



 industry
industrySimilar presentations:










Технологический процесс изготовления стенки для прихожей
1. ГБУ КО ПОО«КИТиС»
«ТЕХНОЛОГИЧЕСКИЙПРОЦЕСС
ИЗГОТОВЛЕНИЯ
СТЕНКИ ДЛЯ ПРИХОЖЕЙ»
Мастер производственного обучения
Астапенко В.А..
2.
Древесина очень популярно используется внародном хозяйстве, промышленности, быту, как в
натуральном, так и в переработанном виде. Древесину
используют для изготовления мебели, столярностроительных изделий и при строительстве всех видов
зданий. Из неё делают элементы мостов, судов,
кузовов, вагонов, тару, музыкальные инструменты,
карандаши, бумагу и многие другие не мало важные
предметы человеческого обихода. Так же натурально и
модифицированную древесину применяют в
машиностроении и горнорудной промышленности.
Более масштабное потребление, получили такие
породы древесины как: сосна, дуб, берёза,
лиственница, пихта, кедр, бук, граб, клён, осина, липа.
3.
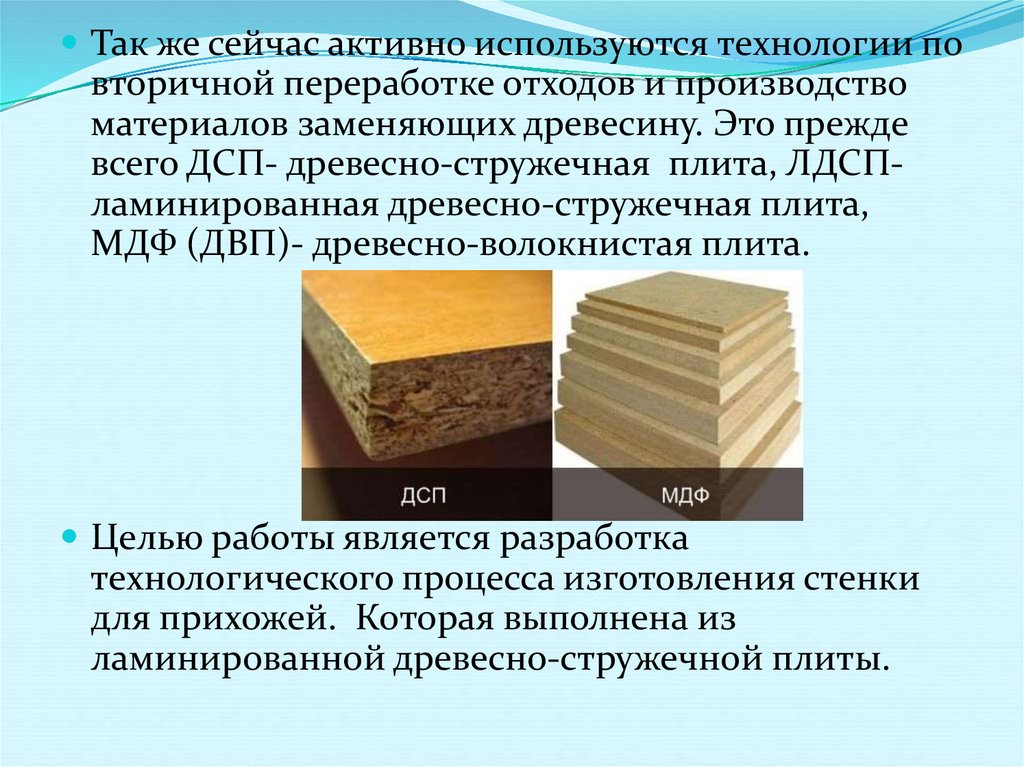
Так же сейчас активно используются технологии повторичной переработке отходов и производство
материалов заменяющих древесину. Это прежде
всего ДСП- древесно-стружечная плита, ЛДСПламинированная древесно-стружечная плита,
МДФ (ДВП)- древесно-волокнистая плита.
Целью работы является разработка
технологического процесса изготовления стенки
для прихожей. Которая выполнена из
ламинированной древесно-стружечной плиты.
4.
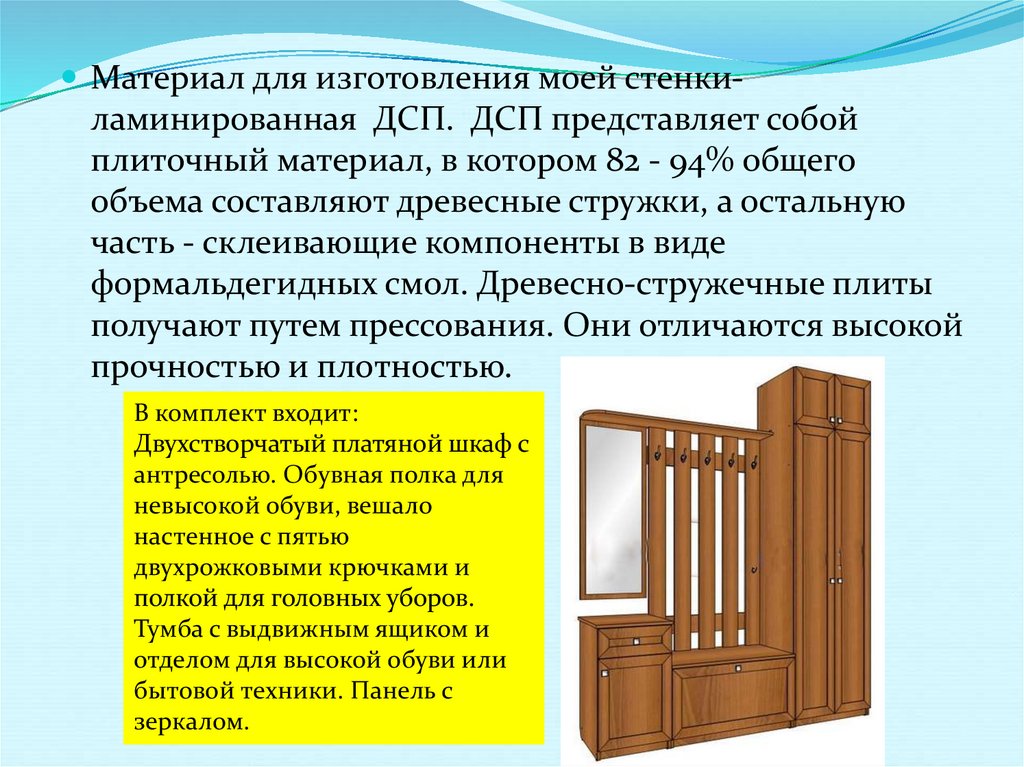
Материал для изготовления моей стенки-ламинированная ДСП. ДСП представляет собой
плиточный материал, в котором 82 - 94% общего
объема составляют древесные стружки, а остальную
часть - склеивающие компоненты в виде
формальдегидных смол. Древесно-стружечные плиты
получают путем прессования. Они отличаются высокой
прочностью и плотностью.
В комплект входит:
Двухстворчатый платяной шкаф с
антресолью. Обувная полка для
невысокой обуви, вешало
настенное с пятью
двухрожковыми крючками и
полкой для головных уборов.
Тумба с выдвижным ящиком и
отделом для высокой обуви или
бытовой техники. Панель с
зеркалом.
5.
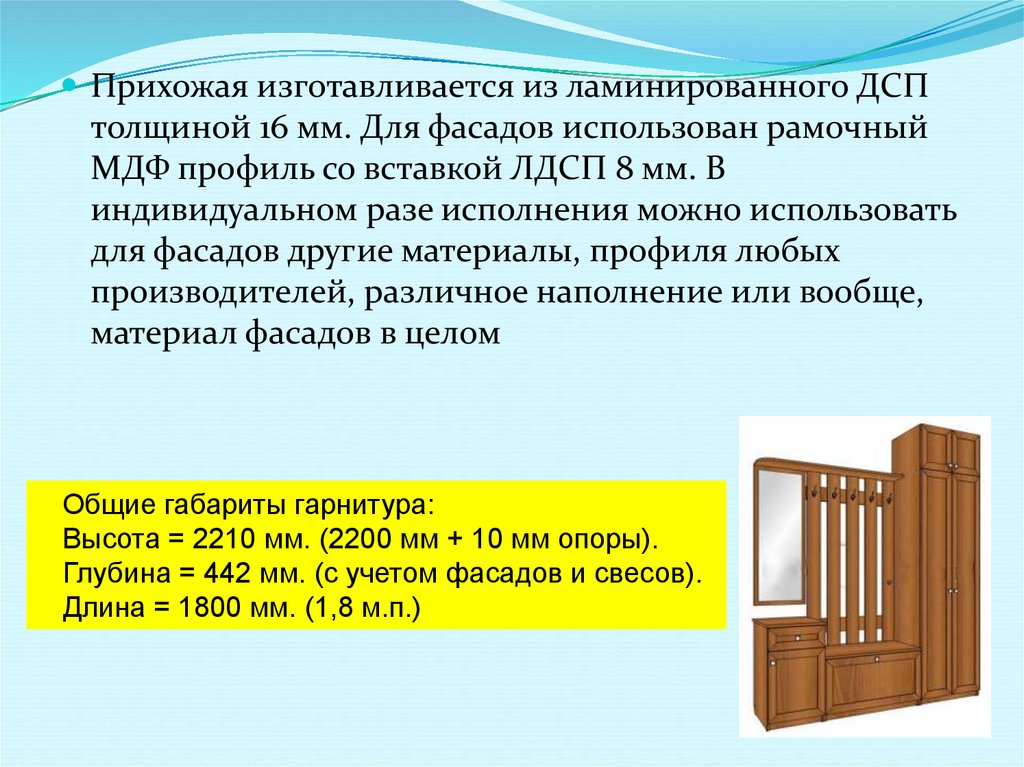
Прихожая изготавливается из ламинированного ДСПтолщиной 16 мм. Для фасадов использован рамочный
МДФ профиль со вставкой ЛДСП 8 мм. В
индивидуальном разе исполнения можно использовать
для фасадов другие материалы, профиля любых
производителей, различное наполнение или вообще,
материал фасадов в целом
Общие габариты гарнитура:
Высота = 2210 мм. (2200 мм + 10 мм опоры).
Глубина = 442 мм. (с учетом фасадов и свесов).
Длина = 1800 мм. (1,8 м.п.)
6.
Для изготовления прихожей потребуются следующиеинструменты:
Для разметки:
Карандаш
Метр, рулетка
Угольник
Уровень
Молоток
Отвёртки разные
Для изготовления и сборки:
Шуруповёрт с битами
Дрель
Лобзик
Так же для раскроя ЛДСП необходимы:
Станок форматно-раскроечный
Станок для оклейки кромок.
7.
Изготовление стенки для прихожейДля начала приведу
общую деталировку
изделия, по номерам
деталей. Далее в
описании
сборочных схем,
проще будет
ориентироваться,
т.к. чертежи
скомпонованы по
элементам.
Размеры стенки для
прихожей
8.
Деталировка фасадовДля начала приведу общую деталировку изделия,
по номерам деталей. Далее в описании сборочных
схем, проще будет ориентироваться, т.к. чертежи
скомпонованы по элементам.
Деталировка фасадов прихожей. При указании
размеров фасадов, во избежание путаницы с
направлением текстуры материала, всегда первой
указывается высота фасада.
9.
Изготовление и сборкаПосле того как все заготовки шкафа изготовлены
,приступаем к сборке шкафа для верхней одежды,
как самого сложного элемента прихожей. Для
сборки всех деталей проекта
использованы конфирматы 50х7. Узлы усилены
мебельными шкантами, диаметром 8 мм. Такое
соединение очень долговечно и способно
выдерживать гораздо большую нагрузку, чем
просто соединение на одних
конфирматах.Дополнительные усилия и время
для установки шкантов весьма незначительны, а
надёжность, как говорится, на лицо. К тому же,
такое соединение будет соответствовать ГОСТу
16371-93 "Мебель.Общие тех. условия".
10.
Порядок сборки прихожей. Собирается прихожая начиная со шкафа, затемобувная тумба и тумба высокая. Эти элементы устанавливаются на место и
соединяются между собой межсекционными стяжками. По уровню элементы
устанавливаются с помощью регулируемых ножек. Потом крепится к правой
боковине шкафа решетка вешалки. К ней и к боковине шкаф крепится полка для
шапок. Последней крепится к стене панель с зеркалом, которая одновременно
фиксируется и к полке для шапок.
Особое внимание следует обратить на точность навешивания на стену панели с
зеркалом, так как если отойти от размеров, то полка для шапок после фиксации к
панели может оказаться выгнутой.
Крепление решетки к стене можно произвести на дюбель-гвоздь диаметром 8 мм.
и длинной 80 - 100 мм. Для этого в верхней и нижней поперечных планках с левой
стороны, сверлится по одному сквозному отверстию диаметром 8 мм.
Затем перфоратором или ударной дрельюотверстие 8 мм. сверлится в стене прямо
через отверстия ранее просверленные в планках. Забивается дюбель-гвоздь.
Шляпка закрывается декоративной заглушкой под цвет ламината. Чтобы шляпка
дюбель-гвоздя вошла в планку заподлицо, отверстие в ней следует раззенковать на
диаметр шляпки.
Двух мест крепления вполне достаточно, так как одной стороной решетка жестко
крепится к боковине шкафа.
Панель с зеркалом можно закрепить к стене по тому же принципу. Сначала
подпереть её на нужной высоте об крышку тумбы, скажем с помощью бруска.
Расстояние от верха тумбы до нижнего края панели, по данному проекту составляет
100 мм. Прикрутить к полке для шапок, затем закрепить к стене дюбель-гвоздями
(отверстия в панели под дюбеля просверлить заранее)
11.
Техника безопасности на производстве.Прежде чем преступить к работе, рабочий обязан
пройти ВВОДНЫЙ инструктаж по общим
вопросам техники безопасности на предприятии и
первичный инструктаж по правилам техники
безопасности на рабочем месте. Кроме того,
рабочие периодически должны проходить
повторный производительный инструктаж по
технике безопасности через каждые три месяца.
12.
При работе на деревообрабатывающих станках нужно знать истрого выполнять следующие общие правила техники
безопасности:
-нельзя начинать работу на станке, не изучив его устройства, правил
эксплуатации и основных правил техники безопасности;
-работать можно только на полностью исправном станке;
-режущий инструмент и все движущиеся части должны быть
надежно закреплены и защищены;
-перед началом каждой смены нужно проверить исправность
приспособлений;
-нельзя работать на станке со снятым или неисправным защитным
приспособлением;
-запрещается тормозить режущие инструменты и другие
движущиеся части случайными предметами;
-при работе на станке нужно быть внимательным, не разговаривать
с посторонними;
-нельзя удалять отходы, чистить и смазывать станок во время
работы;
-нельзя класть ключи и другие инструменты на станок;
-при отключении станка нельзя отходить от него до полной его
остановки.
13.
Рабочее место и уход за ним.Основным оборудованием рабочего места при ручной
обработке древесины служит столярный верстак
Основные требования к организации рабочего места
следующие.
1. На рабочем месте должно быть все только
необходимое для работы.
2. Площадь рабочего места должна быть такой, чтобы
рабочий при нормальном процессе не делал лишних
движений, но и не был стеснен в необходимых
производственных движениях.
3. Каждый предмет должен иметь постоянное место.
4. Рабочее место должно быть благоустроено:
обеспечено хорошей вентиляцией, достаточно
освещено и отеплено.
14.
Автоматизация мебельного производстваДеревообрабатывающие станки, применяемые на мебельных
предприятиях, классифицируются по следующим основным
признакам.
По назначению различают станки общего назначения и
универсальные. По характеру относительного перемещения
обрабатываемой заготовки и режущего инструмента различают
станки цикловые и проходные. По степени механизации и
автоматизации различают полумеханизированные,
механизированные, полуавтоматические и автоматические
станки. В зависимости от количества рабочих шпинделей
различают станки одно- и многошпиндельные. По
технологическому признаку выполняемых работ станки
подразделяются на работающие с образованием стружки и без
стружкообразования.