






































































 mechanics
mechanicsSimilar presentations:










Конструкция колёсных пар и букс вагонов
1. Конструкция колёсных пар и букс вагонов
Учебно-методический кабинет МПС РоссииКонструкция
колёсных пар и букс
вагонов
Обучающе-контролирующая мультимедийная программа
Авторы программы: преподаватель ВЭМК Кошкалда Р.О.,
студенты Булавко А., Киреев В., Символоков Д., Сукочев А., Юдин Д.
Москва - 2000
Далее
2. Правила управления программой
Конструкция колёсных пар и букс вагоновСодержание
Правила управления
программой
Выход из
программы
Переход на предыдущую страницу
Переход на следующую страницу
Звук
Масштаб
флика
Подготовка к зачету
Переход к зачету
Для выбора темы
в содержании
нажатием левой кнопки мыши указать
необходимый раздел.
При показе видеоклипа возможна его
остановка для просмотра.
Для этого необходимо нажатием левой
кнопкой мыши указать на изображение
детали. Повторное нажатие приведет к
продолжению показа.
После просмотра одной страницы
программа автоматически переходит на
следующую страницу.
3. Содержание
Конструкция колёсных пар и букс вагоновСодержание
Урок 1 Назначение колёсных пар
Урок 2 Конструкция колёсных пар
Урок 3 Формирование колёсных пар
Урок 4 Буксовые узлы
Зачет
4. Урок 1
Конструкция колёсных пар и букс вагоновУрок 1
Назначение колесных пар
5. Содержание урока «Назначение колёсных пар»
Конструкция колёсных пар и букс вагоновСодержание урока
«Назначение колёсных пар»
Назначение колёсных пар
Типы колёсных пар
Торцевое крепление
Колесная пара моторного вагона электропоезда
Колёсные пары с дисковыми тормозами
Подготовка к зачёту
6. Назначение колёсных пар
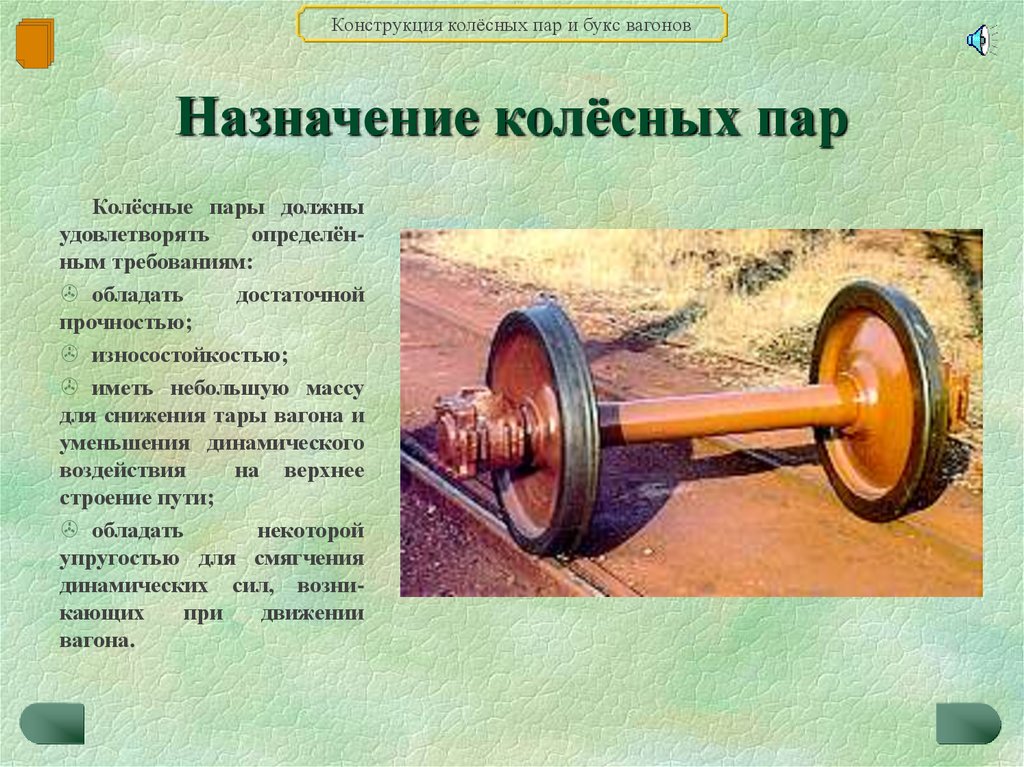
Конструкция колёсных пар и букс вагоновНазначение колёсных пар
Колёсные пары – наиболее ответственные узлы вагонов, от их исправного состояния
во многом зависит безопасность движения поездов и работоспособность вагона.
7.
Конструкция колёсных пар и букс вагоновНазначение колёсных пар
Колёсные пары предназначены для направления движения вагона по рельсовому
пути, восприятия всех нагрузок, передающихся от вагона на рельсовый путь и обратно.
8.
Конструкция колёсных пар и букс вагоновНазначение колёсных пар
Колёсные пары должны
удовлетворять
определённым требованиям:
обладать
достаточной
прочностью;
износостойкостью;
иметь небольшую массу
для снижения тары вагона и
уменьшения динамического
воздействия
на верхнее
строение пути;
обладать
некоторой
упругостью для смягчения
динамических сил, возникающих
при
движении
вагона.
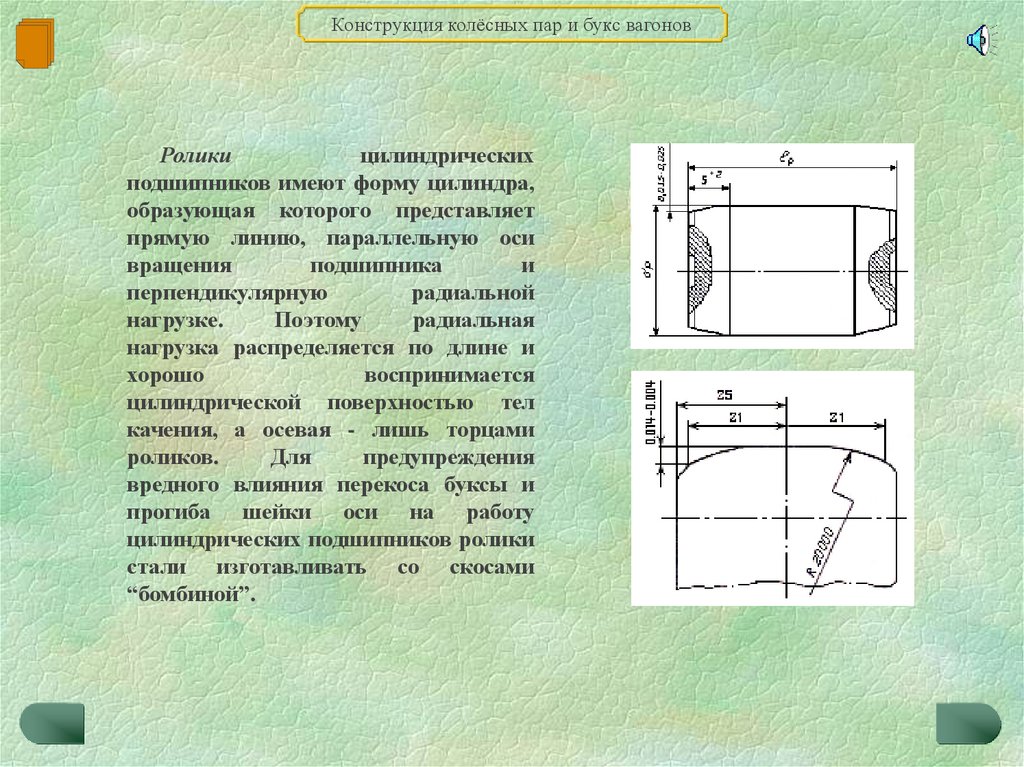
9. Назначение колёсных пар
Конструкция колёсных пар и букс вагоновТипы,
основные
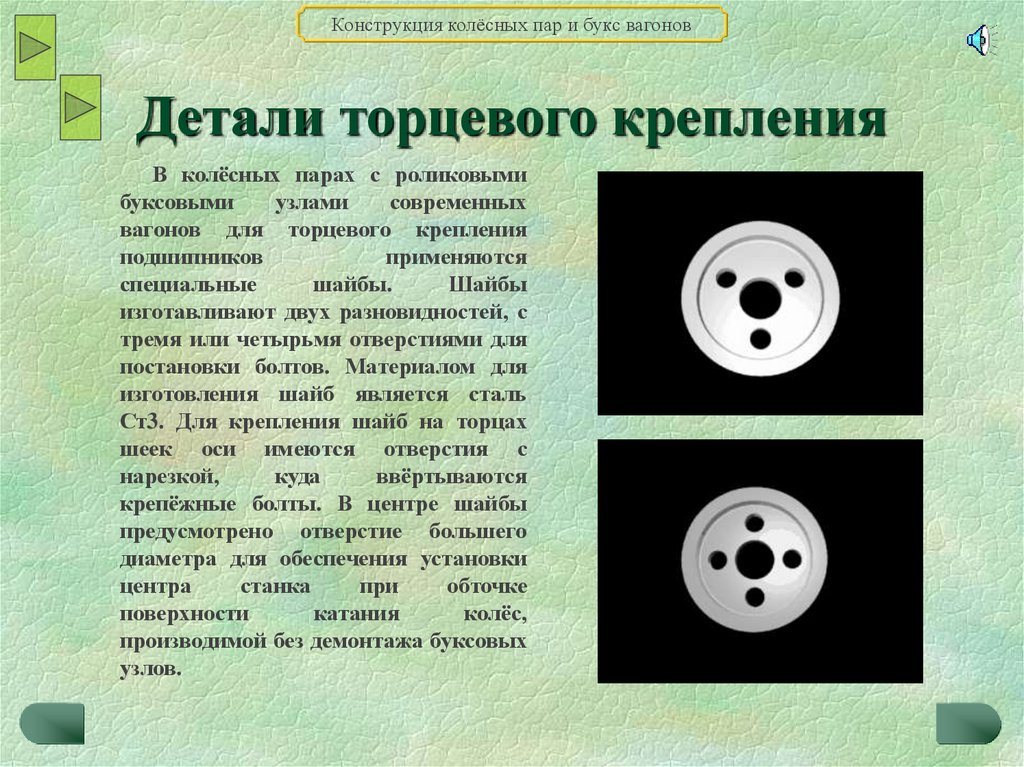
размеры и технические
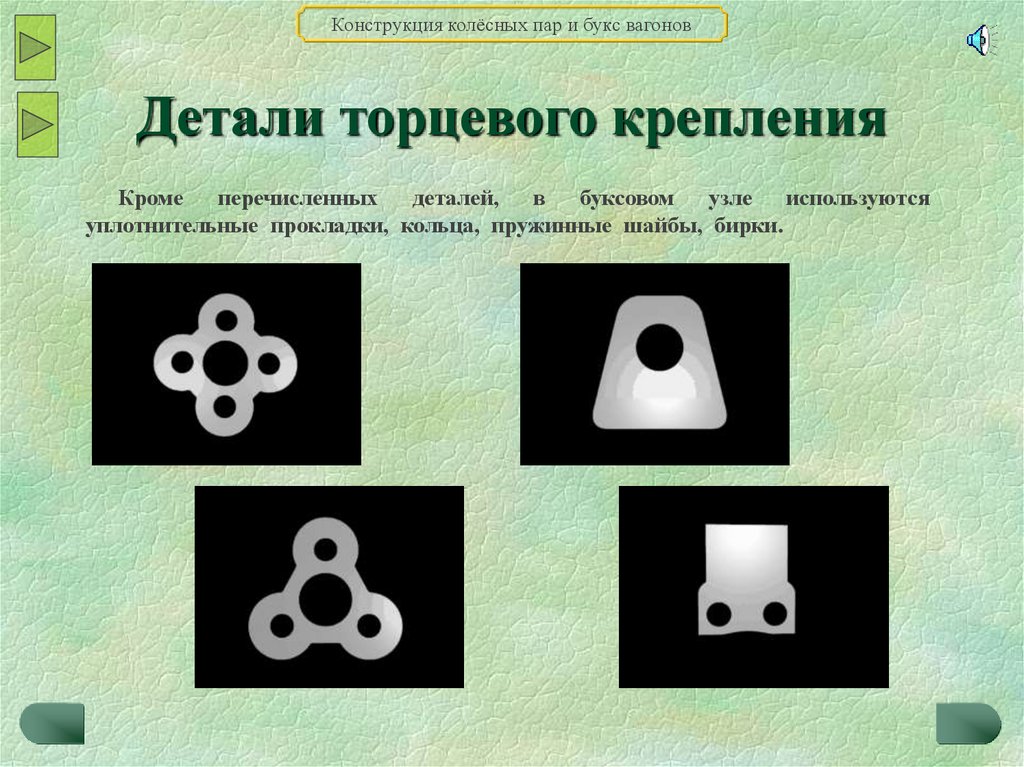
условия на изготовление
вагонных колёсных пар
определяются
Государственными стандартами,
а содержание и ремонтПравилами технической
эксплуатации железных
дорог (ПТЭ) и Инструкцией по осмотру, освидетельствованию, ремонту
и формированию колёсных пар.
10.
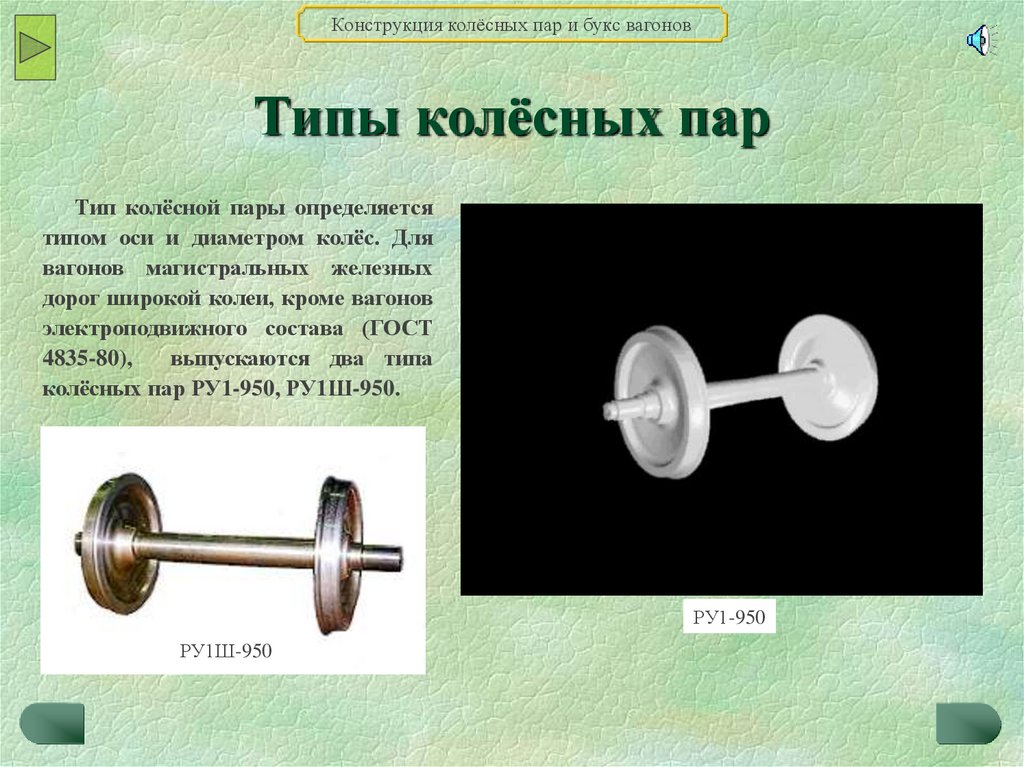
Конструкция колёсных пар и букс вагоновТипы колёсных пар
Тип колёсной пары определяется
типом оси и диаметром колёс. Для
вагонов магистральных железных
дорог широкой колеи, кроме вагонов
электроподвижного состава (ГОСТ
4835-80),
выпускаются два типа
колёсных пар РУ1-950, РУ1Ш-950.
РУ1-950
РУ1Ш-950
11.
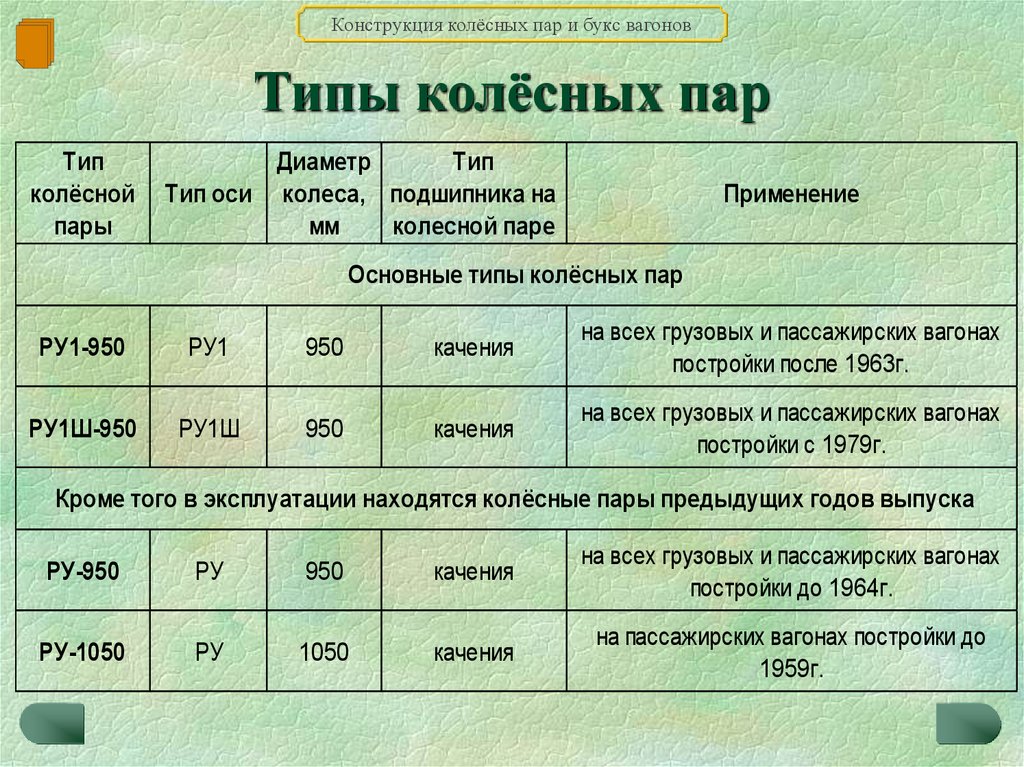
Конструкция колёсных пар и букс вагоновТипы колёсных пар
Тип
колёсной
пары
Диаметр
Тип
Тип оси колеса, подшипника на
мм
колесной паре
Применение
Основные типы колёсных пар
РУ1-950
РУ1
950
качения
на всех грузовых и пассажирских вагонах
постройки после 1963г.
РУ1Ш-950
РУ1Ш
950
качения
на всех грузовых и пассажирских вагонах
постройки с 1979г.
Кроме того в эксплуатации находятся колёсные пары предыдущих годов выпуска
РУ-950
РУ
950
качения
на всех грузовых и пассажирских вагонах
постройки до 1964г.
РУ-1050
РУ
1050
качения
на пассажирских вагонах постройки до
1959г.
12.
Конструкция колёсных пар и букс вагоновТорцевое крепление
В колёсных парах
РУ1-950, РУ-950 крепление подшипников на
шейке оси выполнено
при помощи корончатой
гайки.
1-корончатая гайка
Корончатая гайка
Стопорная планка
13. Назначение колёсных пар
Конструкция колёсных пар и букс вагоновТорцевое крепление
В колёсной паре РУ1Ш-950
крепление подшипников на шейке
оси выполнено при
помощи
шайбы
(буква Ш означает
"шайба").
2 - стопорная шайба
14.
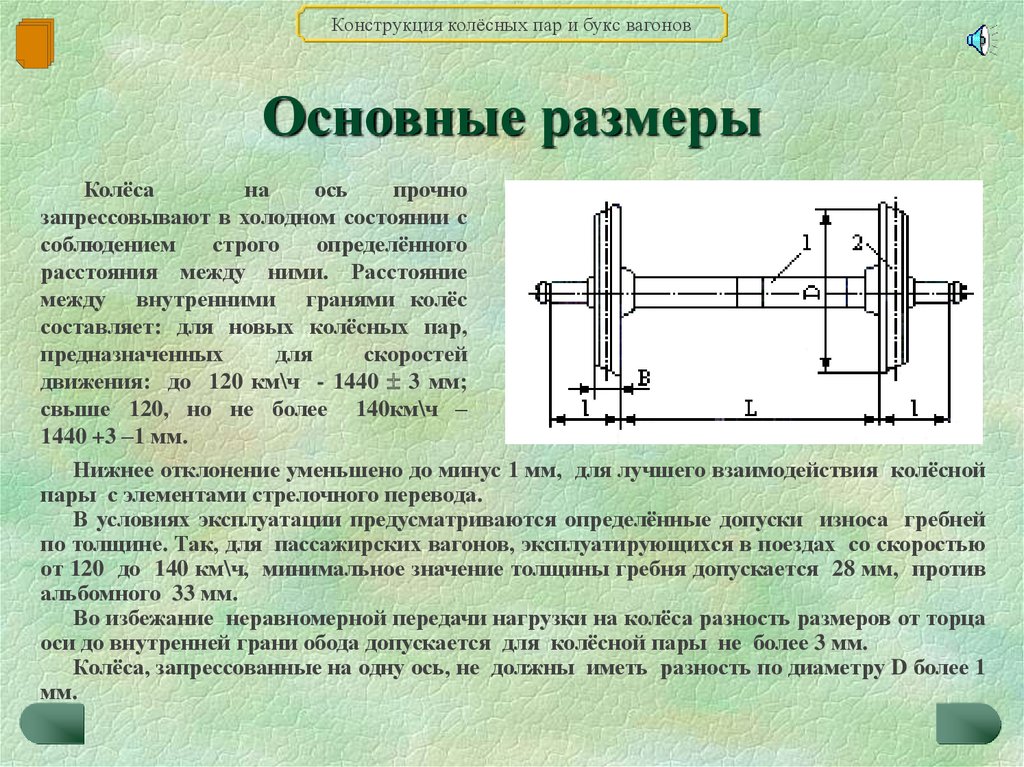
Конструкция колёсных пар и букс вагоновОсновные размеры
Колёса
на
ось
прочно
запрессовывают в холодном состоянии с
соблюдением
строго
определённого
расстояния между ними. Расстояние
между внутренними гранями колёс
составляет: для новых колёсных пар,
предназначенных
для
скоростей
движения: до 120 км\ч - 1440 3 мм;
свыше 120, но не более 140км\ч –
1440 +3 –1 мм.
Нижнее отклонение уменьшено до минус 1 мм, для лучшего взаимодействия колёсной
пары с элементами стрелочного перевода.
В условиях эксплуатации предусматриваются определённые допуски износа гребней
по толщине. Так, для пассажирских вагонов, эксплуатирующихся в поездах со скоростью
от 120 до 140 км\ч, минимальное значение толщины гребня допускается 28 мм, против
альбомного 33 мм.
Во избежание неравномерной передачи нагрузки на колёса разность размеров от торца
оси до внутренней грани обода допускается для колёсной пары не более 3 мм.
Колёса, запрессованные на одну ось, не должны иметь разность по диаметру D более 1
мм.
15.
Конструкция колёсных пар и букс вагоновКолесная пара моторного вагона
электропоезда
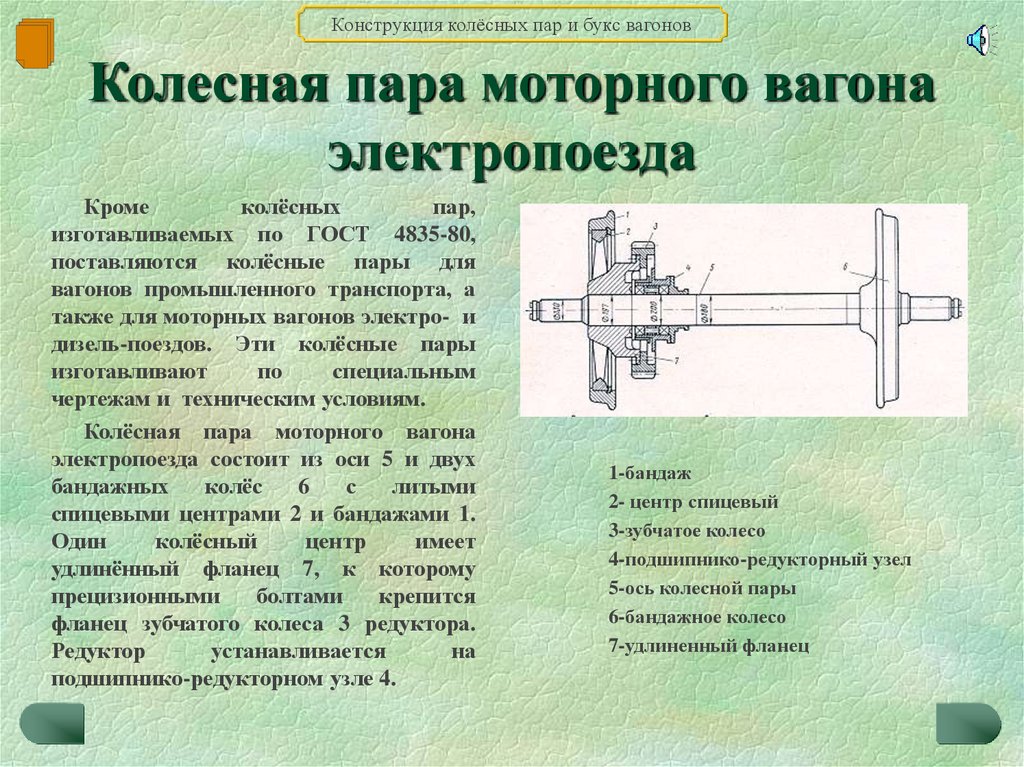
Кроме
колёсных
пар,
изготавливаемых по ГОСТ 4835-80,
поставляются колёсные пары для
вагонов промышленного транспорта, а
также для моторных вагонов электро- и
дизель-поездов. Эти колёсные пары
изготавливают
по
специальным
чертежам и техническим условиям.
Колёсная пара моторного вагона
электропоезда состоит из оси 5 и двух
бандажных
колёс
6
с
литыми
спицевыми центрами 2 и бандажами 1.
Один
колёсный
центр
имеет
удлинённый фланец 7, к которому
прецизионными
болтами
крепится
фланец зубчатого колеса 3 редуктора.
Редуктор
устанавливается
на
подшипнико-редукторном узле 4.
1-бандаж
2- центр спицевый
3-зубчатое колесо
4-подшипнико-редукторный узел
5-ось колесной пары
6-бандажное колесо
7-удлиненный фланец
16. Типы колёсных пар
Конструкция колёсных пар и букс вагоновКолёсные пары с дисковыми
тормозами
Колёсные пары прицепных тележек
вагонов
электропоездов,
а
также
поддерживающих тележек дизель-поездов,
изготавливаются с дисковыми тормозами.
Колёсная пара таких вагонов состоит
из:
оси 1;
двух цельнокатаных колёс 2;
двух тормозных дисков 3.
17.
Конструкция колёсных пар и букс вагоновУрок 2
Конструкция колесных пар
18.
Конструкция колёсных пар и букс вагоновСодержание урока
«Конструкция колёсных пар»
Оси колесных пар
Элементы вагонной оси
Крепление подшипников на оси
Материалы для вагонных осей
Технологический процесс изготовления вагонной оси
Колеса
Знаки и клейма на колёсах
Технологический процесс изготовления колеса
Колеса тележек электроподвижного состава
Подготовка к зачёту
19. Типы колёсных пар
Конструкция колёсных пар и букс вагоновОси колесных пар
Вагонная
ось
это
элемент
колесной
пары,
на
котором,
укрепляются колеса.
Она представляет собой стальной
брус круглого, переменного по длине
поперечного сечения.
Вагонные оси по конструкции
различаются:
размерами основных элементов–
в
зависимости
от
значения
воспринимаемой нагрузки;
формой шейки оси –
для
подшипников
качения
и
подшипников скольжения;
формой поперечного сечения –
сплошные или полые.
Кроме этих признаков, определяющих конструкцию, оси классифицируются: по
материалу, способу изготовления, способу торцевого крепления подшипников качения –
корончатой гайкой или шайбой.
20. Торцевое крепление
Конструкция колёсных пар и букс вагоновОси колесных пар
У вагонной оси имеются:
две шейки;
две предподступичные части;
две подступичные части;
средняя часть оси.
Для снижения концентрации
напряжений в местах изменения
диаметров оси делают плавные
переходы – галтели, выполненные
определенным радиусом.
Снижение
концентрации
напряжений, вызванных посадкой
деталей
подшипников
качения,
достигается
разгружающей
канавкой, расположенной у начала
задней галтели шейки оси.
Ось колёсной пары
Ось типа РУ1
галтели
Ось типа РУ1Ш
21.
Конструкция колёсных пар и букс вагоновЭлементы вагонной оси
Шейки
вагонных
осей
выполняют
цилиндрической
формы
для
размещения
на
них
подшипников.
Предподступич
ные части оси - это
переходные зоны
от
шеек
к
подступичным
частям.
На
предподступичных
частях
размещаются
задние уплотнения
буксовых
узловлабиринтные
кольца.
22.
Конструкция колёсных пар и букс вагоновЭлементы вагонной оси
Подступичные
части
оси
предназначе
ны
для
размещения
колес.
Средняя
часть
оси
имеет
конический
переход от
подступичных частей.
23. Торцевое крепление
Конструкция колёсных пар и букс вагоновЦентровые отверстия осей
В центре торцов всех типов вагонных осей сделаны отверстия для
установки и закрепления оси или сформированной колёсной пары при
обработке на станках. Форма и размеры центровых отверстий
установлены стандартом.
Центровое отверстие оси типа РУ1
Центровое отверстие оси типа РУ1Ш
24.
Конструкция колёсных пар и букс вагоновКрепление подшипников на оси
Оси для роликовых подшипников по
концам шеек имеют нарезную часть для
навинчивания корончатой гайки.
Кроме того, на каждом торце таких
осей имеется паз с двумя отверстиями, в
которых выполнена нарезка. Паз даёт
возможность поставить
стопорную
планку, которая крепится двумя болтами.
В вагонных
осях с креплением
подшипников качения при помощи
шайбы в торцах осей
делаются
отверстия с нарезкой. Такое крепление
может быть выполнено в двух вариантах:
при помощи трёх или четырёх болтов.
1-корончатая гайка
2-стопорная шайба
25.
Конструкция колёсных пар и букс вагоновОси колёсных пар с дисковыми
тормозами
Оси колёсных пар вагонов, оборудованных дисковыми тормозами, а также оси,
на которых смонтирован привод подвагонного генератора, имеют посадочные
поверхности для установки тормозных дисков или деталей редуктора.
26. Основные размеры
Конструкция колёсных пар и букс вагонов165
165
165
175
194
194
194
205
165
165
165
170
Объщая длина оси, мм
РУ1 130
РУ1Ш 130
РУ
135
140
предподсту
подступичной
пичной
части
части
в середине
Тип
оси
шейки
Диаметр, мм
Длина шейки, мм
Стандартные типы осей вагонов
176
190
248
190
2294
2216
2390
2216
Наибольшая
статическая нагрузка от
Растояние
колесной пары на
между
рельсы, кН (тс), для
центрами
приложения
пассажирс
нагрузок на
грузовых
ких
шейки, мм
2036
2036
2036
2036
228(23,25)
228(23,25)
228(23,25)
245(25)
Оси РУ1 и РУ1Ш, оборудующиеся подшипниками с наружным
диаметром 250 мм, имеют меньшие размеры шеек по сравнению с осью РУ,
которая применяется для подшипников диаметром 280 мм.
177(18)
177(18)
177(18)
27. Колесная пара моторного вагона электропоезда
Конструкция колёсных пар и букс вагоновМатериал для вагонных осей
В качестве материала для изготовления вагонных осей применяется:
для вагонов основных типов - сталь ОсВ;
для вагонов электропоездов – сталь ОсЛ.
Химический состав:
углерода 0,40 0,48;
марганца 0,55 0,85; кремния 0,15 0,35;
фосфора не более 0,04;
серы не более 0,045;
хрома не более 0,3;
меди не более 0,25 %.
Гарантийный срок эксплуатации осей установлен 8,5 лет, а срок
службы - 15 лет.
28. Колёсные пары с дисковыми тормозами
Конструкция колёсных пар и букс вагоновТехнологический процесс
изготовления вагонной оси
Процесс поперечно –
винтовой
прокатки
ведётся на трёхвалковом
стане, валки которого
расположены под углом
120 градусов один к
другому, что обеспечивает автоматическую
деформацию заготовки
по форме оси при
помощи
контролирующего устройства.
Вагонные оси изготавливают
поперечно–винтовой прокаткой и
радиально–ротационным методом.
Схема изготовления осей
Изготовление
вагонных
осей
методом поперечно–винтовой прокатки
и радиально–ротационным методом
даёт возможность обеспечить высокую
производительность
и
улучшить
качество металла оси.
При радиально
–ротационном
способе черновая
ось зажимается в
шпинделе машины, где ролики
обеспечивают
обжатие заготовки
в соответствии с
требуемыми размерами.
29.
Конструкция колёсных пар и букс вагоновТехнологический процесс
изготовления вагонной оси
Технологический
процесс изготовления
вагонной оси включает:
получение черновой
заготовки;
термическую обработку;
правку;
очистку от окалины;
черновую и чистовую
механическую обработку;
приёмку и клеймение.
30. Урок 2
Конструкция колёсных пар и букс вагоновТехнологический процесс
изготовления вагонной оси
На шейке или средней части оси в горячем состоянии наносят знаки и клейма.
1-номер завода изготовителя
2-дата изготовления оси
3-приемочные клейма МПС
4-номер оси
5-номер плавки.
После этого черновые оси термически обрабатывают
(нормализация или нормализация с отпуском) с последующим
процессом правки на прессах или штампах, а затем очистки в
дробеструйных конвейерных камерах. Черновые оси проходят
приемо-сдаточные испытания от каждой партии одной плавки
до 150 штук.
При этом проверяют внешний вид, размеры каждой оси и
проводят механические испытания образцов, вырезанных из
оси, на удар и растяжение.
После механической обработки клейма, нанесённые на
среднюю часть черновой оси, переносят на один из торцов.
31. Содержание урока «Конструкция колёсных пар»
Конструкция колёсных пар и букс вагоновТехнологический процесс
изготовления вагонной оси
В процессе механической обработки вагонных осей на
участках, оснащенных
автоматическими линиями,
обрезают два конца заготовки и зацентровывают их, затем
выполняют черновую обработку оси, проточку шеек под
резьбу М110, фрезерование пазов под стопорную планку и
сверловку отверстий под резьбу М12, с последующим
нарезанием резьбы.
32. Оси колесных пар
Конструкция колёсных пар и букс вагоновТехнологический процесс
изготовления вагонной оси
Для повышения усталостной прочности всю поверхность
вагонной оси накатывают роликами на специальных
токарно-накатных станках. Сущность накатки состоит в
том, что закреплёная в станке ось приводится во вращение и
к её поверхности с определённым усилием прижимаются
ролики, которые одновременно перемещаются с супортом
вдоль оси.
После накатки шлифуют шейки оси и подступичные
части, затем промывают водным раствором триэтаноламина
в одной камере и обдувают воздухом – во второй.
У готовой оси колёсной пары автоматически контролируют размеры, потом проверяют ось
магнитным дефектоскопом.
33.
Конструкция колёсных пар и букс вагоновКолеса
Вагонные колеса различают:
по конструкции - цельнокатаные и бандажные,
состоящие из колесного центра, бандажа и
предохранительного кольца;
по изготовлению - катаные и литые;
по диаметру, измеренному по кругу катания - 950
и 1050 мм.
При качении колес по рельсам они испытывают
сложные виды нагружения:
контактные нагрузки. Соприкасаясь с рельсом
малой
поверхностью,
колесо
передает
ему
значительные
статические
и
динамические
нагрузки;
ударные нагрузки. Удары колес на стыках
рельсов могут вызвать появление трещин в ободе;
трение от соприкосновения с рельсами и
тормозными колодками. В процессе торможения
между колесами и колодками создаются большие
силы трения, вызывающие нагрев обода, что
способствует образованию в нем ряда дефектов.
34. Оси колесных пар
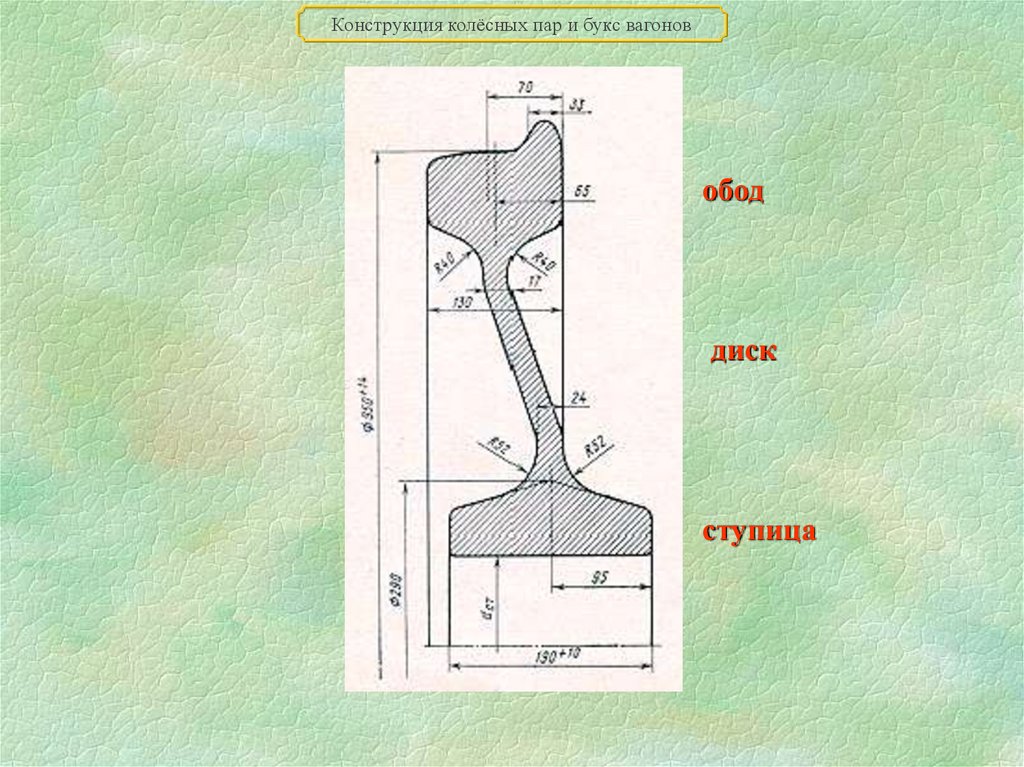
Конструкция колёсных пар и букс вагоновЦельнокатаное колесо
Цельнокатаное колесо имеет:
обод
Ширина обода – 130 мм. На
расстоянии
70
мм
от
внутренней
базовой
грани
поверхности обода находится
так называемый круг катания,
по которому измеряют прокат,
диаметр колеса и толщину
обода.
обод
диск
ступицу
Ступица колеса в холодном
состоянии прочно запрессована
на ось.
cтупица
диск
Переход от ступицы к ободу выполнен в форме диска, расположенного под
некоторым углом к этим частям, что придает колесу упругость и снижает воздействие
динамических сил.
35. Элементы вагонной оси
Конструкция колёсных пар и букс вагоновПрофиль колеса
Для рационального взаимодействия
рельсами
важное
значение
имеет
поверхности катания колес.
колес с
профиль
Стандартный профиль колеса имеет:
Гребень колеса направляет движение и предохраняет колесную
пару от схода с рельсов. Он имеет высоту 28 мм и толщину 33 мм,
измеренную на высоте 18 мм.
Конусность поверхности 1:10 обеспечивает центрирование колесной пары при
движении ее на прямом участке пути, предотвращая образование неравномерного
проката по ширине обода, и улучшает прохождение кривых участков пути. Вместе с
этим конусность 1:10 создает условия для извилистого движения колесной пары, что
неблагоприятно сказывается на плавности хода вагона.
Конусность поверхности 1:3,5 и фаска 6х45° приподнимают наружную грань колеса над
головкой рельса, что улучшает прохождение стрелочных переводов, особенно при
наличии проката и других дефектов поверхности катания колес.
36.
Конструкция колёсных пар и букс вагоновТехнологический процесс изготовления
цельнокатаного колеса
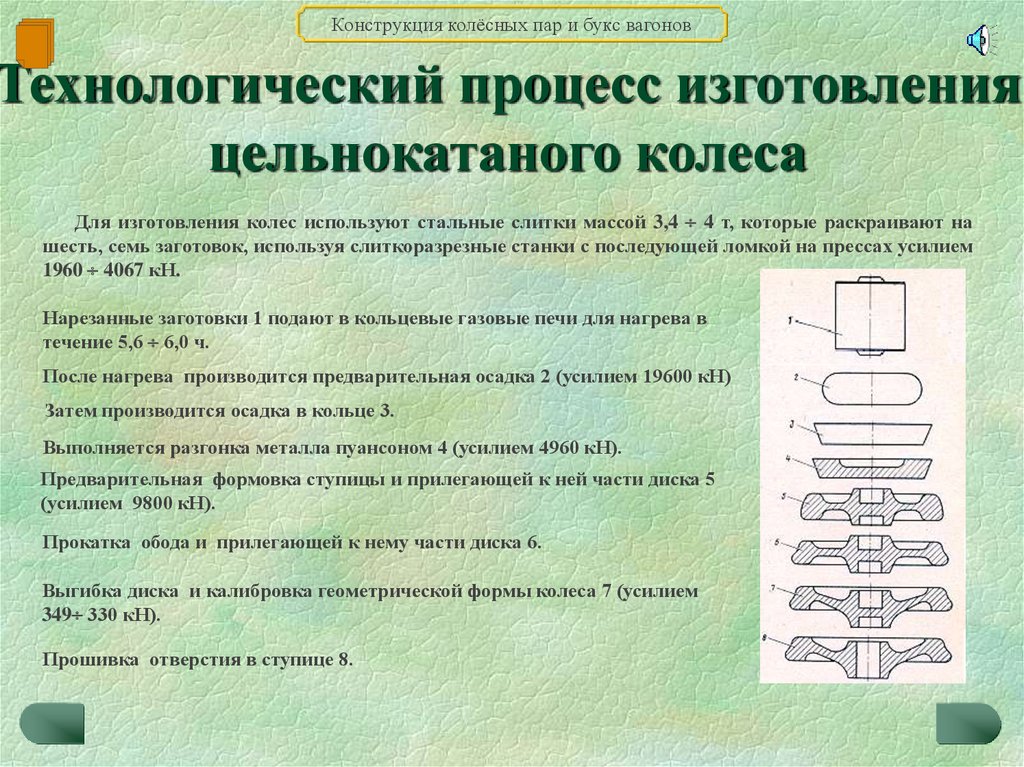
Для изготовления колес используют стальные слитки массой 3,4 4 т, которые раскраивают на
шесть, семь заготовок, используя слиткоразрезные станки с последующей ломкой на прессах усилием
1960 4067 кН.
Нарезанные заготовки 1 подают в кольцевые газовые печи для нагрева в
течение 5,6 6,0 ч.
После нагрева производится предварительная осадка 2 (усилием 19600 кН)
Затем производится осадка в кольце 3.
Выполняется разгонка металла пуансоном 4 (усилием 4960 кН).
Предварительная формовка ступицы и прилегающей к ней части диска 5
(усилием 9800 кН).
Прокатка обода и прилегающей к нему части диска 6.
Выгибка диска и калибровка геометрической формы колеса 7 (усилием
349 330 кН).
Прошивка отверстия в ступице 8.
37. Элементы вагонной оси
Конструкция колёсных пар и букс вагоновТехнологический процесс
изготовления цельнокатаного колеса
Все процессы изготовления колес выполняются на
прессопрокатной линии.
После этого колеса подают на противофлоксную
обработку, которая ведется в конвейерных печах
путем нагрева до 400 650 оС, выдержка при этой
температуре не менее 4,5 ч. Все колеса подвергают
прерывистой закалке и отпуску на специальных
установках.
Перед закалкой колеса нагревают в кольцевых
печах до температуры 800 850 оС в течение от 80 до
110 мин. Затем колесо укладывают на специальный
стол, который поворачивается в вертикальное
положение.
С помощью приводного ролика колесо вращается и одновременно его обод охлаждается
водой, имеющей температуру 20 35 оС в течение 100 200 с. После закалки колесо
возвращается в горизонтальное положение. Колеса складывают в стороны для остывания
в течение 30 40 мин, а затем их передают для отпуска в кольцевые электропечи.
Отпуск производится в течение 2,5 3,0 ч при температуре 470 520 оС. После
термообработки колеса поступают на механическую обработку, которая выполняется на
специальных станках.
38.
Конструкция колёсных пар и букс вагоновТехнологический процесс
изготовления цельнокатаного колеса
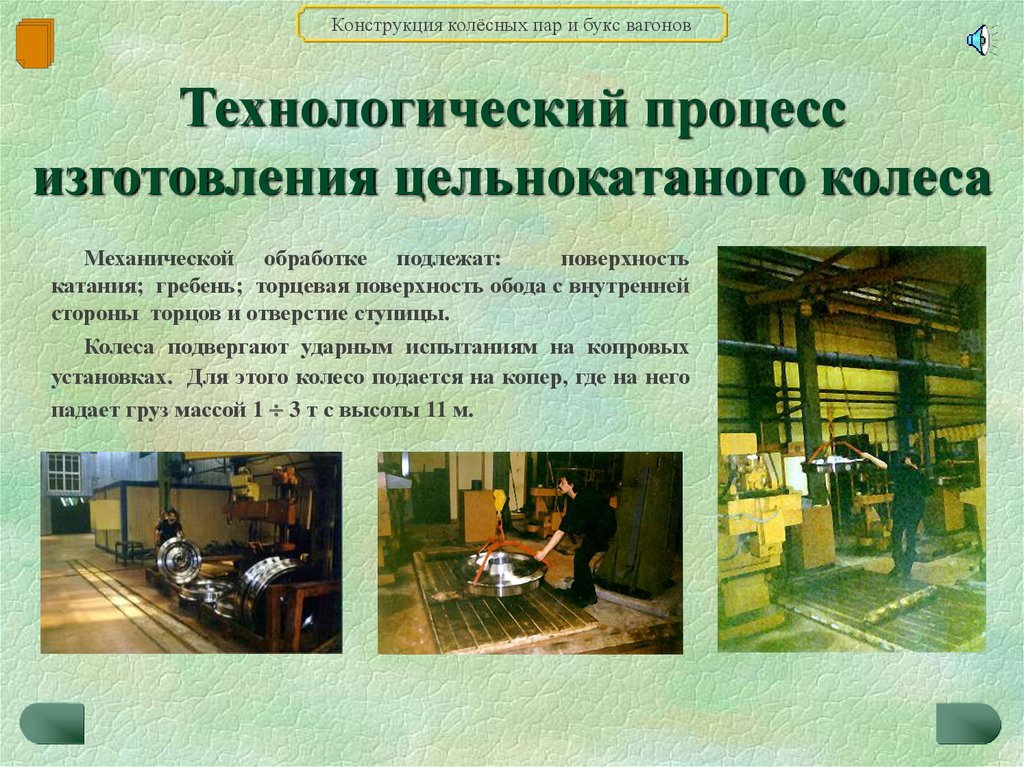
Механической обработке подлежат:
поверхность
катания; гребень; торцевая поверхность обода с внутренней
стороны торцов и отверстие ступицы.
Колеса подвергают ударным испытаниям на копровых
установках. Для этого колесо подается на копер, где на него
падает груз массой 1 3 т с высоты 11 м.
39.
Конструкция колёсных пар и букс вагоновЗнаки и клейма на колесах
В процессе изготовления колес на наружной грани обода в горячем
состоянии наносят клейма.
40.
Конструкция колёсных пар и букс вагоновКолеса тележек
электроподвижного состава
Колеса моторных тележек электроподвижного состава имеют бандажи. Центры этих
колес отливают из стали 25ЛIII повышенного качества, а бандажи из стали 60 с
содержанием углерода 0,57 0,65%.
Изготовление бандажных колёс таких тележек связано с особенностями
конструкции - наличие зубчатого колеса редуктора, а также со сложностью их
производства.
41. Центровые отверстия осей
Конструкция колёсных пар и букс вагоновУрок 3
Формирование колесных пар
42. Крепление подшипников на оси
Конструкция колёсных пар и букс вагоновСодержание урока
«Формирование колесных пар»
Формирование вагонных колёсных пар
Контроль качества запрессовки
Знаки и клейма на колесных парах
Подготовка к зачёту
43. Оси колёсных пар с дисковыми тормозами
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
Надежность работы колесной пары и безопасность движения поездов во многом
зависит от прочности соединения колес с осью.
44.
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
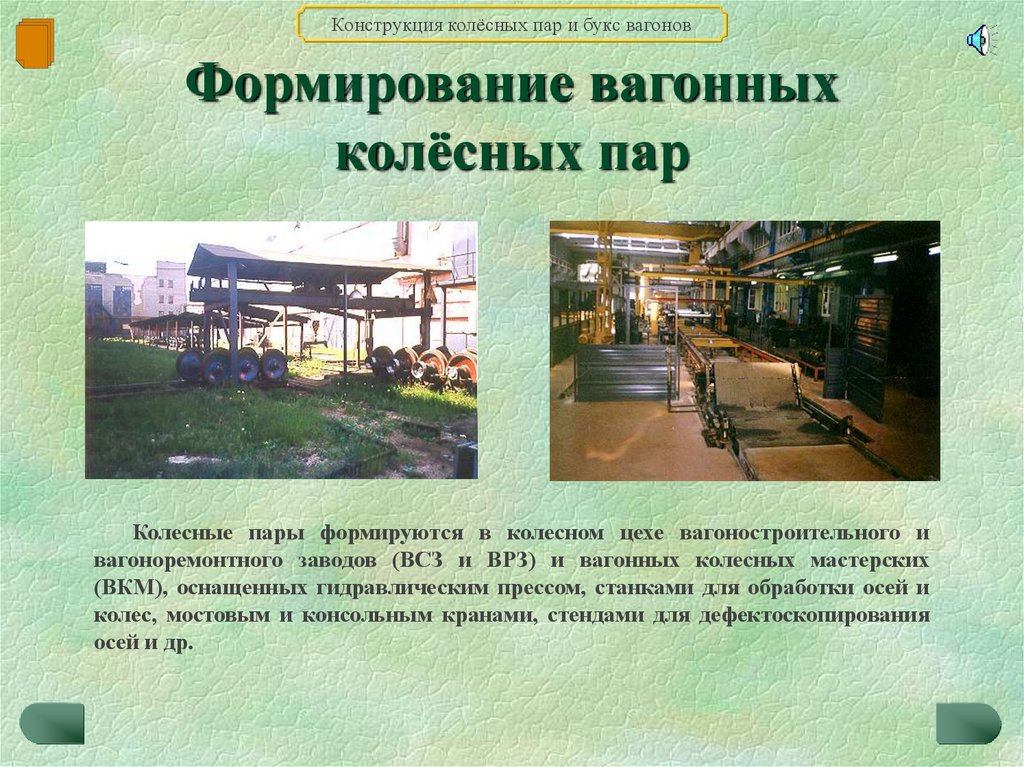
Колесные пары формируются в колесном цехе вагоностроительного и
вагоноремонтного заводов (ВСЗ и ВРЗ) и вагонных колесных мастерских
(ВКМ), оснащенных гидравлическим прессом, станками для обработки осей и
колес, мостовым и консольным кранами, стендами для дефектоскопирования
осей и др.
45. Стандартные типы осей вагонов
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
Размеры
подступичных частей
оси должны
соответствовать
стандартам и
требованиям
действующей
Инструкции по
осмотру,
освидетельствованию,
ремонту и
формированию
вагонных колесных
пар.
46. Материал для вагонных осей
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
Перед запрессовкой производится обработка сопрягаемых поверхностей
ступицы колеса и подступичной части оси с соблюдением требований натяга,
шероховатости, овальности, волнистости.
47. Технологический процесс изготовления вагонной оси
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
Для плавного захода оси в ступицу колеса при запрессовке наружная часть
подступичной зоны оси обтачивается на конус с разностью диаметров не более
1 мм и длиной 7 15 мм (запрессовочный конус).
Середина оси намечается кернером, относительно которой симметрично
устанавливают колеса при запрессовке.
48. Технологический процесс изготовления вагонной оси
Конструкция колёсных пар и букс вагоновДефектоскопирование
Проверка магнитным порошком
Проверка магнитной суспензией
После окончательной обработки подступичную и среднюю части оси
испытывают магнитным дефектоскопом.
49.
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
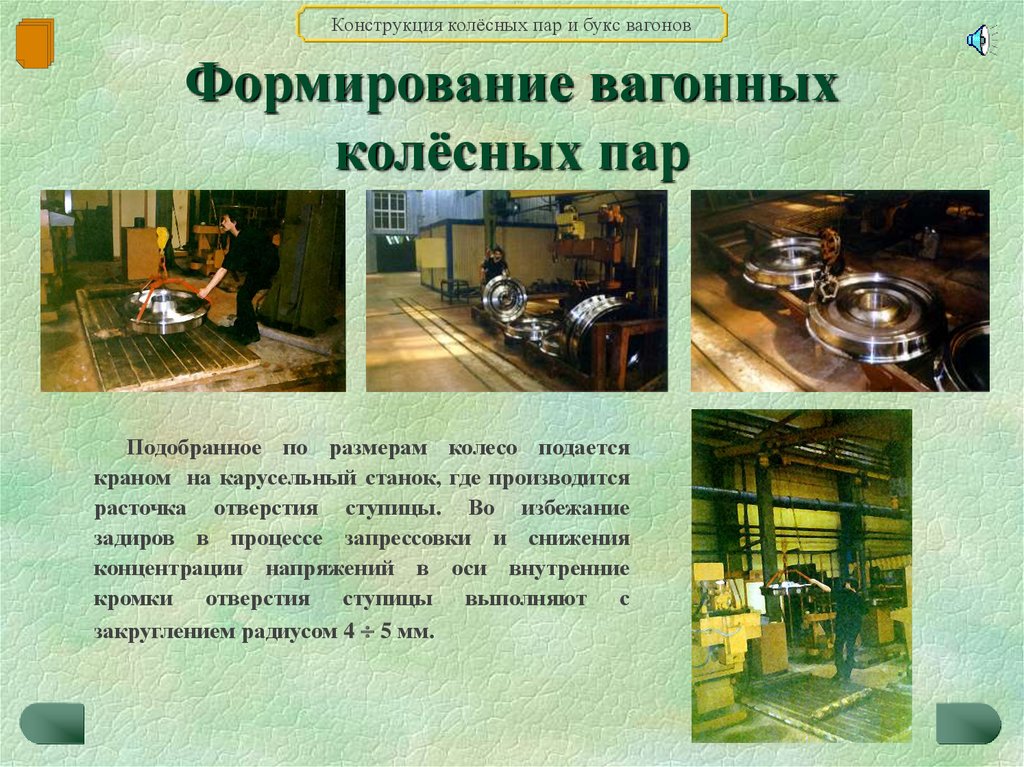
Подобранное по размерам колесо подается
краном на карусельный станок, где производится
расточка отверстия ступицы. Во избежание
задиров в процессе запрессовки и снижения
концентрации напряжений в оси внутренние
кромки отверстия ступицы выполняют с
закруглением радиусом 4 5 мм.
50.
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
Сопрягаемые поверхности оси и колеса покрывают натуральной олифой, конец
оси вставляют в отверстие ступицы, а другой торец оси упирается в торец плунжера
пресса.
Для того, чтобы в процессе запрессовки не повредить резьбовую часть для гайки
крепления роликовых подшипников, на конец оси надевают предохранительный
стакан, который упирается в заднюю галтель шейки.
После этого включают электродвигатель пресса, и плунжер приводится в
движение, продвигая ось относительно ступицы колеса со скоростью 2 мм/с, что
обеспечивает нормальную запрессовку. После запрессовки одного колеса, ось
поворачивается другим концом и на нее напрессовывается второе колесо. Давление
в процессе запрессовки должно возрастать равномерно.
51. Технологический процесс изготовления вагонной оси
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
Колеса,
насаженные на ось,
удерживаются на ней
благодаря наличию
натяга,
образующегося вследствие
того, что диаметр
отверстия ступицы
колеса
меньше
диаметра
подступичной части оси.
Колеса
с
осью
соединяются
прессовым способом.
Для получения прочного
прессового
соединения
диаметры
подступичных
частей оси делают на 0,1
0,25 мм больше диаметра
отверстия ступиц ( натяг ).
Сопрягаемые
поверхности
отверстий
ступиц
колес
и
подступичных
частей оси обрабатывают с
шероховатостью Rz 320. В
процессе
запрессовки
ведется
контроль
за
показанием манометра на
прессе.
52.
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
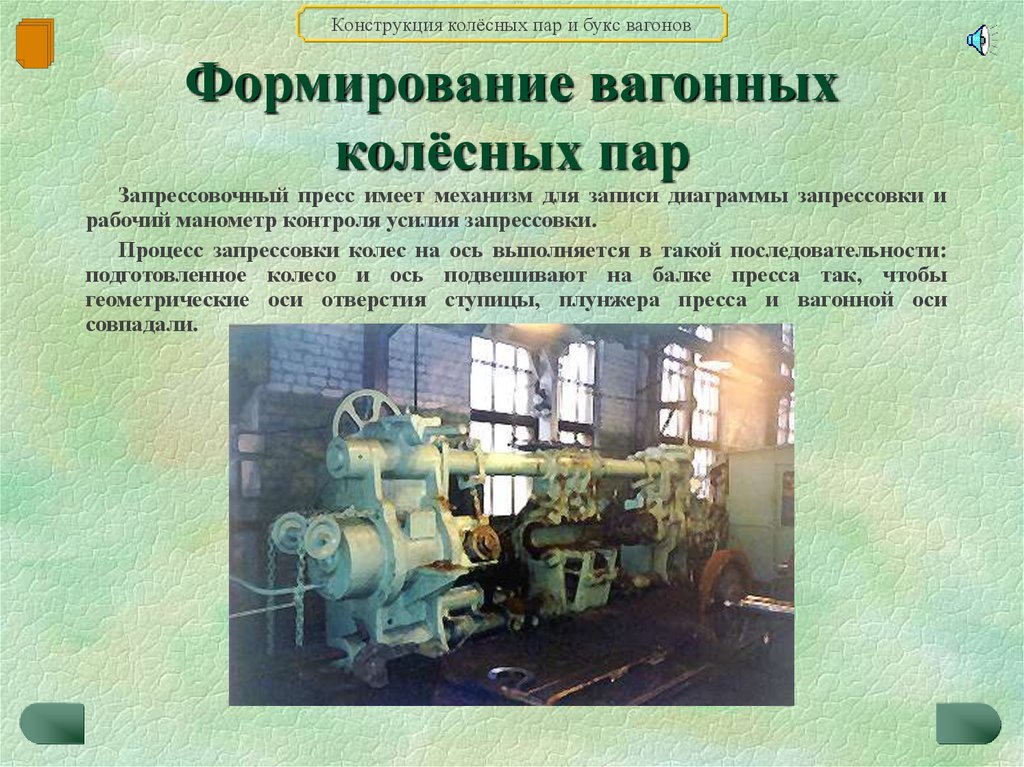
Запрессовочный пресс имеет механизм для записи диаграммы запрессовки и
рабочий манометр контроля усилия запрессовки.
Процесс запрессовки колес на ось выполняется в такой последовательности:
подготовленное колесо и ось подвешивают на балке пресса так, чтобы
геометрические оси отверстия ступицы, плунжера пресса и вагонной оси
совпадали.
53.
Конструкция колёсных пар и букс вагоновФормирование вагонных
колёсных пар
Рациональное усилие запрессовки
колес на ось принимается 370 550 кН
на
каждые
100
мм
диаметра
подступичной части оси.
54. Технологический процесс изготовления вагонной оси
Конструкция колёсных пар и букс вагоновПонятие о тепловой посадке
Наряду с прессовым способом соединения колес с осью проводились исследования
по внедрению тепловой посадки. В этом случае ступица колеса нагревается до
определенной температуры, что создает возможность свободного надевания колеса на
ось.
При остывании колесо прочно соединяется с осью.
Однако:
- отсутствие контроля качества посадки;
-усложнение снятия колес с оси при расформировании колесных пар;
-значительно большие затраты энергии на нагрев
задерживают применение тепловой посадки до устранения этих недостатков.
55.
Конструкция колёсных пар и букс вагоновКонтроль качества запрессовки
При прессовом методе формирования колесных пар контроль качества
запрессовки ведется по диаграмме, записывающейся на специальной ленте с
масштабом по длине 1 : 2 ( 1 мм диаграммы по высоте соответствует усилию 25 кН ).
56.
Конструкция колёсных пар и букс вагоновКонтроль качества запрессовки
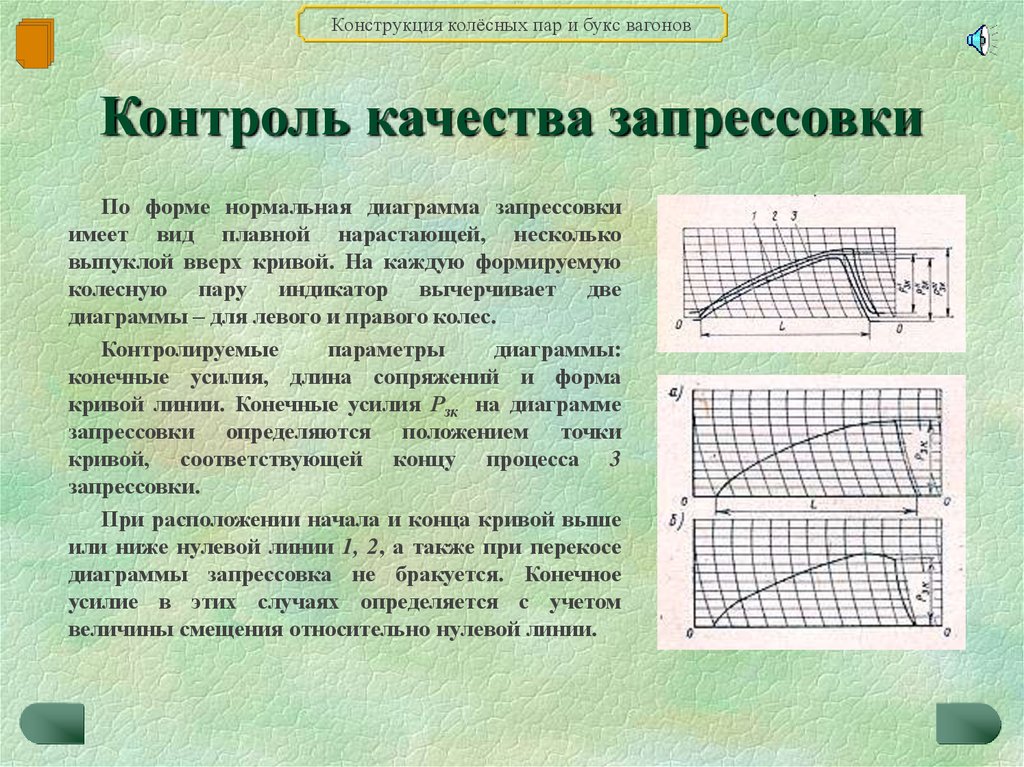
По форме нормальная диаграмма запрессовки
имеет вид плавной нарастающей, несколько
выпуклой вверх кривой. На каждую формируемую
колесную пару индикатор вычерчивает две
диаграммы – для левого и правого колес.
Контролируемые
параметры
диаграммы:
конечные усилия, длина сопряжений и форма
кривой линии. Конечные усилия Рзк на диаграмме
запрессовки определяются положением точки
кривой, соответствующей концу процесса 3
запрессовки.
При расположении начала и конца кривой выше
или ниже нулевой линии 1, 2, а также при перекосе
диаграммы запрессовка не бракуется. Конечное
усилие в этих случаях определяется с учетом
величины смещения относительно нулевой линии.
57.
Конструкция колёсных пар и букс вагоновКонтроль качества запрессовки
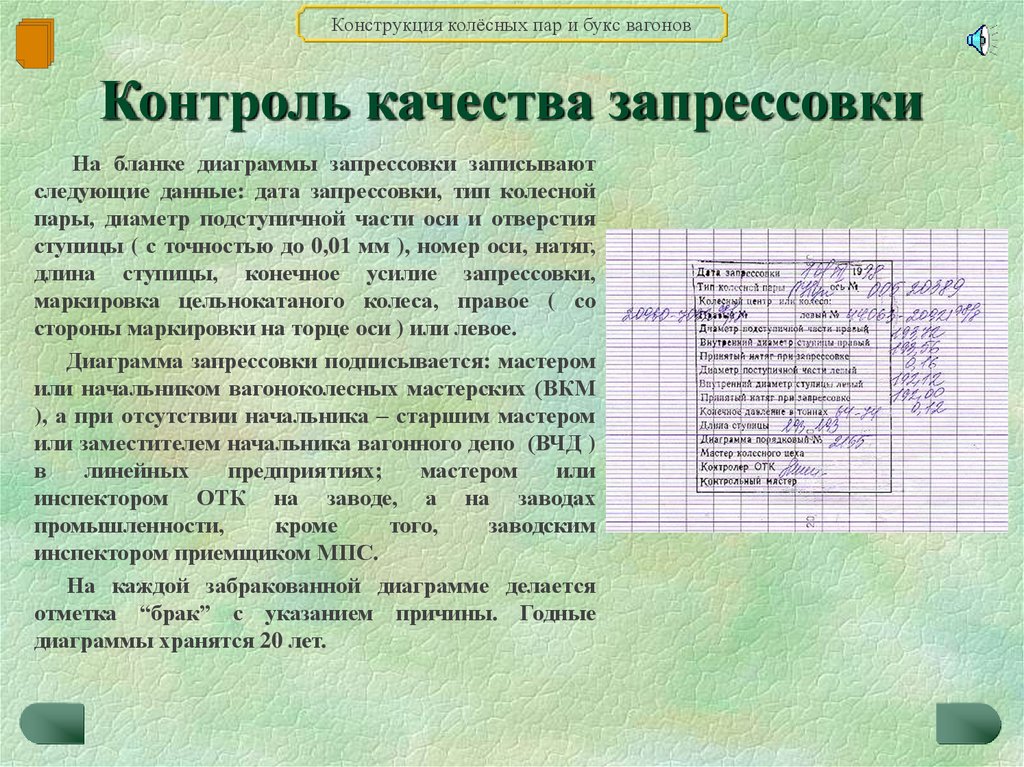
На бланке диаграммы запрессовки записывают
следующие данные: дата запрессовки, тип колесной
пары, диаметр подступичной части оси и отверстия
ступицы ( с точностью до 0,01 мм ), номер оси, натяг,
длина ступицы, конечное усилие запрессовки,
маркировка цельнокатаного колеса, правое ( со
стороны маркировки на торце оси ) или левое.
Диаграмма запрессовки подписывается: мастером
или начальником вагоноколесных мастерских (ВКМ
), а при отсутствии начальника – старшим мастером
или заместителем начальника вагонного депо (ВЧД )
в
линейных
предприятиях;
мастером
или
инспектором ОТК на заводе, а на заводах
промышленности,
кроме
того,
заводским
инспектором приемщиком МПС.
На каждой забракованной диаграмме делается
отметка “брак” с указанием причины. Годные
диаграммы хранятся 20 лет.
58.
Конструкция колёсных пар и букс вагоновКонтроль качества запрессовки
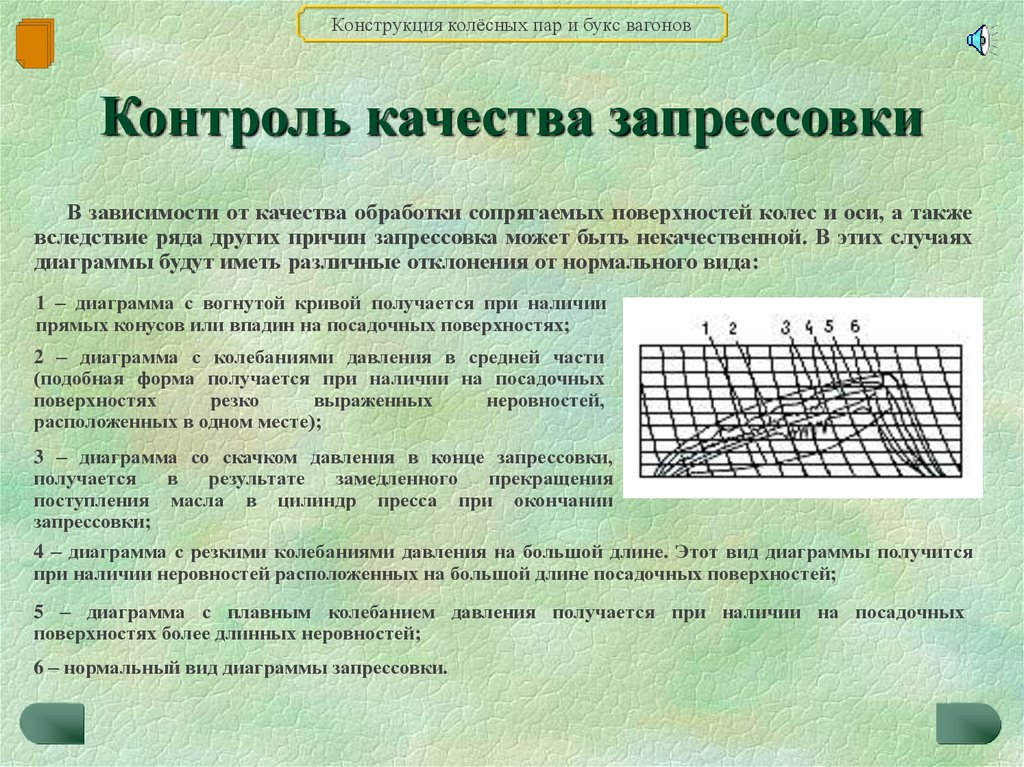
В зависимости от качества обработки сопрягаемых поверхностей колес и оси, а также
вследствие ряда других причин запрессовка может быть некачественной. В этих случаях
диаграммы будут иметь различные отклонения от нормального вида:
1 – диаграмма с вогнутой кривой получается при наличии
прямых конусов или впадин на посадочных поверхностях;
2 – диаграмма с колебаниями давления в средней части
(подобная форма получается при наличии на посадочных
поверхностях
резко
выраженных
неровностей,
расположенных в одном месте);
3 – диаграмма со скачком давления в конце запрессовки,
получается
в
результате
замедленного
прекращения
поступления масла в цилиндр пресса при окончании
запрессовки;
4 – диаграмма с резкими колебаниями давления на большой длине. Этот вид диаграммы получится
при наличии неровностей расположенных на большой длине посадочных поверхностей;
5 – диаграмма с плавным колебанием давления получается при наличии на посадочных
поверхностях более длинных неровностей;
6 – нормальный вид диаграммы запрессовки.
59. Технологический процесс изготовления вагонной оси
Конструкция колёсных пар и букс вагоновКонтроль качества запрессовки
В случае получения неудовлетворительной диаграммы по форме, длине
сопряжения
или
несоответствия
конечного
усилия
запрессовки
соединение бракуется и колесная пара
подлежит расформированию.
При отсутствии после распрессовки
задиров на посадочных поверхностях
разрешается повторно насаживать
колеса
на
ту
же
ось
без
дополнительной
механической
обработки.
Более
двух
раз
перепрессовывать колесо на один и
тот же конец оси не разрешается без
дополнительной
механической
обработки.
Бракованны
е оси
60.
Конструкция колёсных пар и букс вагоновКонтроль качества запрессовки
После осмотра и проверки
колесные пары передают на
участок механической обработки
поверхностей катания, обточки и
накатки шеек, а затем проверяют
основные размеры колесной пары.
У сформированных колесных
пар проверяют: расстояние между
внутренними
гранями
ободов
колес, разницу расстояний от
внутренних граней колес до торца
оси с обеих сторон колесной пары и
диаметры колес по кругу катания.
61.
Конструкция колёсных пар и букс вагоновКонтроль качества запрессовки
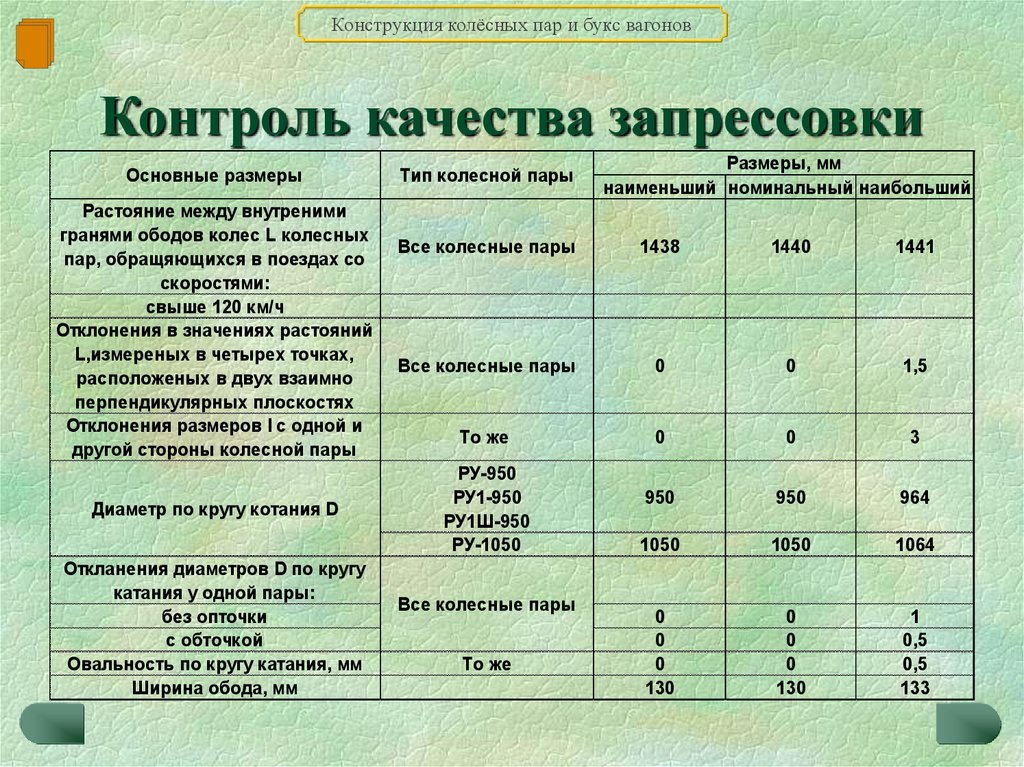
Основные размеры
Растояние между внутреними
гранями ободов колес L колесных
пар, обращяющихся в поездах со
скоростями:
свыше 120 км/ч
Отклонения в значениях растояний
L,измереных в четырех точках,
расположеных в двух взаимно
перпендикулярных плоскостях
Отклонения размеров I с одной и
другой стороны колесной пары
Диаметр по кругу котания D
Откланения диаметров D по кругу
катания у одной пары:
без опточки
с обточкой
Овальность по кругу катания, мм
Ширина обода, мм
Тип колесной пары
Размеры, мм
наименьший номинальный наибольший
Все колесные пары
1438
1440
1441
Все колесные пары
0
0
1,5
То же
0
0
3
950
950
964
1050
1050
1064
0
0
0
130
0
0
0
130
1
0,5
0,5
133
РУ-950
РУ1-950
РУ1Ш-950
РУ-1050
Все колесные пары
То же
62.
Конструкция колёсных пар и букс вагоновОбработанные колесные пары передаются на участок окраски, где они
покрываются краской черного цвета на олифе, лаком или эмалью.
Окраске подлежат: средняя часть оси, колеса, за исключением ободов, места
соединения лабиринтных колец с предподступичными частями.
Предподступичные части оси между колесом и лабиринтным кольцом у
колесных пар для подшипников качения окрашиваются после монтажа буксовых
узлов.
63.
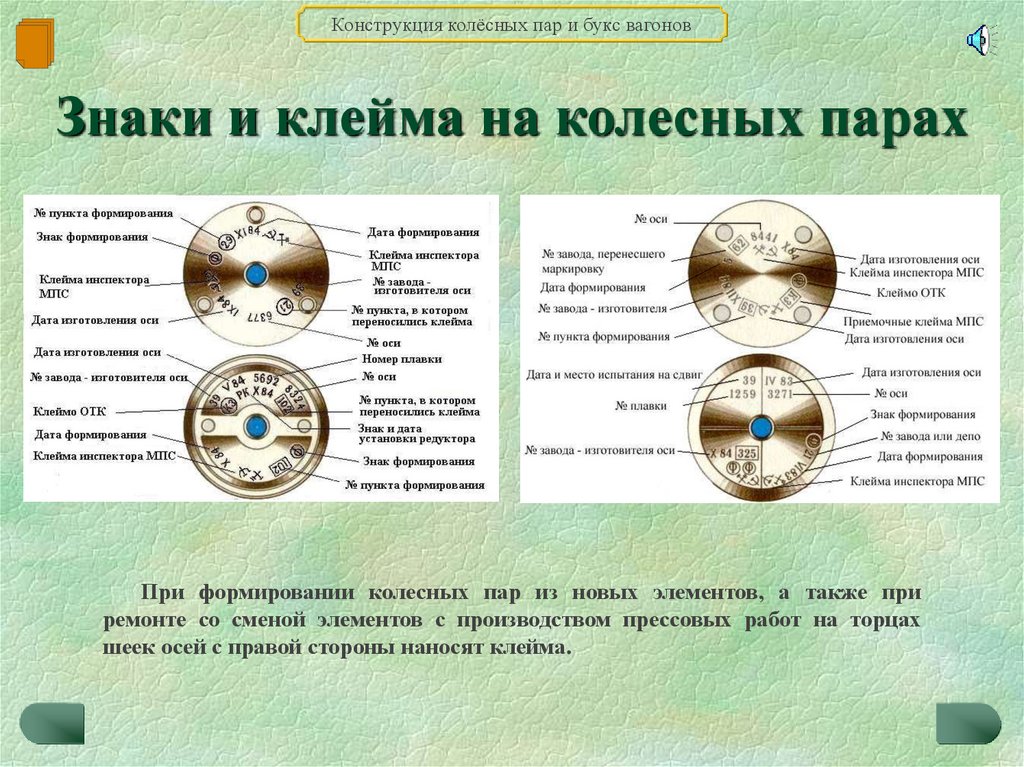
Конструкция колёсных пар и букс вагоновЗнаки и клейма на колесных парах
При формировании колесных пар из новых элементов, а также при
ремонте со сменой элементов с производством прессовых работ на торцах
шеек осей с правой стороны наносят клейма.
64. Колеса
Конструкция колёсных пар и букс вагоновЗнаки и клейма на колесных парах
После опробования ступиц колес на сдвиг на торце оси с правой стороны колесной
пары наносят знак опробования (две буквы ФФ), номер завода или ВКМ, дату
опробования на сдвиг, приемочные клейма МПС.
При полном освидетельствовании колесной пары на левом торце оси для
подшипников качения наносят условный номер завода, депо или ВКМ, дату
освидетельствования.
На торцах шеек колесных пар с торцовым креплением шайбой на правом торце
наносятся клейма.
Кроме этого, при новом формировании и ремонте со сменой элементов на стопорной
шайбе правого торца оси наносят знак формирования, условный номер предприятия,
сформировавшего или производившего ремонт, дату (месяц и две цифры года).
На стопорной шайбе левой шейки указывают дату освидетельствования колесной
пары и номер пункта.
65.
Конструкция колёсных пар и букс вагоновУрок 4
Буксовые узлы
66.
Конструкция колёсных пар и букс вагоновСодержание урока
«Буксовые узлы»
Буксовый узел
Классификация буксовых узлов
Типы букс
Конструкция буксовых узлов
Корпус буксы
Лабиринтное кольцо
Крепительная крышка
Смотровая крышка
Резиновые уплотнения
Подшипник
Детали торцевого крепления
Монтаж буксового узла
Подготовка к зачёту
67. Цельнокатаное колесо
Конструкция колёсных пар и букс вагоновБуксовый узел
Буксовые узлы относятся к ходовым частям
вагона. Они обеспечивают передачу силы тяжести
брутто от вагона на шейки осей и одновременно
являются емкостью для размещения смазки и
смазочных устройств. Буксовые узлы соединяют
колесные пары с рамой тележки, предохраняют
шейки от загрязнения и повреждения, а также
ограничивают
продольные
и
поперечные
перемещения колесной пары относительно тележки.
Буксовый узел неподрессорен и жестко воспринимает
динамические
нагрузки
от
рельсового
пути,
возникающие при движении вагона. Кроме постоянно
действующих нагрузок от массы брутто, буксовый
узел
испытывает
значительные
удары
при
прохождении колес по стыкам рельсов, от толчков во
время торможения поезда или наезда колес на башмак
при роспуске вагонов с горки, от действия
центробежной силы при прохождении кривых
участков пути и др.
68.
Конструкция колёсных пар и букс вагоновКлассификация буксовых узлов
Буксовые узлы вагонов классифицируются по типу и конструкции
подшипников.
По типу они подразделяются на две групп:
- буксовые узлы грузового типа;
- буксовые узлы пассажирского типа.
Буксовые узлы с подшипниками качения делятся:
- узлы с цилиндрическими роликовыми подшипниками
- узлы с сферическими роликовыми подшипниками.
На железных дорогах России применяются буксовые узлы только с
цилиндрическими и сферическими роликовыми подшипниками. С 1964 г. новые
вагоны на сферических подшипниках не выпускаются, и к настоящему времени
их удельный вес не превышает 2% от буксовых узлов с подшипниками качения
и по мере выхода из строя они заменяются цилиндрическими подшипниками.
69. Профиль колеса
Конструкция колёсных пар и букс вагоновТипы букс
С 1982 г. все новые вагоны выпускаются только на роликовых подшипниках.
Объясняется это тем, что вагоны на роликовых подшипниках более надежны в
эксплуатации, чем на подшипниках скольжения.
габаритные размеры
подшипников вместе с
втулками, мм
условные
обозначения
подшипников
типы вагонов где ставятся
буксовые узлы
вариант
типы букс
1
Букса с цилиндрическими
подшипниками на горячей
посадке
130х250х80
на всех современых грузовых
30-42726 ЛМ
вагонах с нагрузкой от колёсной
(задний) 30-232726
пары на рельсы до 228 кН и
Л1М (передний)
пассажирских вагонов
2
Букса с передним
цилиндрическим и задним
сферическим
подшипниками на
втулочной посадке
135х280х93
73727 (задний)
72727 Л2 (передний)
на ЦМВ и грузовых
3
букса с двумя
сферическими
подшипниками на
втулочной посадке
135х280х93
7327 (задний и
передний)
на ЦМВ и грузовых
4
букса с двумя
цилиндрическими
подшипниками на горячей
посадке
140х260х80
30-42728 ЛМ
(задний) 30-232728
ЛМ (передний)
для грузовых вагонов с
нагрузкой от колесной пары на
рельсы 245 кН
примечание: Буксовые узлы 2-го и 3-го вариантов морально устарели, поэтому их постепено снимают и заменяют.
70. Технологический процесс изготовления цельнокатаного колеса
Конструкция колёсных пар и букс вагоновОсновными
требованиями,
предъявляемыми к буксовым
узлам, являются:
безотказность;
долговечность
работы
в
существующих
условиях
эксплуатации
в
течение
установленного срока службы;
небольшая собственная масса;
взаимозаменяемость
и
унификация деталей;
простота выполнения монтажа
и демонтажа узлов при ремонте и
хорошая герметизация буксового
узла.
71. Технологический процесс изготовления цельнокатаного колеса
Конструкция колёсных пар и букс вагоновКонструкция буксовых узлов
Буксовый
узел
с
роликовыми
подшипниками современного грузового
вагона имеет:
корпус 1, в котором размещены два
подшипника - передний 2 и задний 3 с
цилиндрическими
роликами.
Корпус
закрыт со стороны колеса лабиринтными
уплотнениями 4 и 5, а впереди крепительной 8 и смотровой 10 крышками с
болтами 6 и шайбами 9.
Подшипники закреплены с торца
корончатой гайкой 11, болтами 12 и
стопорной планкой 13. Между корпусом и
крепительной
крышкой
установлено
уплотнительное кольцо 7.
72.
Конструкция колёсных пар и букс вагоновКонструкция буксовых узлов
Типовой
буксовый
узел
пассажирского
вагона
с
креплением
подшипников
шайбой имеет:
корпус буксы 1, передний 2 и
задний 3 подшипники на горячей
посадке,
лабиринтное
4
и
уплотнительное
5
кольца,
крепительную 6 и смотровую 7
крышки, болты 8, торцевую
шайбу
10
и
болты
11,
закрепляющие шайбу.
73. Технологический процесс изготовления цельнокатаного колеса
Конструкция колёсных пар и букс вагоновКорпус буксы
Предназначен для передачи нагрузки от массы
вагона на шейку оси, ограничения перемещений
колёсной пары вдоль и поперёк относительно рамы
тележки и размещения подшипников.
В корпус буксы закладывают смазку. Корпус буксы
грузового вагона с цельной лабиринтной частью 2
представляет собой отливку из стали марок 20ФЛ,
20ГЛ.
Для получения мелкозернистой структуры отливки
корпуса букс подвергаются термической обработке. В
стенках отливки передней части делают отверстия с
нарезкой
под
болты
М20
для
закрепления
крепительной крышки. В задней части корпуса
растачиваются кольцевые лабиринтные канавки 2.
По бокам в корпусе сделаны приливы 1 и пазы для
соединения с боковой рамой тележки. Для
равномерного
распределения
нагрузки
между
роликами вдоль образующей на потолке корпуса буксы
сделаны рёбра 3 жёсткости, а для опоры рамы тележки
- рёбра 4. Внутренний диаметр корпуса растачивается
по размеру (250+ 0,070,022) мм. Масса стальной буксы 45
кг.
74.
Конструкция колёсных пар и букс вагоновКорпус буксы
Корпус буксы из сплава АМГ-6 имеет массу 15,3 кг, что почти в 3 раза легче
стального. Крепительные крышки и корпуса букс из алюминиевого сплава
соединяют стандартными болтами и пружинными шайбами. Как показали
результаты наблюдений, корпус из сплава АМГ-6 удовлетворяет условиям
прочности для современных и перспективных условий эксплуатации
подвижного состава. Его достоинство - стабильность механических параметров
в течение длительного времени, а также улучшение взаимодействия вагона и
пути.
75.
Конструкция колёсных пар и букс вагоновКорпус буксы
Корпус буксы пассажирского вагона выполнен
заодно целое с лабиринтной частью. В нижней
части корпус с обеих сторон имеет кронштейны 1
с отверстиями 2, через которые пропущены
шпинтоны. На кронштейны опираются пружины
буксового подвешивания, а на них - рама тележки.
Для обеспечения рационального распределения
нагрузки на ролики подшипников свод корпуса
буксы имеет переменное сечение. С передней
стороны корпуса буксы, к которому может
крепиться промежуточная часть редукторнокарданного привода, поставлены шпильки. Они
ввёрнуты в отверстия для болтов крепительной
крышки.
В
потолке
букс
пассажирских
и
рефрижераторных вагонов делается несквозное
отверстие М16 1,5 для постановки термодатчика,
предназначенного для контроля температуры
нагревания буксового узла при движении поезда.
76.
Конструкция колёсных пар и букс вагоновЛабиринтное кольцо
Лабиринтное кольцо и лабиринтная часть корпуса
препятствует вытеканию смазки из буксы и попаданию в
неё механических примесей. Кроме этого, кольцо фиксирует
положение корпуса буксы на шейке оси. Кольцо,
изготовленное из стали марок Ст5 и ОсВ, насаживают на
предподступичную часть оси в горячем состоянии при
температуре 125 150 С. После остывания кольцо
удерживается на оси за счёт натяга 80 150 мкм.
Лабиринтное уплотнение
Лабиринтное кольцо
77. Знаки и клейма на колесах
Конструкция колёсных пар и букс вагоновКрепительная крышка
Крепительная крышка уплотняет и фиксирует наружные кольца подшипников в
буксе. Крышку отливают из мартеновской или электростали марок 20ФЛ, 20ГЛ либо
из стали группы. После отливки крышка подвергается термической обработке,
затем передаётся на механическую обработку. В зависимости от типа буксового узла
крепительные крышки могут иметь четыре или восемь отверстий для их крепления
к корпусу.
78. Колеса тележек электроподвижного состава
Конструкция колёсных пар и букс вагоновСмотровая крышка
Смотровая крышка необходима для промежуточной ревизии буксового узла и
обточки колёсной пары без демонтажа букс. Крышку изготавливают штамповкой из
стали 10кп (ГОСТ 1050-74) либо из алюминия АЛ9. Смотровую крышку
присоединяют к крепительной при помощи четырёх болтов М12.
79.
Конструкция колёсных пар и букс вагоновРезиновые уплотнения
Резиновые уплотнения предназначены для герметизации буксового узла
Резиновое уплотнение круглого сечения
устанавливается
между
крепительной
крышкой и корпусом буксы.
Резиновое уплотнение прямоугольного
сечения
устанавливается
между
крепительной и смотровой крышками.
80.
Конструкция колёсных пар и букс вагоновПодшипник
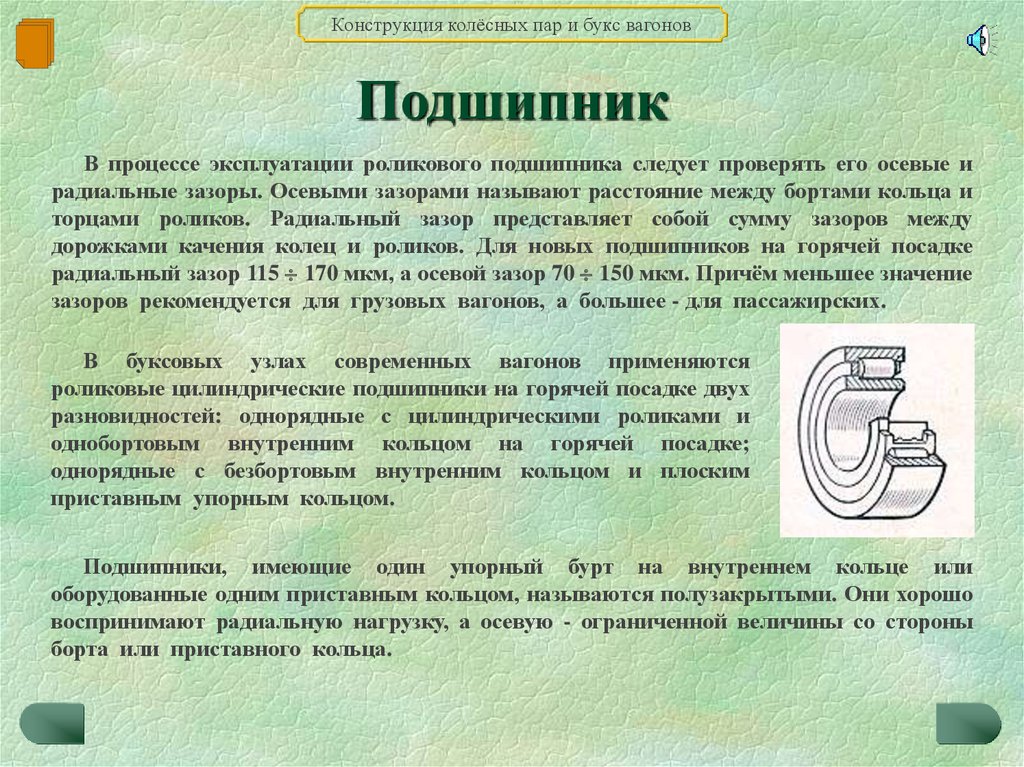
В процессе эксплуатации роликового подшипника следует проверять его осевые и
радиальные зазоры. Осевыми зазорами называют расстояние между бортами кольца и
торцами роликов. Радиальный зазор представляет собой сумму зазоров между
дорожками качения колец и роликов. Для новых подшипников на горячей посадке
радиальный зазор 115 170 мкм, а осевой зазор 70 150 мкм. Причём меньшее значение
зазоров рекомендуется для грузовых вагонов, а большее - для пассажирских.
В буксовых узлах современных вагонов применяются
роликовые цилиндрические подшипники на горячей посадке двух
разновидностей: однорядные с цилиндрическими роликами и
однобортовым внутренним кольцом на горячей посадке;
однорядные с безбортовым внутренним кольцом и плоским
приставным упорным кольцом.
Подшипники, имеющие один упорный бурт на внутреннем кольце или
оборудованные одним приставным кольцом, называются полузакрытыми. Они хорошо
воспринимают радиальную нагрузку, а осевую - ограниченной величины со стороны
борта или приставного кольца.
81. Урок 3
Конструкция колёсных пар и букс вагоновПодшипник
Внутри корпуса буксы обычно размещаются два подшипника качения.
Подшипники для грузовых и пассажирских вагонов железных дорог МПС
единые. Это роликовые подшипники с радиальными роликами размером
130 258 80 мм.
130 250 80 мм.
1-наружное кольцо
2-ролики
3-внутреннее кольцо
4-сепаратор
Подшипник для горячей
посадки с цилиндрическими
роликами
Подшипник для втулочной
посадки с двухрядными
сферическими роликами
82. Содержание урока «Формирование колесных пар»
Конструкция колёсных пар и букс вагоновПодшипник
Задний подшипник имеет номер
30-42726 ЛМ, а передний номер 30-232726 Л1М. По этим номерам
можно
судить
о
размерах
подшипника,
его
серии,
конструкции,
типе,
точности
изготовления. Эти подшипники
выполнены разъёмными: наружное
кольцо,
сепаратор,
ролики
образуют отдельный блок, который
свободно снимается и одевается на
внутреннее
кольцо.
Такая
конструкция упрощает технологию
монтажа и демонтажа буксового
узла, поэтому она нашла широкое
применение в вагоностроении.
83. Формирование вагонных колёсных пар
Конструкция колёсных пар и букс вагоновПодшипник
Внутренние
кольца
подшипников
неподвижно
посажены на шейку оси и
вращаются вместе с ней, а
наружные
свободно
установлены в корпусе буксы и
удерживаются
крепительной
крышкой.
Неподвижность
крепления внутренних колец на
шейке оси достигается за счёт
натяга, равного 40 70 мкм.
84.
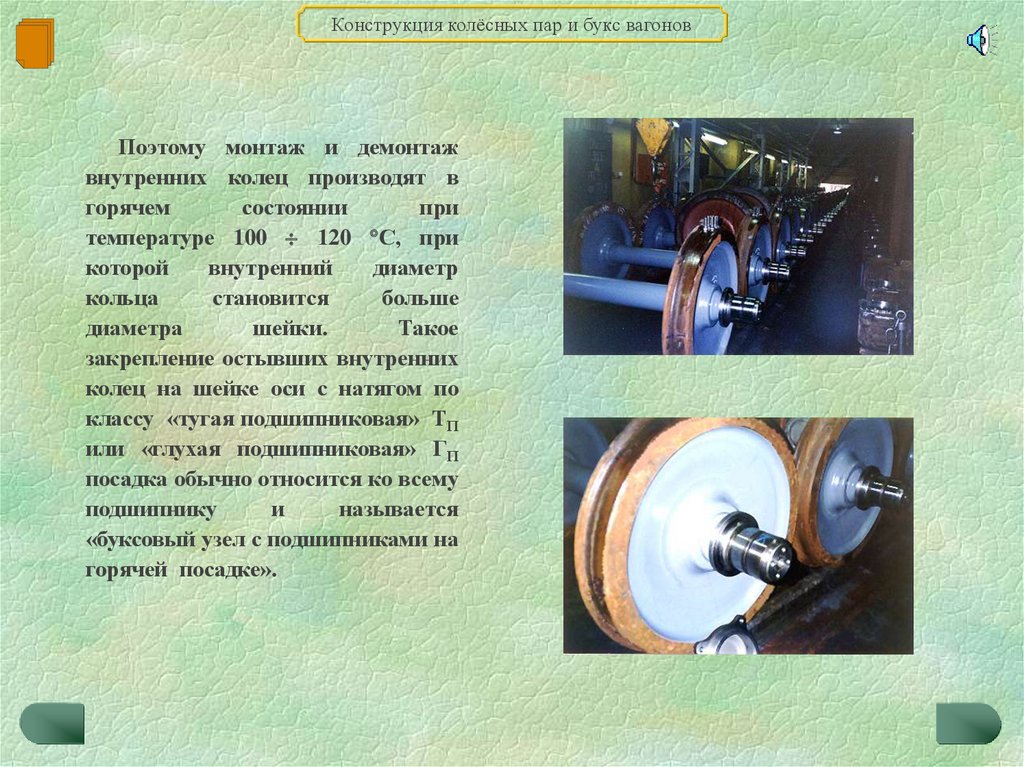
Конструкция колёсных пар и букс вагоновПоэтому монтаж и демонтаж
внутренних колец производят в
горячем
состоянии
при
температуре 100 120 С, при
которой
внутренний
диаметр
кольца
становится
больше
диаметра
шейки.
Такое
закрепление остывших внутренних
колец на шейке оси с натягом по
классу «тугая подшипниковая» ТП
или «глухая подшипниковая» ГП
посадка обычно относится ко всему
подшипнику
и
называется
«буксовый узел с подшипниками на
горячей посадке».
85. Формирование вагонных колёсных пар
Конструкция колёсных пар и букс вагоновВращение шейки оси вместе с
внутренними кольцами подшипников
вызывает
вращение
роликов вокруг своих осей и
перекатывание
по
дорожкам
качения между наружным и
внутренним кольцами. Свободное
перемещение роликов обеспечивается
наличием
осевых
и
радиальных зазоров. Различают
три вида зазоров: начальный - при
установленном режиме эксплуатации; посадочный зазор обычно
меньше начального и рабочий зависит
от
нагрузок
и
температуры
подшипника
во
время его работы.
86.
Конструкция колёсных пар и букс вагоновПодшипник
Наружные кольца переднего и заднего
подшипника буксового узла одинаковые.
Сепаратор предназначен для равномерного
размещения роликов в подшипнике. Сепаратор
представляет собой кольцо, изготовляемое из
латуни ЛС-961 (для 14 роликов) или полиамидного
сплава (для 15 роликов) с наличием окон для
установки роликов.
Для удержания роликов от выпадания из сепаратора производится расчеканка его
перемычек. После монтажа буксового узла внутреннюю его часть заправляют консистентной
смазкой.
87.
Конструкция колёсных пар и букс вагоновРолики
цилиндрических
подшипников имеют форму цилиндра,
образующая которого представляет
прямую линию, параллельную оси
вращения
подшипника
и
перпендикулярную
радиальной
нагрузке.
Поэтому
радиальная
нагрузка распределяется по длине и
хорошо
воспринимается
цилиндрической поверхностью тел
качения, а осевая - лишь торцами
роликов.
Для
предупреждения
вредного влияния перекоса буксы и
прогиба шейки оси на работу
цилиндрических подшипников ролики
стали изготавливать со скосами
“бомбиной”.
88. Формирование вагонных колёсных пар
Конструкция колёсных пар и букс вагоновПодшипник
Кроме цилиндрических подшипников на
горячей посадке, в вагонах прежней
постройки
встречаются
подшипники,
которые закреплялись на шейке при
помощи
втулок.
В
таких
случаях
применялись однорядные цилиндрические
подшипники и двухрядные сферические
89. Формирование вагонных колёсных пар
Конструкция колёсных пар и букс вагоновДетали торцевого крепления
Корончатые гайки с резьбой
М110х4 мм обычно изготавливают
шестигранными
с
одиннадцатью
пазами для постановки стопорной
планки. Планку укрепляют в пазу
торца оси двумя болтами диаметром 12
мм,
скрепляемыми
вязальной
проволокой.
90.
Конструкция колёсных пар и букс вагоновДетали торцевого крепления
В колёсных парах с роликовыми
буксовыми
узлами
современных
вагонов для торцевого крепления
подшипников
применяются
специальные
шайбы.
Шайбы
изготавливают двух разновидностей, с
тремя или четырьмя отверстиями для
постановки болтов. Материалом для
изготовления шайб является сталь
Ст3. Для крепления шайб на торцах
шеек оси имеются отверстия с
нарезкой,
куда
ввёртываются
крепёжные болты. В центре шайбы
предусмотрено отверстие большего
диаметра для обеспечения установки
центра
станка
при
обточке
поверхности
катания
колёс,
производимой без демонтажа буксовых
узлов.
91.
Конструкция колёсных пар и букс вагоновДетали торцевого крепления
Кроме перечисленных
деталей, в буксовом узле используются
уплотнительные прокладки, кольца, пружинные шайбы, бирки.
92. Формирование вагонных колёсных пар
Конструкция колёсных пар и букс вагоновМонтаж буксового узла (начало)
Лабиринтное кольцо одевается
на предподступичную часть оси,
затем внутренние кольца заднего
и
переднего
подшипников
одеваются на шейку оси.
1 лабиринтное кольцо;
2 внутреннее кольцо заднего
подшипника;
3 внутреннее кольцо переднего
подшипника;
4 упорное кольцо переднего
подшипника;
5 корончатая гайка
93.
Конструкция колёсных пар и букс вагоновМонтаж буксового узла
(продолжение)
Блоки заднего и переднего
подшипников устанавливаются
в корпус буксы
6 корпус буксы;
7 блок подшипника ( наружное
кольцо и сепаратор с роликами );
94. Дефектоскопирование
Конструкция колёсных пар и букс вагоновМонтаж буксового узла
(продолжение)
Корпус буксы с блоками
подшипников надевается
на шейку оси
95.
Конструкция колёсных пар и букс вагоновМонтаж буксового узла
(продолжение)
Устанавливается упорное
кольцо,
навёртывается
корончатая
гайка М110,
устанавливается стопорная
планка,
два болта М12,
головки
болтов
обвязываются проволокой.
8 планка стопорная;
9 болты М12;
10 проволока 2 мм.
96.
Конструкция колёсных пар и букс вагоновМонтаж буксового узла
(окончание)
Крепительная крышка с
уплотнительным кольцом
крепится к корпусу болтами М20
с установкой бирки, смотровая
крышка с резиновой прокладкой
крепится к крепительной
крышке болтами М12.
11 кольцо уплотнительное;
12 крышка крепительная;
13 прокладка ( резина );
14 крышка смотровая;
15 болт М20 с шайбой;
16 болт М12 с шайбой.
97. Формирование вагонных колёсных пар
Конструкция колёсных пар и букс вагоновНадёжность
работы
буксовых
узлов
определяется не только совершенством их
конструкции, но и качеством смазывания
подшипников. С 1973 г. для роликовых
подшипников
применяется
консистентная
смазка ЛЗ-ЦНИИ. Основное её назначение - это
обеспечение
противоизносных,
противокоррозионных и противозадирочных явлений в
процессе работы подшипников.
В основном эти функции смазка ЛЗ-ЦНИИ выполняет, но при длительной
эксплуатации и особенно при попадании в буксу воды до 5 % её качества
снижаются, что отражается на работоспособности подшипников (происходит
схватывание торцов роликов с бортами колец, коррозионные повреждения и
др.). Поэтому производятся работы по созданию новых смазок со специальными
химически активными присадками, которые бы обладали более высокой
стабильностью свойств в процессе работы, чем смазка ЛЗ-ЦНИИ. Этим
требованиям отвечает модифицированая универсальная смазка на литиевой
основе под условным названием “буксол”, разработанная ЦНИИ-МПС.
98.
Конструкция колёсных пар и букс вагоновТворческая группа благодарит за оказанную
техническую поддержку:
Батунина В.В., Бордакова В.В.
99.
Конструкция колёсных пар и букс вагоновФормирование колесной пары
100.
Конструкция колёсных пар и букс вагоновДефектоскопирование
101.
Конструкция колёсных пар и букс вагоновобод
диск
ступица