




 mechanics
mechanics industry
industrySimilar presentations:



")






Ремонт автомобилей. Дефектация и сортировка деталей. (Тема 2.3)
1. Тема 3.2.3 Дефектация и сортировка деталей.
2.
Дефект детали – отклонение еёпараметров от величин, установленных
техническими условиями или рабочим
чертежом.
3.
Дефект детали – отклонение еёпараметров от величин, установленных
техническими условиями или рабочим
чертежом.
Задачи дефектации и сортировки:
- контроль деталей для определения их
технического состояния;
- сортировка деталей на три группы (годные
для дальнейшего использования,
подлежащие восстановлению и негодные);
4.
Характерные дефекты деталей:1) Изменение размеров рабочих
поверхностей (износ поверхности).
5.
Характерные дефекты деталей:1) Изменение размеров рабочих
поверхностей (износ поверхности).
2) Нарушение точности взаимного
расположения рабочих поверхностей
(несоосность, непараллельность,
неперпендикулярность и т.д.).
6.
Характерные дефекты деталей:1) Изменение размеров рабочих
поверхностей (износ поверхности).
2) Нарушение точности взаимного
расположения рабочих поверхностей
(несоосность, непараллельность,
неперпендикулярность и т.д.).
3) Механические повреждения (изгиб,
скручивание, коробление, сколы, трещины и
т.д.)
7.
4) Коррозионные повреждения.5) Изменение физико-механических свойств
материала (снижение или увеличение
твёрдости, снижение упругости и т.д.).
8.
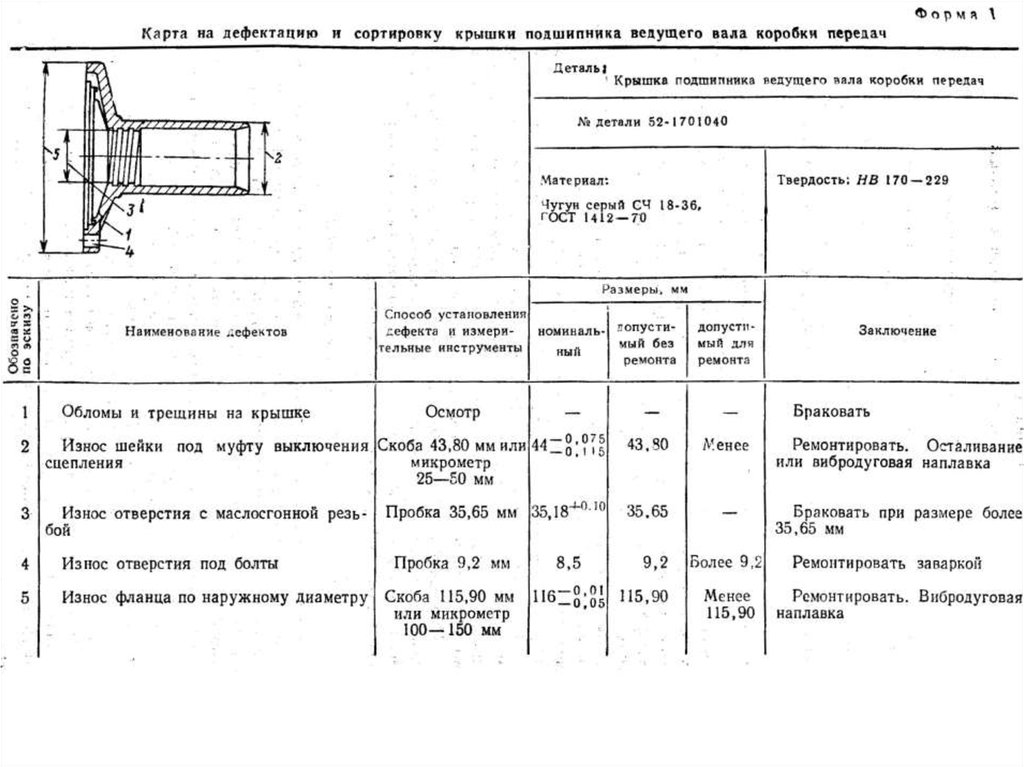
Технические условия (ТУ) надефектацию деталей.
Дефектация производится согласно ТУ.
ТУ на дефектацию составляется в виде карт, в
которых указываются:
- эскиз детали с указанием мест дефектов,
- размеры
- материал
- твёрдость
- перечень возможных дефектов
- способы выявления дефектов
- допустимые размеры (без ремонта и для
ремонта)
- рекомендуемые способы устранения дефектов.
9.
10.
Методы контроля при дефектации.Порядок работ при дефектации:
1) Внешний осмотр.
2) Контроль взаимного расположения
рабочих поверхностей.
3) Контроль на отсутствие скрытых
дефектов (невидимые трещины,
внутренние пороки).
4) Контроль размеров и формы рабочих
поверхностей.
11.
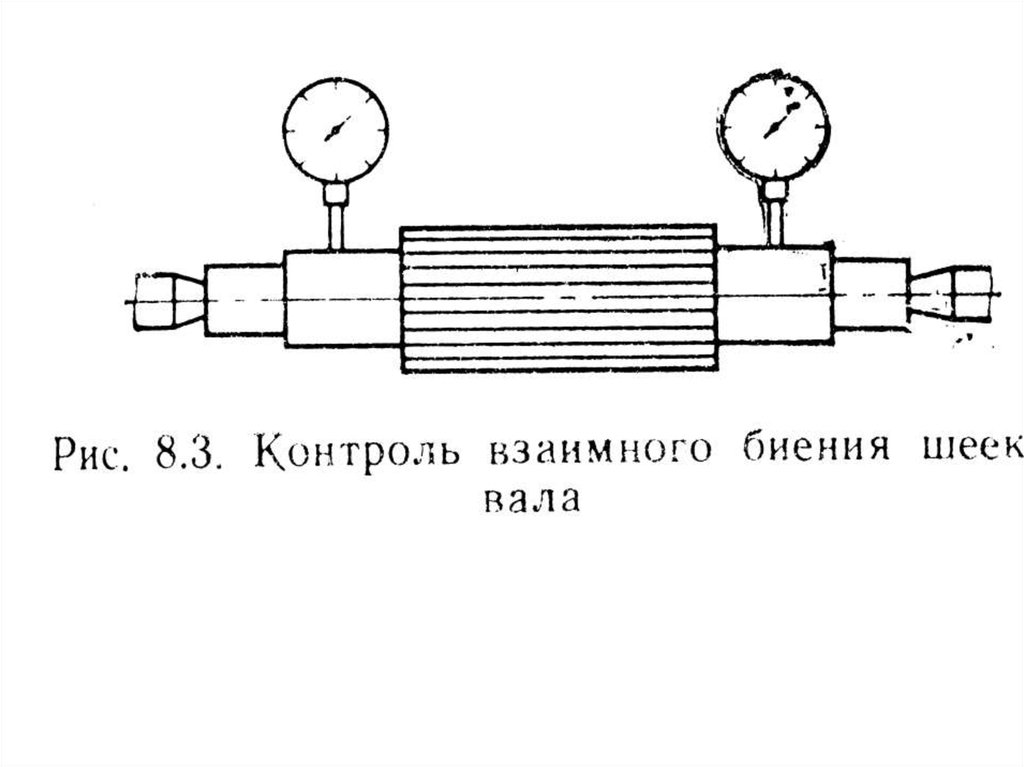
Контроль взаимного расположениярабочих поверхностей:
1) Контроль несоосности шеек валов –
замер биения шеек.
12.
13.
Контроль взаимного расположениярабочих поверхностей:
1) Контроль несоосности шеек валов –
замер биения шеек.
2) Контроль неперпендикулярности фланца
к оси вала – замер торцевого биения.
14.
15.
16.
17.
Контроль взаимного расположениярабочих поверхностей:
1) Контроль несоосности шеек валов –
замер биения шеек.
2) Контроль неперпендикулярности фланца
к оси вала – замер торцевого биения.
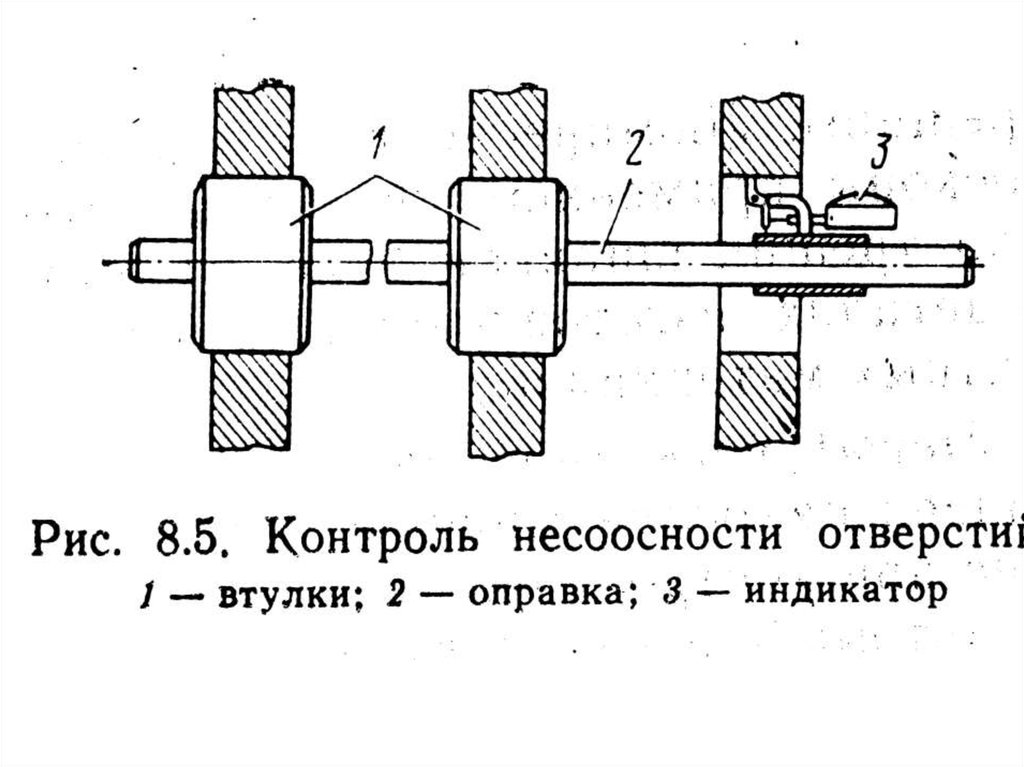
3) Контроль несоосности отверстий – замер
биения поверхности отверстий.
18.
19.
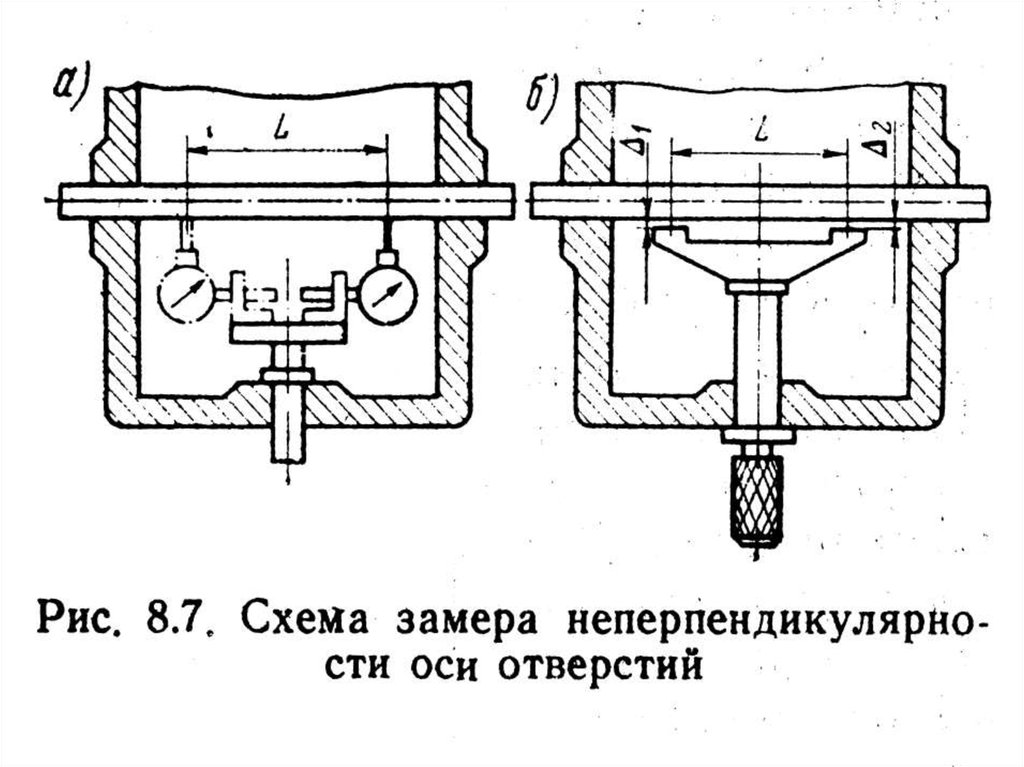
Контроль взаимного расположениярабочих поверхностей:
1) Контроль несоосности шеек валов –
замер биения шеек.
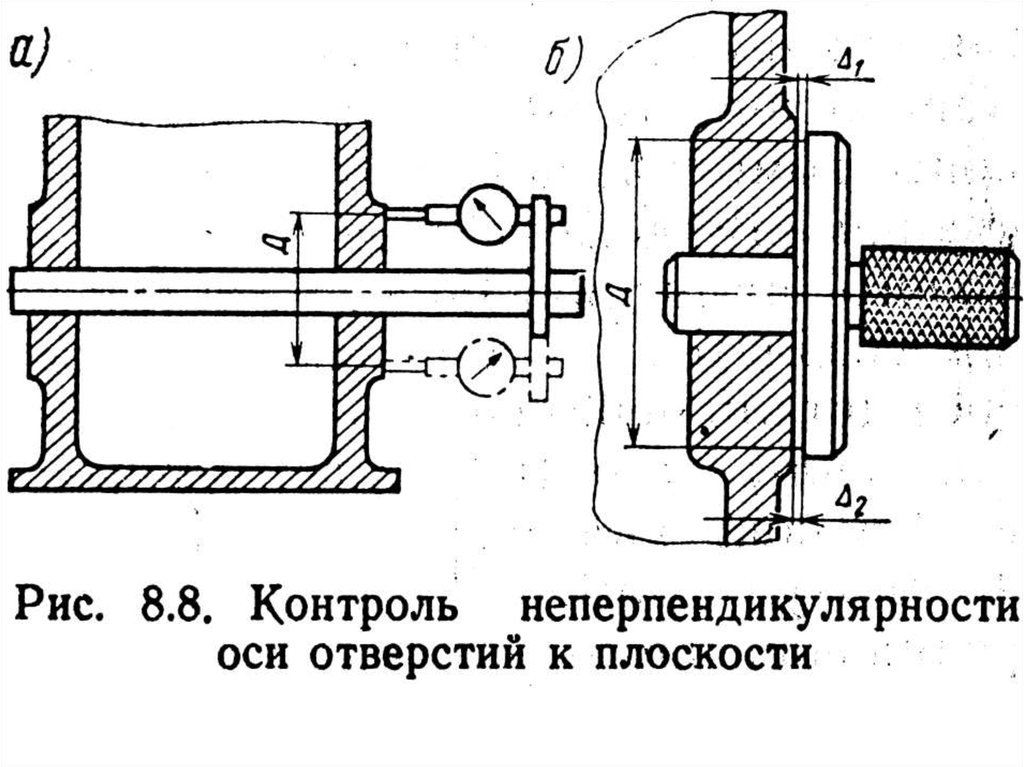
2) Контроль неперпендикулярности фланца
к оси вала – замер торцевого биения.
3) Контроль несоосности отверстий – замер
биения поверхности отверстий.
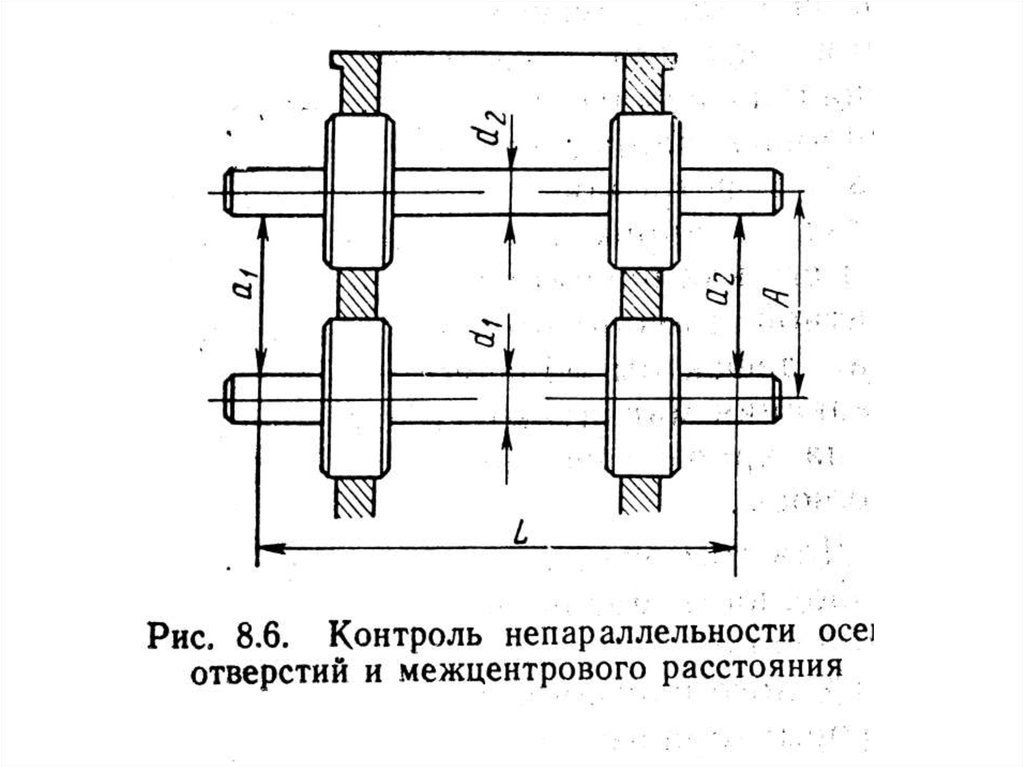
4) Контроль межцентрового расстояния и
непараллельности осей отверстий.
20.
21.
Контроль взаимного расположениярабочих поверхностей:
1) Контроль несоосности шеек валов –
замер биения шеек.
2) Контроль неперпендикулярности фланца
к оси вала – замер торцевого биения.
3) Контроль несоосности отверстий – замер
биения поверхности отверстий.
4) Контроль межцентрового расстояния и
непараллельности осей отверстий.
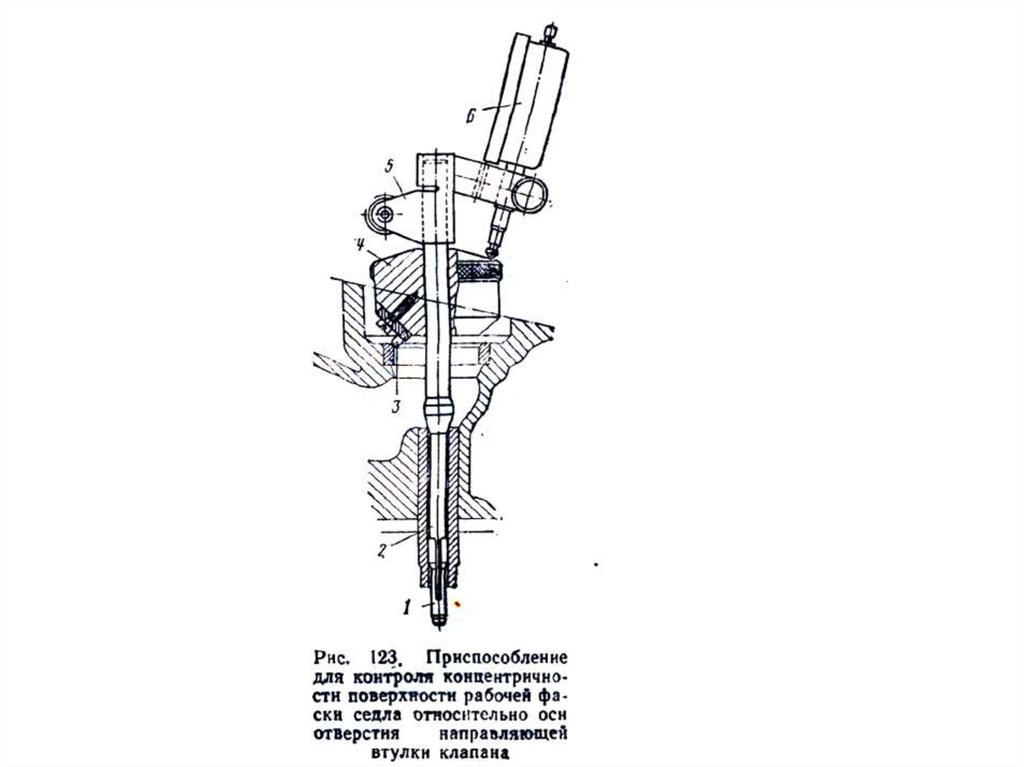
5) Контроль концентричности поверхности
относительно оси.
22.
23.
Контроль нарушения свойств материаладетали:
1) Замер твёрдости
2) Замер жёсткости
24.
Контроль скрытых дефектов:1) Метод опрессовки (гидравлической и
пневматической).
25.
Контроль скрытых дефектов:1) Метод опрессовки (гидравлической и
пневматической).
2) Метод красок (> 20 мкм)
3) Люминесцентный метод (> 10 мкм)
26.
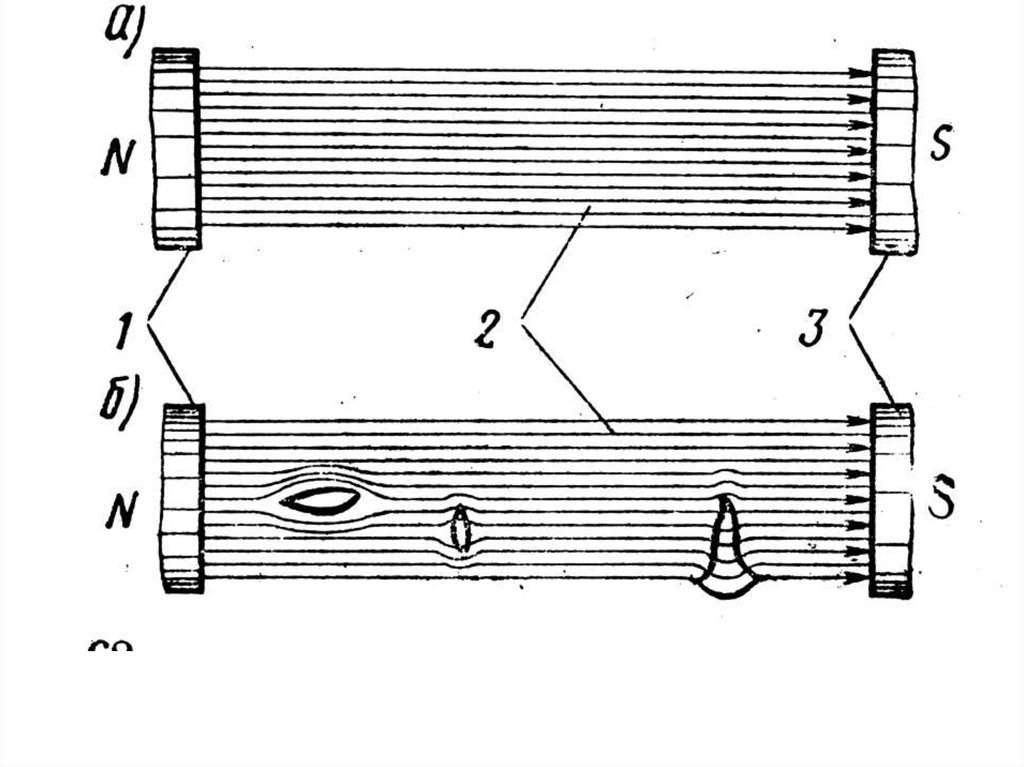
Контроль скрытых дефектов:1) Метод опрессовки (гидравлической и
пневматической).
2) Метод красок (> 20 мкм)
3) Люминесцентный метод (> 10 мкм).
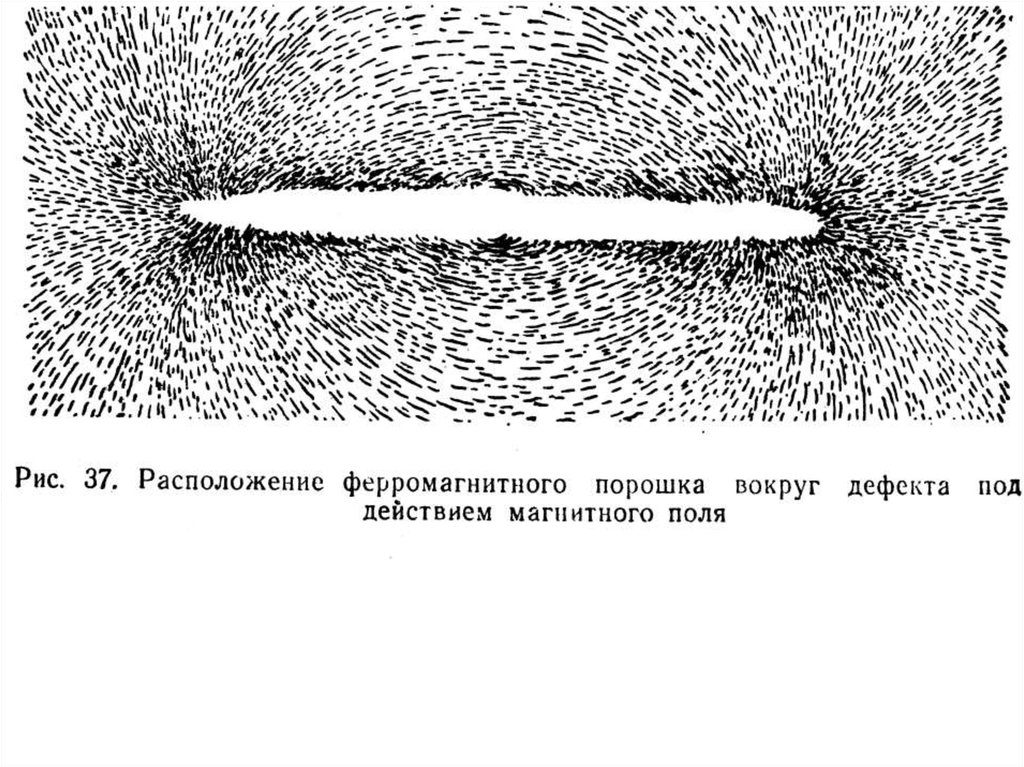
4) Метод магнитной дефектоскопии.
27.
28.
29.
Контроль скрытых дефектов:1) Метод опрессовки (гидравлической и
пневматической).
2) Метод красок (> 20 мкм)
3) Люминесцентный метод (> 10 мкм).
4) Метод магнитной дефектоскопии.
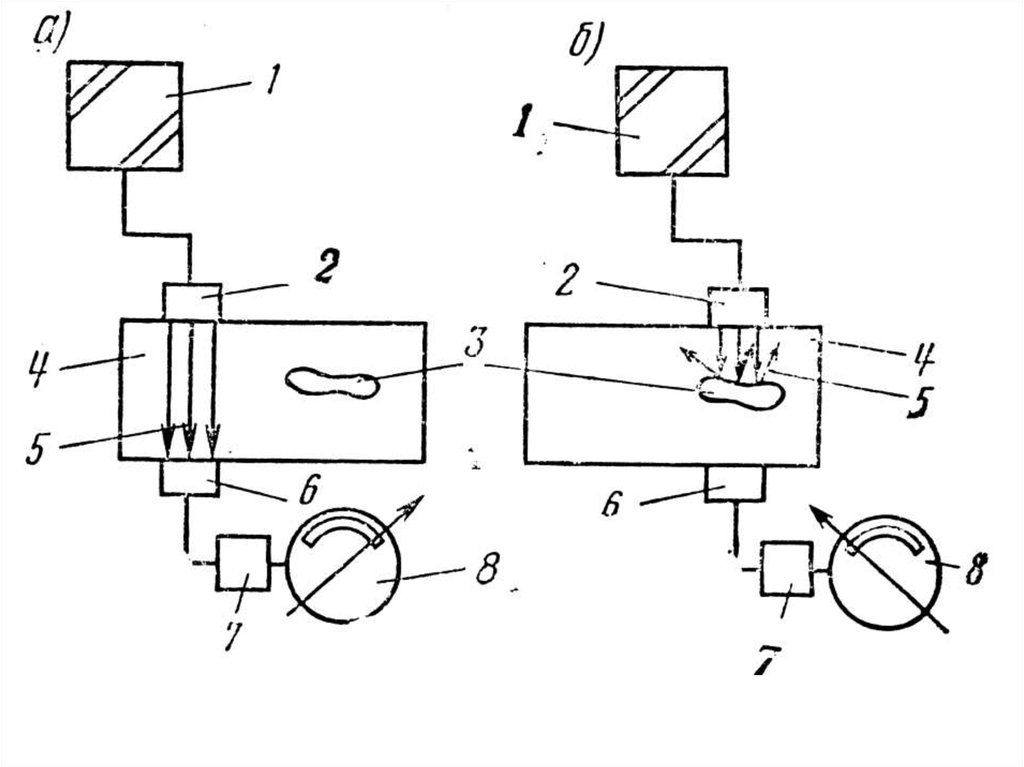
5) Ультразвуковой метод
30.
31.
Контроль размеров и формы рабочихповерхностей детали.
Контроль производится с помощью
универсального и специального
измерительного инструмента.
32.
Контроль размеров и формы рабочихповерхностей детали.
Контроль производится с помощью
универсального и специального
измерительного инструмента.
Универсальный измерительный
инструмент:
1) Штангенциркуль
33.
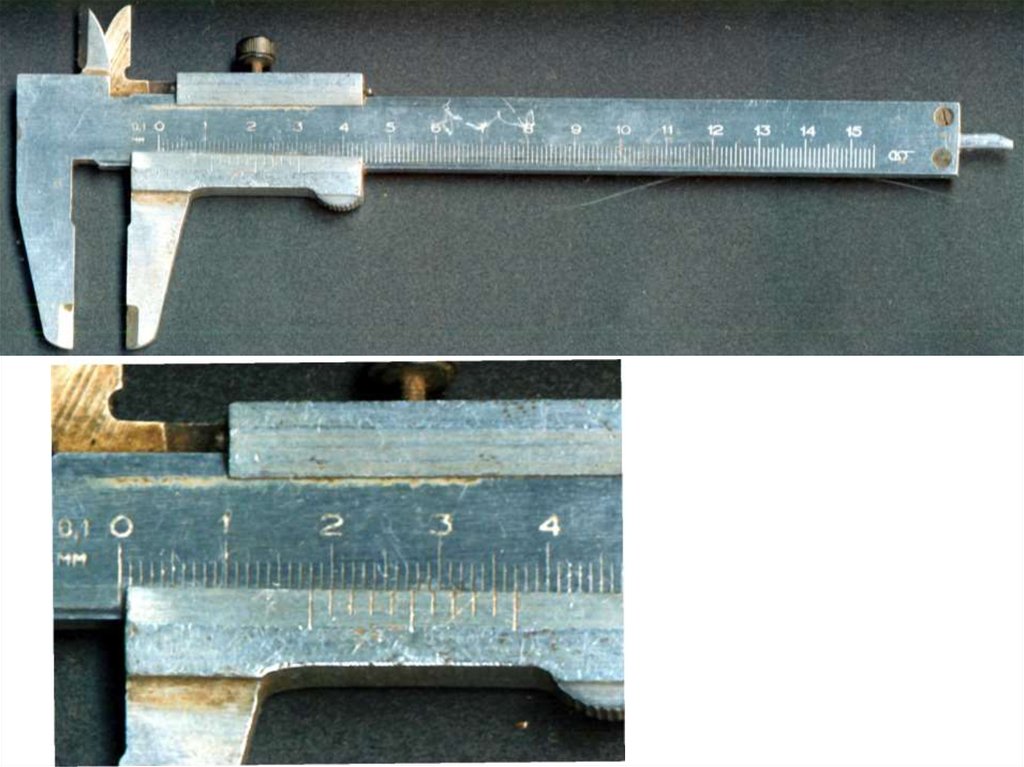
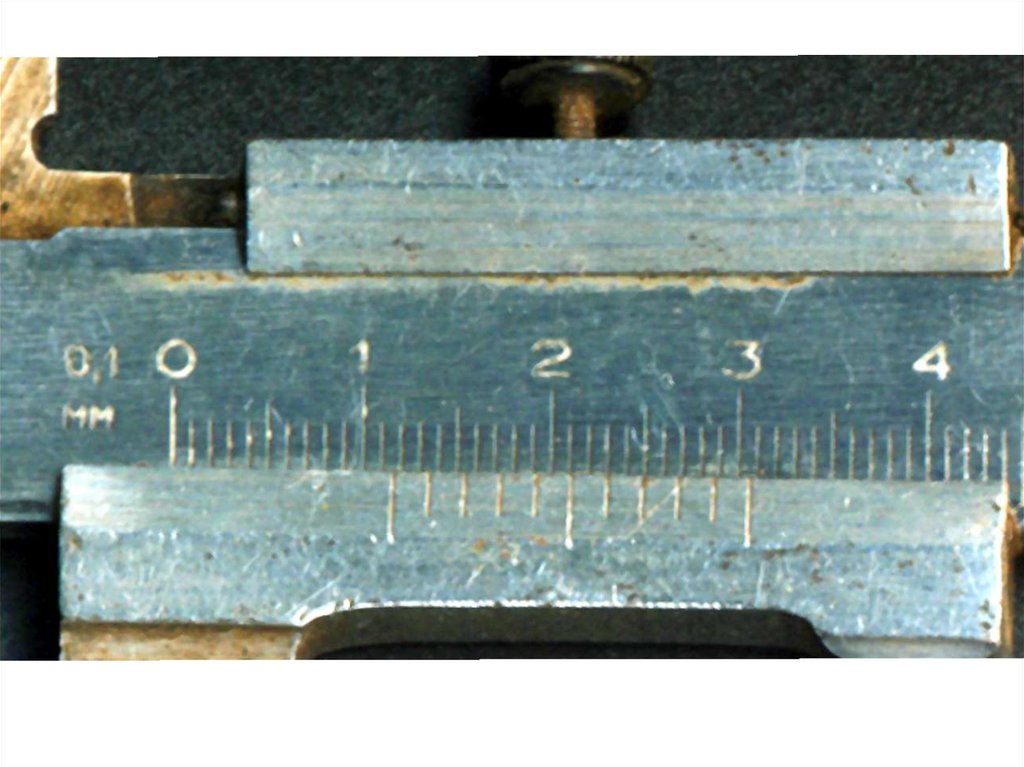
Контроль размеров и формы рабочихповерхностей детали.
Контроль производится с помощью
универсального и специального
измерительного инструмента.
Универсальный измерительный
инструмент:
1) Штангенциркуль (до 0,1 мм)
2) Микрометр (до 0,01 мм)
34.
35.
36.
37.
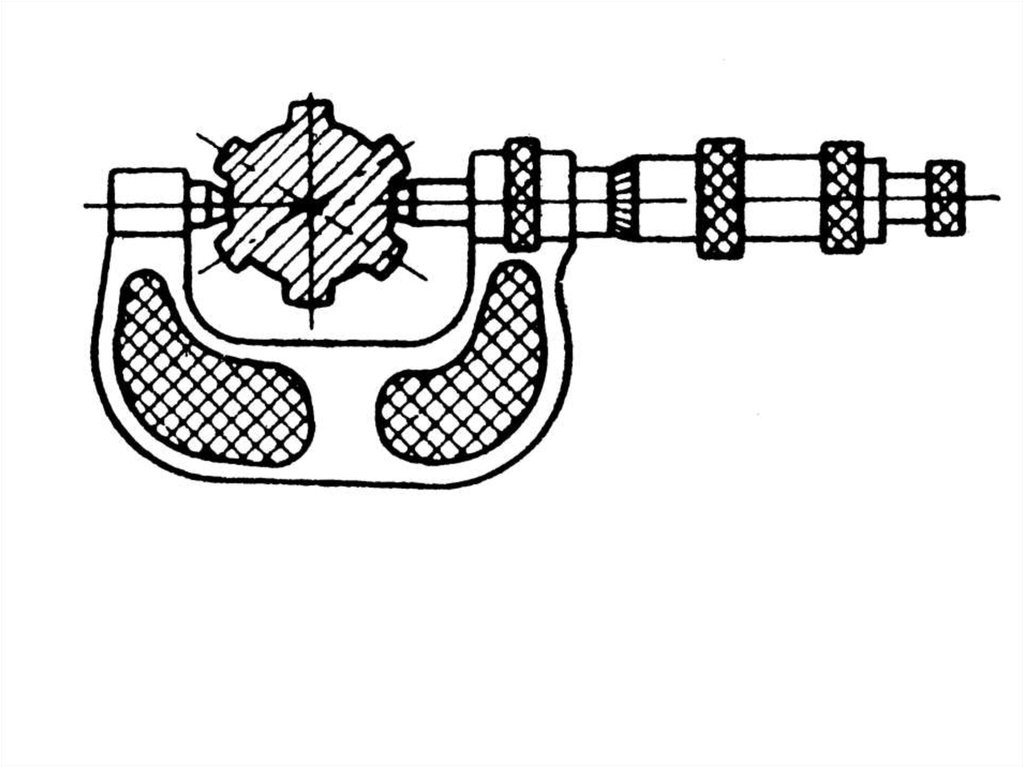
Контроль размеров и формы рабочихповерхностей детали.
Контроль производится с помощью
универсального и специального
измерительного инструмента.
Универсальный измерительный
инструмент:
1) Штангенциркуль (до 0,1 мм)
2) Микрометр (до 0,01 мм)
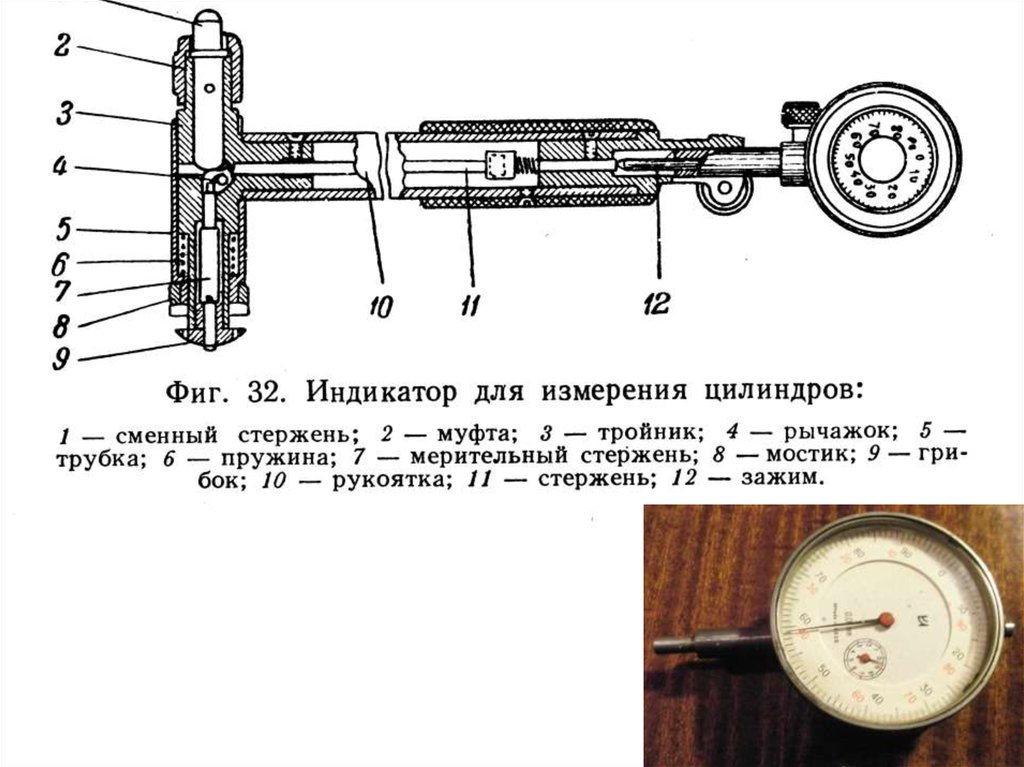
3) Индикаторный нутромер
38.
39.
40.
41.
42.
43.
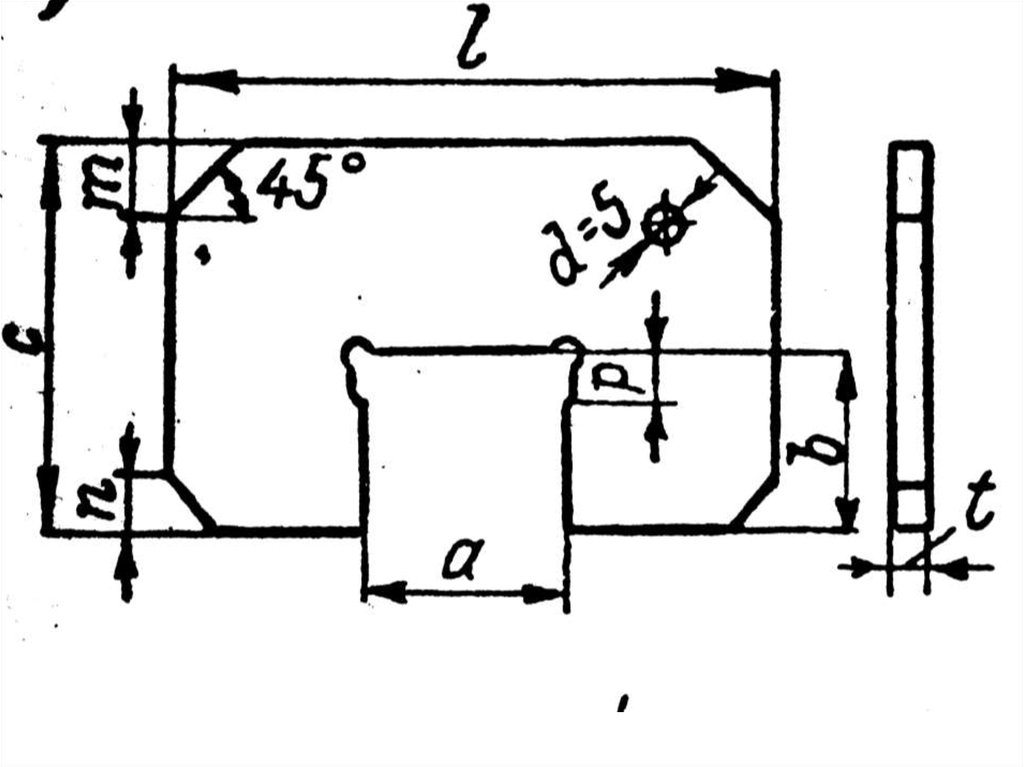
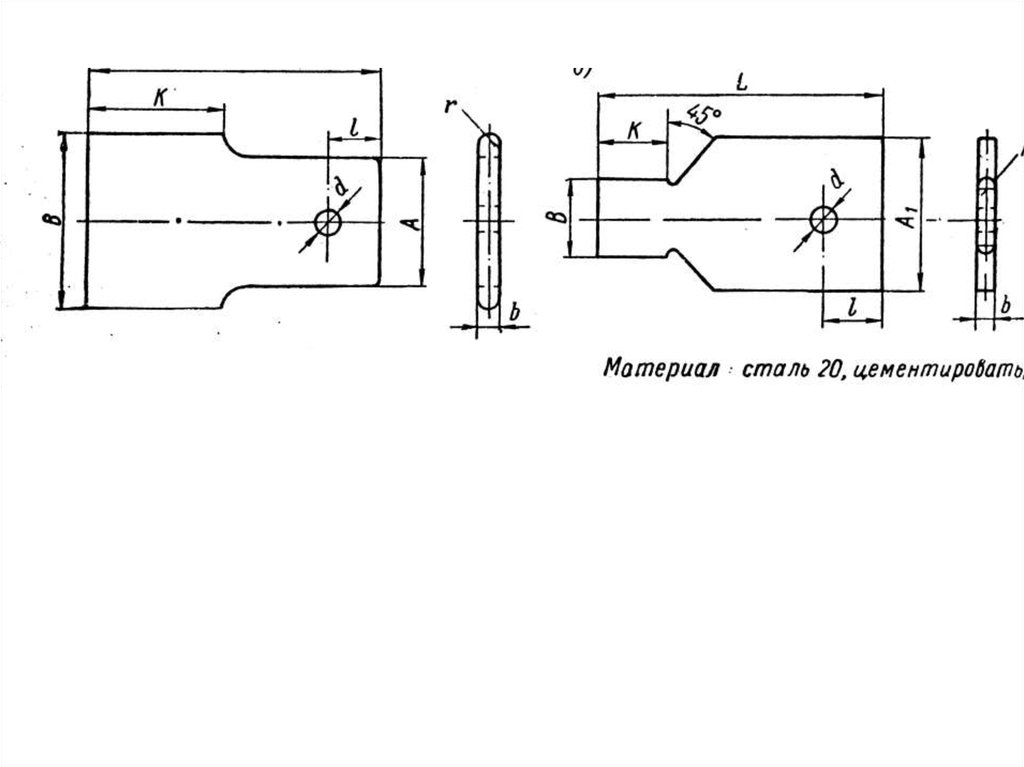
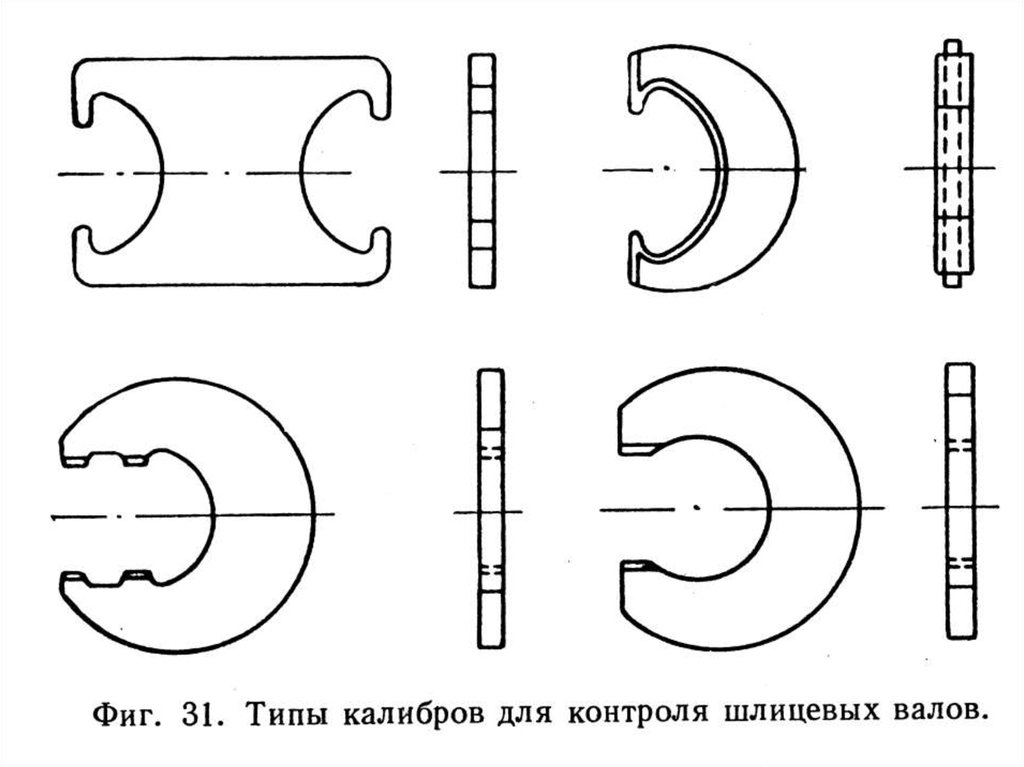
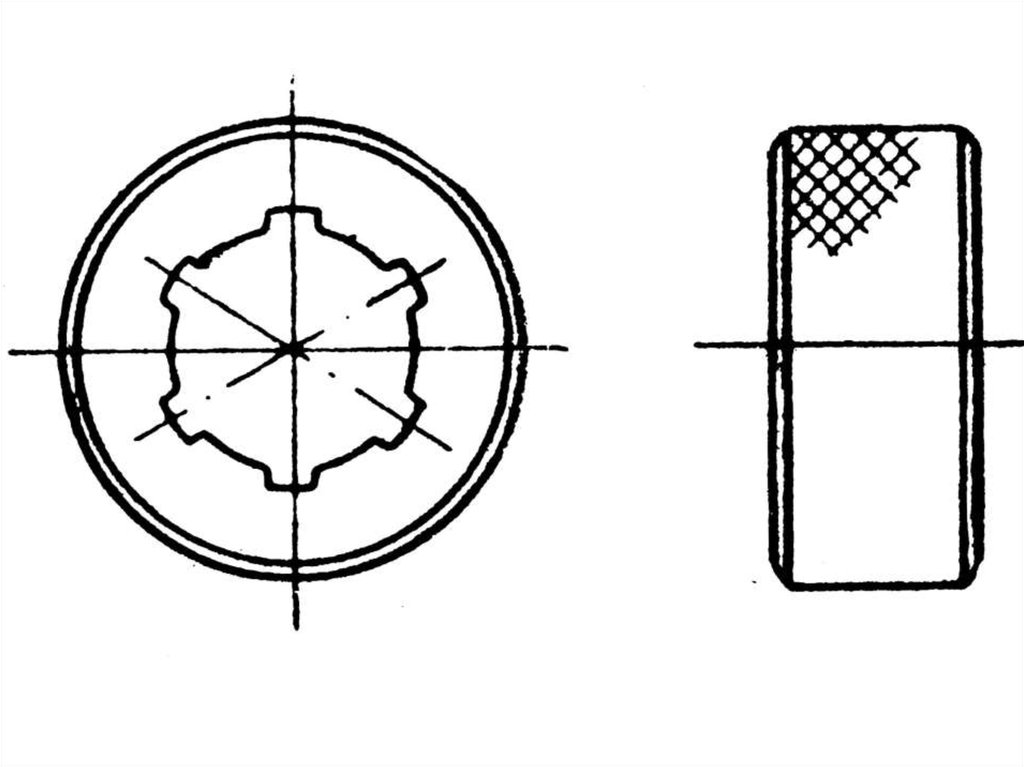
Специальный инструмент:1) Калибры
44.
45.
46.
47.
Специальный инструмент:1) Калибры
2) Шаблоны
48.
49.
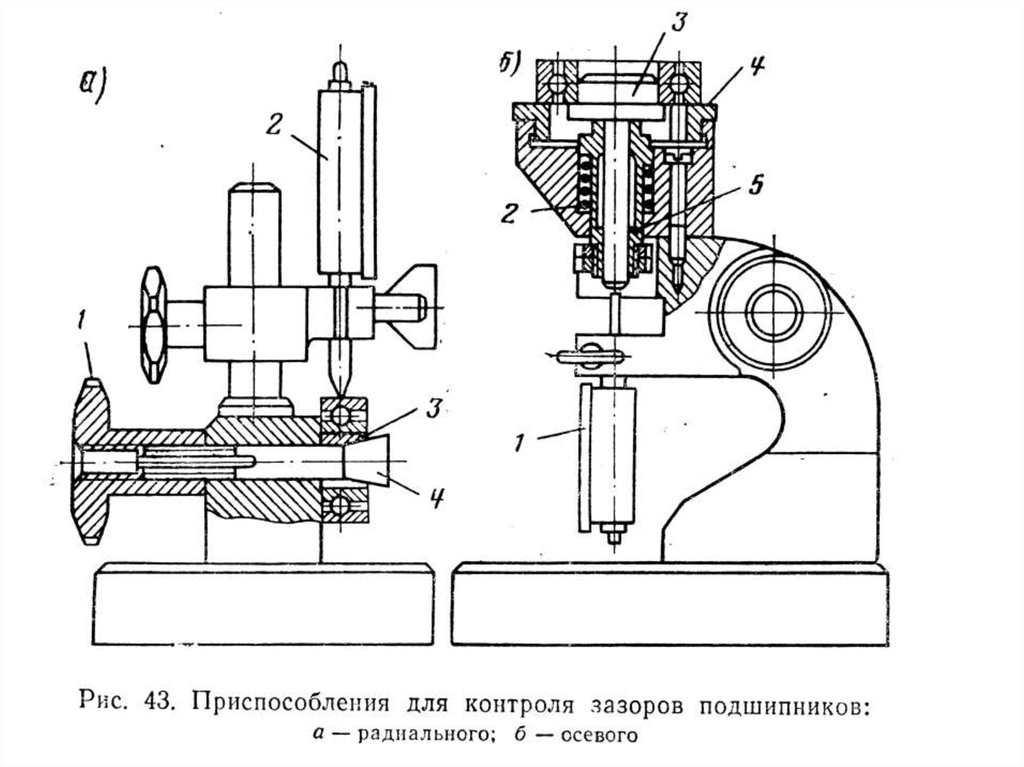
Специальный инструмент:1) Калибры
2) Шаблоны
3) Измерительные приборы
50.
51.
52.
Маршрутная технология ремонта.На АТП применяется маршрутная
технология восстановления деталей.
В зависимости от количества деталей,
наличия дефектов и их сочетания в одной
детали, разрабатываются маршруты
восстановления деталей.
53.
54.
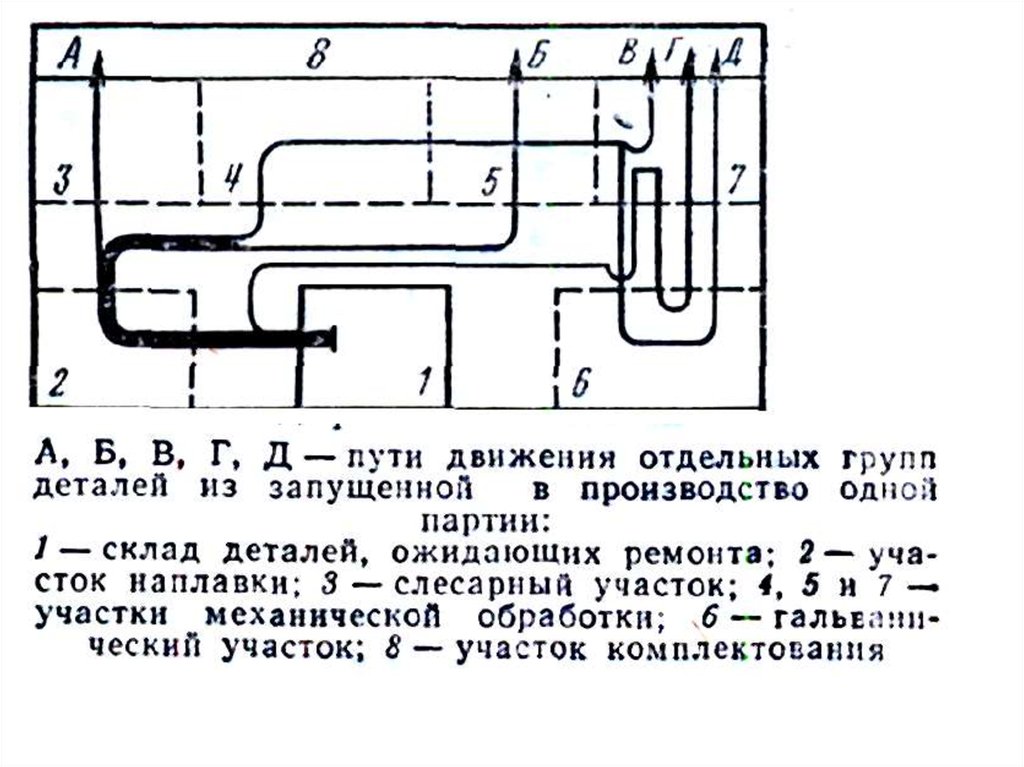
Сортировка деталей по маршрутам.На АРП применяется маршрутная
технология восстановления деталей.
В зависимости от количества деталей,
наличия дефектов и их сочетания в одной
детали, на АРП разрабатываются маршруты
восстановления деталей. Количество и
содержание маршрутов зависит от величины
АРП и его оснащённости.
Всем маршрутам восстановления
присваиваются номера.
55.
По результатам дефектации детали,подлежащие восстановлению, сортируют на
группы, соответствующие маршрутам
восстановления.
Детали в группах метятся краской,
соответствующей номеру маршрута.