












 industry
industrySimilar presentations:










Удосконалення технологічної підготовки виготовлення складного виробу з використанням SLS-методу
1.
Національний технічний університет«Харківський політехнічний інститут»
Кафедра «Інтегровані технології машинобудування» ім. М.Ф. Семко
Удосконалення технологічної підготовки виготовлення складного виробу
з використанням SLS-методу
Ланін Іван Андрійович
Керівник: доц. Гаращенко Я.М.
Харків - 2019
2.
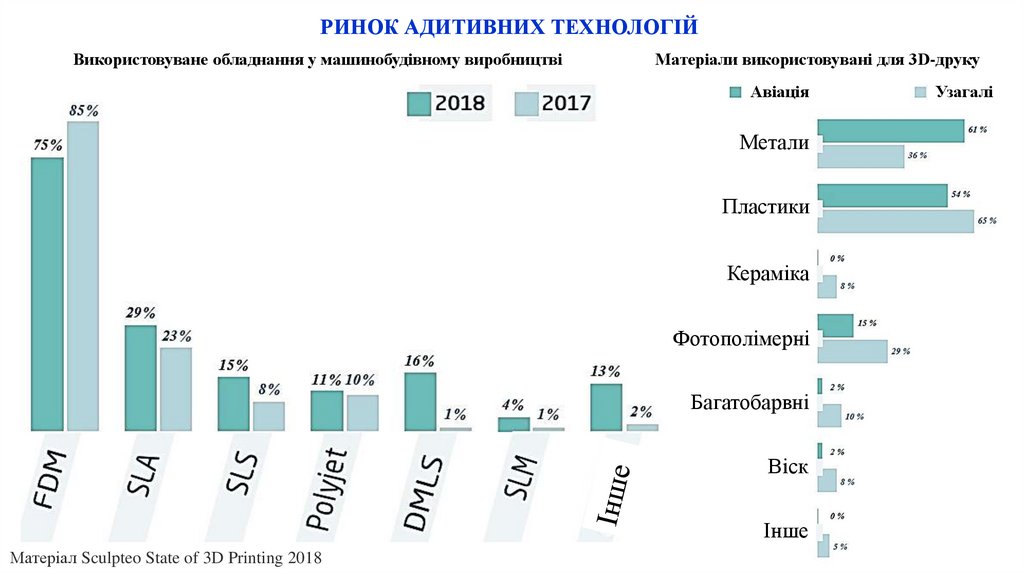
РИНОК АДИТИВНИХ ТЕХНОЛОГІЙВикористовуване обладнання у машинобудівному виробництві
Матеріали використовувані для 3D-друку
Авіація
Метали
Пластики
Кераміка
Фотополімерні
Багатобарвні
Віск
Інше
Матеріал Sculpteo State of 3D Printing 2018
Узагалі
3.
Масова кастомізаціяБезперервне проектування
Оснастка
Внутрішні полості
Зменшення числа
складальних операцій
Віддалене виробництво
Оптимізація поставок
Зниження маси
Доробка конструкції
Невеликі партії
Зменшення витрат
Зменшення термінів виготовлення
Складна геометрія
ПЕРЕВАГИ АДИТИВНИХ ТЕХНОЛОГІЙ
4.
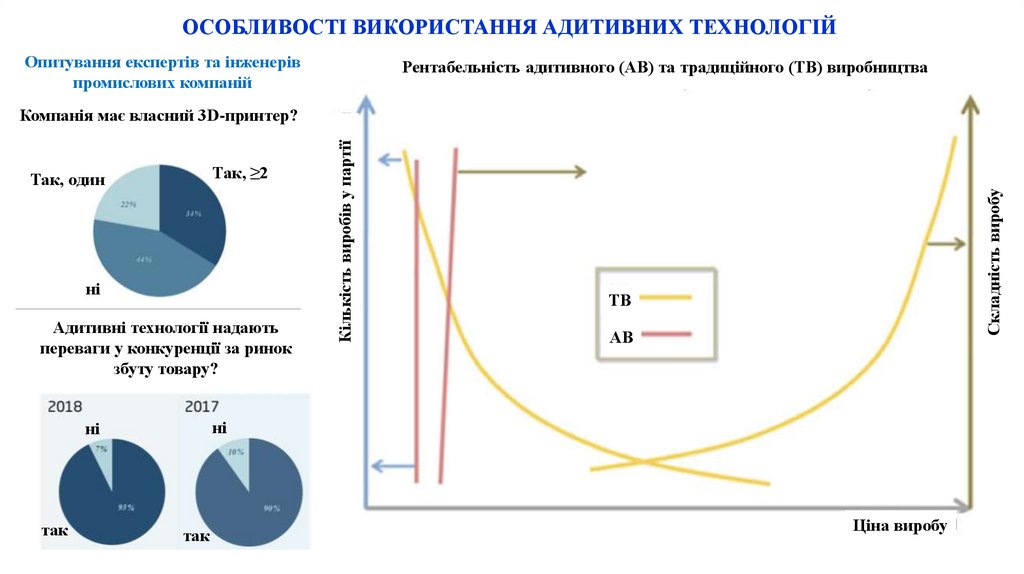
ОСОБЛИВОСТІ ВИКОРИСТАННЯ АДИТИВНИХ ТЕХНОЛОГІЙОпитування експертів та інженерів
промислових компаній
Рентабельність адитивного (АВ) та традиційного (ТВ) виробництва
ні
Адитивні технології надають
переваги у конкуренції за ринок
збуту товару?
ТВ
АВ
ні
ні
так
Складність виробу
Так, ≥2
Так, один
Кількість виробів у партії
Компанія має власний 3D-принтер?
так
Ціна виробу
5.
ПРОБЛЕМАТИКА ПІДВИЩЕННЯ ЕФЕКТИВНОСТІ АДИТИВНИХ ТЕХНОЛОГІЙОсновні організаційні шляхи для максимальної
Головні тенденції, що мають вплив на ефектив-
вигоди з використання адитивних технологій:
ність використання адитивних технологій:
Підвищення рівня кваліфікації та підготовки
Зниження витрат.
співробітників.
Маркетинг та комунікації.
Інновації в області матеріалів.
Інвестиції в 3D-принтери.
3D-друк металами.
Зниження витрат на 3D-друк.
Швидкість.
Збільшення обсягу продажів.
Підвищення інтеграції 3D-друку в сфери
діяльності компанії.
Залучення фінансування.
Поліпшення корпоративної культури та
організації.
3D-друк в медицині і біодрук.
Якість і точність.
3D-друк для масового виробництва.
6. СИСТЕМА ТЕХНОЛОГІЧНОЇ ПІДГОТОВКИ МАТЕРІАЛІЗАЦІЇ СКЛАДНИХ ВИРОБІВ АДИТИВНИМИ МЕТОДАМИ
Екранна форма системи технологічної підготовкиЗадачі технологічної підготовки
7.
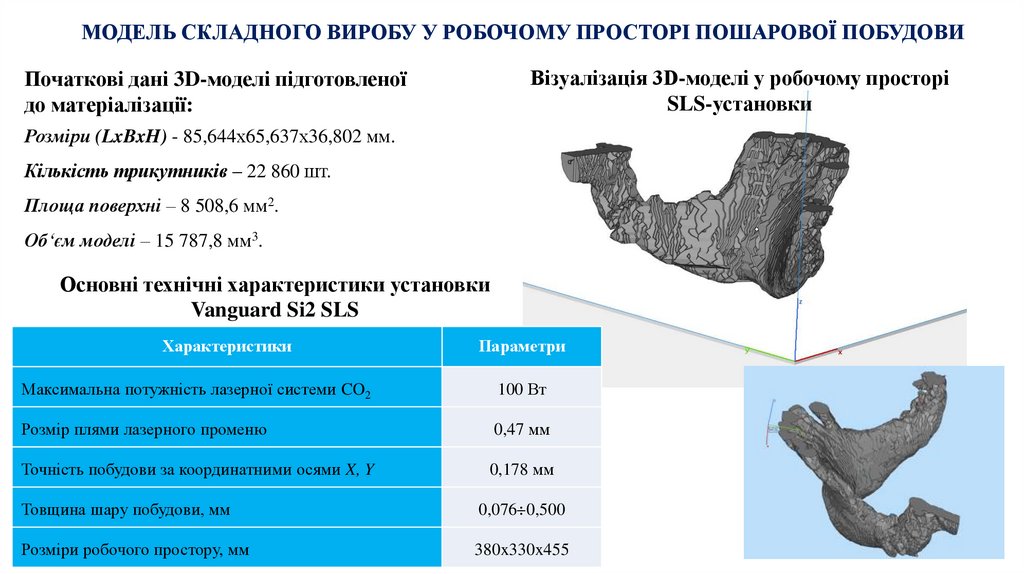
МОДЕЛЬ СКЛАДНОГО ВИРОБУ У РОБОЧОМУ ПРОСТОРІ ПОШАРОВОЇ ПОБУДОВИВізуалізація 3D-моделі у робочому просторі
SLS-установки
Початкові дані 3D-моделі підготовленої
до матеріалізації:
Розміри (LxBxH) - 85,644х65,637х36,802 мм.
Кількість трикутників – 22 860 шт.
Площа поверхні – 8 508,6 мм2.
Об‘єм моделі – 15 787,8 мм3.
Основні технічні характеристики установки
Vanguard Si2 SLS
Характеристики
Параметри
Максимальна потужність лазерної системи CO2
100 Вт
Розмір плями лазерного променю
0,47 мм
Точність побудови за координатними осями X, Y
0,178 мм
Товщина шару побудови, мм
0,076 0,500
Розміри робочого простору, мм
380x330x455
8. ОЦІНКА МОЖЛИВОСТІ ВИЗНАЧЕННЯ РАЦІОНАЛЬНОЇ ОРІЄНТАЦІЇ ВИРОБІВ
Екранна формапідсистеми
кольорової
візуалізації та
аналізу
геометричних
характеристик
3D-моделей
виробів
Показник ефективності
раціональної орієнтації
виробу (коефіцієнт
концентрації щільності
розподілу досліджуваної
величини для моделей
виробу та сфери
КO = 0,559
9.
ПІДСИСТЕМА СТАТИСТИЧНОГО АНАЛІЗУ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБІВ10.
РЕЗУЛЬТАТИ СТАТИСТИЧНОГО АНАЛІЗУ ДЛЯ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБУ11.
РЕЗУЛЬТАТИ СТАТИСТИЧНОГО АНАЛІЗУ ДЛЯ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБУ12.
ВИЗНАЧЕННЯ РАЦІОНАЛЬНОЇ ОРІЄНТАЦІЇ ВИРОБУРезультати аналізу розподілу площі поверхонь за кутом нахилу їхніх нормалей щодо напрямку побудови моделі виробу
Площа поверхонь по інтервалам кутів φN
89÷91
136÷179
1÷45
Кут повороту
навколо осі
№
Висота виробу,
мм
Мода кутів
φN
X
Y
1
36,80
5%
17,7 %
7,1 %
9,45E01
0
0
2
47,07
16 %
5,8 %
13,1 %
1,3E02
20
0
3
52,75
23,7 %
5,8 %
19,6 %
1,31E02
40
0
4
56,84
25,9 %
6,5 %
27,9 %
1,39E02
60
0
5
64,64
16 %
5,8 %
9,7 %
4,96E01
80
0
6
65,89
8,6 %
6%
5,9 %
1,3E02
100
0
7
60,44
9,1 %
8,4 %
5,7 %
1,2E02
120
0
8
53,74
6,9 %
5,9 %
8,3 %
1,04E02
140
0
9
45,51
6,6 %
5,8 %
8%
8,99E01
160
0
10
52,83
10,9 %
4,2 %
9,7 %
9,45E01
0
20
11
57,52
19,7 %
3,5 %
14,1 %
3,21E01
20
20
12
56,89
21,9 %
0,7 %
20,5 %
1,29E02
40
20
13
56,39
18,7 %
0,2 %
21,1 %
5,18E01
60
20
14
62,62
17,3 %
3,4 %
16,4 %
5,11E01
80
20
13. АНАЛІЗ ПРОСТОРОВОГО РОЗПОДІЛУ ВОКСЕЛЬНОЇ 3D-МОДЕЛІ ВИРОБУ
Попередній аналіз3D-моделі
Створення воксельної
3D-моделі
Збереження воксельної 3D-моделі
в ASC-файл
Перевірка адекватності
воксельної 3D-моделі
Відхилення воксельної від
тріангуляційної 3D-моделі
Вибір площини
XY, XZ, YZ
Налаштування кольору порожнього і
заповненого підпростору
Вокселі матеріалу або
вільного простору
Гістограма
розподілу
заповнювання
підпросторів
Завдання позиції
для третьої
координатної осі
Візуалізація
заповнювання
підпросторів
Екранна
форма
підсистеми
на етапі
створення
воксельної
моделі
Екранна
форма
статистичного
аналізу
розподілу
елементарних
об’ємів
виробу
Статистичний
аналіз та
візуалізація
розподілу
вокселей
виробу за
підпросторами
Гістограму
розподілу
елементарних
об’ємів
виробу за
підпросторами
14. ПІДСИСТЕМА СТАТИСТИЧНОГО АНАЛІЗУ ПОШАРОВОЇ 3D-МОДЕЛІ
15. СТАТИСТИЧНИЙ АНАЛІЗ ХАРАКТЕРИСТИК РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ
Візуалізація варіанту розміщення 50-ти моделейвиробу з використанням генетичного алгоритму
Розподіл матеріалу виробів за підпросторами
Порівняльний аналіз характеристик робочого простору
Аналіз розподілу матеріалу у робочому просторі
за осями X, Y, Z
Характеристика робочого
простору
Кількість екземплярів у групі виробів
1
10
20
30
40
50
Висота побудови, мм
54,04
Коефіцієнт використання
робочого простору
за кількістю підпросторів
заповнених < 1%
кількість шарів побудови
стратегія constant
стратегія simpleVariable
стратегія variableNoTrim
стратегія variableTrim
0,0023 0,0146 0,0159 0,0292 0,0228 0,0264
85,43
156,79 127,73 110,71 119,63
0,989
0,915
0,858
0,782
0,814
0,780
369
828
1532
1256
1086
1175
331
349
317
777
820
768
1425
1497
1396
1180
1242
1146
1033
1075
1002
1109
1157
1066
16. ПОРІВНЯЛЬНИЙ АНАЛІЗ ВАРІАНТІВ РОЗМІЩЕННЯ ЗА ОКРЕМИМИ ХАРАКТЕРИСТИКАМИ РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ
110
20
30
40
50
Коефіцієнт використання
робочого простору
Висота побудови, мм
ПОРІВНЯЛЬНИЙ АНАЛІЗ ВАРІАНТІВ РОЗМІЩЕННЯ ЗА ОКРЕМИМИ ХАРАКТЕРИСТИКАМИ
РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ
1
10
20
30
Кількість виробів
40
50
Відносна кількість
підпросторів заповнених < 1%
Кількість шарів побудови
Стратегії: постійний крок, змінний крок за одним січенням, з
додатковими січеннями, з усіченням розподілу кутів φNZ
10
30
40
50
Кількість виробів
Кількість виробів
1
20
1
10
20
30
Кількість виробів
40
50
17.
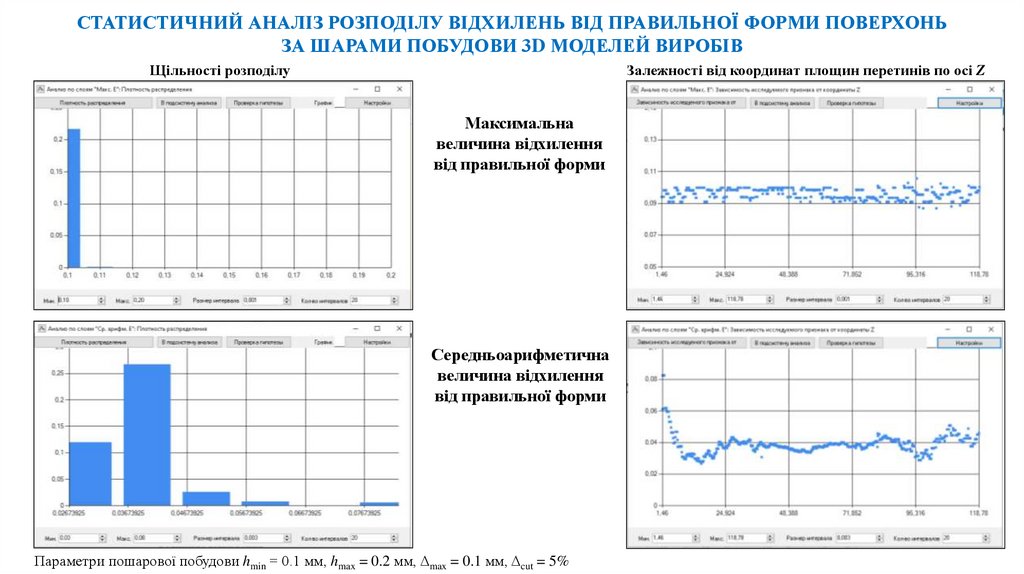
СТАТИСТИЧНИЙ АНАЛІЗ РОЗПОДІЛУ ВІДХИЛЕНЬ ВІД ПРАВИЛЬНОЇ ФОРМИ ПОВЕРХОНЬЗА ШАРАМИ ПОБУДОВИ 3D МОДЕЛЕЙ ВИРОБІВ
Щільності розподілу
Залежності від координат площин перетинів по осі Z
Максимальна
величина відхилення
від правильної форми
Середньоарифметична
величина відхилення
від правильної форми
Параметри пошарової побудови hmin = 0.1 мм, hmax = 0.2 мм, Dmax = 0.1 мм, Dcut = 5%