










 industry
industrySimilar presentations:










Разработка и изготовление прототипа энергоэффективного теплообменного аппарата
1.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФФГБОУ ВО “БАШКИРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ”
ИНЖЕНЕРНЫЙ ФАКУЛЬТЕТ
КАФЕДРА “ТЕХНОЛОГИЧЕСКИЕ МАШИНЫ И ОБОРУДОВАНИЕ”
Совершенствование технологического
комплекса установки каталитического
риформинга за счет современных методов
проектирования, автоматизации, технологии
изготовления и диагностики теплообменника
Выполнил: студент группы ТМО-ЗО-11 Загидуллин Ильшат Вильевич
Научный руководитель: Шавалеев Э.И.
2.
АктуальностьНа
многих
современных
производственных
предприятиях
доля
теплообменной
аппаратуры
составляет довольно большую часть относительно
другого технологического оборудования, порой до 40%.
В связи с этим стоит острая проблема снижения
ресурсоемкости и повышения энергоэффективности
теплообменных аппаратов ради положительного
влияния на технико-экономические показатели.
2
3.
Цель и задачиЦель:
Цель исследовательской части - разработать и
изготовить прототип энергоэффективного
теплообменного аппарата
Задачи:
❏ Построить эвольвенту в пределах диаметра
обечайки аппарата;
❏ Разработать эскиз одного хода трубного пучка;
❏ Определить координаты отверстий для
фиксирующих трубы шпилек;
❏ Изготовить плотноупакованный трубный пучок.
3
4.
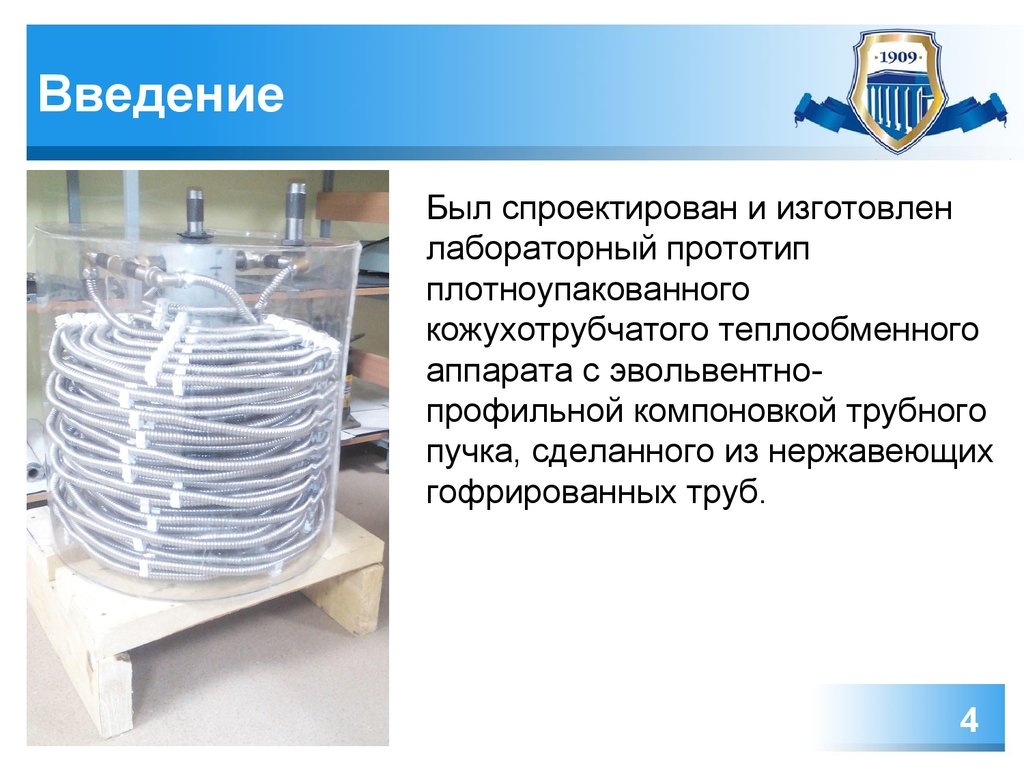
ВведениеБыл спроектирован и изготовлен
лабораторный прототип
плотноупакованного
кожухотрубчатого теплообменного
аппарата с эвольвентнопрофильной компоновкой трубного
пучка, сделанного из нержавеющих
гофрированных труб.
4
5.
ПреимуществаПреимущества:
- компактность конструкции;
- низкая металлоемкость и соответственно масса
аппарата;
- стойкость теплообменного пучка к коррозии;
- эквидистантность, т.е. на любом участке трубного
пучка соблюдается параллельность
(равноудаленность) труб;
- турбулентный тип потока, значительно снижающий
отложение загрязнений и солей во внутритрубной
зоне;
- очень тонкая стенка трубы и соответственно
высокая теплопередача.
5
6.
НедостаткиНедостатки:
- ремонтопригодность;
- сложный процесс сборки трубного пучка;
- максимально допустимое давление — 50 атмосфер.
6
7.
Трубный пучок(d+L)∙n
а
где d - это диаметр
трубы;
L - расстояние
между стенками
труб;
n - кол-во труб;
a - кол-во частей,
на которые поделена
окружность.
7
8.
Процесс сборкиСверление отверстий по
заданным точкам (мм от
оси аппарата):
0 град: точки 110, 133,
156, 179, 202 и 225 мм
45 град: точки 98.5, 121.5,
144.5, 167.5, 190.5 и 213.5
90 град: 110, 133, 156,
179, 202 и 225
и т.д.
8
9.
Процесс сборкиБыл произведен монтаж
длинных шпилек в отверстиях,
расположенных по векторам 0о,
90о, 180о и 270о
9
10.
Процесс сборкиЖесткость трубного пучка
поддерживалась монтажными
клипсами
10
11.
Процесс сборкиПервый
ход (2
ряда)
готов
11
12.
Процесс сборкиСмонтировано три хода (6 рядов)
12
13.
Процесс сборки1725 мм длина трубы от центра до края
1725∙2=3450 мм длина одного хода (от центра к центру)
21000/3450=6 ходов или 12 рядов
13
14.
Процесс сборкиВид сверху и вид снизу
14
15.
ЗаключениеРекомендации по устранению недостатков:
-
использовать более жесткие шпильки и фиксировать их положение в двух
точках;
чтобы не пришлось демонтировать весь трубный пучок из-за одной
поврежденной трубы, использовать несколько секций с разборным
коллектором (имеет свои минусы, но отпадает необходимость использовать
очень длинные трубы для монтажа одной большой секции).
Уфа 2016
15