



, имеющих одинаковый маршрут, но разную трудоемкость по рабочим местам")

 industry
industrySimilar presentations:







")


Оперативное планирование в серийном производстве
1. 3.Оперативное планирование в серийном производстве
3.1. Особенности ОПП в серийном производстве3.2. КПН в серийном производстве
3.2.1. Определение размеров партий деталей (n) и определяющих
их факторов.
3.2.2. Определение периодичности запуска-выпуска партий
деталей(Rз-в)
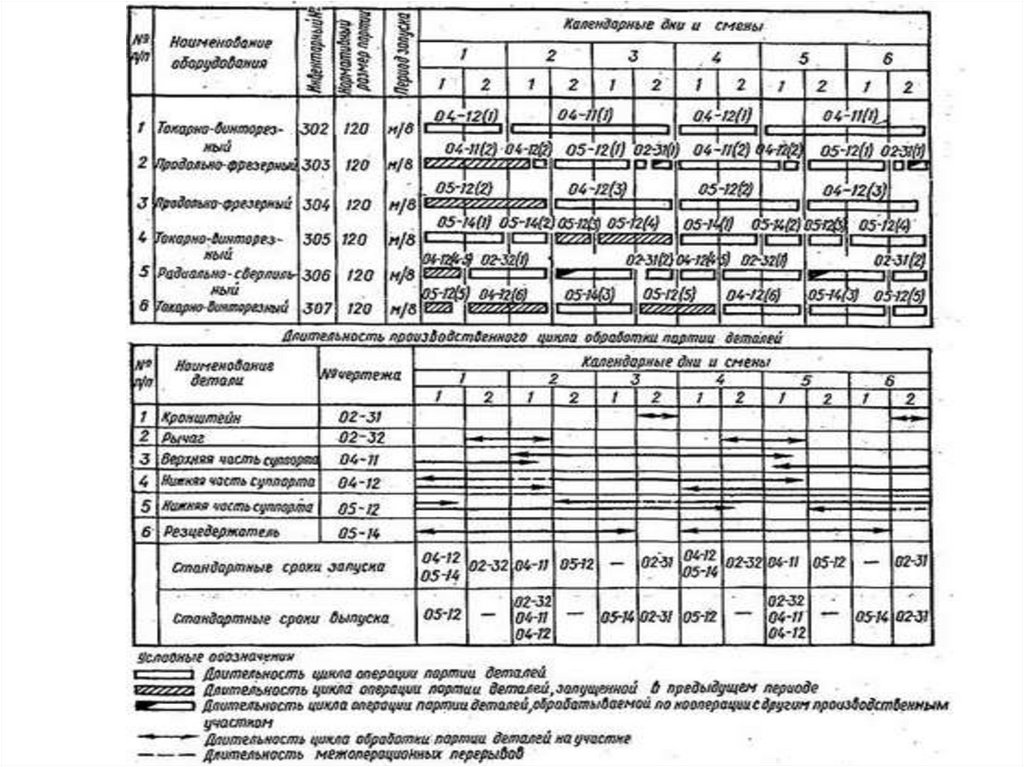
3.2.3. Определение длительности производственного цикла (Tц)
3.2.4. Расчет опережений запуска-выпуска партий деталей(Оз-в)
3.2.5. Определение величины производственных заделов (Z)
3.3. Составление календарных планов-графиков цехов(межцеховое
планирование)
3.4. Разработка планов-графиков производственных участков
( внутрицеховое планирование)
2. 3.1. Особенности ОП в серийном производстве
• 1. Номенклатура изготовляемых машин(изделий) более
менее стабильна, выпуск равномерен;
• 2. Программы выпуска недостаточно для полной загрузки
оборудования;
• 3. Обработка должна вестись партиями ( ≈Ксп=5-20);
• 4. Нарушение принципов параллельности и непрерывности;
• 5. Увеличение Тц и, как следствие, НЗП;
• 6. Техмаршруты партии деталей до и после операции могут не
совпадать – это требует согласования в пространстве и во
времени движения партий по рабочим местам;
3. Т Пример согласования движения партий различных деталей при разном техмаршруте обработки Технологический маршрут по группам
Пример согласования движения партий различных деталей приразном техмаршруте обработки
Технологический маршрут по группам оборудования (числитель) и
время обработки деталей в сменах(знаменатель)
Наименование деталей
Деталь «А»
Маршрут и время обработки
1/2
3/2
6/2
5/1
Деталь «Б»
2/1
7/2
1/2
3/1
Деталь «В»
4/2
2/2
7/3
3/1
5/1
4.
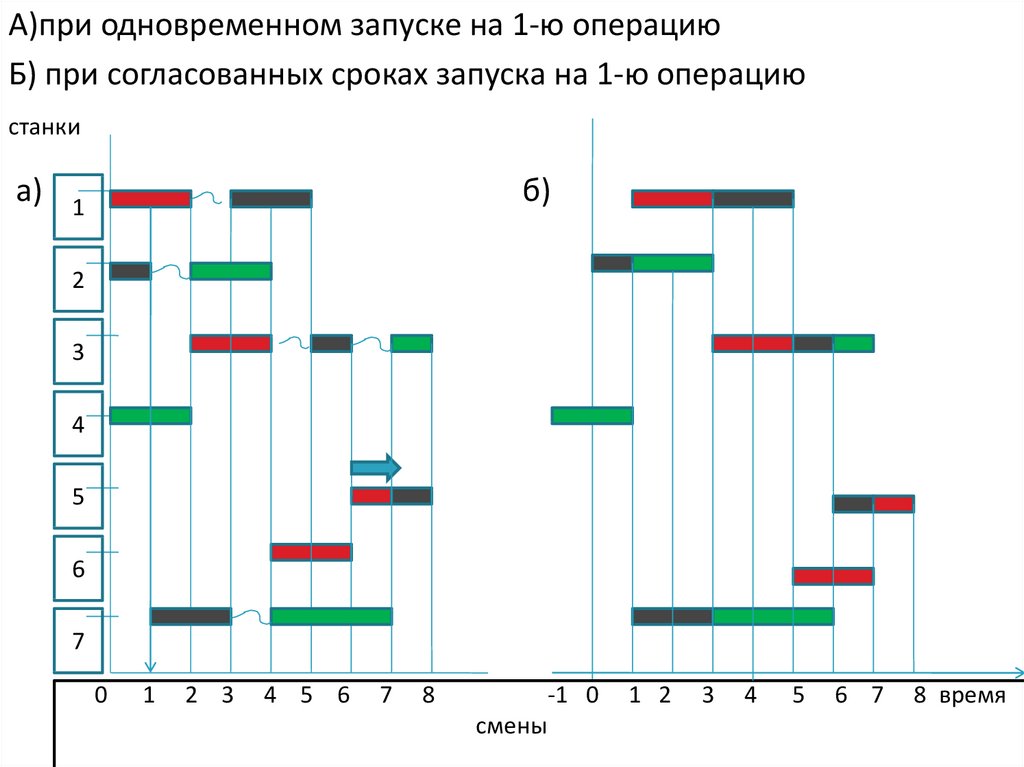
А)при одновременном запуске на 1-ю операциюБ) при согласованных сроках запуска на 1-ю операцию
станки
а)
б)
1
2
3
4
5
6
7
0
1
2 3
4 5 6
7
8
-1 0
смены
1 2
3
4
5
6 7
8 время
5. 3.1. Особенности ОП в серийном производстве
• 7. Даже при одинаковом техмаршруте трудоемкость партийразных деталей по различным рабочим местам неодинакова и
при несогласованности очередности запуска отдельных партий
могут возникнуть диспропорции в производстве (нарушение
пропорциональности, простои, удлинение цикла – см. рисунок);
• 8. Равномерная загрузка рабочих мест и ритмичный выпуск
продукции в серийном производстве достигаются созданием
заделов в необходимых размерах, движение которых должно
быть подчинено строгому режиму и согласовано со сроками
запуска-выпуска продукции;
• 9. Особенности и сложности календарного планирования
серийного производства обусловливают необходимость строгой
регламентации производственного процесса и отдельных его
частей во времени с помощью календарно-плановых
нормативов.
6. График обработки партии деталей (А,Б,В), имеющих одинаковый маршрут, но разную трудоемкость по рабочим местам
ра
б
о
ч
и
е
Б
I
Тоi= 1;
II
1,5; 2 ч
Тоi= 0,5; 1;
1,5 ч
III
Тц=8ч
1
м
е
с
т
а
Тоi= 1,5; 1,5; 1,5 ч
В
I
II
В
2
3
Б
4
5
6
7
8 время (час)
Тоi= 1,5; 1,5; 1,5 ч
Тоi= 2;
III
1,5 ; 1 ч
Тоi= 1,5; 1 ; 0,5 ч
Тц=6,5ч
Время(час)
7.
• Основным объектом календарногопланирования серийного производства
• по заводу - является машина (изделие),
• для межцехового планирования —
комплект деталей с учетом нормативного
опережения,
• в цехах — партия одноименных деталей,
производственные участки и рабочие места,
участвующие в их изготовлении.
8.
• В календарных планах серийного производствадолжно быть предусмотрено решение следующих
основных задач:
1.
2.
3.
4.
5.
Обеспечение повторяемости обработки партий деталей и
сборки узлов и изделий в определенные плановые периоды в
соответствии с календарно-плановыми нормативами.
Выявление резервов производственных ресурсов и
использование их для обработки партий деталей, необходимых
для пополнения задела, партий, не повторяющихся
ежемесячно, и для ликвидации отклонений в ходе
производства.
Соблюдение очередности запуска-выпуска партий деталей,
исключающей простои оборудования из-за несогласованности
во времени, и максимальное уменьшение длительности
производственного цикла.
Обеспечение работы участков только нормативными
оптимальными партиями и минимизация затрат времени на
перестройку и переналадку оборудования.
Максимальное снижение трудоемкости и сокращение сроков
разработки календарных планов.
9. 3.2.Определение размеров партий обрабатываемых деталей
• Партия деталей – это количествоодинаковых деталей, обрабатываемых
непрерывно на данном рабочем месте с
одной настройки оборудования, т.е. с
однократной затратой подготовительнозаключительного времени.
10.
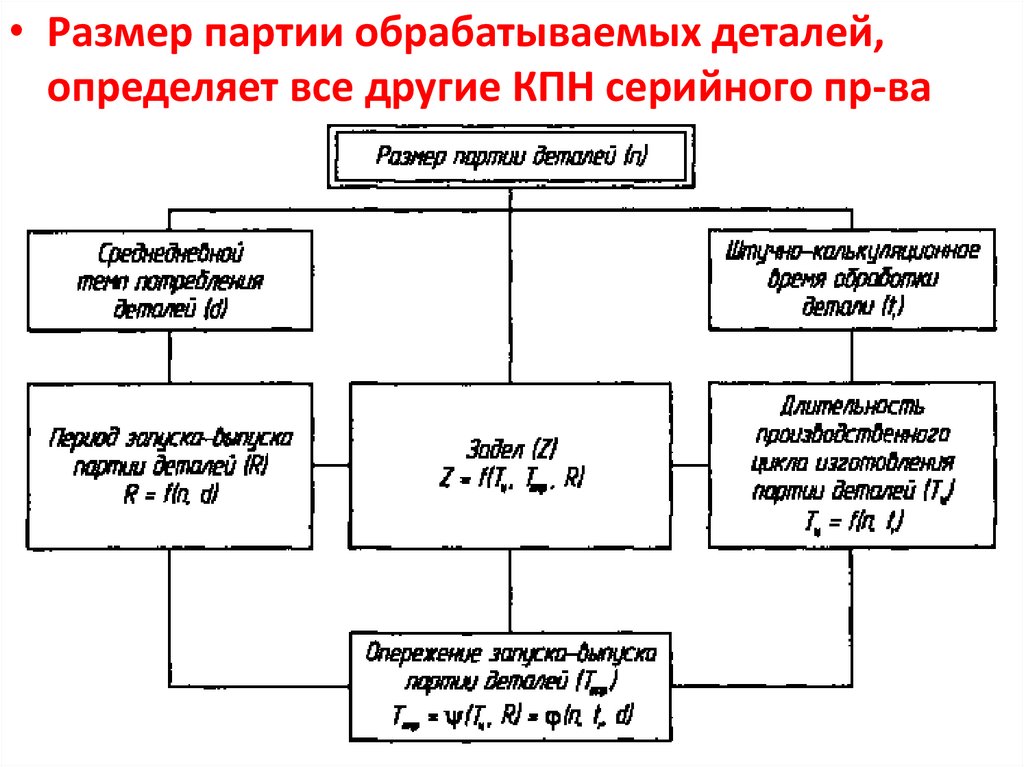
• Размер партии обрабатываемых деталей,определяет все другие КПН серийного пр-ва