изделии пластическим
способом, жестким прессованием, способом
полусухого прессования.
Комбинированный и шликерный способы
производства изделий.
Варианты технологических схем
производства.
3.
Технологический процесс изготовления изделий стеновой керамики включаетследующие основные операции: карьерные работы, механическую обработку
глиняной массы, формование изделий, их сушку и обжиг.
Отдельной операцией является подготовка корректирующих добавок.
Карьерные работы включают добычу, транспортировку и хранение
промежуточного запаса глины. Вылеживание замоченной глины, ее
вымораживание в течении годичного срока на открытом воздухе разрушает
природную структуру глины, она диспергируется на элементарные частицы, что
повышает пластичность и формовочные свойства керамической массы.
Механическая обработка глины осуществляется с помощью
глинообрабатывающих машин и имеет цель: выделить или измельчить
каменистые включения, гомогенизировать керамическую массу и получить
необходимые формовочные свойства. Каменистые включения выделяют из
глины, пропуская ее через винтовые камневыделительные вальцы или
применяя другие специализированные машины. Можно добиться полного
выделения камней из глины гидравлическим обогащением: глину распускают в
глиноболтушках, а затем шликер пропускают через сито, на котором
отделяются камни размером более 0,5 мм; шликер обезвоживают в мощных
распылительных сушилках.
Глину измельчают после выделения каменистых включений. Если их нет в
глине, то после доставки на завод ее сразу подвергают грубому дроблению,
потом тонкому измельчению. После тонкого измельчения глину надо промять,
чтобы получить глиняную массу с необходимой формовочной влажностью.
В настоящее время приняты следующие способы изготовления керамических
изделий: пластический; жесткое формование; полусухое прессование;
комбинированный способ, шликерное литье.
4.
При пластическом методе формования влажность шихты взависимости от свойств глиняного сырья находится в пределах от
18 до 22%.
При жестком методе формования формовочная влажность на 3-4%
ниже, чем при пластическом.
Полусухой способ производства изделий предусматривает
формование из сыпучих масс с влажностью 8-12%.
При первых двух методах формование производится способом
экструзии, в третьем случае – уплотнением пресс-порошка в
коленорычажных или гидравлических прессах.
Выбор способа производства керамических изделий определяется
карьерной влажностью и плотностью сырья, чувствительностью
его к сушке, а также зависит от предполагаемого ассортимента
продукции.
Немаловажное значение при выборе способа производства имеет
возможность приобретения заводом того или иного комплекта
оборудования.
Добыча, переработка и хранение глинистого сырья, а также
методы контроля и испытания глинистого сырья являются
одинаковыми для всех способов.
5.
Способ пластичного формования. Пластический способ производствакирпича нашел наибольшее распространение. Для этой технологии
пригодно разнообразное сырье.
Низкая энергоемкость переработки глины в пластическом состоянии, малая
запыленность производственных помещений, возможность получения
широкого ассортимента продукции (стеновые изделия с пустотностью до
71%) дают предпочтение этому способу.
Однако производство изделий из масс с высокой формовочной влажностью
– процесс многопередельный, требующий корректировки природных
свойств глинистого сырья.
Изделия стеновой керамики формуют из пластичных глиняных масс на
ленточных шнековых прессах, которые могут быть вакуумными и
безвакуумными. В корпусе этого пресса вращается шнек – вал с винтовыми
лопастями. Г
линяная масса поступая через воронку и питающий валик, перемещается с
помощью шнека к сужающейся переходной головке и мундштуку.
В этом месте глиняная масса уплотняется, выравниваются давления и
скорости по сечению глиняного бруса.
Мундштук глиняного пресса для производства кирпича имеет
прямоугольное сечение.
Для формования пустотелых кирпича и керамических камней, в мундштуке
пресса устанавливают пустотообразующий сердечник.
Применяются также фасонные вставки с узкими щелями – для формования
черепицы, кольцевые для керамических труб.
6.
Из мундштука пресса выходит глиняный брус, который разрезаютавтоматически резательным аппаратом, получая изделия заданного
размера.
Плотный вакуумированный сырец устанавливают рядами на печную
вагонетку и он поступает в туннельную сушилку в штабеле (без полок).
Вакуумирование глины позволяет извлечь из нее воздух, снизить влажность
формовочную на 3-4 %, увеличить связующую способность глины,
увеличить прочность сырца в 2-3 раза, прочность обожженного изделия
увеличивается до 2 раз,
его водопоглощение снижается на 10-15 %. Отборку сырца от пресса и
укладку его на транспортные средства выполняют автоматы.
Для повышения трещиностойкости изделий стеновой керамики при сушке
применяют следующие мероприятия: паровое увлажнение глины, введение
в шихту крупнозернистых минеральных и органических добавок,
вакуумирование глиняной шихты, добавка пластификаторов, увлажнение
теплоносителя водяным паром.
В зависимости от физико-минералогических характеристик сырья схема
производства может видоизменяться. При повышенной карьерной
влажности до 24-25% в начале технологической линии необходимо
предусматривать подсушку глины в сушильном барабане или в конвейерной
сушилке.
Наличие карбонатных включений обуславливает введение в технологию
дополнительных вальцев тонкого помола или сухую подготовку массы в
шахтных мельницах или других аналогичных агрегатах.
7.
При производстве кирпича из суглинков или малопластичных глинжелательно осуществлять вылеживание их в буртах или конусах в
течение 3-12 месяцев.
Вода, содержащаяся в глине, при замерзании разрушает
природную структуру, диспергирует агрегаты глинистых частиц.
В процессе вылеживания увеличивается удельная поверхность,
более полно завершаются процессы набухания, возрастает
количество связанной воды и пластическая прочность глиняной
массы, улучшаются ее формовочные и сушильные свойства,
облегчается последующая переработка массы.
Способ жесткого прессования. Особенностью технологической
схемы является сухая переработка глинистого сырья и формовка
изделий по пластическому методу.
Этот способ рекомендуется при наличии глинистого сырья с
карьерной влажностью менее 16-17%.
Данный способ исключает из технологической схемы операция
укладки сырца на сушильную вагонетку и перекладку его на
печную.
Характерной особенностью технологической схемы является
увлажнение порошка глинистой массы непосредственно в
мешалке пресса, такой метод позволяет формовать изделия при
влажности глиномассы на 3-4% ниже нормальной с давлением в
головке пресса около 10 МПА.
8.
За время пребывания глиномассы в мешалке ипрессе набухание зерен глины произойти не
успевает и в момент выхода бруса из
мундштука эти зерна окружены полужидкой
глинистой массой, позволяющей при
сравнительно низких давлениях формовать
пустотелые изделия с пустотностью такой же,
как из масс с нормальной формовочной
влажностью.
В дальнейшем происходит набухание зерен,
сырец твердеет, и к моменту укладки на
печные вагонетки прочность его достаточна для
штабельной укладки.
Кирпич до сушки необходимо выдерживать в
течение 12-48 ч для усреднения влажности во
всем его объеме.
9.
Способ полусухого прессования. Керамические изделия формуют способомполусухого прессования из шихты влажностью 8 – 10 %, уплотняемой прессованием
под значительным давлением (15 – 40 МПа).
Полусухой способ применяется, когда глина имеет плотную структуру, плохо
увлажняется и обрабатывается, содержит многочисленные посторонние включения,
низкую карьерную влажность.
Полусухой способ изготовления керамических изделии позволяет до 30% сократить
расход топлива, использовать малопластичные тощие глины с большим количеством
отходов производства.
При полусухом прессовании температура обжига кирпича должна быть на 50-1000С
выше, чем при пластическом формовании.
Изделия, спрессованные из керамических порошков обладают в сырце большей
прочностью, имеют точные размеры и конфигурацию, дают минимальную усадку при
сушке и пониженную при обжиге.
Керамический кирпич полусухого прессования в сравнении с керамическим
кирпичом пластического формования отличается лучшим качеством поверхности,
меньшей водо- и морозостойкостью
К недостаткам керамических изделий полусухого прессования по сравнению с
изделиями, сформованными из пластичных масс относятся повышенное
водопоглощение после обжига и несколько пониженная морозостойкость.
Технологический процесс производства методом полусухого прессования включает
следующие операции: добычу, доставку, переработку и хранение глинистого сырья и
добавок; приготовление пресс-порошка; хранение пресс порошка; полусухое
прессование пресс-порошка под давлением 15-20 МПА; сушку и обжиг кирпичасырца; приемку, упкаовку, складирование и отправку потребителю готового
кирпича.
10.
Способ литья. Плитки (толщиной 2 мм) изготовляют способом литья наавтоматизированных конвейерных линиях.
По конвейеру движутся пористые керамические поддоны, на которые наливные
аппараты последовательно наносят шликеры разделительного, плиточного и
глазурованного слоев.
Двигаясь по конвейеру, керамическая масса быстро подсыхает на пористом поддоне
и поступает сначала на зачистное, а затем на режущее устройство.
Поддон с отлитой массой проходит конвейер за 22-30 минут, после чего он
автоматически предается в тепловые установки.
Полный цикл производственного процесса (вместе с обжигом) занимает около 2
часов.
Шликер с влажностью 30-33% за 4-16 ч нахождения в гипсовой форме теряет
влажность до 1-20%.
При этом из суспензии образуется пластичная масса, которая способна сохранить
конфигурацию, приданную ей гипсовой формой.
Различают три способа литья – сливной, наливной и комбинированный.
Сливной способ применяют при изготовлении тонкостенных изделий несложной
формы.
Наливной способ используют для отливки изделий сложной формы с толстыми
стенками. Шликер заливают в пространство между двумя частями гипсовой формы.
Примером комбинированного спсоба может быть отливка умывальников, у которых
все телочаши наливное, а полые борта умывальника – сливные.
Из жидких глиняных масс изготовляют некоторые виды облицовочной плитки,
санитарно-технические и другие фаянсовые и фарфоровые изделия.
11.
Комбинированный способ. При этом способе глинопорошокготовится по технологии полусухого прессования с
последующим его затворением водой до формовочной
влажности и формованием изделий по пластической
технологии.
Такая технология обеспечивает высокую степень
гомогенизации и качества керамических изделий.
Сушка сырца. Перед обжигом изделие надо высушить до
содержания влаги не более 5 % во избежание неравномерной
усадки и растрескивания при обжиге.
Сушку сырца проводят в тоннельных и камерных сушилках.
Обжиг изделий. Обжиг завершает изготовление
керамических изделий.
В процессе обжига формируется их структура, определяющая
технические свойства изделия.
Суммарные затраты на обжиг составляют 35-40 %, а потери от
брака достигают 10% себестоимости товарной продукции.
Обжиг керамических изделий осуществляется в туннельных
печах с автоматическим управлением.
Максимальная температура обжига кирпича и других стеновых
керамических изделий (950-10000С) необходима для спекания
керамической массы.
12.
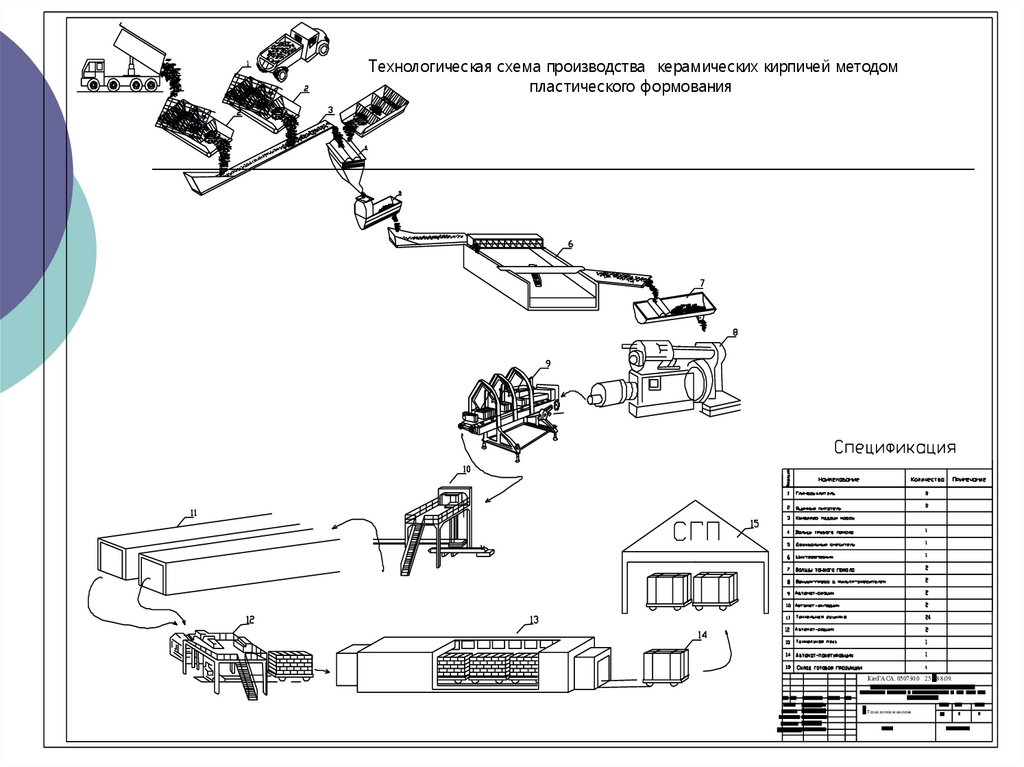
Технологическая схема производства керамических кирпичей методомпластического формования
КазГА СА . 050730.0 25 88.09.
Т ехнологиче ская схема
13.
Технологическая схема производства керамических кирпичей поспособу пластического формования
14.
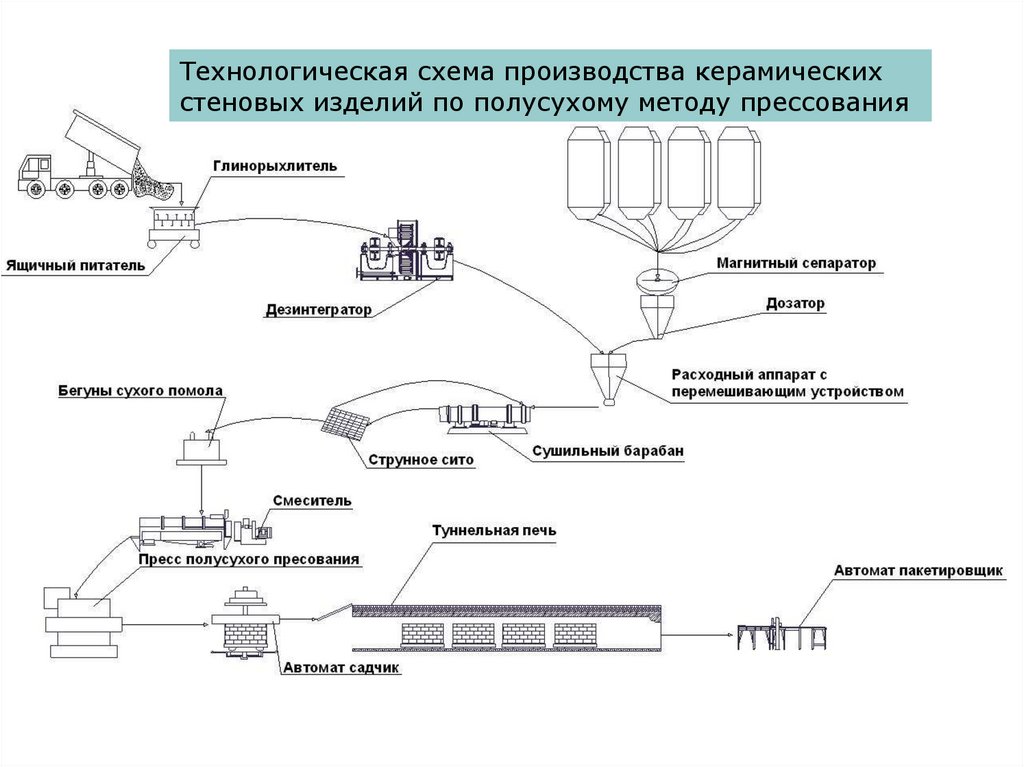
Технологическая схема производства керамическихстеновых изделий по полусухому методу прессования