






 industry
industrySimilar presentations:










Повышение энергоэффективности сталеплавильного процесса в электродуговых сталеплавильных печах за счет применения жидкого чугуна
1. Повышение энергоэффективности сталеплавильного процесса в электродуговых сталеплавильных печах за счет применения жидкого чугуна.
Запорожская государственная инженернаяакадемия
ст. гр. МЕТ-13-1д Курило Н.В.
2.
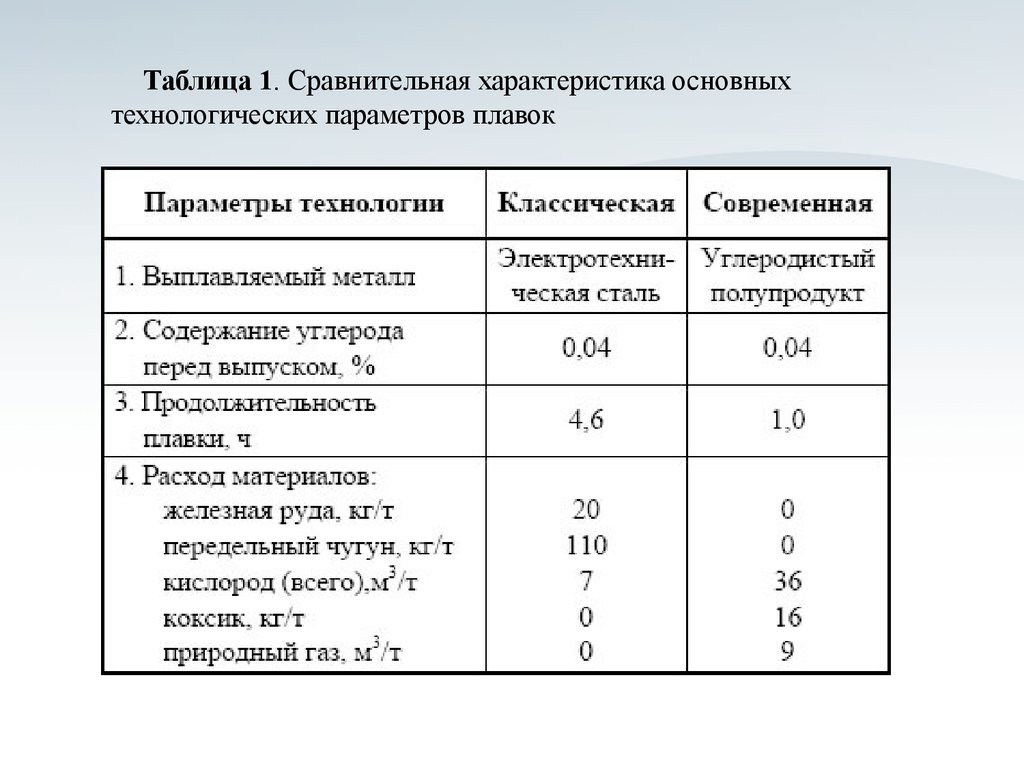
Таблица 1. Сравнительная характеристика основныхтехнологических параметров плавок
3.
Таблица 2. Упрощенный энергетический баланс4.
Таблица 3. Сравнительная характеристика плавок вДСП завода «Huta Czenstochowa» (Польша) с
применением в шихте жидкого и твердого чугуна
5.
Таблица 4. Затраты на выплавку полупродукта сприменением жидкого чугуна в шихте 165-т ДСП
6.
Известны следующие технологические вариантызаливки жидкого чугуна:
•заливка жидкого чугуна с последующей завалкой лома;
•порционная заливка сверху после проплавления
центральной части шихты и образования жидкой ванны;
•заливка чугуна через
переносного желоба;
рабочее
окно
с
помощью
•технология заливки чугуна в период работы печи с
использованием
стационарного
бокового
желоба,
установленного в кожухе ДСП.
7.
Энергетический баланс плавки стали в ДСПтакже можно обеспечить за счет:
•энергии высокотемпературных источников тепла;
•топливно-кислородных горелок;
•химической энергии;
•пневматического перемешивания ванны в ДСП;
•стального лома;
•металлизованного сырья.
8.
ВыводыПрименение в завалку электропечи жидкого чугуна энергетически
выгодно из-за выделения дополнительной химической энергии и
ввода в ванну физического тепла.
Высокая производительность электропечи достигается при
обеспечении высокой скорости нагрева, обезуглероживания
расплава и организации надежной системы удаления шлака.
Заливка жидкого чугуна позволяет существенно увеличить степень
использования объема ванны и производительность.
Суммарный вклад 1% жидкого чугуна в тепловой баланс плавки
составляет примерно 4,3 кВт*ч/т.
Технология электроплавки стали массового сортамента с целью
минимизации издержек, как правило, предусматривает загрузку в
электропечь 100% стального лома.