















 industry
industrySimilar presentations:








. Тема 3.3")

Инструментальная оснастка
1. Инструментальная оснастка
2.
Инструментальная оснастка предназначена для закрепления инструмента в шпинделефрезерного станка или револьверной головке токарного станка. В соответствии с таким
назначением инструментальная оснастка делится на две группы: оснастка для
вращающихся инструментов и токарная оснастка.
Рассмотрение оснастки для вращающихся инструментов начнем с информации о типах
конусов шпинделей и хвостовиках инструментов.
Наиболее широко распространены следующие типы конусов шпинделей:
1.
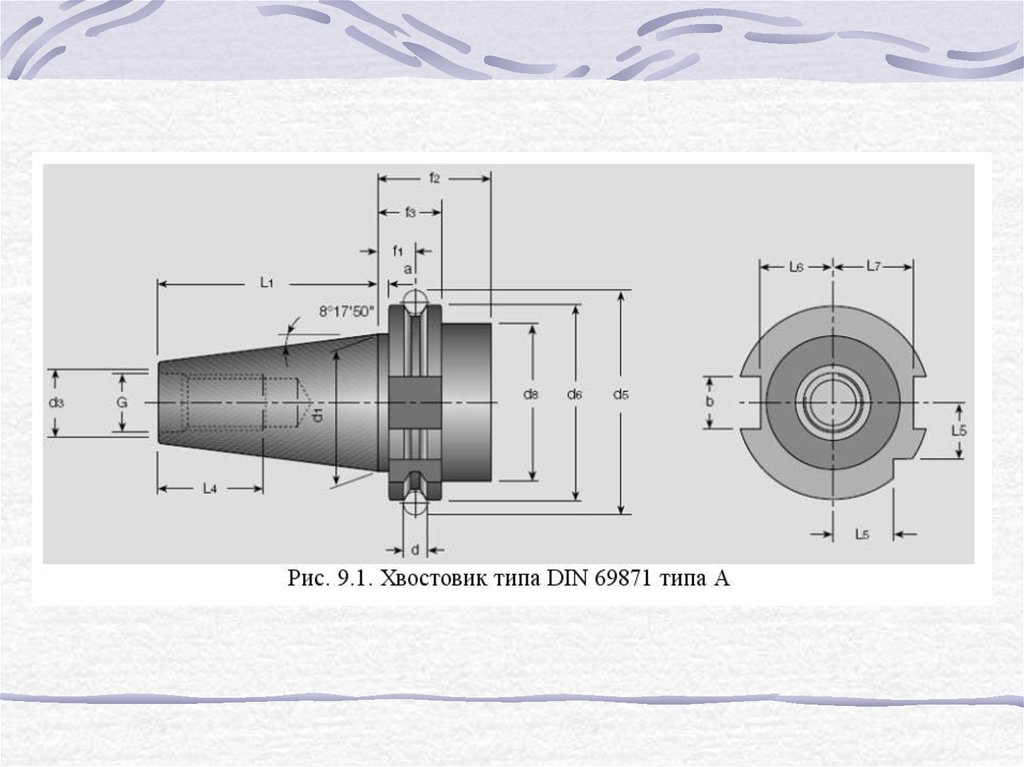
DIN 69871/ISO 7388 (рис. 9.1, 9.2).
2.
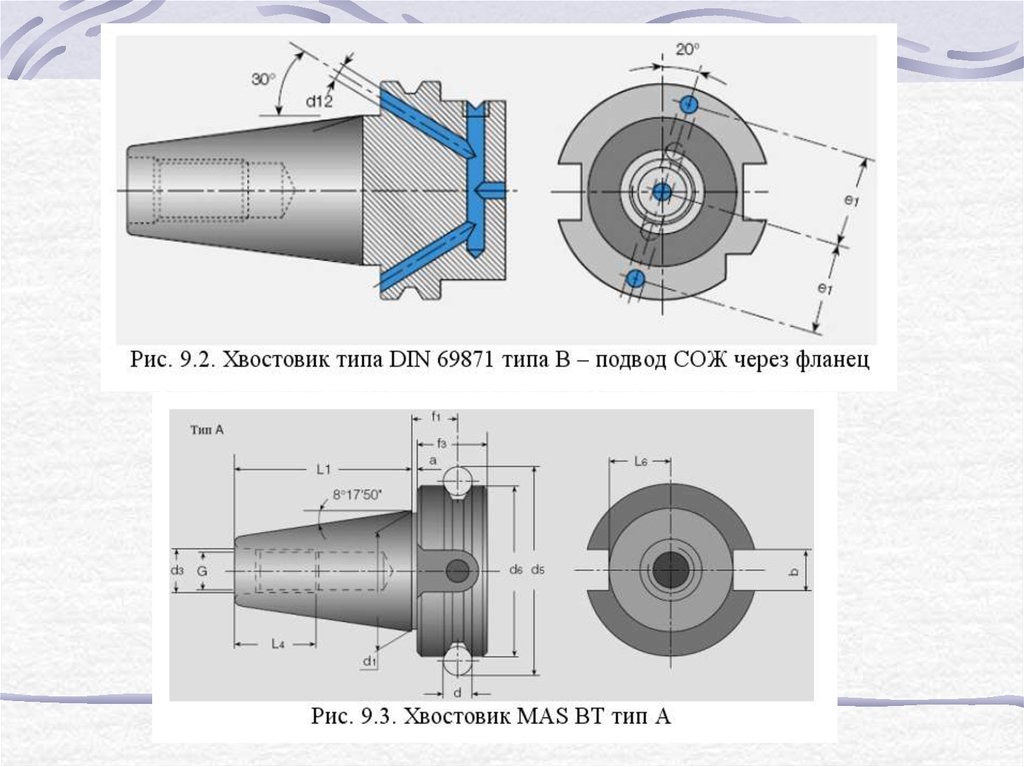
MAS BT (рис. 9.3, 9.4).
3.
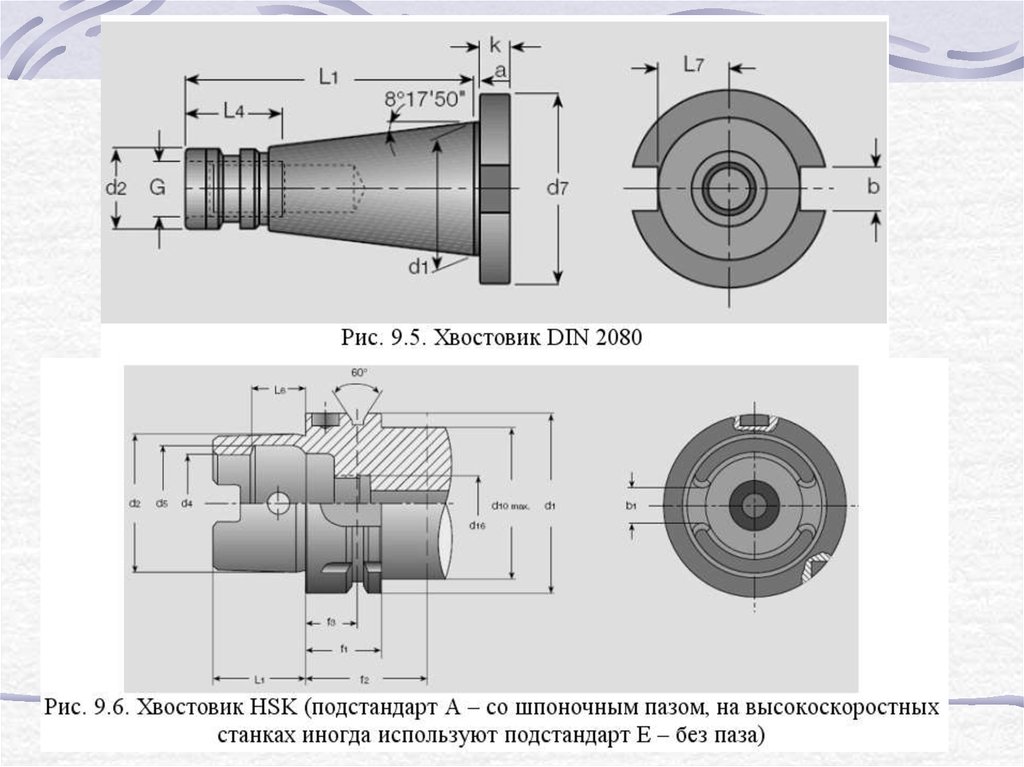
ГОСТ 25827-93/DIN 2080 (характерен для универсальных станков) (рис. 9.5).
4.
HSK (рис. 9.6).
5.
Coromant Capto (рис. 9.7).
3.
4.
5.
6.
7.
8.
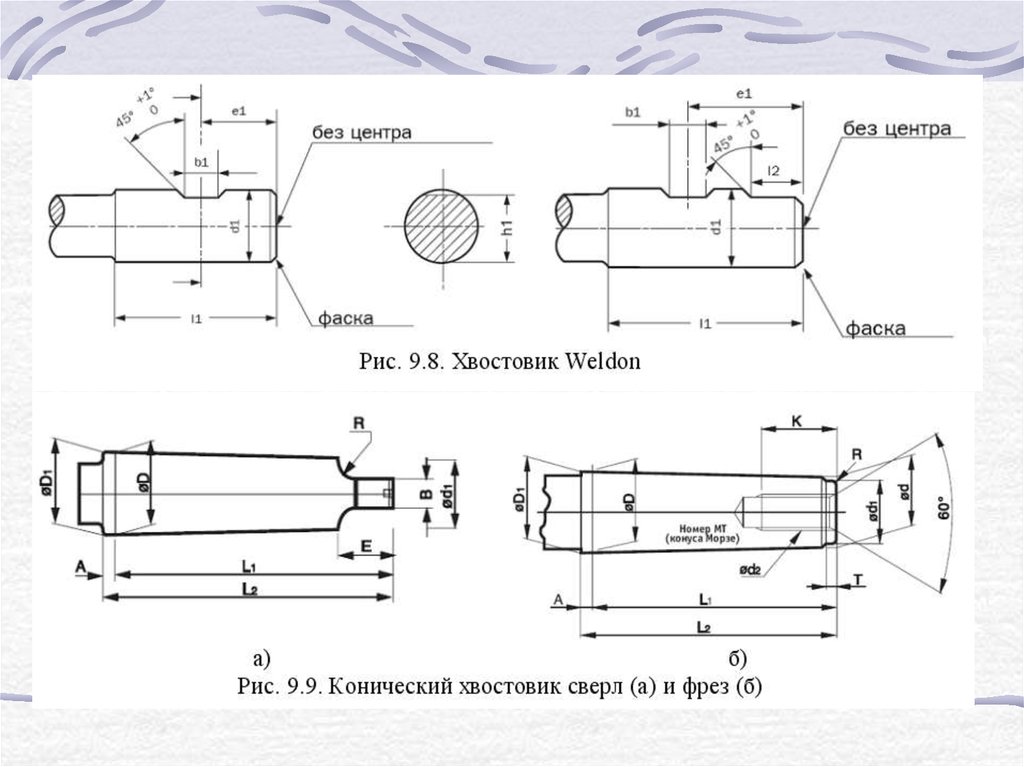
Хвостовики инструментов бывают следующих видов:1.
Цилиндрический гладкий.
2.
Цилиндрический с лыской – Weldon (рис. 9.8).
3.
Модульный Coromant Capto.
4.
Конический типа Морзе (рис. 9.9).
5.
Специализированные типы, применяемые на отдельных видах инструментов (ружейные
сверла, сверла для обработки композитов на специальных станках и др.).
9.
10.
Инструментальная оснастка для вращающегося инструмента делится на следующие виды:1.
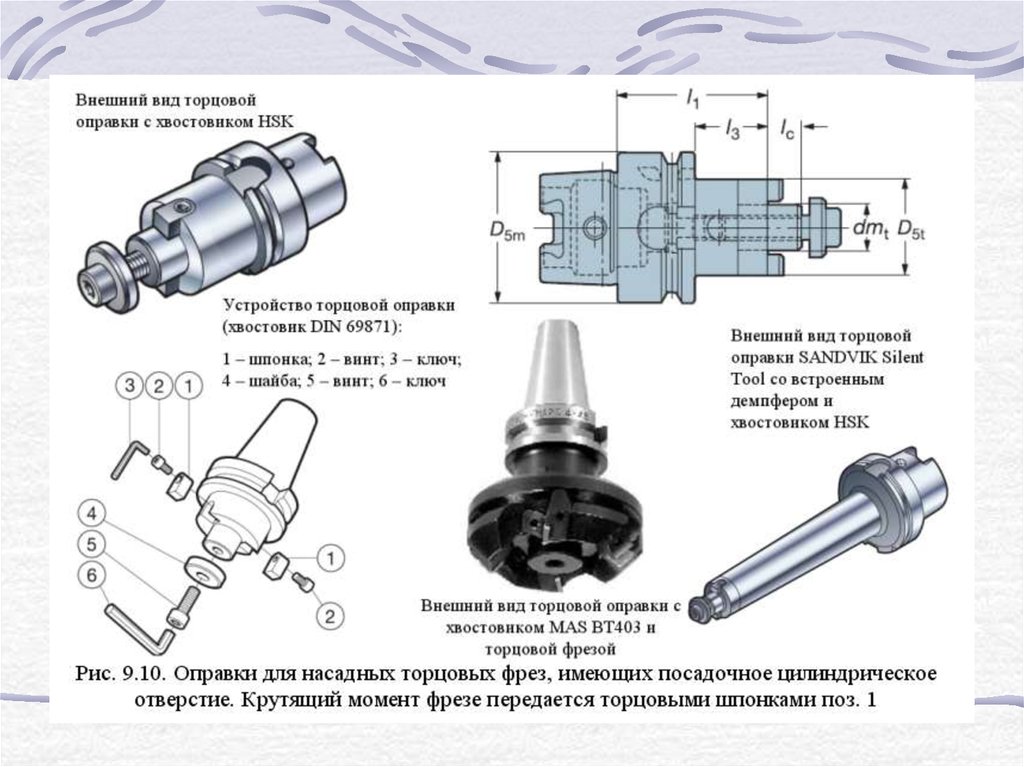
Оправки для торцовых фрез (рис. 9.10).
2.
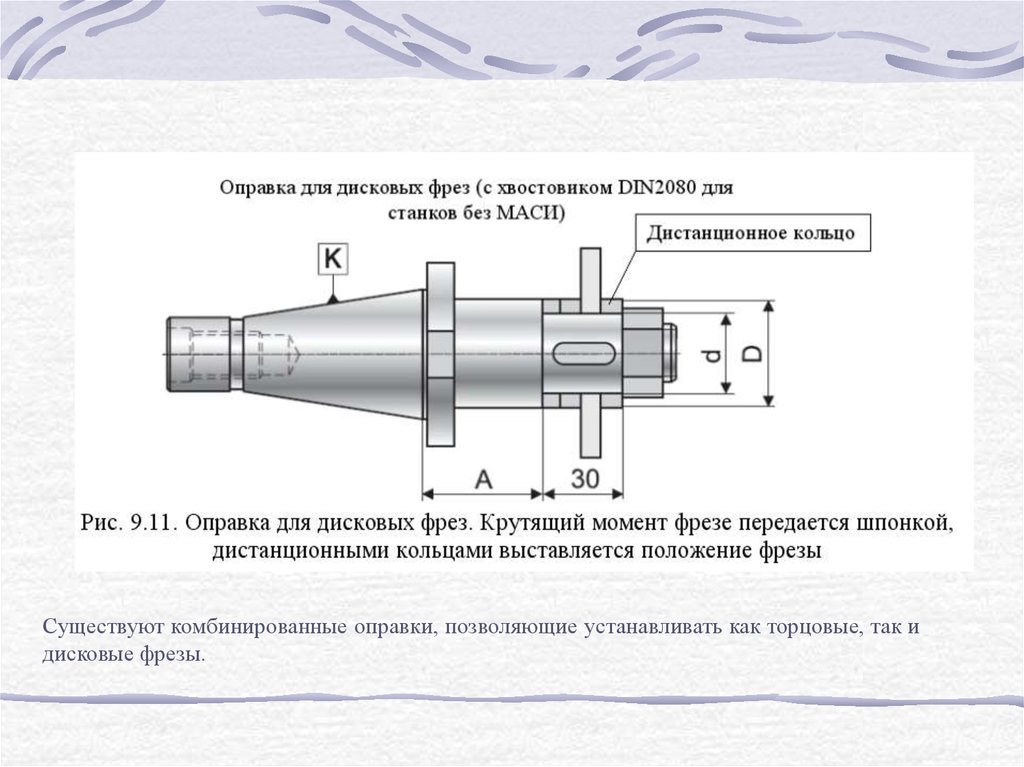
Оправки для дисковых фрез (рис. 9.11).
3.
Оправки для фрезерных головок с резьбовым хвостовиком (рис. 9.12).
4.
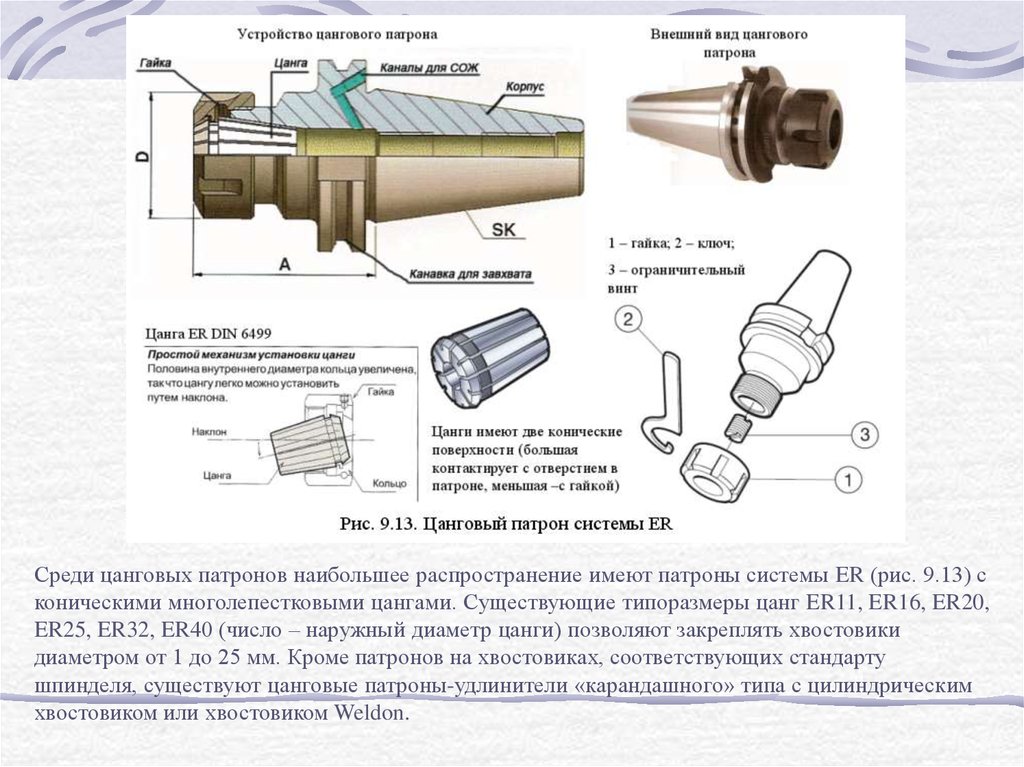
Цанговые патроны (рис. 9.13).
5.
Гидропластовые патроны (рис. 9.14).
6.
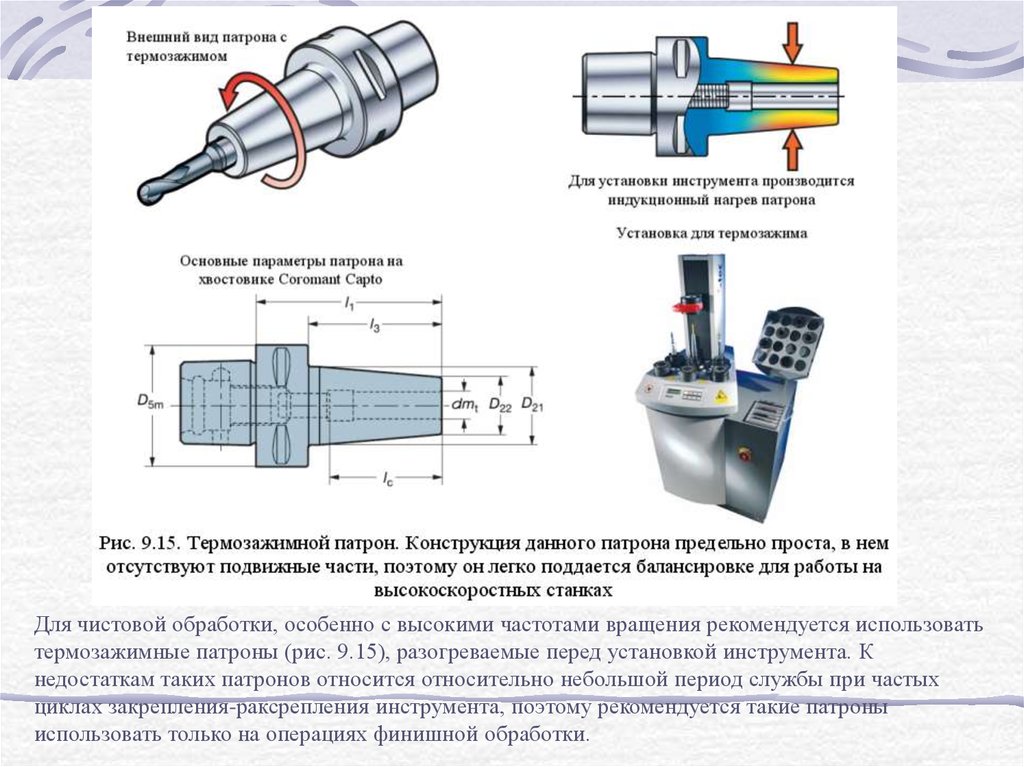
Термозажимные патроны (рис. 9.15).
7.
Переходные оправки на конус Морзе (рис. 9.16).
8.
Оправки Weldon (рис. 9.17).
9.
Сверлильные оправки (рис. 9.18).
10. Сверлильные патроны (рис. 9.19).
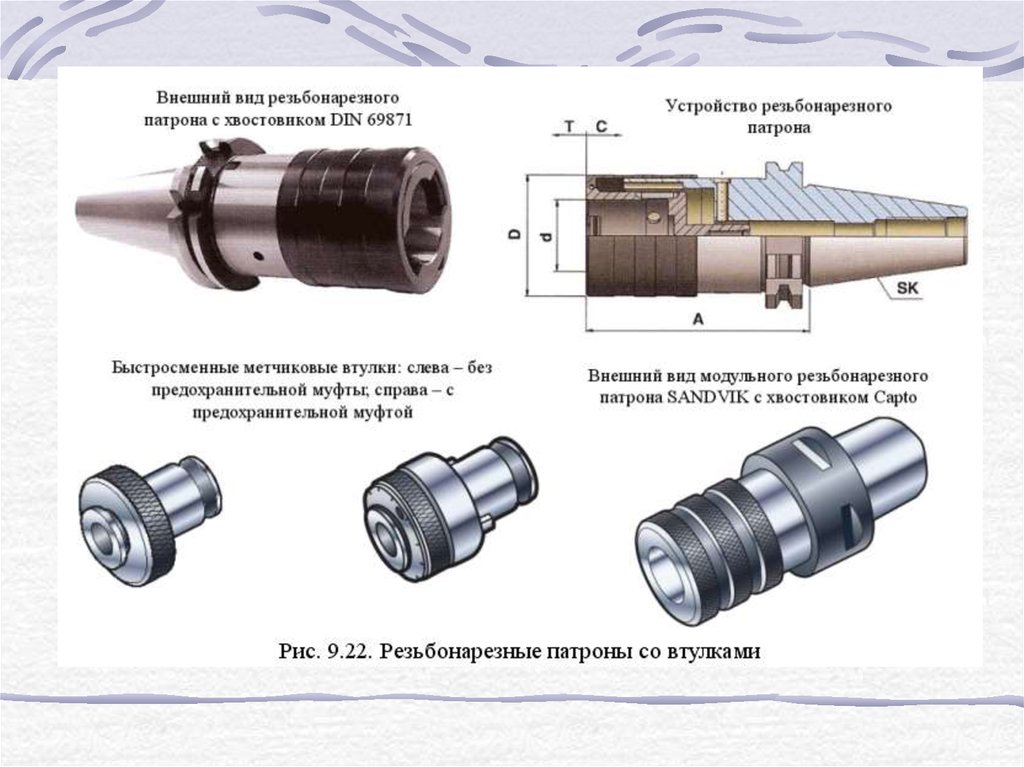
11. Резьбонарезные патроны (рис. 9.20, 9.21, 9.22).
12. Балансируемая оснастка (рис. 9.23)
11.
12.
Существуют комбинированные оправки, позволяющие устанавливать как торцовые, так идисковые фрезы.
13.
Оправки для резьбовых головок (рис. 9.12) часто используются при фрезеровании глубокихполостей с большим вылетом, когда велит риск повредить инструмент. В случае поломки
меняется только головка.
14.
Среди цанговых патронов наибольшее распространение имеют патроны системы ER (рис. 9.13) сконическими многолепестковыми цангами. Существующие типоразмеры цанг ER11, ER16, ER20,
ER25, ER32, ER40 (число – наружный диаметр цанги) позволяют закреплять хвостовики
диаметром от 1 до 25 мм. Кроме патронов на хвостовиках, соответствующих стандарту
шпинделя, существуют цанговые патроны-удлинители «карандашного» типа с цилиндрическим
хвостовиком или хвостовиком Weldon.
15.
Гидропластовые патроны (рис. 9.14, ролик 9.01) применяются в тех случаях, когда высокитребования по точности обработки и надежности закрепления инструмента без риска
вытягивания его из цанги. В гидропластовых патронах используются цилиндрические цанги.
Современные патроны обеспечивают закрепление цилиндрических хвостовиков и без цанг.
Хвостовики с лысками можно зажимать только с цангой. Низкий уровень биения в
гидропластовых патронах позволяет не только увеличить точность обработки, но и
существенно продлить стойкость твердосплавных инструментов.
16.
Для чистовой обработки, особенно с высокими частотами вращения рекомендуется использоватьтермозажимные патроны (рис. 9.15), разогреваемые перед установкой инструмента. К
недостаткам таких патронов относится относительно небольшой период службы при частых
циклах закрепления-раксрепления инструмента, поэтому рекомендуется такие патроны
использовать только на операциях финишной обработки.
17.
18.
Для установки сверл с СМП, имеющих цилиндрические хвостовики с лыской, вместо оправокWeldon используют специальные сверлильные оправки (рис. 9.18), конструктивно подобные
Weldon, но с точно обработанным торцем, в который упирается фланец корпуса сверла, что
предотвращает биение. Для установки сверл с СМП с возможностью корректировки
обрабатываемого диаметра используют промежуточные эксцентриковые втулки, позволяющие
в небольших пределах варьировать обрабатываемый диаметр. Для более точной настройки
используют регулируемые сверлильные патроны для сверл с СМП.
19.
Для установки быстрорежущих сверл с цилиндрическими хвостовиками используютсверлильные патроны с подвижными губками (рис. 9.19). Твердосплавные сверла в такие
патроны устанавливать нельзя из-за низкой быстроходности таких патронов (есть риск
раскрепления губок при высокой частоте вращения). Поэтому твердосплавные сверла
устанавливают только в цанговые или гидропластовые патроны.
20.
Для установки метчиков используют плавающие цанговые патроны с метчиковыми цангами ER,в которых есть квадратное отверстие под хвостовик метчика. Такие патроны могут иметь
значительную осевую компенсацию несовпадения шага резьбы и подачи станка (рис. 9.20). В
связи с тем, что современные станки с ЧПУ обеспечивают «жесткое» нарезание резьбы с
совпадением подачи и шага, то применяются метчиковые патроны с микрокомпенсацией
теплосиловых деформаций метчика (рис. 9.21). В таких патронах также используются
метчиковые цанги ER. Для быстрой замены метчиков применяются резьбонарезные патроны с
быстросменными метчиковыми втулками (рис. 9.22), которые заменяются вместе с метчиком,
при этом такие втулки могут быть простыми либо со встроенной предохранительной муфтой,
способствующей провороту метчика для предотвращения поломки.
21.
22.
23.
В случае использования в производстве станков с частотой вращения шпинделей свыше 25000об/мин целесообразно применение балансируемой оснастки (рис. 9.23), в которой имеются
поворотные кольца, с помощью которых можно отбалансировать инструментальную наладку
(инструмент + оснастка) на балансировочном стенде. В этом случае исключаются вибрации и
центробежные нагрузки на шпиндель при высоких частотах вращения.
24.
Высокой эффективностью обладает модульная оснастка, построенная на базе соединенияCoromant Capto. Основой ее является конический полигон – трехгранная фигура с
закругленными углами и радиусными сторонами, являющаяся основанием усеченного конуса с
конусностью 1,4º, причем данный конус осуществляет как центрирование, так и передачу
крутящего момента (рис. 9.24, ролик 9.1).
25.
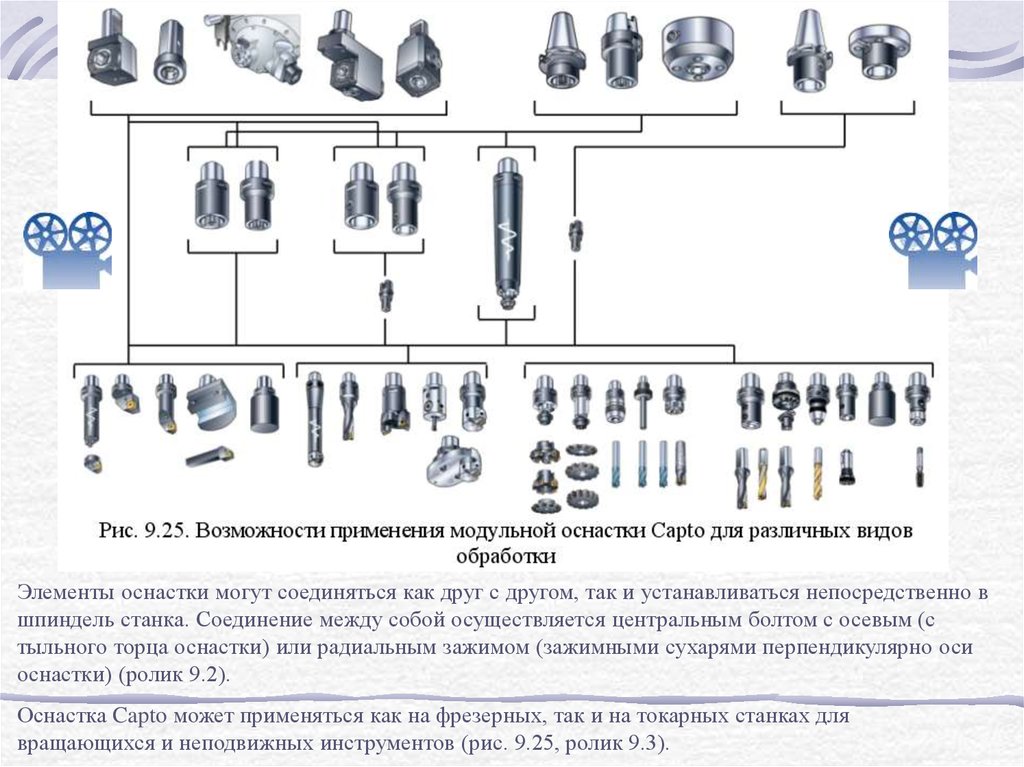
Элементы оснастки могут соединяться как друг с другом, так и устанавливаться непосредственно вшпиндель станка. Соединение между собой осуществляется центральным болтом с осевым (с
тыльного торца оснастки) или радиальным зажимом (зажимными сухарями перпендикулярно оси
оснастки) (ролик 9.2).
Оснастка Capto может применяться как на фрезерных, так и на токарных станках для
вращающихся и неподвижных инструментов (рис. 9.25, ролик 9.3).
26.
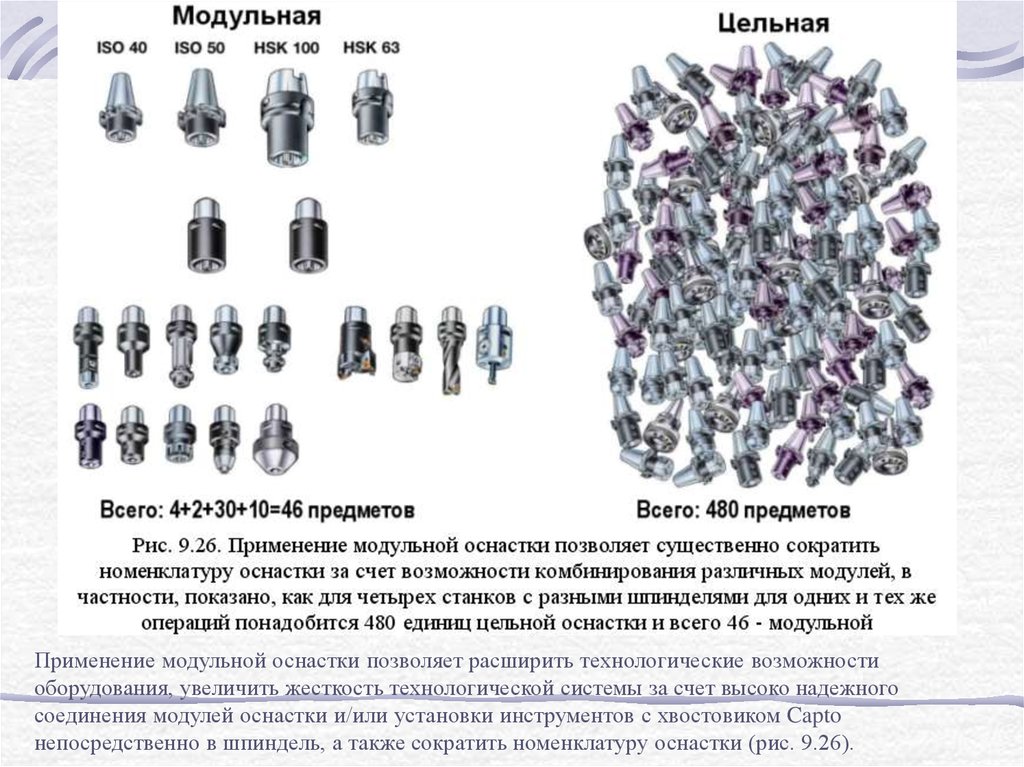
Применение модульной оснастки позволяет расширить технологические возможностиоборудования, увеличить жесткость технологической системы за счет высоко надежного
соединения модулей оснастки и/или установки инструментов с хвостовиком Capto
непосредственно в шпиндель, а также сократить номенклатуру оснастки (рис. 9.26).
27.
При оснащении станков посадочными местами Capto резко сокращается время на сменуинструмента, при этом повторяемость положения режущей кромки при смене модуля составляет
плюс-минус 2 мкм (ролик 9.4).
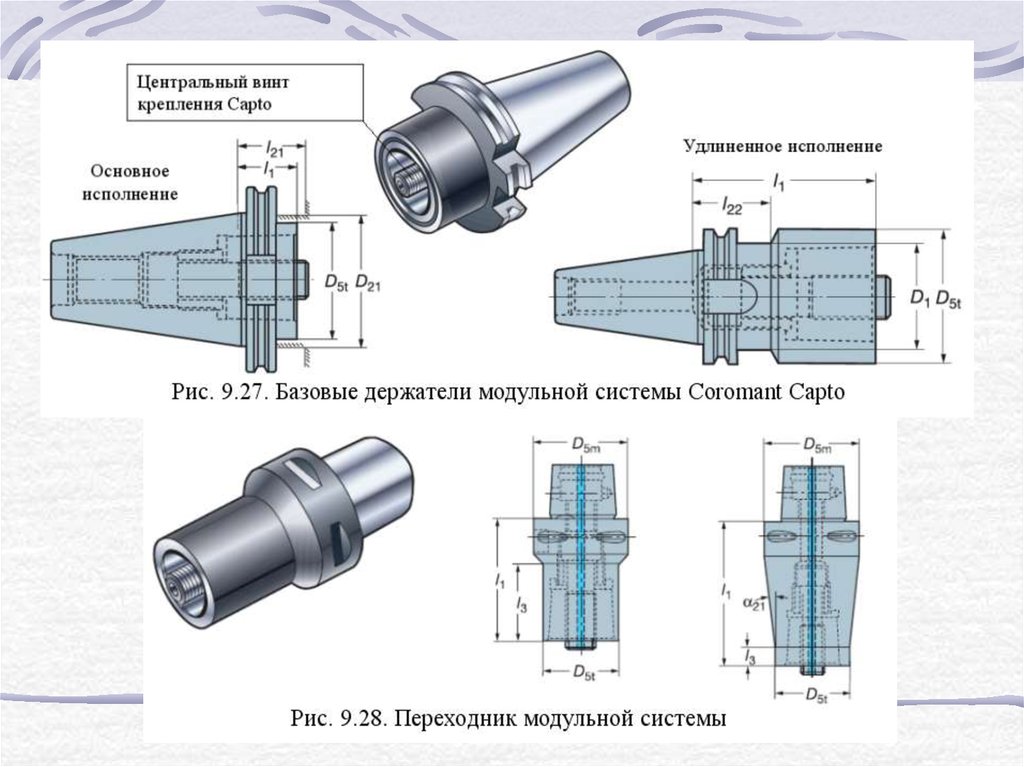
Для установки модулей и инструментов с хвостовиками Capto существуют базовые держатели с
соответствующими конусами шпинделей (рис. 9.27), а для удлинения инструментальных
наладок – переходники и удлинители (рис. 9.28).
28.
29.
Для расширения технологических возможностей фрезерных станков с ЧПУ существуютспециализированные виды оснастки.
1.
Ускорительные головки, позволяющие увеличить скорость вращения инструмента.
2.
Угловые головки, позволяющие добавить дополнительную управляемую или
неуправляемую координату станку (рис. 9.29 – 9.32).
3.
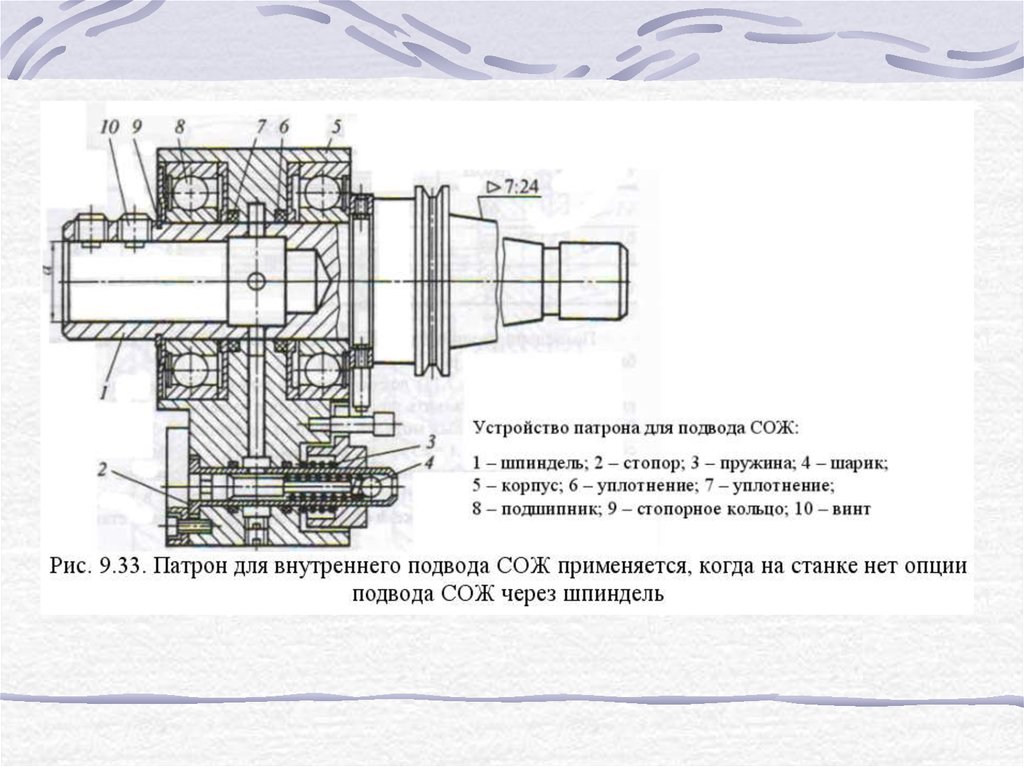
Патроны для подвода СОЖ (рис. 9.33).
4.
Многошпиндельные головки для одновременной обработки нескольких отверстий (рис.
9.34).
При этом такие устройства могут располагать в инструментальном магазине станка и
устанавливаться автооператором.
30.
31.
32.
33.
Рассмотрим некоторые примеры инструментальной оснастки для токарных станков с ЧПУ.Для быстрой и точной установки расточных оправок без затраты времени на поиск положения
режущей кромки используют втулки EasyFix (рис. 9.35), которые ориентируют оправку по
риске, в которую попадает шариковый фиксатор.
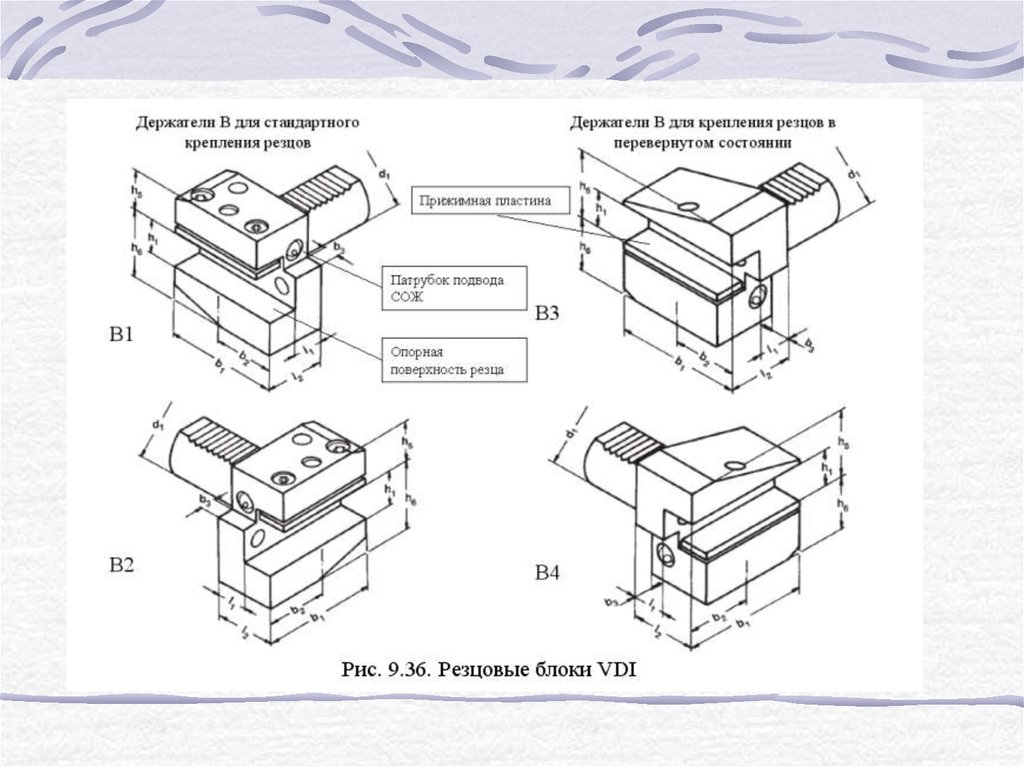
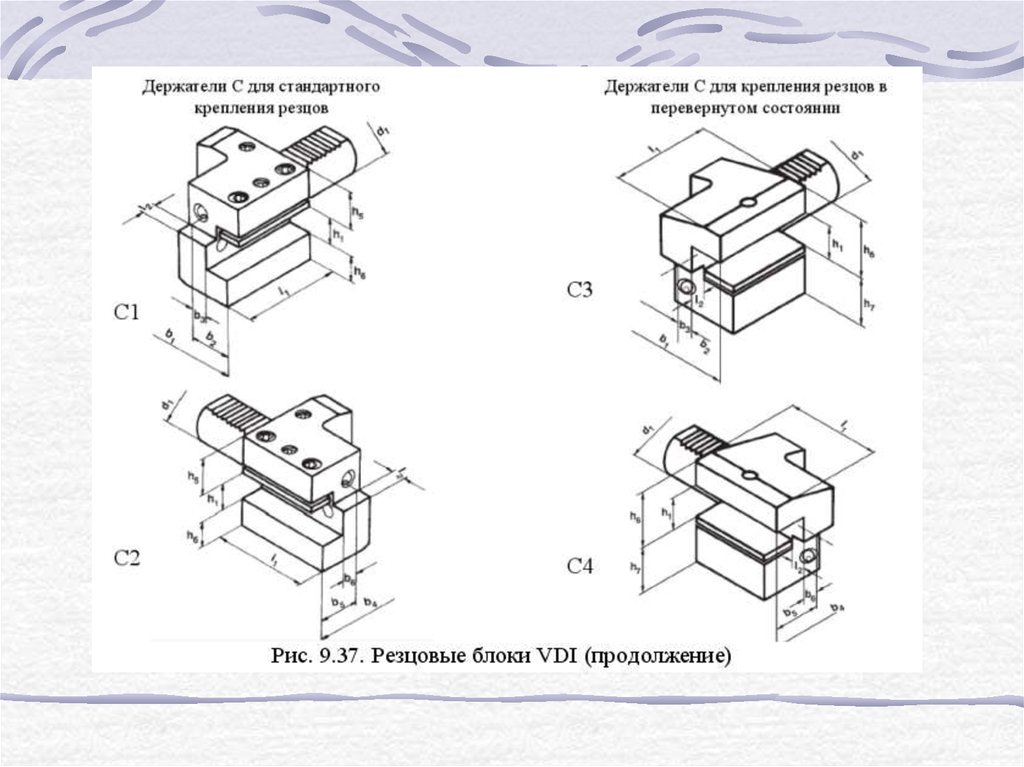
Для установки резцов в револьверные головки системы VDI используются резцовые блоки,
представленные на рис. 9.36 и 9.37.
34.
35.
36.
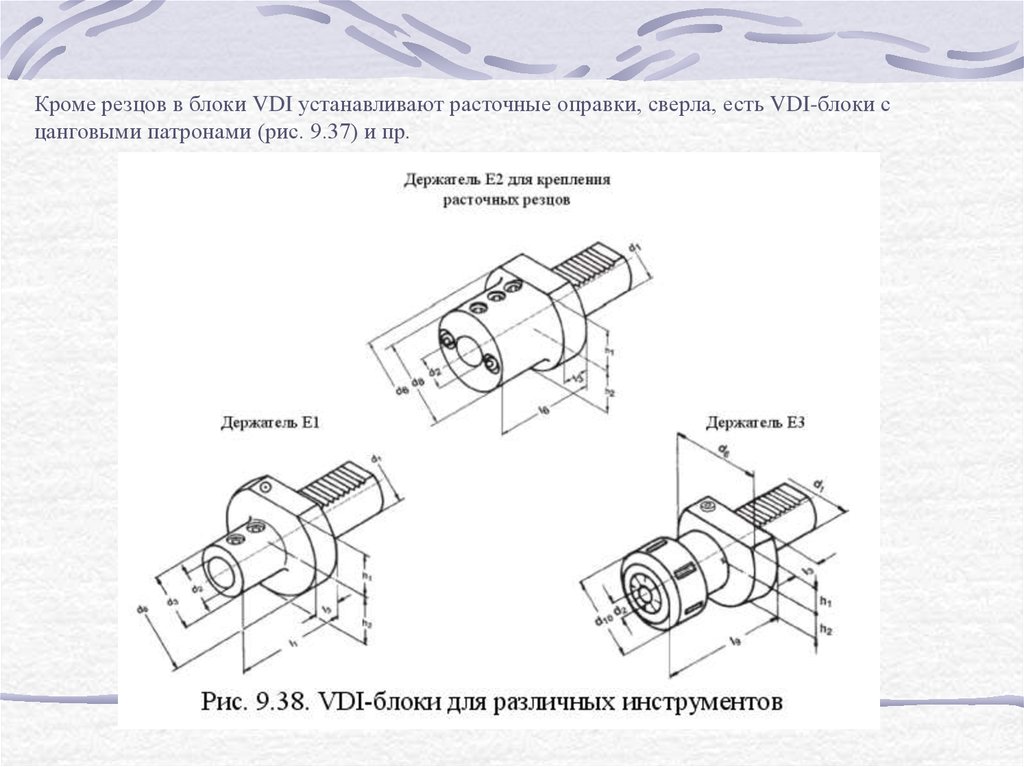
Кроме резцов в блоки VDI устанавливают расточные оправки, сверла, есть VDI-блоки сцанговыми патронами (рис. 9.37) и пр.
37.
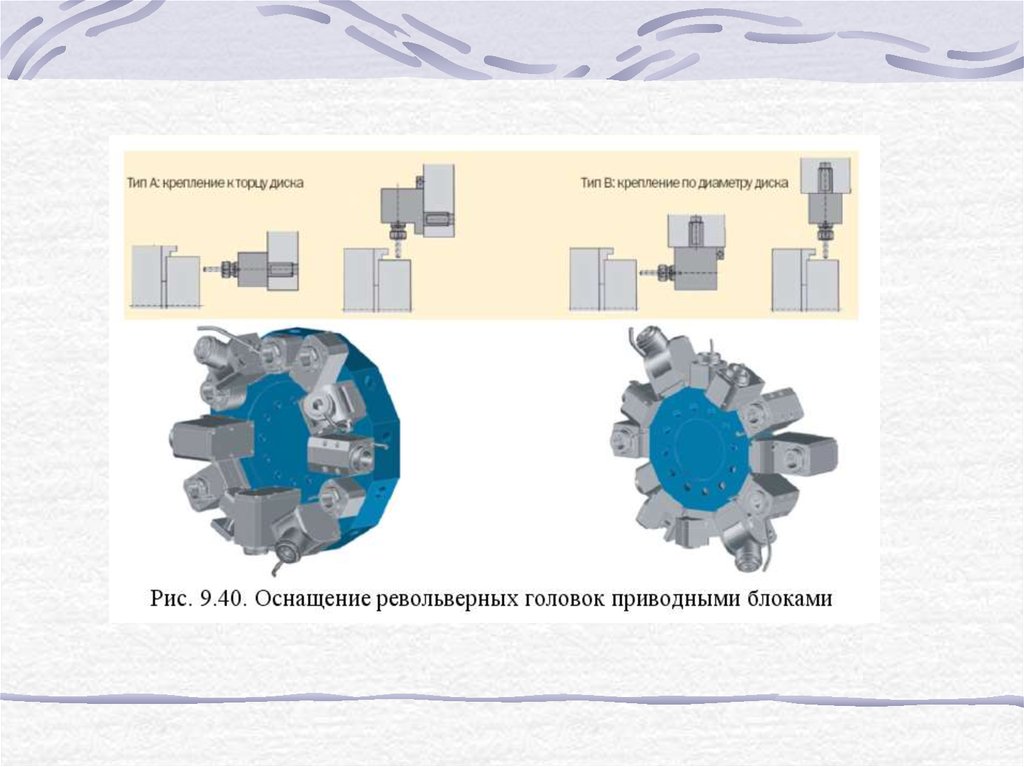
Для расширения технологических возможностей токарных станков существуют приводныеблоки, устанавливаемые в револьверные головки, позволяющие осуществлять сверление,
фрезерование и др. (рис. 9.39).
38.
39.
Как на фрезерных, так и на токарных станках может использоваться антивибрационная оснасткаSandvik Silent Tool, предназначенная для работы с большим вылетом при фрезеровании
глубоких выемок или растачивании длинных отверстий. Внутри оснастки Silent Tool имеется
полость, заполненная густым гелем, в котором на амортизаторах подвешен тяжелый стрежень,
качающийся в противофазе с корпусом оснастки (ролик 9.5). Такая оснастка эффективно гасит
колебания, возникающие при резании (ролик 9.6).