




































 Construction
ConstructionSimilar presentations:








")

Укладка рельсошпальной решетки
1. После окончания дистанционного обучения представить лектору конспект лекций Лекция для студентов 4 курса специальности СЖД –
24.03.2020 года (профессорСпиридонов Э.С.)
2. Уклада рельсошпальной решетки
3. Схема системы организации строительства железнодорожной линии
Нормативныематериалы
Данные по новой
линии
Задаваемые
параметры
Расчет климатич.
характеристик
Объ
емы
мате
риа
лов
Земляное полотно
Трубы и мосты
А\дороги
СПР
Большие мосты
Графики организации
строительства
Срок строительства
Здания
4.
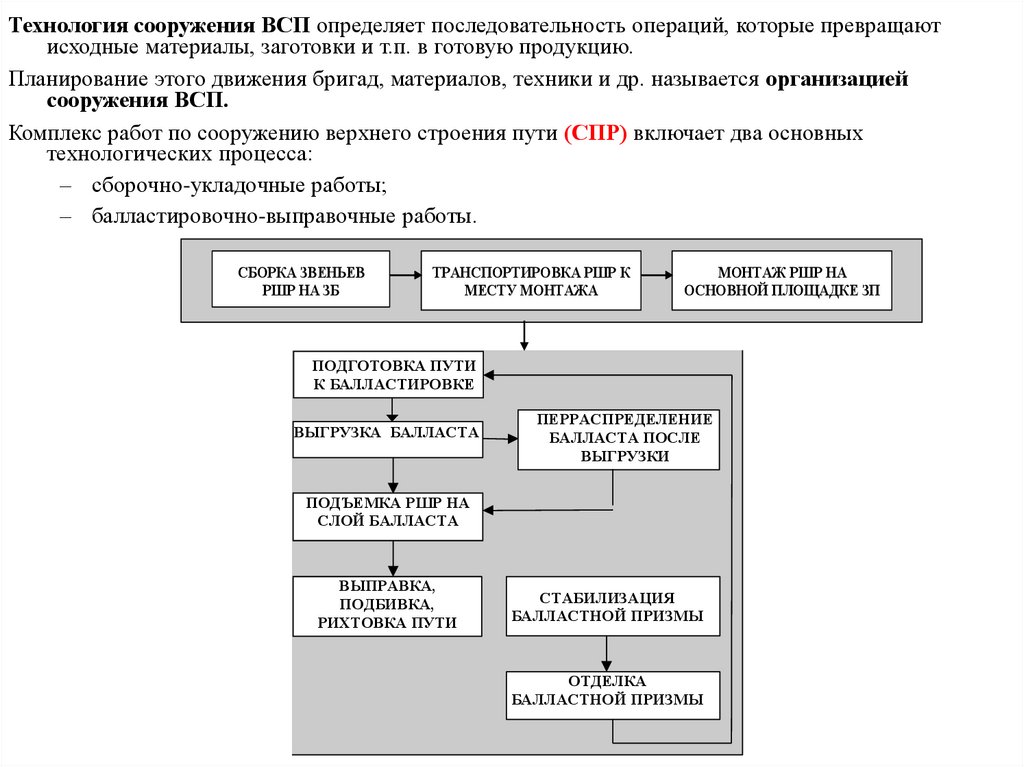
Технология сооружения ВСП определяет последовательность операций, которые превращаютисходные материалы, заготовки и т.п. в готовую продукцию.
Планирование этого движения бригад, материалов, техники и др. называется организацией
сооружения ВСП.
Комплекс работ по сооружению верхнего строения пути (СПР) включает два основных
технологических процесса:
– сборочно-укладочные работы;
– балластировочно-выправочные работы.
СБОРКА ЗВЕНЬЕВ
РШР НА ЗБ
ТРАНСПОРТИРОВКА РШР К
МЕСТУ МОНТАЖА
МОНТАЖ РШР НА
ОСНОВНОЙ ПЛОЩАДКЕ ЗП
ПОДГОТОВКА ПУТИ
К БАЛЛАСТИРОВКЕ
ВЫГРУЗКА БАЛЛАСТА
ПЕРРАСПРЕДЕЛЕНИЕ
БАЛЛАСТА ПОСЛЕ
ВЫГРУЗКИ
ПОДЪЕМКА РШР НА
СЛОЙ БАЛЛАСТА
ВЫПРАВКА,
ПОДБИВКА,
РИХТОВКА ПУТИ
СТАБИЛИЗАЦИЯ
БАЛЛАСТНОЙ ПРИЗМЫ
ОТДЕЛКА
БАЛЛАСТНОЙ ПРИЗМЫ
5. Сооружение верхнего строения пути
В мировой практике железнодорожного строительства на сегодняшний день существуют дваосновных способа укладки пути –). звеньевой и раздельный (поэлементный
При малых (до 15 км) рассредоточенных объемах работ раздельная укладка обеспечивает
высокое качество железнодорожного пути при надлежащем качестве материалов. Это
объясняется тем, что раскладка шпал с пришитыми к ним подкладками осуществляется в
соответствии с эпюрой на заранее подготовленную и уплотненную балластную призму с
последующей раскладкой, прикреплением рельсов к шпалам и стыкованием с ранее
уложенными рельсами. Такая технология, в отличие от традиционной звеньевой укладки,
применяемой в России, не требует многократных подъемок рельсошпальной решетки в ходе
балластировки с неизбежными расстройствами пути в плане и по уровню и обязательными
последующими трудоемкими выправками. При этом отпадает необходимость в перегонке
шпал по меткам и разгонке стыковых зазоров, как при звеньевой укладке.
Достоинства раздельной укладки подтверждаются использованием этой технологии за рубежом.
Для сокращения достаточно высоких трудозатрат при реализации такой технологии
ведущими производителями путевых машин и механизмов, например, фирмой Plasser and
Teurer, разработаны путеукладочные поезда для раздельной укладки пути, включающие
шпалораскладчики, рельсораскладчики, стыкователи и др. необходимые устройства. При их
использовании трудозатраты при раздельном и звеньевом способах укладки становятся
сопоставимыми.
СССР в 50-е годы XX в. пошел по пути индустриализации укладки пути. Такой способ позволил
обеспечить высокие темпы строительства железных дорог. Это было необходимо в тех
геополитических условиях для быстрого создания в стране развитой железнодорожной сети.
Современная технология индустриальной сборки и укладки рельсошпальной решетки (РШР)
железнодорожного пути на основную площадку земляного полотна основана на
использовании высокопроизводительных путеукладчиков УК-25/9, ПБ-3 или ПУ-4 (в
настоящее время не используется). Эти путеукладчики в состоянии обеспечить высокий темп
монтажа РШР из готовых путевых звеньев, собранных на звеносборочной базе (ЗБ) и
доставленных в голову укладки специально оборудованными составами. На звеносборочных
базах путевые звенья собираются из отдельных элементов с помощью полуавтоматических
звеносборочных линий ППЗЛ-650, ЗЛХ-800 и звеносборочных стендов ЗС-400, ЗС-500.
6. Сборка звеньев РШР
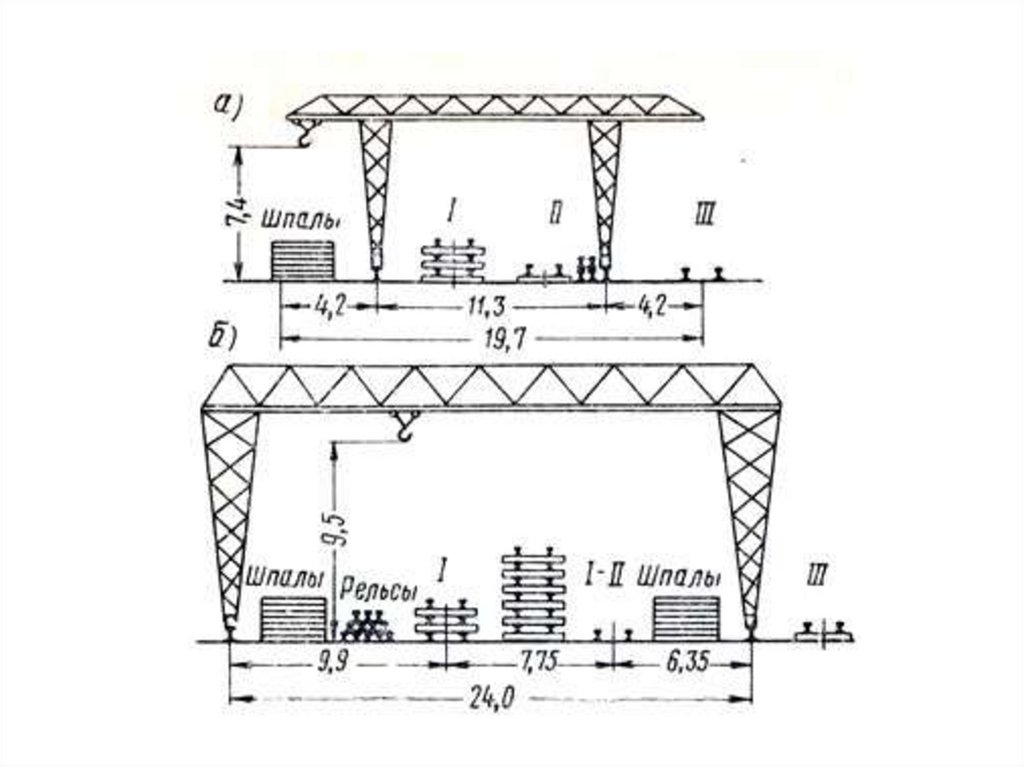
При объемах годовой укладки > 70 км пути и более 60 СП целесообразно оборудовать
звеносборочную базу ППЗЛ-650 – полуавтоматической звеносборочной линией. При
этом используются краны КД-05, КДКК-10 грузоподъемностью 5 и 10 тс пролетами 16
м.
При объемах годовой укладки 30-70 км рельсовых путей и 30-60 стрелочных
переводов в год целесообразно оснащать ЗБ звеносборочным стендом ЗС-400, ЗС400М, ЗС-600. Звеносборочный стенд ЗС-400М служит для сборки звеньев длиной 25 м
с рельсами Р 45, Р 50, Р 65, деревянными шпалами всех типов в количестве 1440, 1600,
1840 и 2000 шт./км для эпюры 1520 и 1435 мм. Производительность, м/смену при:
50 шп./зв.- 350;
46 шп./зв. – 400;
40 шп./зв. – 450;
36 шп./зв. – 500.
Численность обслуживающего персонала при автоматизированном режиме работы
сверлильного станка – 11 чел., при ручном управлении – 12 чел.
Звеносборочный стенд ЗС-600 при 50 шп./зв. позволяет собирать 600 м/смену. При
этом используются стреловые краны, железнодорожный краны, сборка производится на
2-х стендах-шаблонах.
При объемах годовой укладки менее 30 км и менее 30 СП/год рекомендуется
использовать звеносборочный стенд ЗС-400 , стреловые краны, комплекты
механизированного инструмента.
7. Погрузка звеньев на укладочный поезд
Погрузка звеньев РШР на специализированный подвижной состав – сцепы из 4-осных платформ,оборудованных УСО - может осуществляться последовательно со сборкой, параллельно, с
частичным совмещением во времени. Этот порядок влияет на путевое развитие базы и объем
склада. Как правило, принимается порядок работ, когда погрузка звеньев осуществляется
последовательно со сборкой и осуществляется в третью ночную смену. Элементом, который
нуждается в автоматизации, является конструкция захватов.
В зависимости от способа механизации и количества рабочих, занятых на погрузке, она
характеризуется разным временем погрузки на один выезд, от которого зависит цикл
материального поезда, курсирующего между ЗБ и местом монтажа РШР.
Время погрузки звеньев рельсошпальной решетки на один выезд
Механизмы и способы
погрузки
Кран ПКД
Козловой кран
Стреловой
кран
со
свободного не занятого
поездом пути.
Стреловой кран с общего
пути при перетяжке пакетов
звеньев мотовозом.
tпзв
tпз
К
Q
пз
мр
Тип рельса
Р 50
Р 65
tпз
0,145
Кпз
0,072
tпз
0,104
Кпз
0,072
0,365
0,103
0,323
0,103
0,867
0,175
0,826
0,175
1,042
0,200
1.000
0,200
8. Транспортирование РШР
• Характеризуется средней скоростью материальныхпоездов, числом платформ в поезде, временем занятости
на участке монтажа, временем ожидания обратного
выезда и др. Продолжительность транспортировки РШР
определяют из условия, что скорость движения поезда
по действующей линии равна 40 км/ч, по уложенному
пути на слой песка - 25 км/ч, по черному пути - 10 км/ч.
• Продолжительность транспортировки балластных
материалов к месту выгрузки балласта определяется по
графику зависимости времени движения балластного
поезда по существующей железнодорожной сети от
протяженности маршрута. При этом принято
допущение, что Lпер=10-15 км, Lотделения дороги=100
км, Lдороги=250 км.
9. Монтаж рельсошпальной решетки на основной площадке ЗП
• Монтаж РШР осуществляется путеукладчиками УК-25 на рельсовом иПБ-3 на гусеничном ходу. От их производительности зависит выработка
на монтаже, время укладки главного пути, время и длина фронта
монтажа за один выезд поезда, темп монтажа.
• Укладка РШР на основную площадку ЗП производится
путеукладочными кранами при объемах укладки:
• более 70 км/год - УК-25/9 с деревянными шпалами;
• УК-25/9-18, УК-25/17 – с железобетонными шпалами;
• укладка пути с железобетонными шпалами производится на песчаные
полосы в объеме 150 куб.м/км. Производительность составляет 2
км/смену.
• 30-70 км/год - считается целесообразной укладка путеукладочным
краном ПБ-3 или ПБ-3М, производительность которого 1,5 км/смену.
• менее 30 км/год используется кран ПУ-4, производительность которого
0,6 км/смену.
10. Основные параметры на монтаже РШР
Время монтажа звеньев рельсошпальной решеткиt мр a мр bмр Qмр
Способы
монтажа
Тип
путеукладчика
Р50
aмр
Р65
bмр
aмр
bмр
Временные
стыкователи
УК-25
1,046
0,12
1,06
0,127
ПБ-3
1,254
0,177
1,265
0,162
Накладки на два
болта
УК-25
1,244
0,17
1,267
0,124
ПБ-3
1,384
0,255
1,396
0,251
11. Укладочный кран УК-25 СП
12. Характеристики крана УК-25 СП
13. Суточный график движения звеновозного поезда.
t1 – время операций на монтаже;t2 – время операций на ЗБ –
погрузка, маневры ;
t3 – время ожидания выезда на ЗБ
– вводим заранее, чтобы «съедая»
его постепенно, сохранить
постоянное время цикла;
t4 – время хода по участку
протяженностью Lмр.
tцп = t1 + t2 + t3 +(2n – 1) t4
t1 и t2 – постоянные значения;
(2n – 1) t4 – транспортное время.
При n = nm - предельно
допустимое число выездов.
tцп = t1 + t2 + t3 +(2nm – 1) t4
nm = (tцп - t1 - t2 - t3 - t4)/2 t4
t4 = Lмр/Vп
14.
Нормативное время монтажарешетки
t1 = tмр + kмр*Qмр
t2 = tпз + kпз*Qмр
Lул = Lмр *nm
kмр
tмр
Qмр
В результате уравнение времени цикла решается относительно Lул:
L
0
,
5
V
t
t
t
k
k
Q
ул
п
цп
пз
мр
пз
мр
мр
L
ул
tцп
tпз
tмр
2
V
ср
L
0
,
5
V
t
t
t
k
k
Q
ул
ср
цп
пз
мр
пз
мр
мр
15. Максимальная выработка сборочно-укладочного комплекса
Ограничение по выделенномувремени
Ограничение по времени оборота звеновозного
t
0
,
02501
n
Q
мр
/
бп
др
мр
L
L
ул
оф
поезда, дальности действия базового склада
1
0
,
02501
n
Q
уг
др
мр
L
0
,
5
V
t
t
t
k
k
Q
ул
ср
цп
пз
мр
пз
мр
мр
P
А
(
k
k
).
P
оптQ
P
оптQ
P
0
.
1
мг
пз
мр
1
мр
2
мр
3
2
2
t
2
L
мр
\
бп
оф
P
(
t
t
t
)
0
,
025
n
k
k
2
мг
цп
пз
мр
др
мр
пз
V
V
п
п
2
L
оф
2
P
t
t
t
P
P
4
P
P
2
2
1
3
3 цппз мр
оптQ
V
мр
п
2
P
1
16.
Если принять в порядке первого приближения,что в среднем протяженности Lул одинаковы,
как и средняя продолжительность
строительства одного участка, общий срок tсл ,
год, сооружения линии будет равен
tсл tсул
Lл
1
L
ул
17.
При звеньевом способе укладки звенья предварительно собираем набазе.
На полуавтоматических поточных звеносборочных линиях (ППЗЛ)
собирают звенья с рельсами Р50 и Р65 и деревянными шпалами всех
типов при эпюре их расположения 1440-2000 шпал/км с нераздельным
костыльным прикреплением рельсов к шпалам или с раздельными
скреплениями.
Работы на базе выполняют в две смены. В первую смену ведут сборку
звеньев рельсошпальной решетки, а во вторую смену выполняют
погрузку готовых звеньев на подвижной состав; выгружают и
складируют поступающие на базу материалы верхнего строения пути.
Для увеличения производительности базы может быть организована
работа на двух секциях. В этом случае звеносборочную линию (она на
рельсовом ходу) по завершении первой смены перекатывают во вторую
секцию. В это время первая секция пополняется материалами, а
изготовление звеньев ведется на второй секции. По завершении второй
смены звеносборочная линия снова перемещается на первую секцию и
цикл "сборка-пополнение" повторяется.
18.
Последовательность операций по сборке звеньев на ППЗЛследующая:
• 1) подают краном пакет шпал (100-120 шт.) на шпалопитатель. На
нем отбраковывают шпалы по длине и ширине, подбирают
стыковые и предстыковые шпалы (отличающиеся несколько
увеличенными размерами), кантуют шпалы на нижнюю постель;
• 2) по наклонному рольгангу шпала поступает на сверлильный
станок. Здесь одновременно сверлят 8-10 отверстий и заливают их
антисептиком; далее шпалы поштучно поступают на сборочный
стенд;
• 3) на стенде с движущимся цепным конвейером раскладывают на
шпалы подкладки, взятые из контейнеров с подкладками;
наживляют обшивочные костыли; после заполнения всех ячеек
конвейера, краном на шпалы с подкладками устанавливают
рельсы;
• 4) перед поступлением на сборочный станок наживляют
пришивочные костыли, взятые из контейнеров; на сборочном
станке выполняют запрессовку наживленных костылей; звено
постепенно опускается на тележки;
• 5) звено, полностью вышедшее из сборочного станка,
подхватывается краном и убирается на склад готовой продукции.
19.
Сборку звеньев на ППЗЛ -650 выполняет бригада, состоящаяиз 12 чел., включая двух операторов, машиниста крана и
девять монтеров пути. Работы по погрузке готовых звеньев,
выгрузке материалов верхнего строения пути во вторую
смену выполняет бригада в составе машиниста крана и
четырех монтеров пути.
Транспортировка звеньев к месту укладки производится на
железнодорожных платформах, оборудованных роликами.
При подаче звеньев платформами локомотив на последнем
раздельном пункте переставляется с головы в хвост состава.
Платформы оборудованы унифицированным съемным
оборудованием УСО-1 для закрепления звеньев от
продольных и поперечных сдвигов. Перед погрузкой на
роликовые транспортеры укладывают специальные "лыжи",
сваренные из прокатных профилей или старогодных рельсов.
Иногда вместо лыж нижнее звено переворачивают и головки
рельсов укладывают на ролики.
20.
Укладку рельсового пути с помощью путеукладчика ПБ3 осуществляют в следующем порядке. После прибытияпоезда к месту работ кран подготавливают к работе и
раскрепляют пакеты звеньев. Затем производят протяжку
первого пакета на платформу крана. Стропуя звено,
монтеры пути подводят под подошвы рельсов траверсы,
звено поднимают с помощью лебедки на высоту 0,6 м
над пакетом, перемещают его по стреле крана до полного
выхода из портала крана и опускают на земляное
полотно, где устанавливают зазоры в стыках между
уложенными и укладываемыми звеньями.
Состыкованные звенья фиксируют накладками с
постановкой по два болта на стык. Цикл укладочных
работ повторяют. После выработки первого пакета на
платформу крана перетягивают пакет звеньев со
следующего сцепа платформ состава.
21.
Сборка рельсошпальной решетки на звенбазе22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39. Перечень операций, выполняемых вручную на сборке звеньев
ОборудованиеППЗЛ-650
Наименование работ
Выдача шпал по одной
Причины, препятствующие
автоматизации:
Ориентация шпал по шнуру
Ориентация шпал по подошве с выдачей на шпальный
конвейер
Стыковка
рельсов
с
предыдущими
с
установкой
наугольнику
Выдача подкладок по одной
Ориентация подкладок по подошве и по подуклонке
Выдача подкладок на подкладочный конвейер
Установка подкладок на шпалы
Выдача костылей по одному
Ориентация костылей
Комплектование подкладок костылями
Наживление костылей молотками
Установка противоугонов
ЗЛХ-800
Ориентация подкладок по подошве и по подуклонке
Выдача костылей по одному
Ориентация костылей
Комплектование подкладок костылями
Установка противоугонов
по
1) конструкция РШР, не
рассчитанная на
автоматизацию, отсюда –
препятствие к разработке
автоматических устройств
для манипуляции
элементами конструкции
на основе простых
решений;
2) низкое качество изготовления
некоторых элементов
РШР
(например, костыли часто имеют
нарушение формы головки,
искривления, заусенцы и т.д.;
при автоматической подаче их
под запрессовку бракованные
костыли вызовут поломку или
остановку агрегата)
.
40. Перечень операций, выполняемых вручную на монтаже звеньев
Вид работНаименование операций, выполняемых вручную
Укладка пути Снятие винтовых стяжек, используемых при транспортировке – 4 м.п.
на
основной Растяжка троса сматыванием его с барабана лебедки и закрепление
площадке ЗП
его на рельс нижнего звена дальнего от укладочного крана конца
пакета
Строповка звена – 2 м.п.
Перемещение освободившихся лыж с платформы путеукладчика
Направление звена, выведенного из портала, баграми и удерживание
его от раскачивания – 2 м.п.
Стыкование звена нового с ранее уложенным накладками – 4 м.п.
Завод висящего свободного конца звена на ось земляного полотна – 2
м.п.
То же – в кривых – 10 чел.
Вынимание строповочных траверс из-под рельса, снятие тормозных
башмаков – 2 м.п.
Следует автоматизировать:
•укладку звена по оси пути;
•стыковку звена с ранее уложенным и сболчивание стыка;
•остановка путеукладчика при его перемещении на уложенное звено;
•контроль качества планировки ЗП.
Степень механизации
kм
1
1
р ≈0,20,
м
где αр, αм – доля
механизированного
соответственно
ручного и
труда,
41.
• Средняя трудоемкость сооружения ВСП около 600 чел-дн/км. Приэтом на работах вручную заняты 49% рабочих, из них 23,4%
заняты тяжелым ручным трудом: перегонкой шпал по меткам,
подъемкой пути домкратами, регулировкой стыковых зазоров,
оправкой балластной призмы. Примерно половина (51%
контингента) занята выполнением механизированных работ.
• Очень актуальна для повышения уровня механизации следующая
техника:
• Машины для добивки костылей.
• Оборудование для раздельной укладки.
• Оборудование для сборки блоков СП - экономия трудозатрат при
укладке СП блоками составляет 10,2 чел.-дн./перевод.
• Фирма «Портек» (США) выпускает костылезабивочные машины,
«Рейсин» (США) – машины для автоматической установки
противоугонов.
42.
Морфологическое описание сборочно-укладочногокомплекса
Примечания: 1) Районная ЗБ – внешняя
организация, приобъектная ЗБ развертывается
на ст. примыкания; 2) Базовый склад путевых
звеньев будет существовать всегда, т.к. вывоз
звеньев осуществляется согласно позвенной
ведомости, там производится подборка
звеньев; 3) Пункт передового базирования –
это последний разъезд или станция, после
которого ничего нет.
Рис. 7.1. Структура сборочно-укладочного комплекса и его операционно-функциональные
элементы:
1 - транспортировка материалов рельсо-шпальной решетки на ЗБ;
2 - сборка звеньев на ЗБ; 3 - операции на районной ЗБ; 4 - транспортировка звеньев на базовый склад с
районной ЗБ; 5 - поступление звеньев, 6 – погрузка звеньев; 7 - транспортирование звеньев к месту монтажа,
8 - возвращение поезда для очередной погрузки, что требует дополнительных путей; 9 - операции подготовки
к выезду на монтаж на пункте передового базирования, 10 - монтаж рельсо-шпальной решётки с выправкой
пути для пропуска рабочих поездов; 11 – возвращение на пункт передового базирования для следующего
цикла монтажа.
43. Функциональное описание сборочно-укладочного комплекса
Вр. образ.тек. запасаВремя монтажа решетки или время укл. главн. пути
Рис. 7.2. Движение запаса звеньев на базовом складе подпиточного типа.
Qмр= Qсб +Qзс.
nзв = Pск + Qсб *tугп
nзв = Qмр* tугп= Pск[(Qсб/Qрз)+1]
nзв = Qсб(tугп +tскл) = Qсб[(Pск/ Qсб) + tугп]
Lул = 0,02501 nзв.
(7.1)
Lул = 0,02501 nзв → макс
( 7. 4 )
( 7.2 )
(7.3)