

 Основные виды (6 видов)")




 Местные виды")







")

































 drafting
draftingSimilar presentations:










Вопросы к экзамену. «Форматы» ГОСТ 2.301-68. «Масштабы» ГОСТ 2.302-68. «Линии» 2.303-68
1.
ВОПРОСЫ К ЭКЗАМЕНУ1
«Форматы» ГОСТ 2.301-68.
«Масштабы» ГОСТ 2.302-68.
«Линии» 2.303-68.
2.
«Общие правила выполнениячертежей»
ГОСТ 2.301 –68 «Форматы»
Формат - это лист чертежной бумаги
определённого размера.
Внутри оформляется рамкой.
В нижнем правом углу основная надпись
по ГОСТу 2.104-68 (55 х 185).
3.
ф.А4 (210 х 297)А3 (297 х 420) – 5 листов
А2 (420 х 594)
А1 (594 х 841)
А0 (841 х 1189)
Допускается применять
дополнительные форматы.
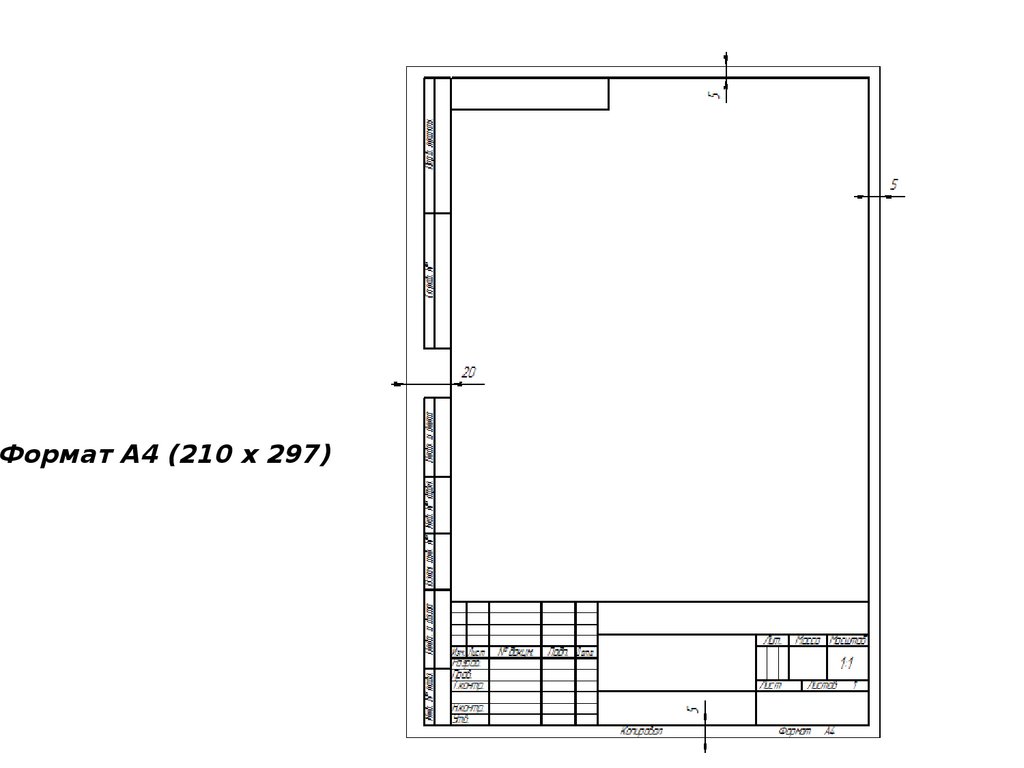
ПРИМЕЧАНИЕ. На ф.А4 основная
надпись располагается по
наименьшей стороне.
4.
Формат А4 (210 х 297)5.
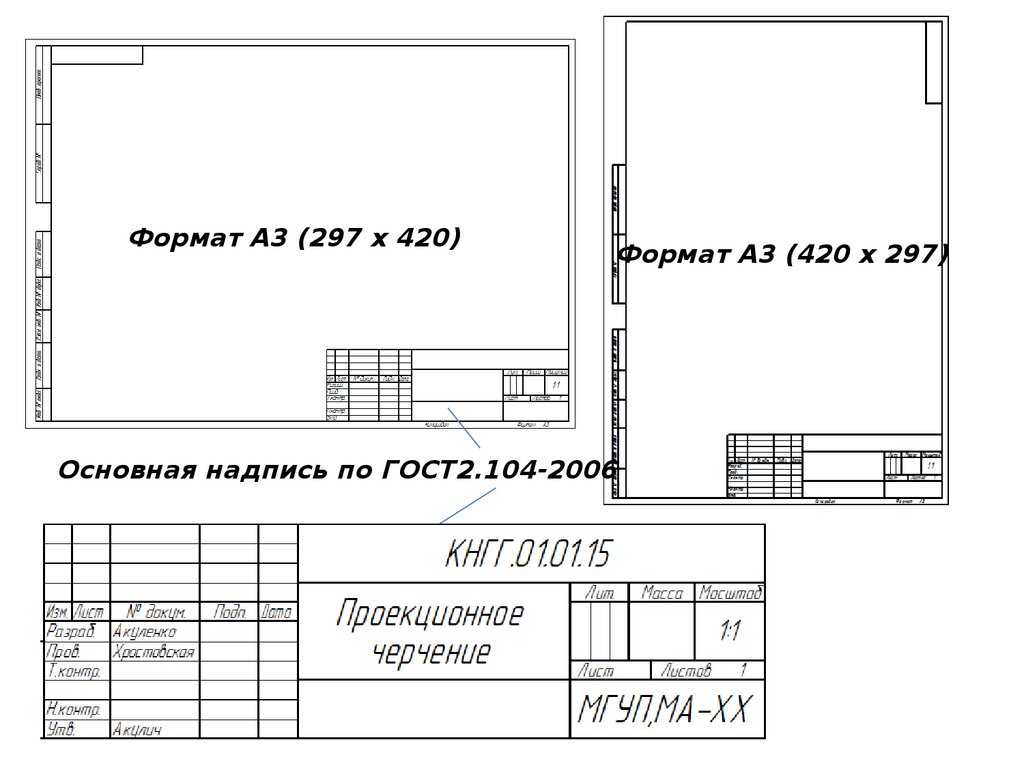
Формат А3 (297 х 420)Формат А3 (420 х 297)
Основная надпись по ГОСТ2.104-2006
6.
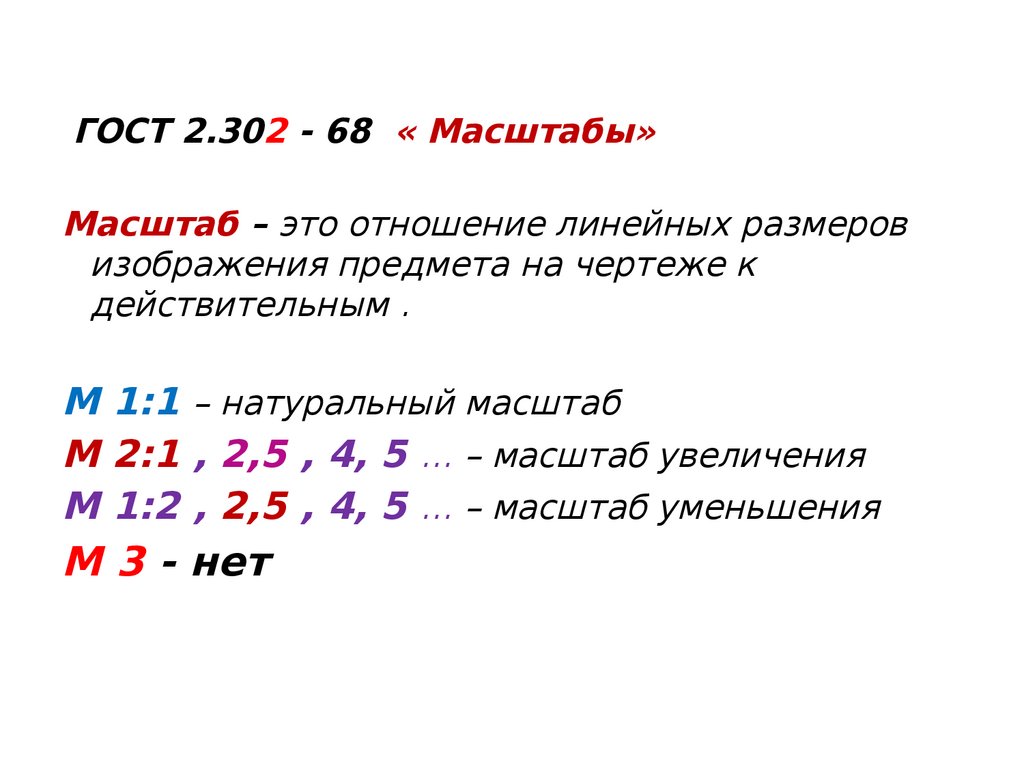
ГОСТ 2.302 - 68 « Масштабы»Масштаб – это отношение линейных размеров
изображения предмета на чертеже к
действительным .
М 1:1 – натуральный масштаб
М 2:1 , 2,5 , 4, 5 … – масштаб увеличения
М 1:2 , 2,5 , 4, 5 … – масштаб уменьшения
М 3 - нет
7.
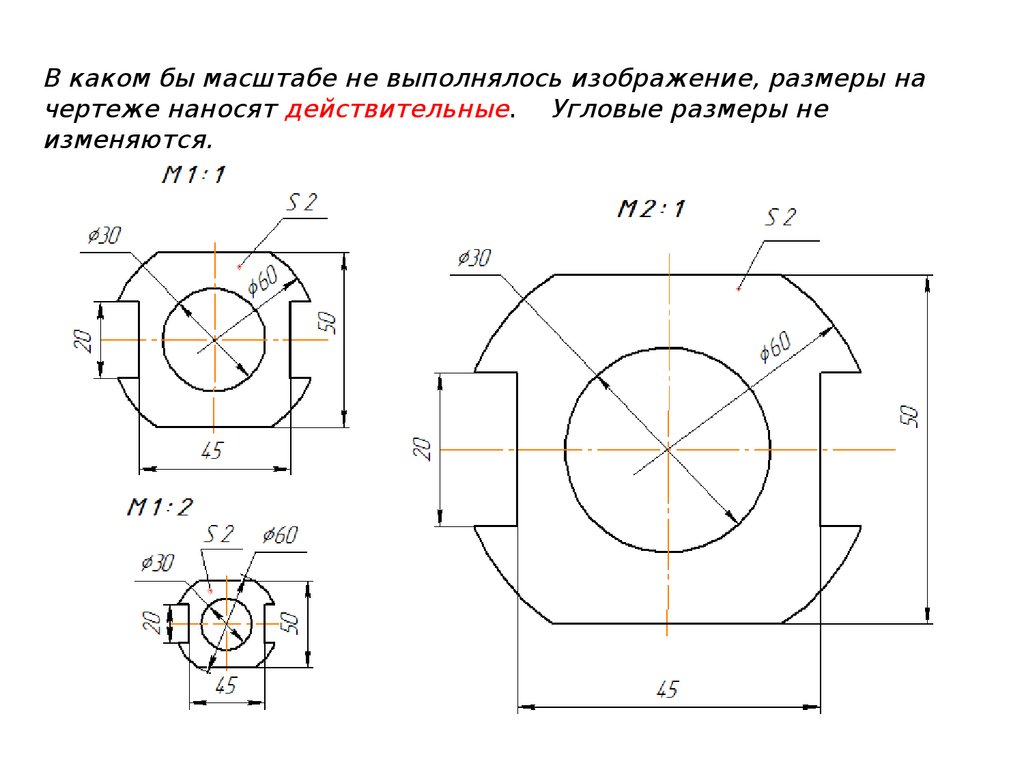
В каком бы масштабе не выполнялось изображение, размеры начертеже наносят действительные. Угловые размеры не
изменяются.
8.
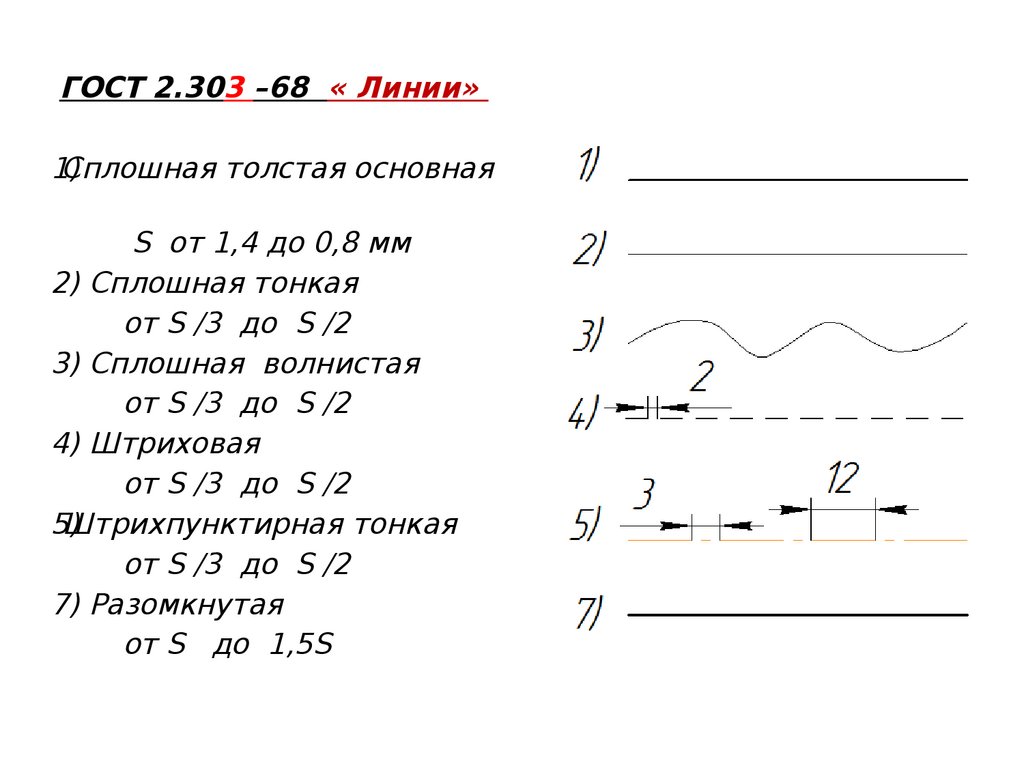
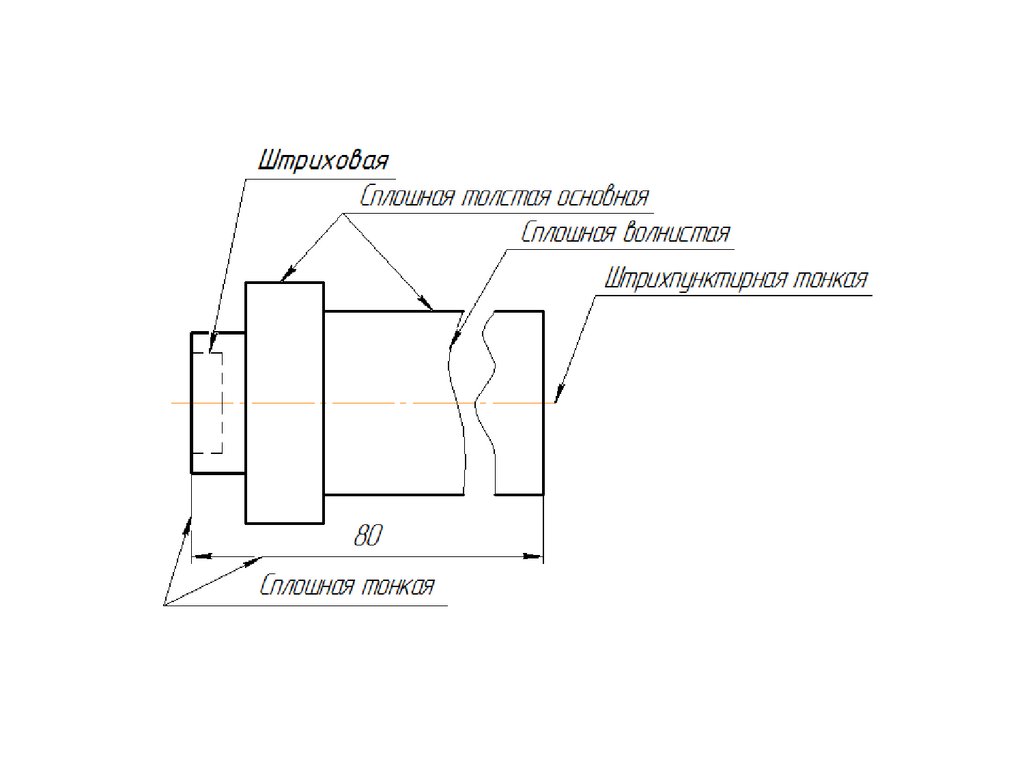
ГОСТ 2.303 –68 « Линии»1)
Сплошная толстая основная
S от 1,4 до 0,8 мм
2) Сплошная тонкая
от S /3 до S /2
3) Сплошная волнистая
от S /3 до S /2
4) Штриховая
от S /3 до S /2
5)
Штрихпунктирная тонкая
от S /3 до S /2
7) Разомкнутая
от S до 1,5S
9.
10.
11.
ВОПРОСЫ К ЭКЗАМЕНУ2 Основные и дополнительные виды на чертеже.
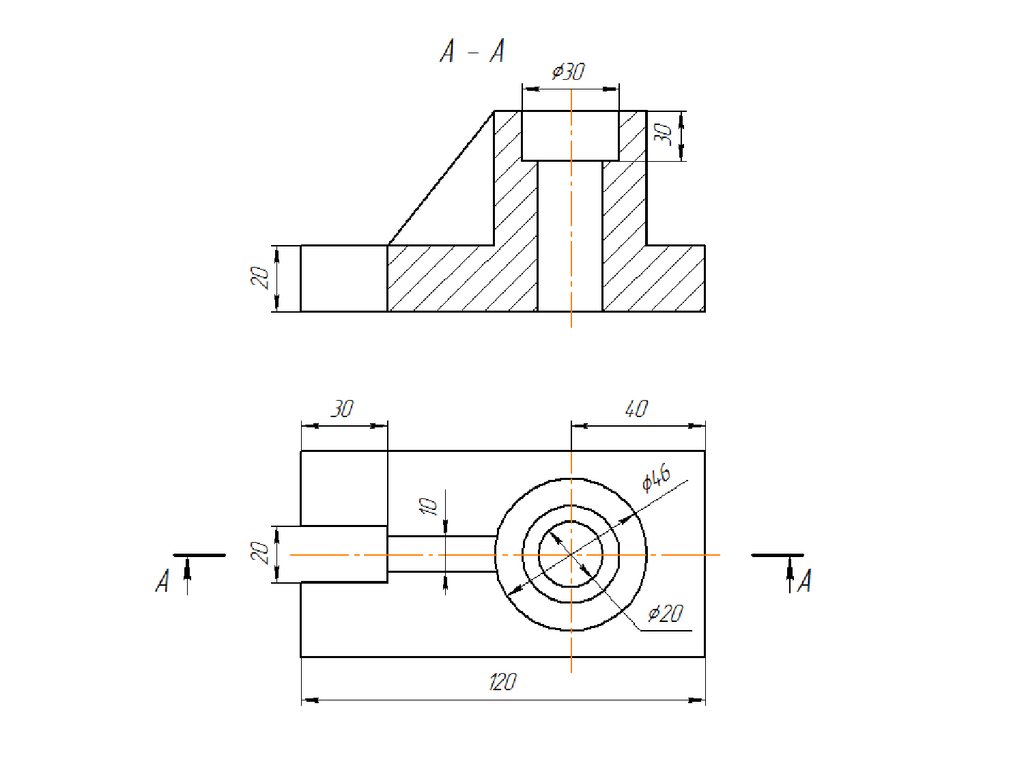
3 Разрезы. Простые разрезы. Их изображения и обозначения.
4 Сложные разрезы. Особенности их выполнения
и обозначения.
5
Местные разрезы.
12.
Изображениявиды, разрезы, сечения и выносные элементы.
Вид — изображение, обращенной к наблюдателю видимой
части поверхности предмета.
При этом предмет располагается между наблюдателем и плоскостью проекций.
Число изображений на чертеже должно быть наименьшим, но
достаточным для полного и однозначного представления о предмете.
13.
Виды делятся на :1) Основные (располагаются в проекционной связи)
2) Дополнительные (нарушена проекционная связь)
3) Местные
(ограниченные участки детали)
14. 1) Основные виды (6 видов)
15.
Основные видыПри изображении предметов используют 6 основных плоскостей проек
ций (шесть граней куба).
Основные виды:
1 - вид спереди (главный вид); 2 — вид сверху; 3 - вид слева;
4 - вид справа: 5 - вид снизу; 6 - вид сзади.
Предмет располагают относительно фронтальной плоскости проекций
так, чтобы главное изображение давало наиболее полное представление о
форме и размерах предмета.
Основные виды располагают с сохранением проекционной связи по
отношению к главному.
16. Основные виды
17. основные виды
18.
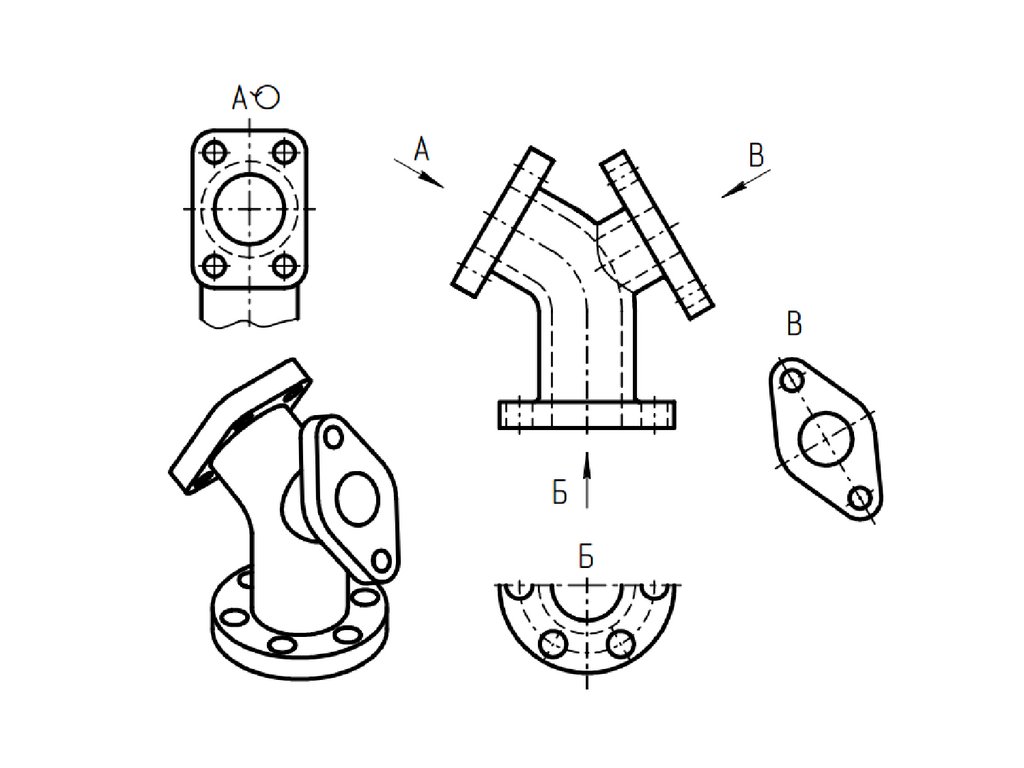
2) Дополнительный вид - изображение части предмета на плоскости, непараллельной ни одной из основных плоскостей проекций.
Дополнительные виды и отмечают на чертеже стрелкой
и прописной буквой ( А, Б, В…)
19.
20. 3) Местные виды
Местный вид - изображениеотдельного, ограниченного места
поверхности предмета.
21.
22. разрез и сечение
иразрез
сечение
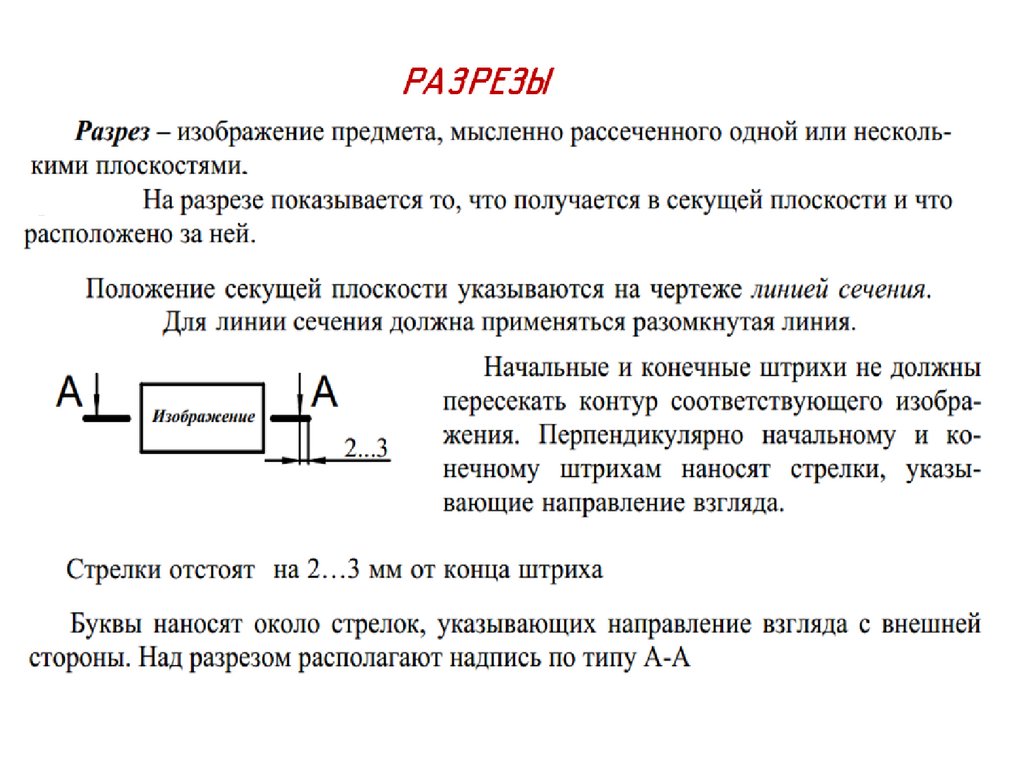
23.
РАЗРЕЗЫделятся на:
1) Простые - одна секущая плоскость
2) Сложные – одна и более секущих плоскостей
3) Местные – разрез в отдельном узкоограниченном месте.
24.
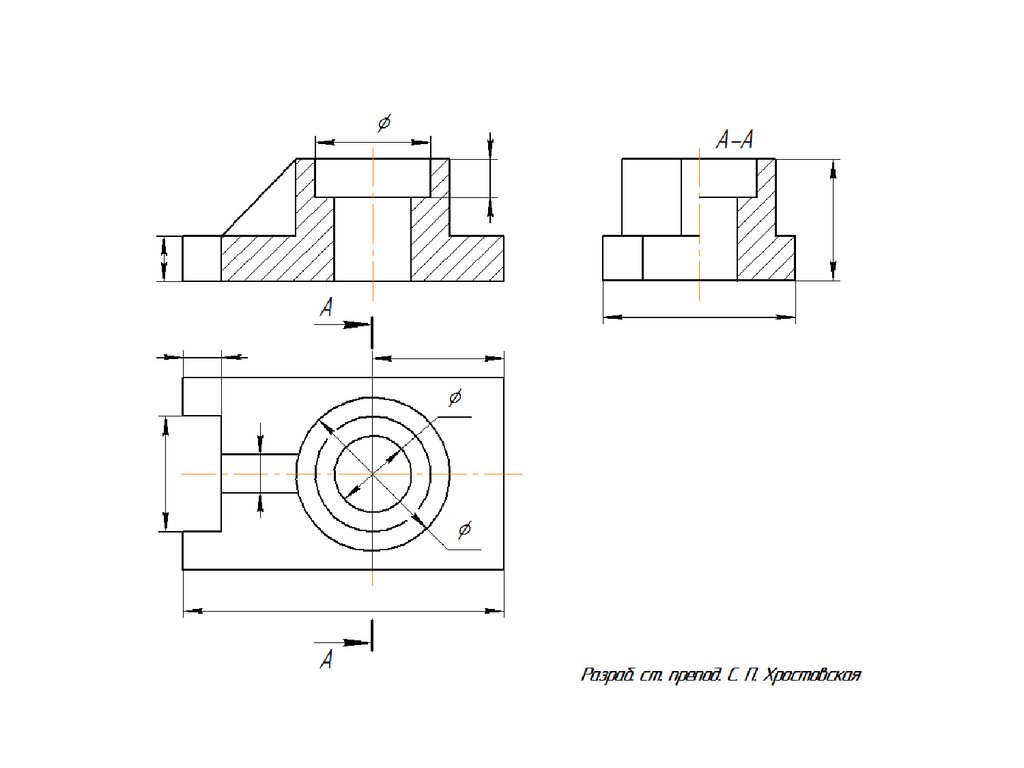
Простые разрезы – одна секущая плоскостьВ зависимости от положения секущей плоскости рассмотрим
4 типа разрезов:
1) Фронтальный – секущая плоскость II фронт. пл. проекций
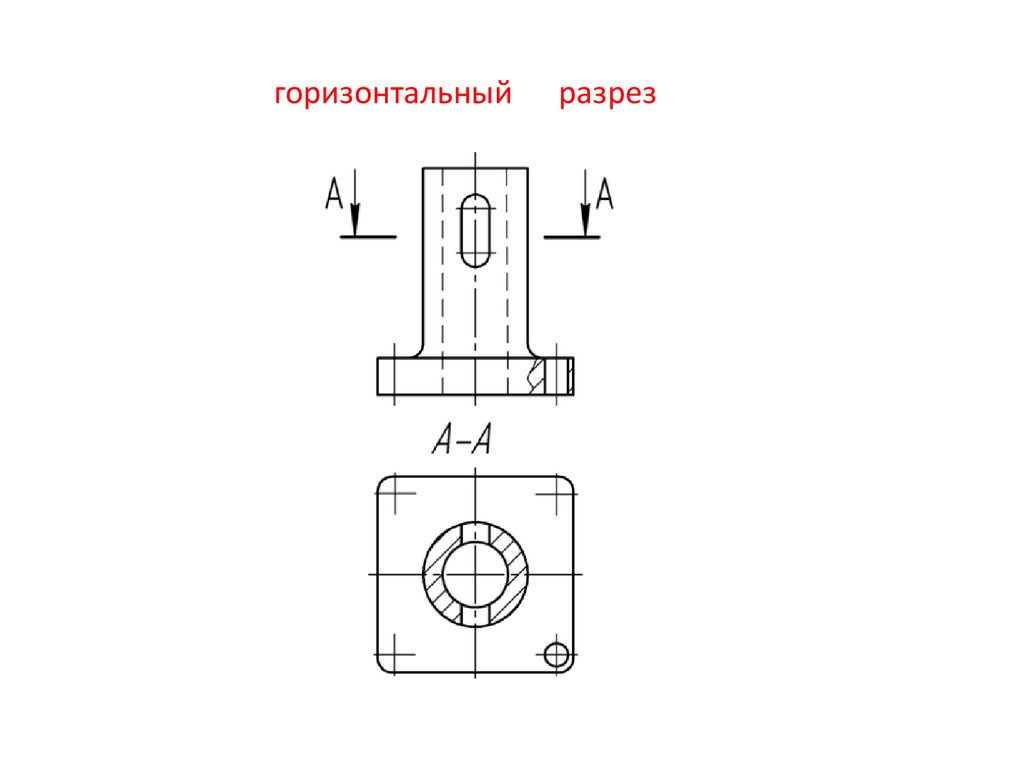
2) Горизонтальный - секущая плоскость II гор. пл. проекций
3) Профильный - секущая плоскость II проф. пл. проекций
4) Наклонный - секущая плоскость не II фр.гор., проф. пл. проекций
25.
26.
горизонтальныйразрез
27. наклонные разрезы
28. наклонные разрезы
29.
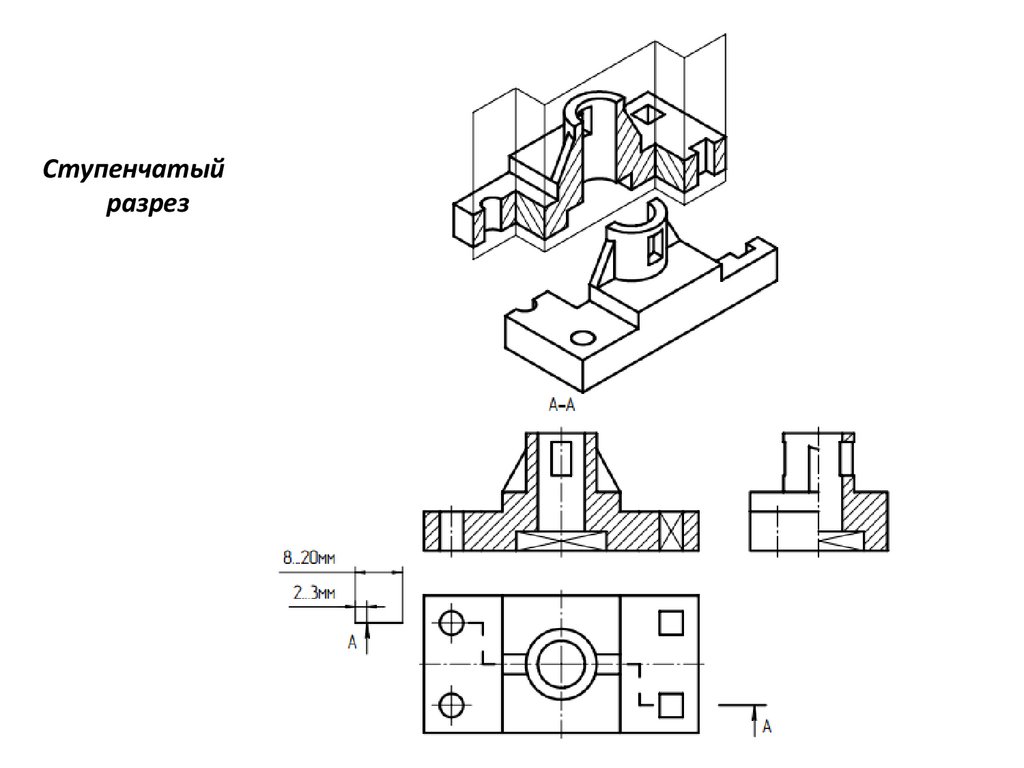
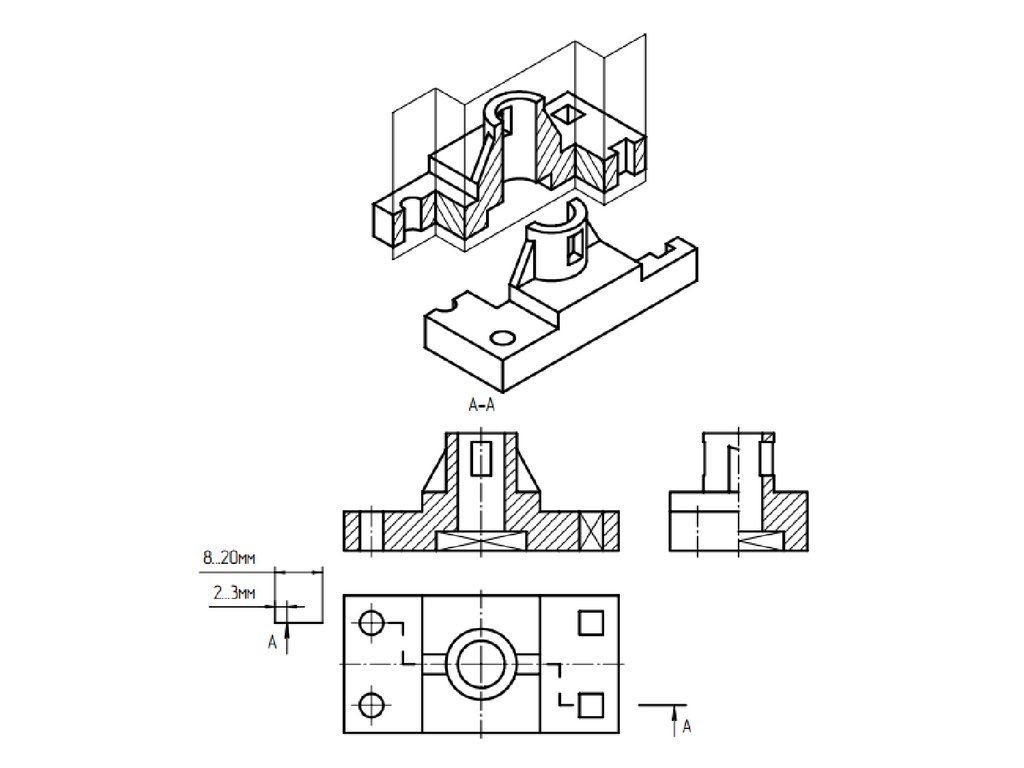
Сложные разрезы – две и более секущих плоскостейВ зависимости от положения секущих плоскостей рассмотрим:
- Ступенчатый – секущие плоскости II между собой.
Переход от одной плоскости к другой не указывается.
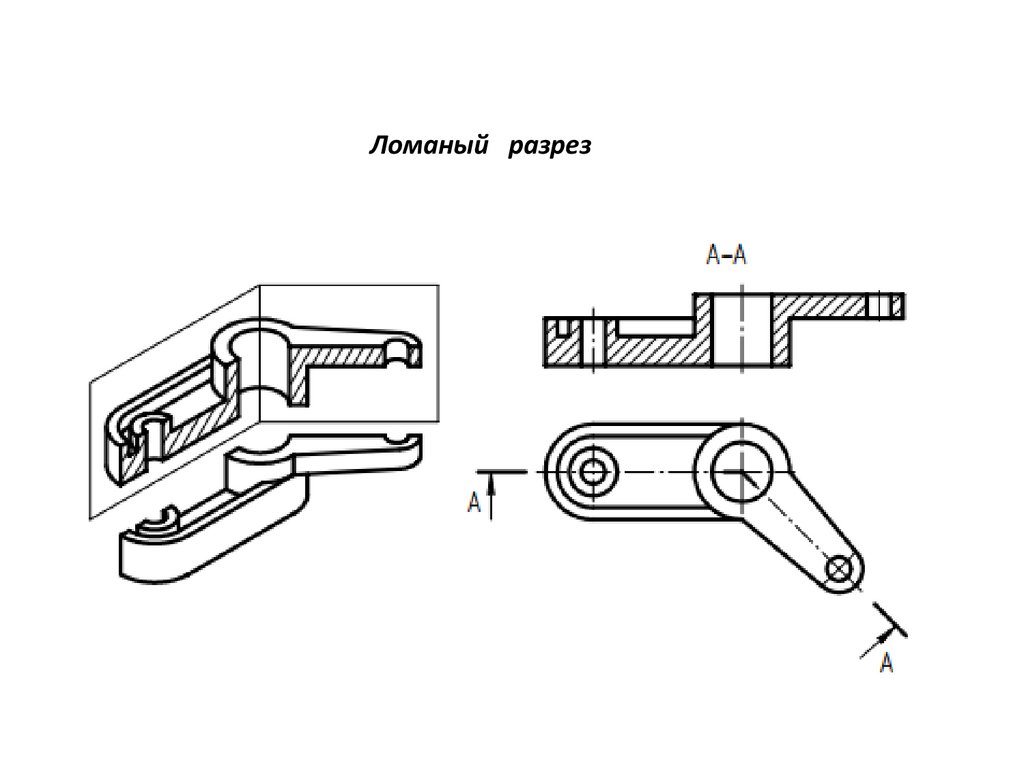
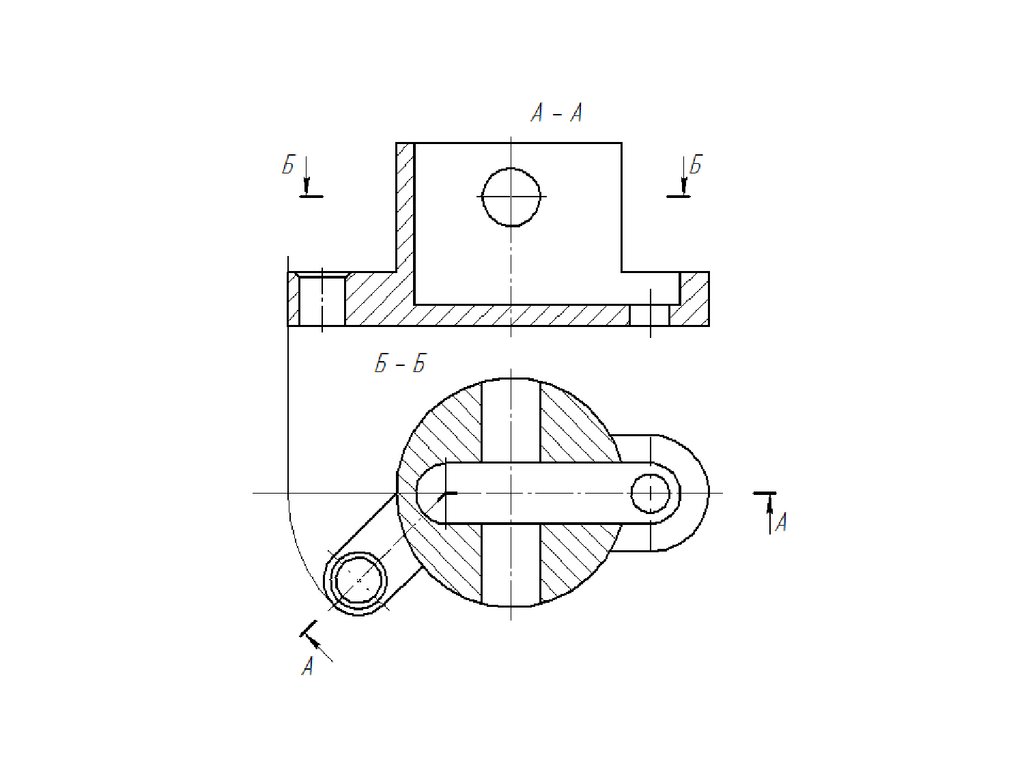
- Ломаный - секущие плоскости под углом между собой (не 90 )
Плоскости условно разворачиваются до совмещения в одну
плоскость
30.
Ступенчатыйразрез
31.
32.
Ломаный разрез33.
34.
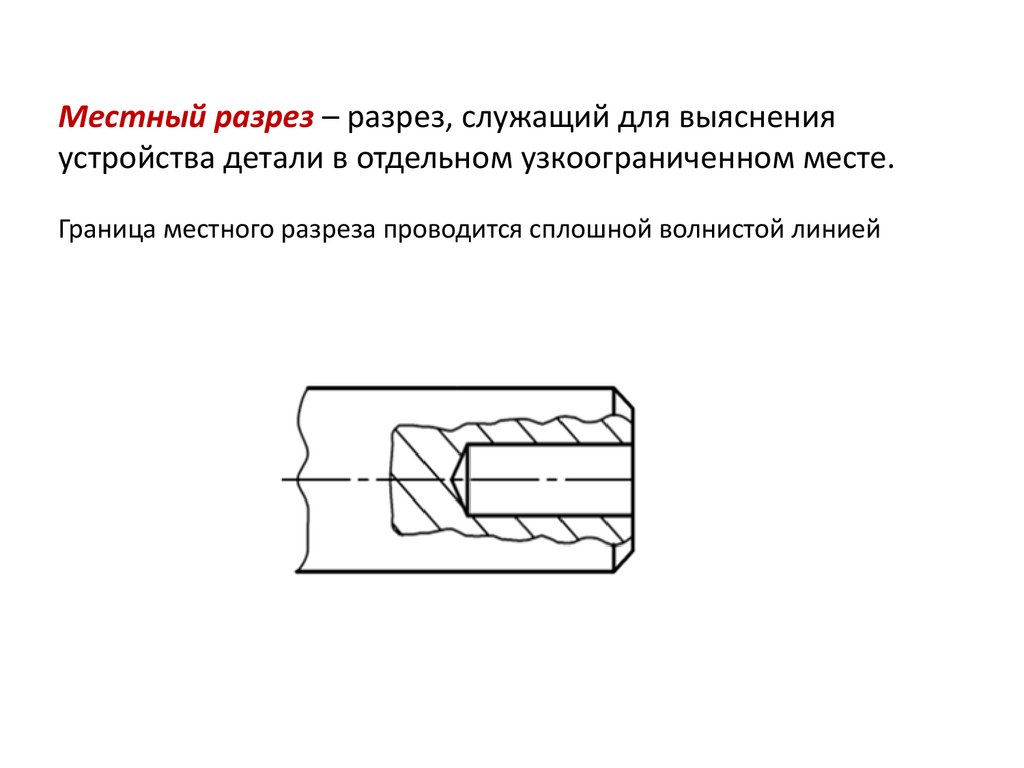
Местный разрез – разрез, служащий для выясненияустройства детали в отдельном узкоограниченном месте.
Граница местного разреза проводится сплошной волнистой линией
35. местные разрезы
36.
ВОПРОСЫ К ЭКЗАМЕНУ6
Сечения. Виды сечений.
7
Особенности изображений и обозначений сечений.
8
Условности и упрощения выполнения изображений.
37.
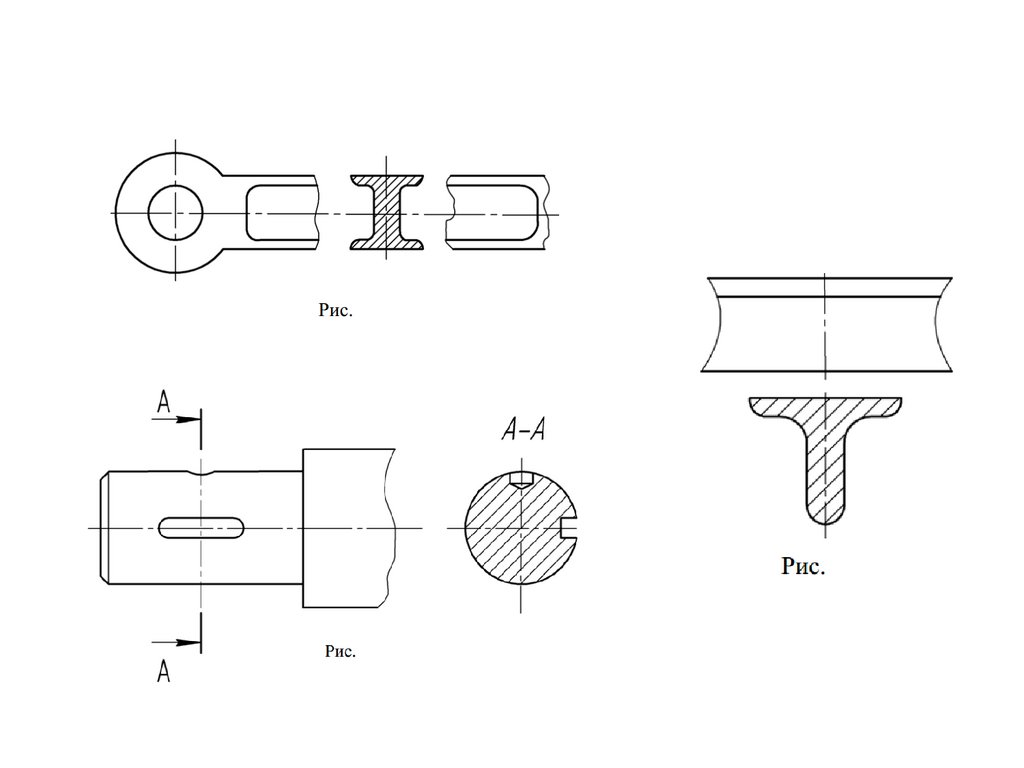
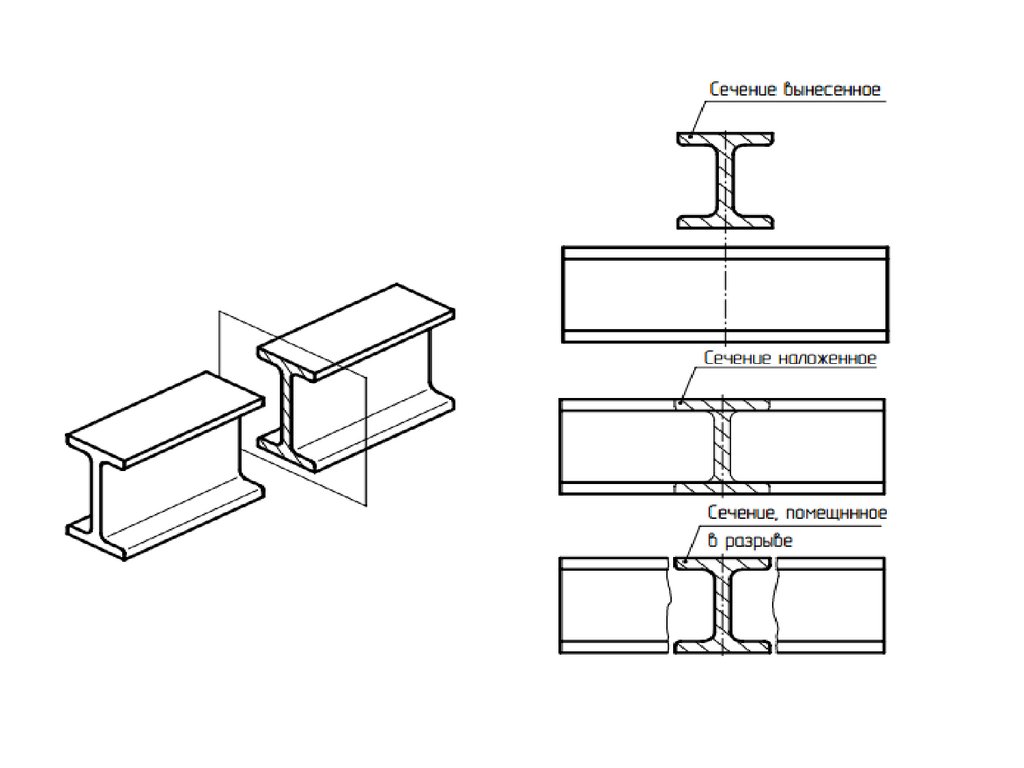
Сечения делят на:1) Вынесенные
2) Наложенные
38.
39.
40.
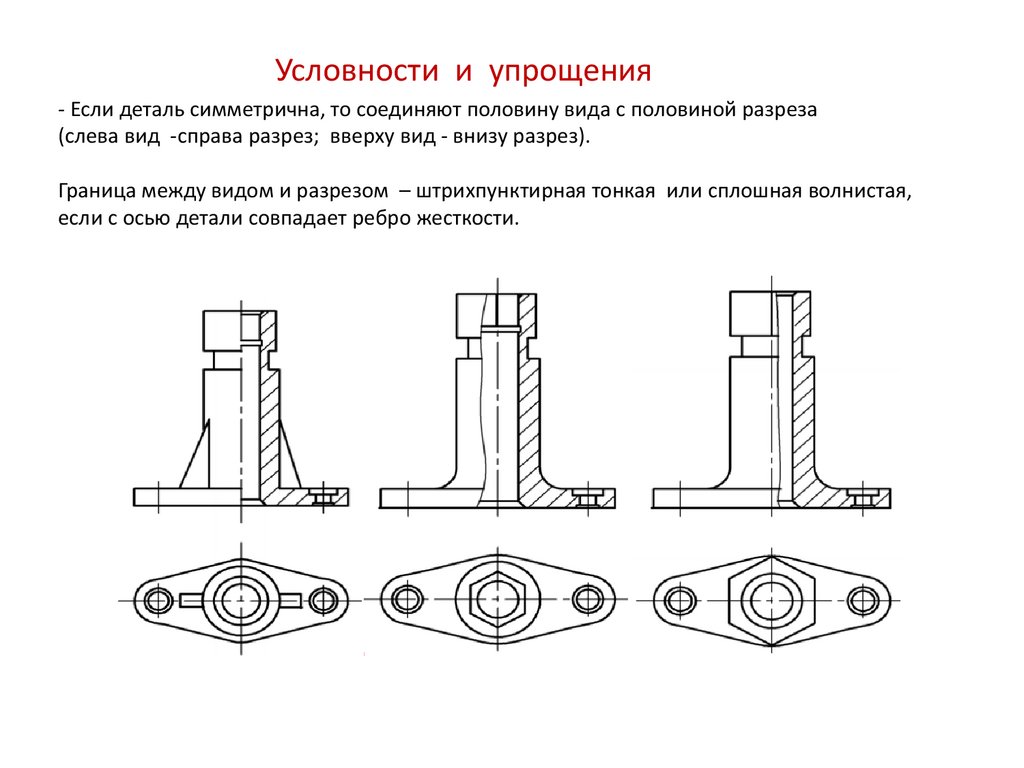
Условности и упрощения- Если деталь симметрична, то соединяют половину вида с половиной разреза
(слева вид -справа разрез; вверху вид - внизу разрез).
Граница между видом и разрезом – штрихпунктирная тонкая или сплошная волнистая,
если с осью детали совпадает ребро жесткости.
41. - Ребро жесткости в продольном сечении не штрихуется (в аксонометрической проекции штрихуется)
-Реброжесткостивпродольномсечениинештрихуется(ваксонометрическойпроекцииштрихуется)
42.
43.
ВОПРОСЫ К ЭКЗАМЕНУ9 Правила нанесения размеров на чертежах.
44.
45.
Простановкаразмеровначертежевыполняютв два этапа:1-й этап –заданиеразмеров;
2-й этап –нанесениеразмеров.
Задать размеры–значитопределитьминимумразмеровдля
изготовлениеиконтрольдетали.
Нанести размеры – расположить выносные и размерные
линии,размерныечислаизнакипоГОСТ2.307-2011.
46.
Различаюттрикатегорииразмеров:номинальные,действительныеипредельные.
Номинальные размеры приняты из конструктивных,
технологическихиэксплуатационныхтребований.
Действительные размеры установлены измерением с
допустимойпогрешностью.
Предельные размеры –предельнодопустимыеразмеры,
между которыми, должны находиться или которым могут
бытьравныдействительныеразмеры.
47.
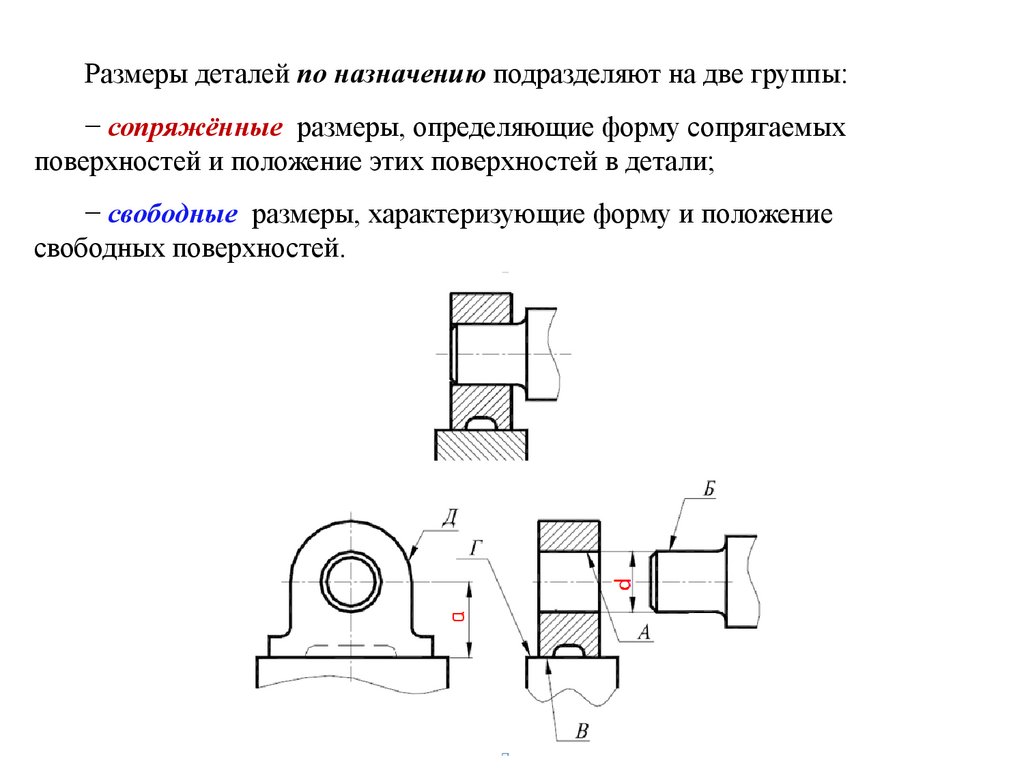
Размерыдеталейпо назначению подразделяютнадвегруппы:−сопряжённые размеры,определяющиеформусопрягаемых
поверхностейиположениеэтихповерхностейвдетали;
−свободные размеры,характеризующиеформуиположение
свободныхповерхностей.
48.
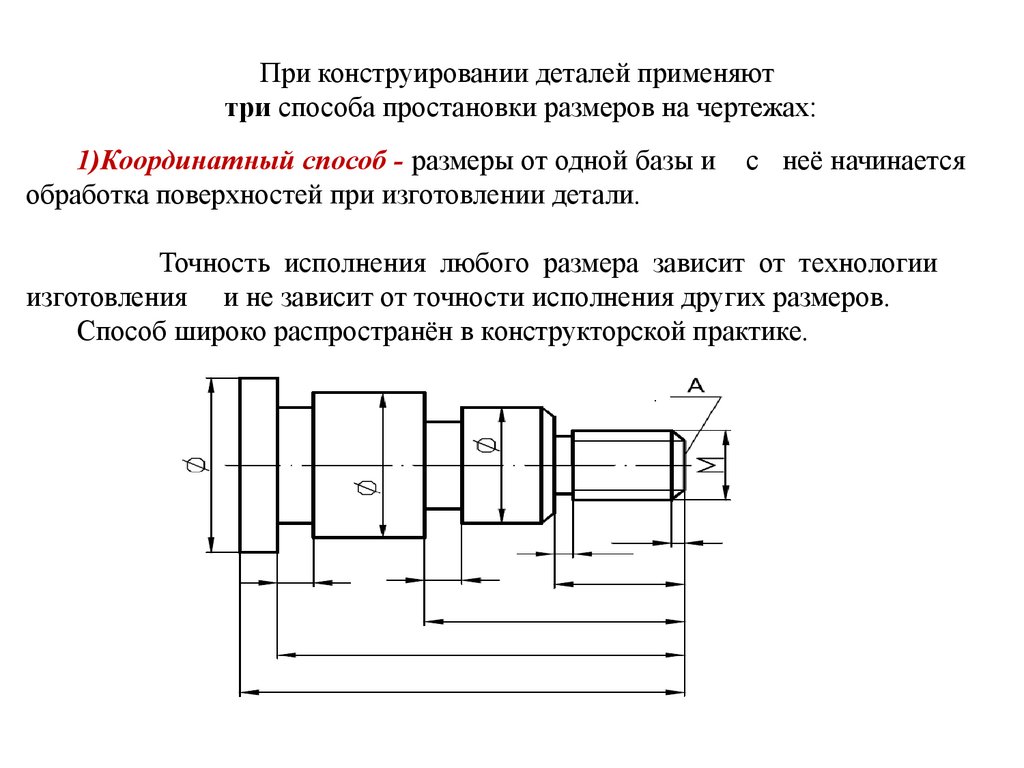
Приконструированиидеталейприменяюттриспособапростановкиразмеровначертежах:
1)Координатный способ - размерыотоднойбазыиснеёначинается
обработкаповерхностейприизготовлениидетали.
Точность исполнения любого размера зависит от технологии
изготовленияинезависитотточностиисполнениядругихразмеров.
Способширокораспространёнвконструкторскойпрактике.
49.
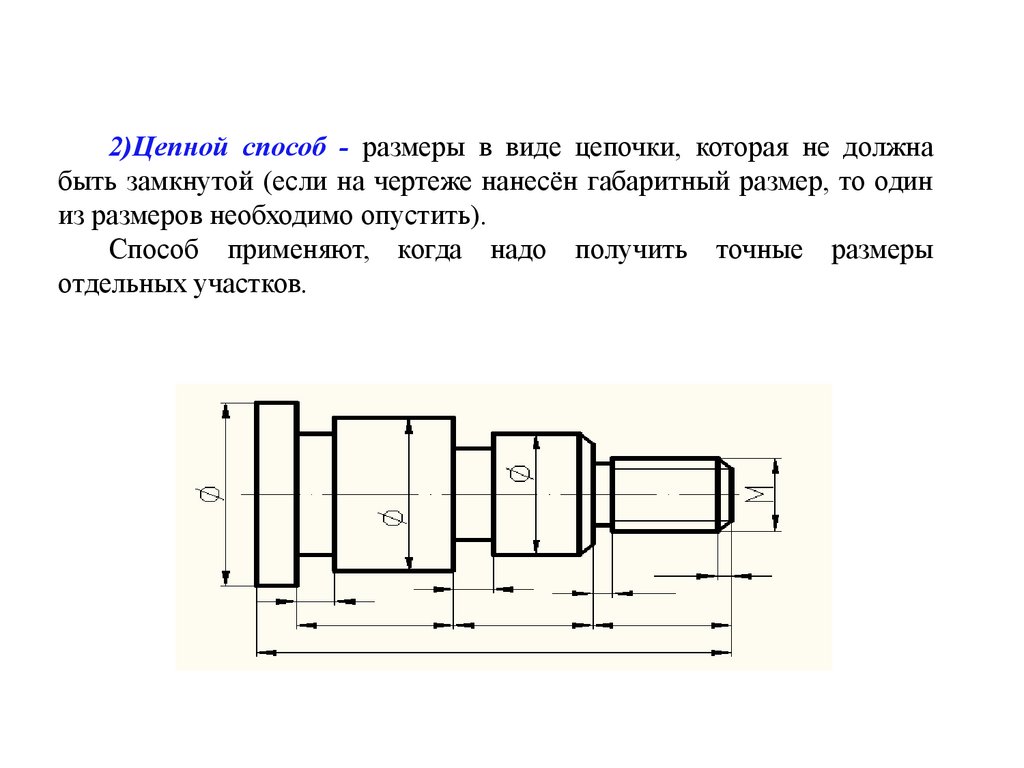
2)Цепной способ - размеры в виде цепочки, которая не должнабытьзамкнутой(еслиначертеженанесёнгабаритныйразмер,тоодин
изразмеровнеобходимоопустить).
Способ применяют, когда надо получить точные размеры
отдельныхучастков.
50.
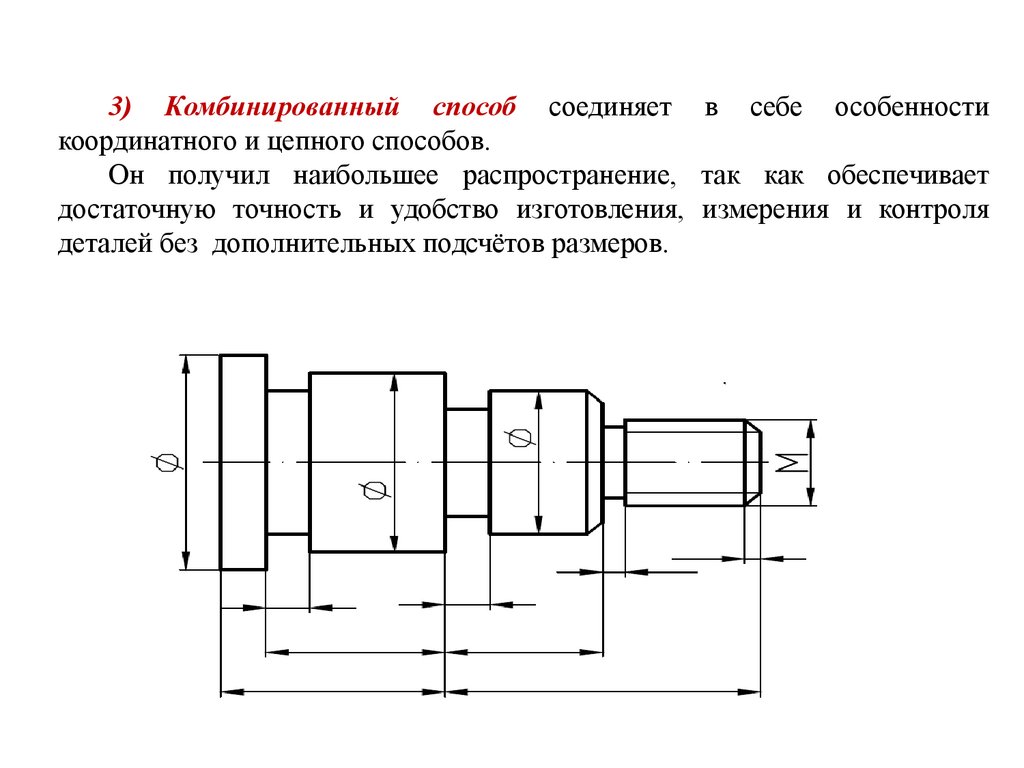
3) Комбинированный способ соединяет в себе особенностикоординатногоицепногоспособов.
Он получил наибольшее распространение, так как обеспечивает
достаточную точность и удобство изготовления, измерения и контроля
деталейбездополнительныхподсчётовразмеров.
51.
52.
ВОПРОСЫ К ЭКЗАМЕНУ10 Резьба. Основные параметры резьбы.
11 Типы резьб и их обозначение.
12 Изображение резьбы на стержне и в отверстии.
13 Резьба метрическая. Изображение и обозначение
метрической резьбы на стержне и в отверстии.
14 Соединения резьбовые. Изображение их на чертежах.
53.
РезьбаОсновойрезьбовыхсоединенийявляетсярезьба.
Онапредставляетсобойвинтовую поверхность (рисунок1)определённогопрофиля,
нарезаннуюнацилиндрическойиликоническойповерхности.
Нарисунке2показаныдваизрядавозможныхспособовполучениярезьбы.
а)цилиндрическаязаготовкавращается,зажатаявшпинделестанка.Резец
определённогопрофиляперемещаетсявдользаготовки,оставляянанейвинтовую
поверхность(резьбу),соответствующуюуглузаточкирезца(рисунок2,а);
б)заготовканевращается.Кнейподводитсяплашка(рисунок2,б)инакручиваетсяна
неё,оставляявинтовуюповерхность(резьбу),соответствующиепоформевнутренней
конфигурацииполосплашки.Резьбаможетбытьнарезанананаружнойповерхности
цилиндраиликонуса(винт,болт,шпилька)илинаихвнутреннейповерхности(гайка).
в)Внутренняярезьбаможетбытьнарезанаметчиком(рисунок2,в).
54.
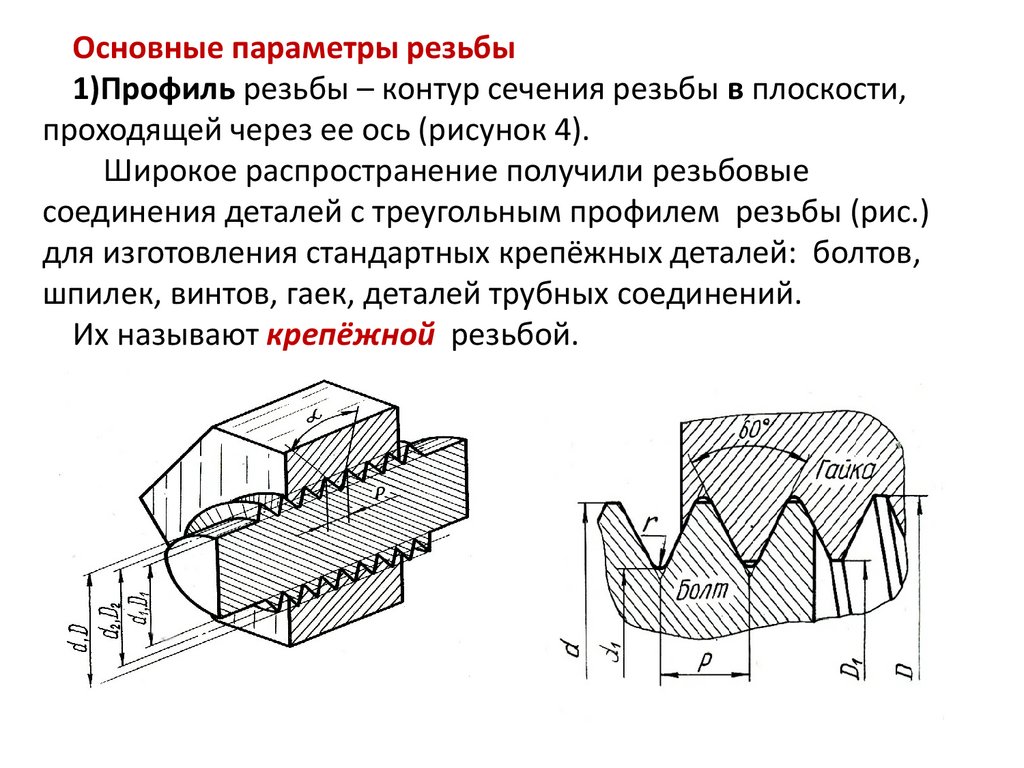
Основные параметры резьбы1)Профиль резьбы – контур сечения резьбы в плоскости,
проходящей через ее ось (рисунок 4).
Широкое распространение получили резьбовые
соединения деталей с треугольным профилем резьбы (рис.)
для изготовления стандартных крепёжных деталей: болтов,
шпилек, винтов, гаек, деталей трубных соединений.
Их называют крепёжной резьбой.
55.
2)Номинальный (наружный) диаметр резьбы (D, d) – диаметрвоображаемого прямого цилиндра или конуса, описанного вокруг вершин
наружной резьбы или впадин внутренней резьбы (рисунки 4 и 5).
3) Внутренний диаметр резьбы (D1 , d1 ) – диаметр воображаемого прямого
цилиндра или конуса, описанного вокруг впадин наружной резьбы или вершин
внутренней резьбы (рисунки 4 и 5).
4) Шаг резьбы P - это расстояние между соседними одноименными
боковыми сторонами профиля в направлении, параллельном оси резьбы.
56.
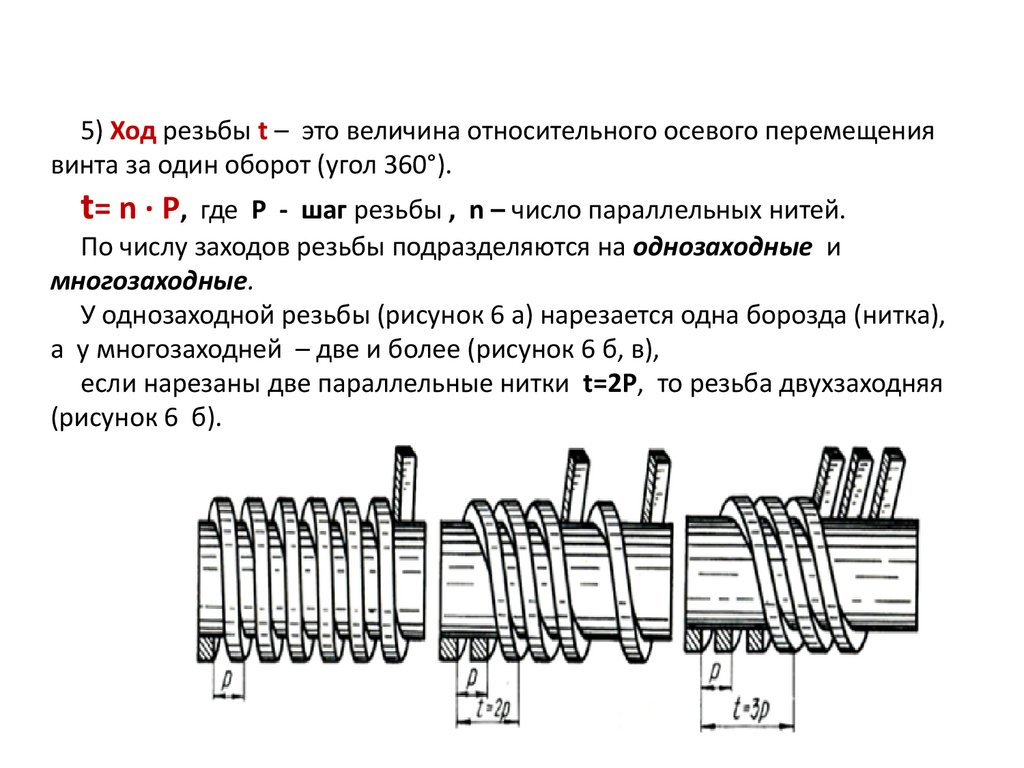
5) Ход резьбы t – это величина относительного осевого перемещениявинта за один оборот (угол 360°).
t= n ∙ P,
где P - шаг резьбы , n – число параллельных нитей.
По числу заходов резьбы подразделяются на однозаходные и
многозаходные.
У однозаходной резьбы (рисунок 6 а) нарезается одна борозда (нитка),
а у многозаходней – две и более (рисунок 6 б, в),
если нарезаны две параллельные нитки t=2P, то резьба двухзаходняя
(рисунок 6 б).
57.
58.
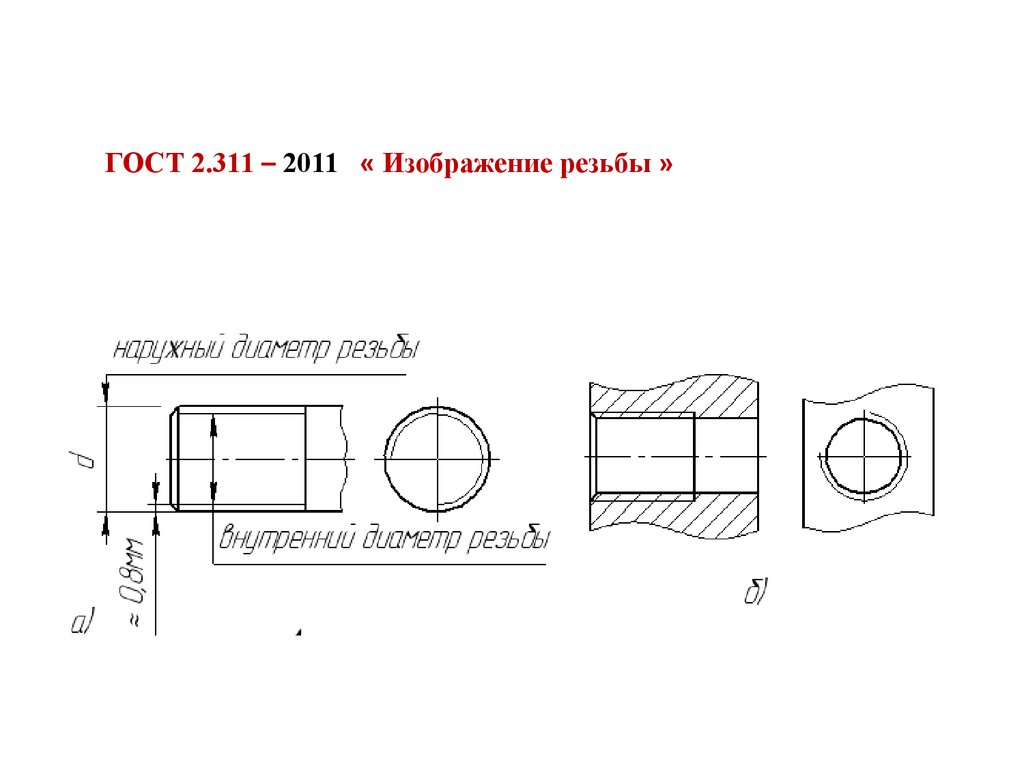
ГОСТ 2.311 – 2011 « Изображение резьбы »59.
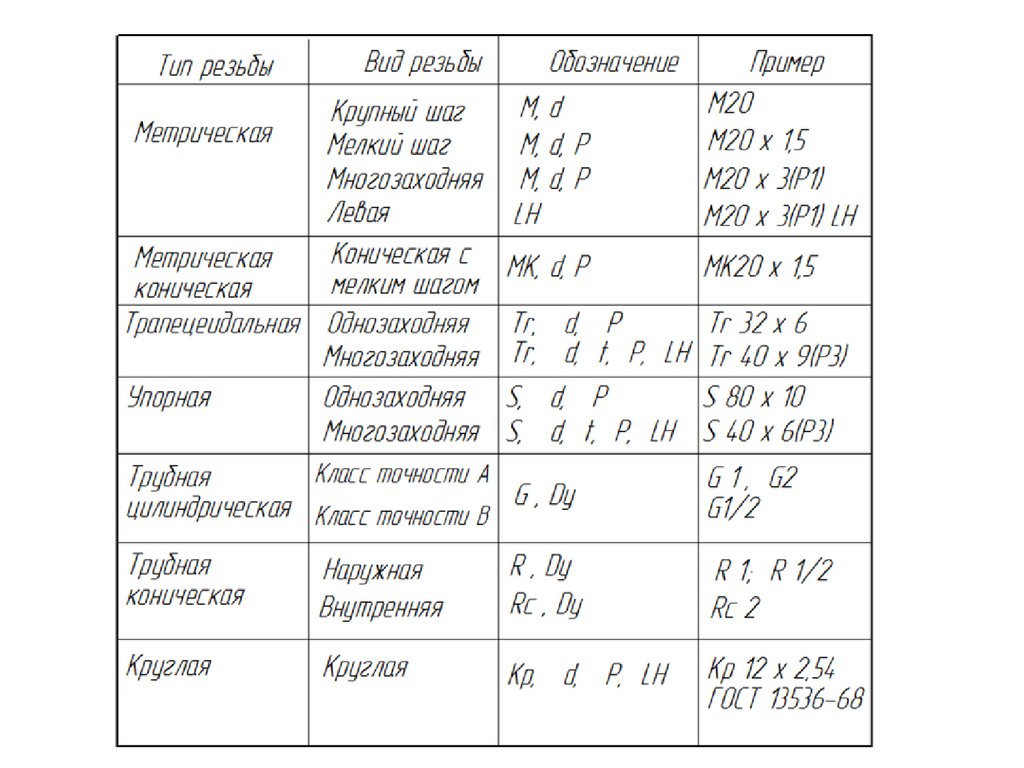
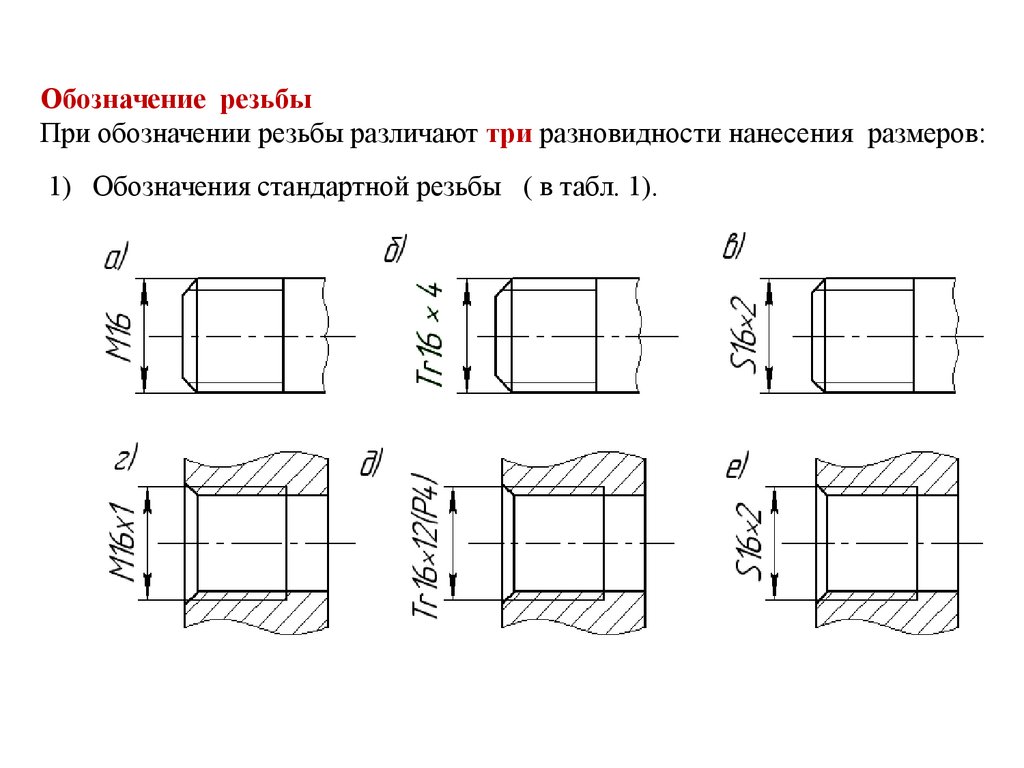
Обозначение резьбыПриобозначениирезьбыразличаюттриразновидностинанесенияразмеров:
1)Обозначениястандартнойрезьбы(втабл.1).
60.
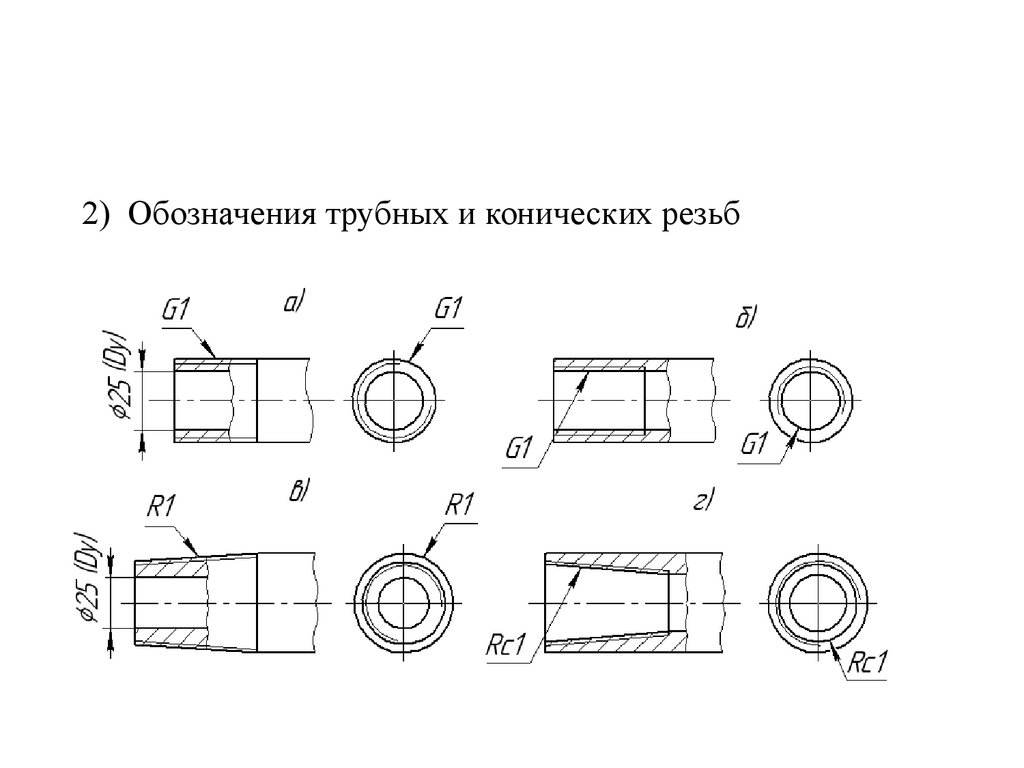
2)Обозначениятрубныхиконическихрезьб61.
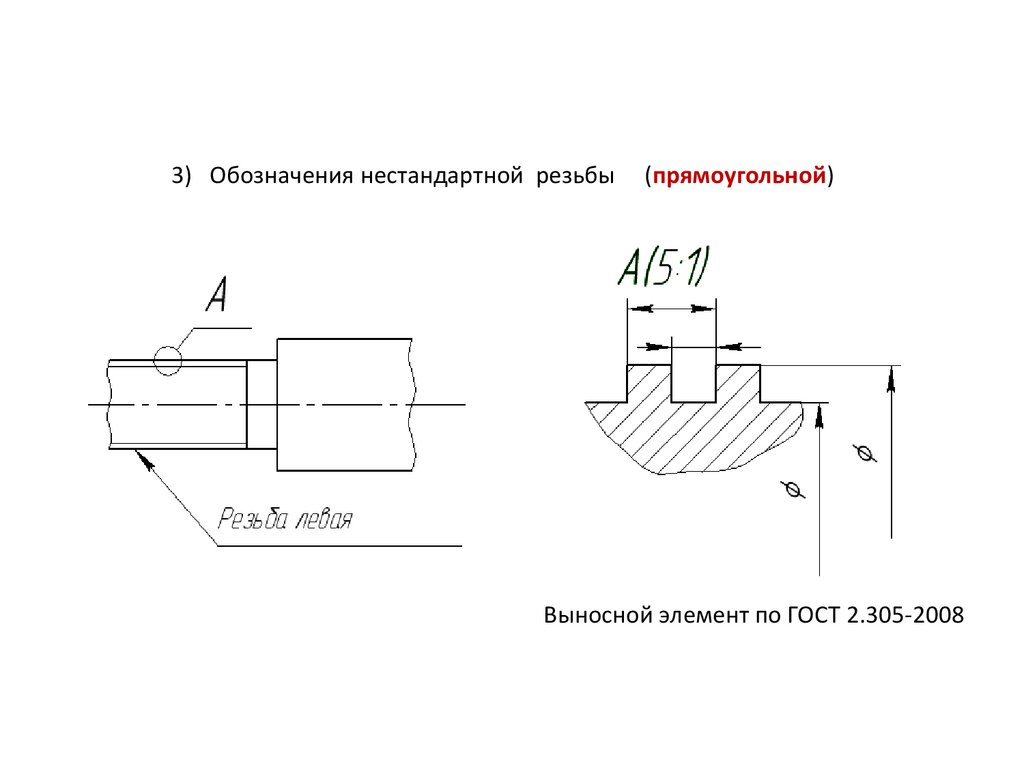
3) Обозначения нестандартной резьбы(прямоугольной)
Выносной элемент по ГОСТ 2.305-2008
62.
Примеры обозначения резьбСтр.42 в мет. указания
Резьба метрическая :
1)
М16; 2)
М16х1;
3) М16х1,5 LH
1) М –метрическая, 16 – наружный диаметр с крупным шагом;
2) Метрическая резьба, наружный диаметр с мелким шагом 1 мм;
3) Метрическая резьба, наружный диаметр с мелким шагом, левая
63.
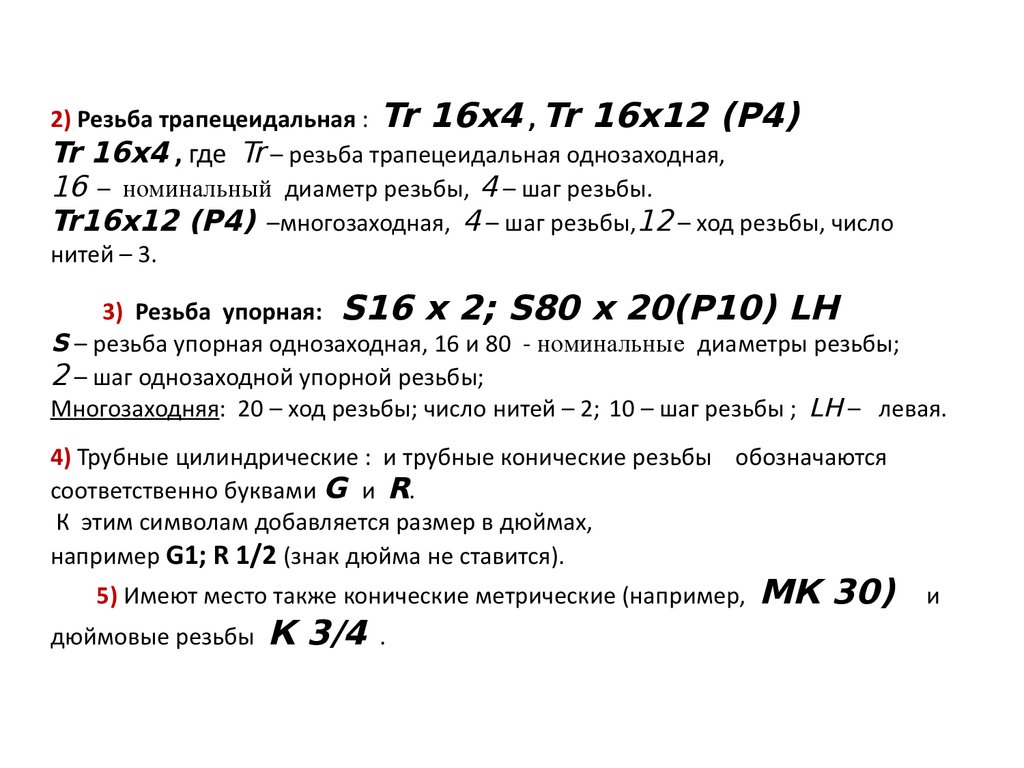
2) Резьба трапецеидальная : Tr 16х4 , Tr 16х12 (Р4)Tr 16х4 , где Tr – резьба трапецеидальная однозаходная,
16 – номинальный диаметр резьбы, 4 – шаг резьбы.
Tr16х12 (Р4) –многозаходная, 4 – шаг резьбы,12 – ход резьбы, число
нитей – 3.
3) Резьба упорная: S16 х 2; S80 x 20(Р10) LH
S – резьба упорная однозаходная, 16 и 80 -номинальные диаметры резьбы;
2 – шаг однозаходной упорной резьбы;
Многозаходняя: 20 – ход резьбы; число нитей – 2; 10 – шаг резьбы ; LH – левая.
4) Трубные цилиндрические : и трубные конические резьбы обозначаются
соответственно буквами G и R.
К этим символам добавляется размер в дюймах,
например G1; R 1/2 (знак дюйма не ставится).
5) Имеют место также конические метрические (например,
дюймовые резьбы
К 3/4
.
МК 30)
и
64.
65.
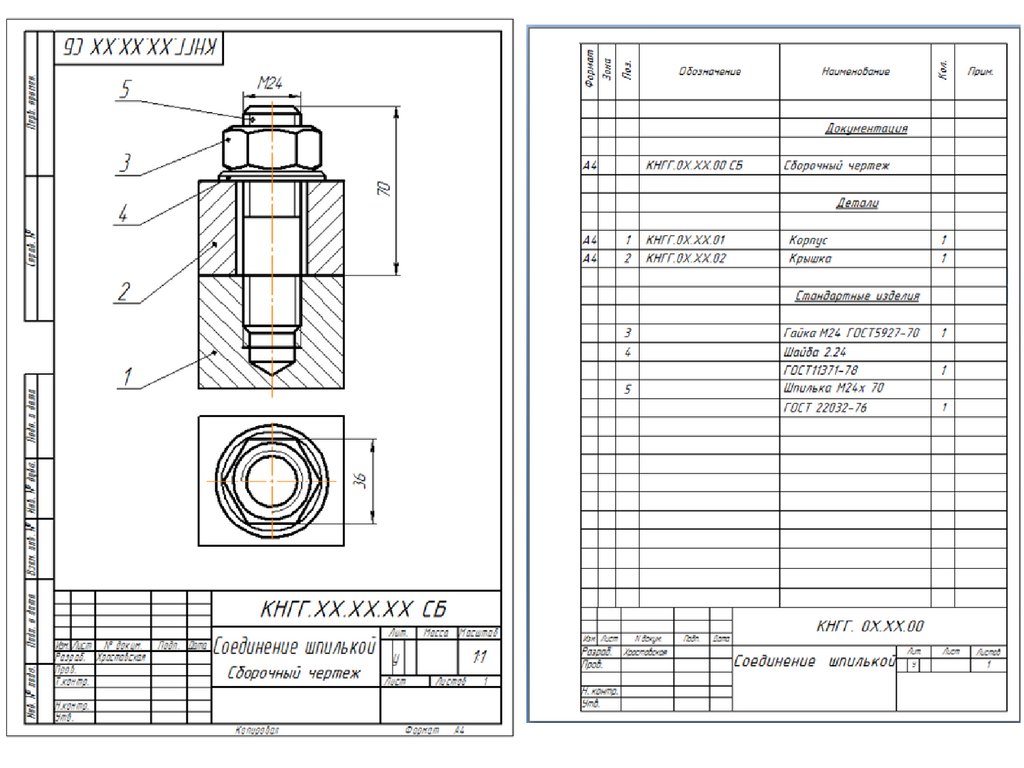
Обозначение шпилек (болтов, винтов)Шпилька М24 1,5 90
ГОСТ22032-76, где
М – метрическая (тип резьбы);
24 –диаметршпильки; 1,5 –шаг
резьбы
(крупныйшагнеуказывается);
90–длинашпильки.
Шпилька М20 70
ГОСТ22032-76
66.
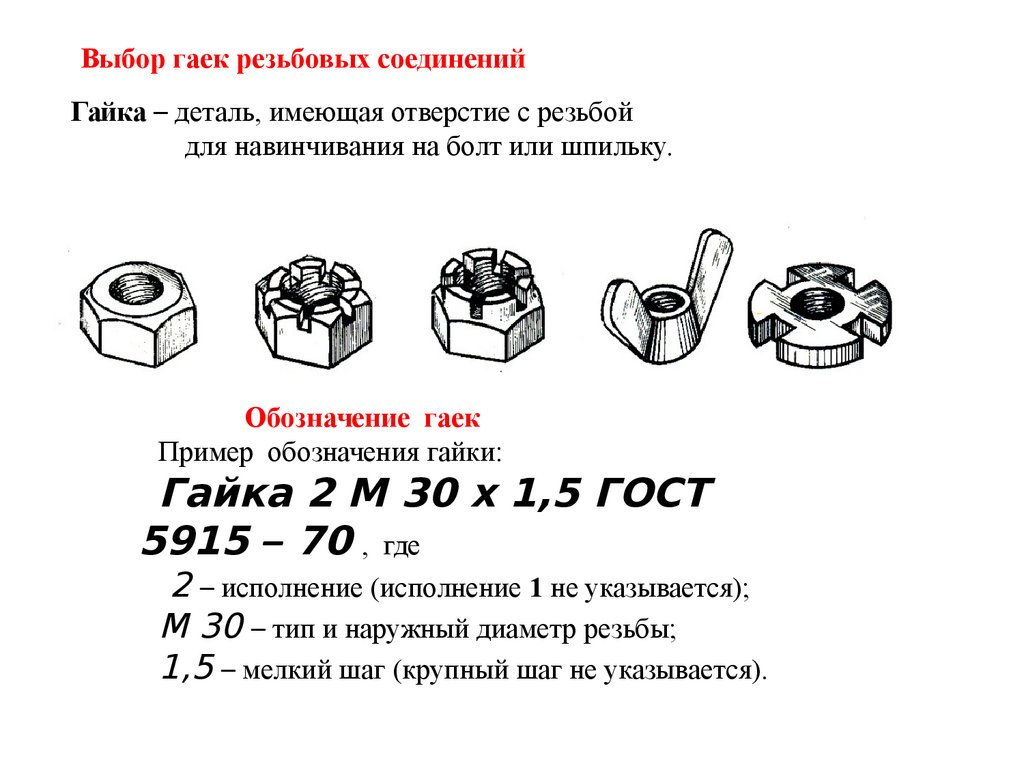
Выбор гаек резьбовых соединенийГайка–деталь,имеющаяотверстиесрезьбой
длянавинчиваниянаболтилишпильку.
Обозначение гаек
Примеробозначениягайки:
Гайка 2 М 30 х 1,5 ГОСТ
5915 – 70 ,где
2–исполнение(исполнение 1 неуказывается);
М 30–типинаружныйдиаметррезьбы;
1,5–мелкийшаг(крупныйшагнеуказывается).
67.
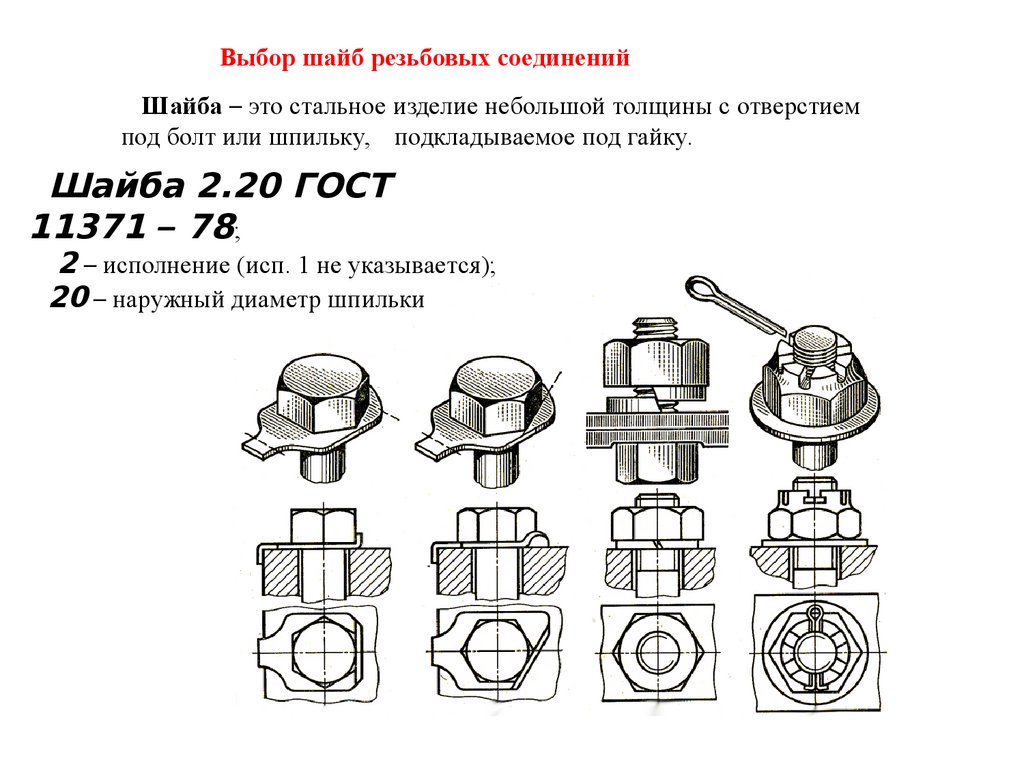
Выбор шайб резьбовых соединенийШайба–этостальноеизделиенебольшойтолщинысотверстием
подболтилишпильку,подкладываемоеподгайку.
Шайба 2.20 ГОСТ
11371 – 78;
2 –исполнение(исп.1неуказывается);
20–наружныйдиаметршпильки
68.
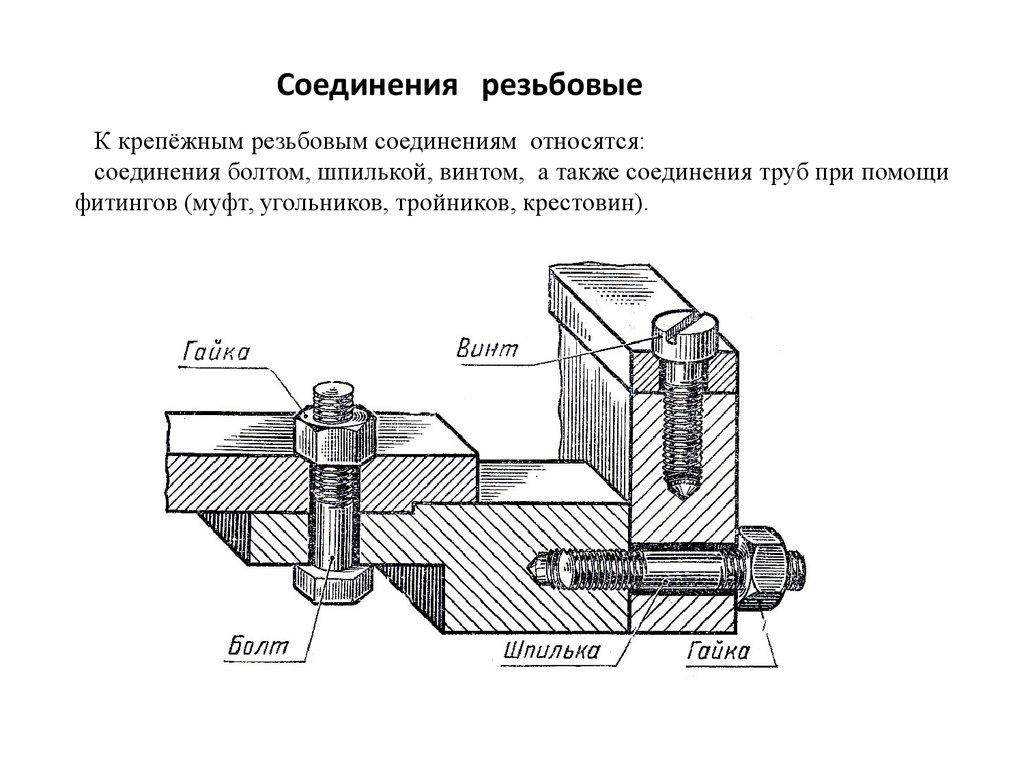
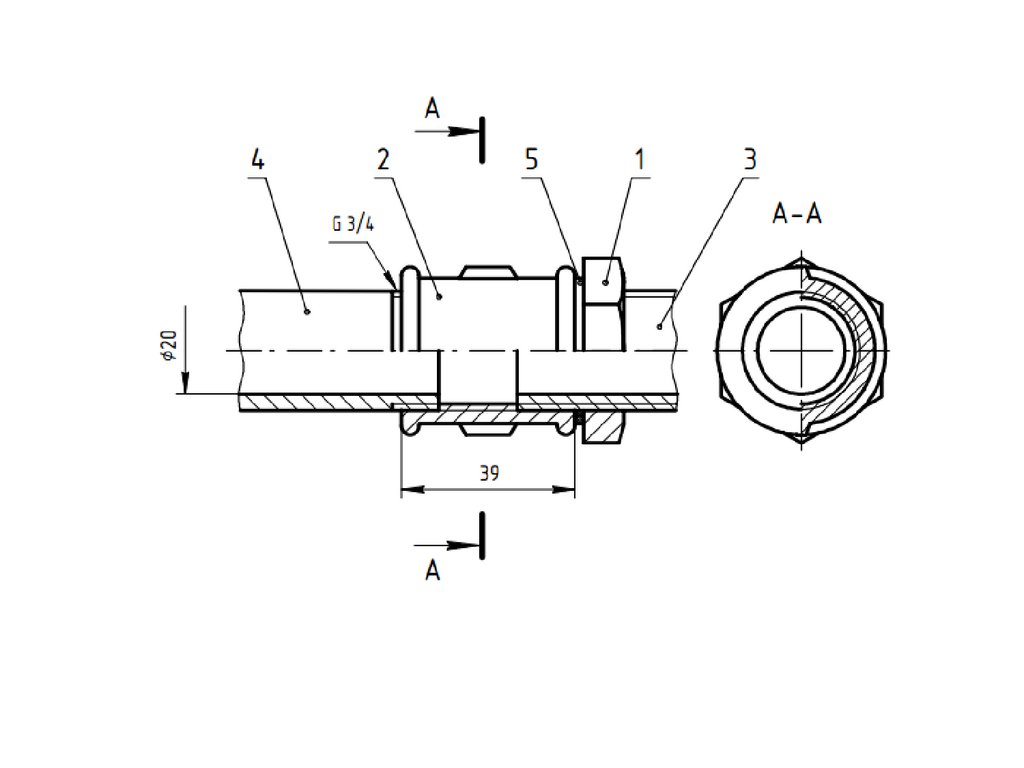
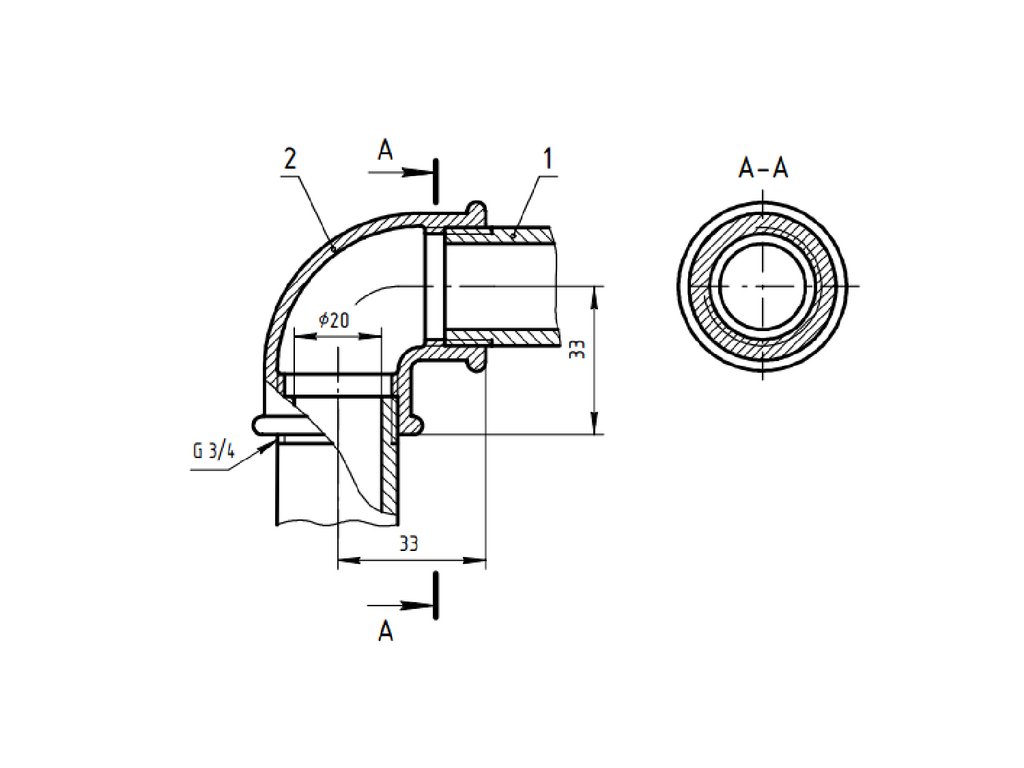
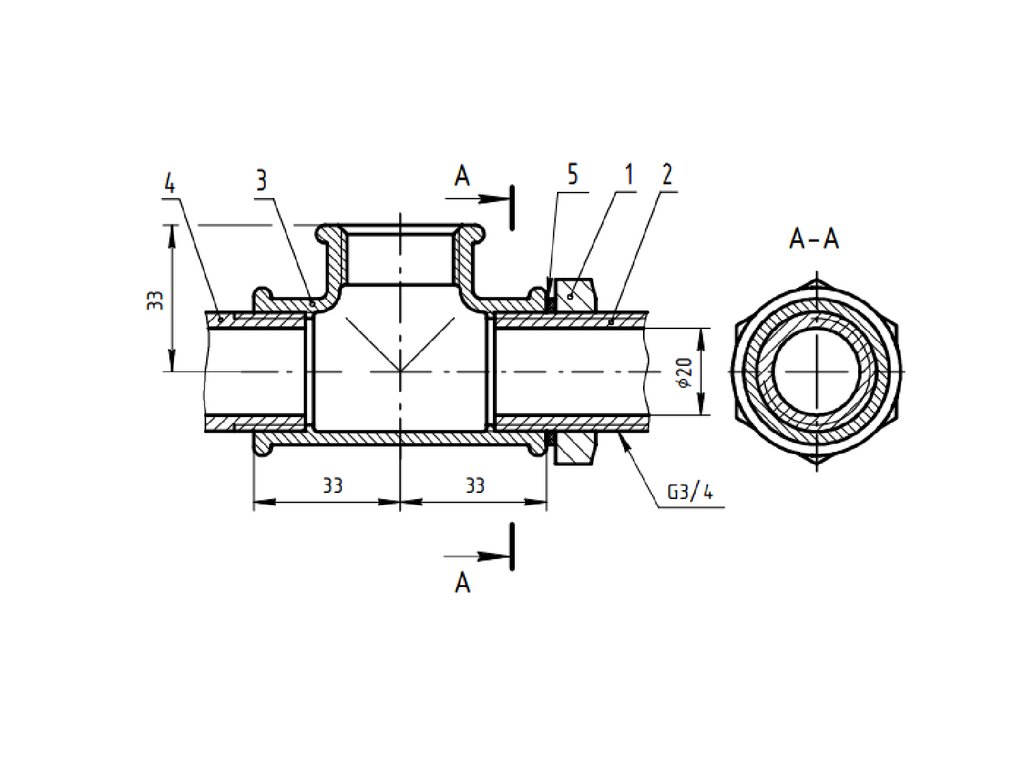
Соединения резьбовыеКкрепёжнымрезьбовымсоединениямотносятся:
соединенияболтом,шпилькой,винтом,атакжесоединениятрубприпомощи
фитингов(муфт,угольников,тройников,крестовин).
69.
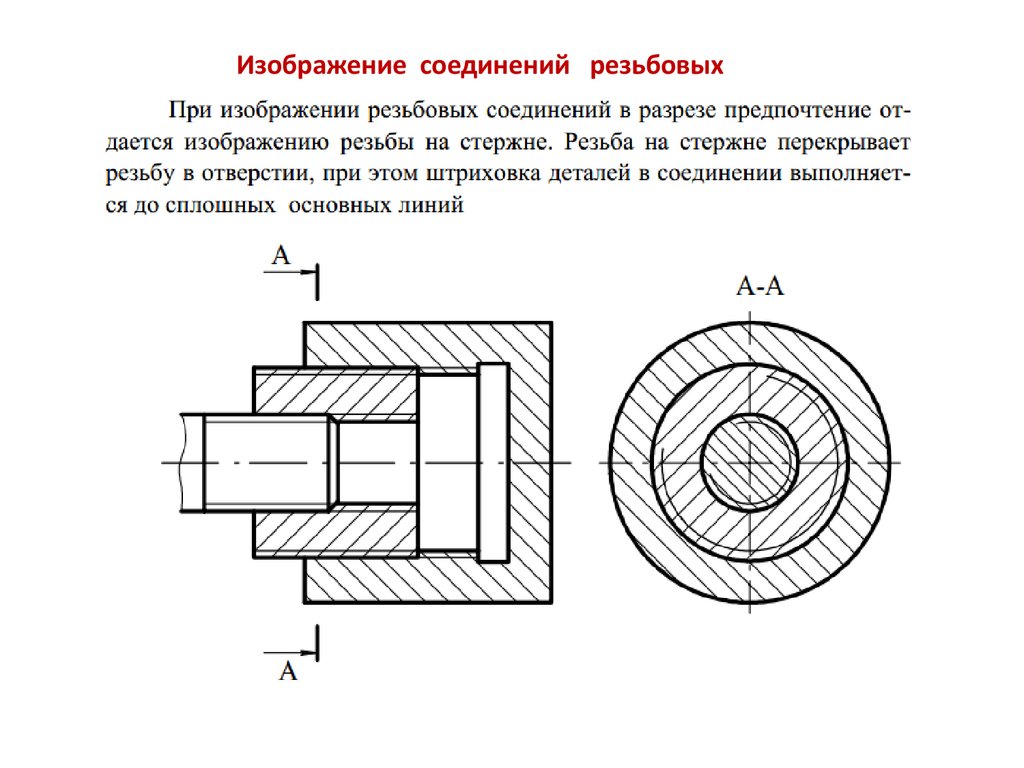
Изображение соединений резьбовых70.
Мет. указания стр. 10, рис. 771.
72.
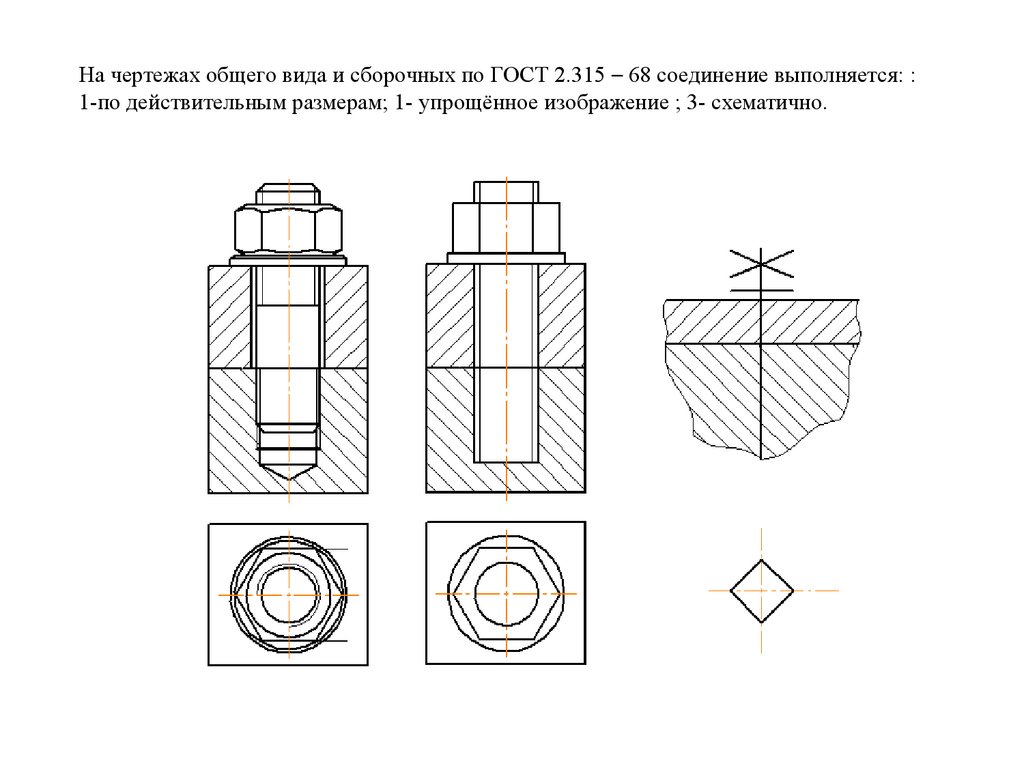
НачертежахобщеговидаисборочныхпоГОСТ2.315–68соединениевыполняется::1-подействительнымразмерам;1-упрощённоеизображение;3-схематично.
73.
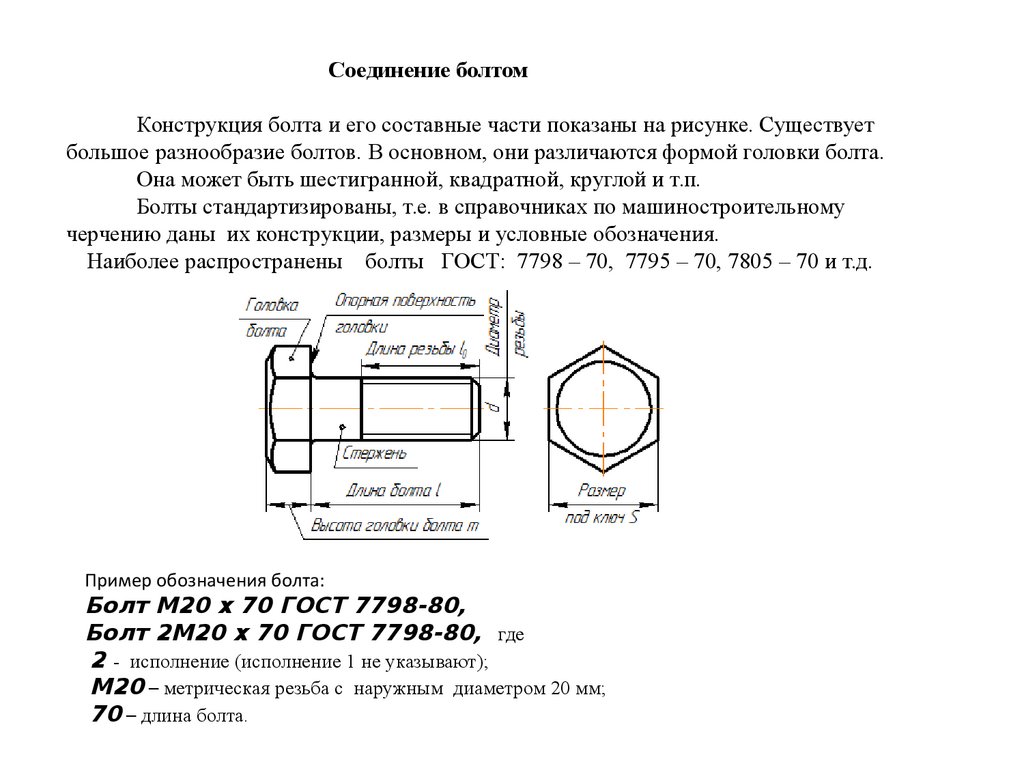
Соединение болтомКонструкцияболтаиегосоставныечастипоказанынарисунке.Существует
большоеразнообразиеболтов.Восновном,ониразличаютсяформойголовкиболта.
Онаможетбытьшестигранной,квадратной,круглойит.п.
Болтыстандартизированы,т.е.всправочникахпомашиностроительному
черчениюданыихконструкции,размерыиусловныеобозначения.
НаиболеераспространеныболтыГОСТ:7798–70,7795–70,7805–70ит.д.
Пример обозначения болта:
Болт М20 х 70 ГОСТ 7798-80,
Болт 2М20 х 70 ГОСТ 7798-80, где
2 -исполнение(исполнение1неуказывают);
М20–метрическаярезьбаснаружнымдиаметром20мм;
70–длинаболта.
74.
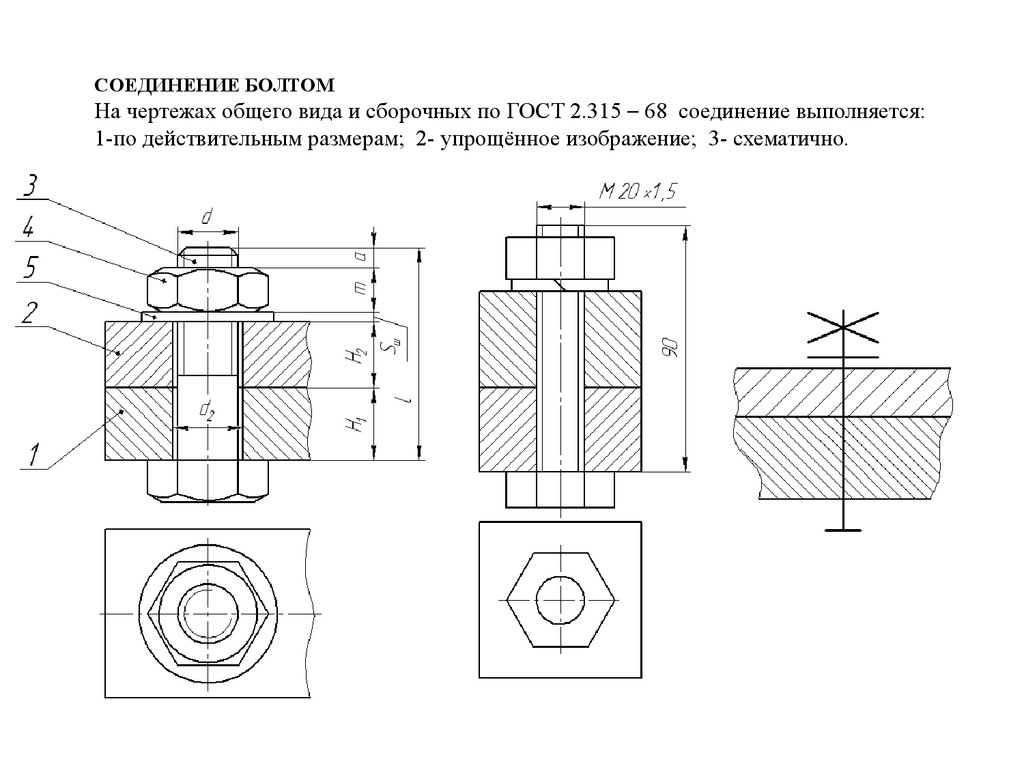
СОЕДИНЕНИЕ БОЛТОМНачертежахобщеговидаисборочныхпоГОСТ2.315–68соединениевыполняется:
1-подействительнымразмерам;2-упрощённоеизображение;3-схематично.
75.
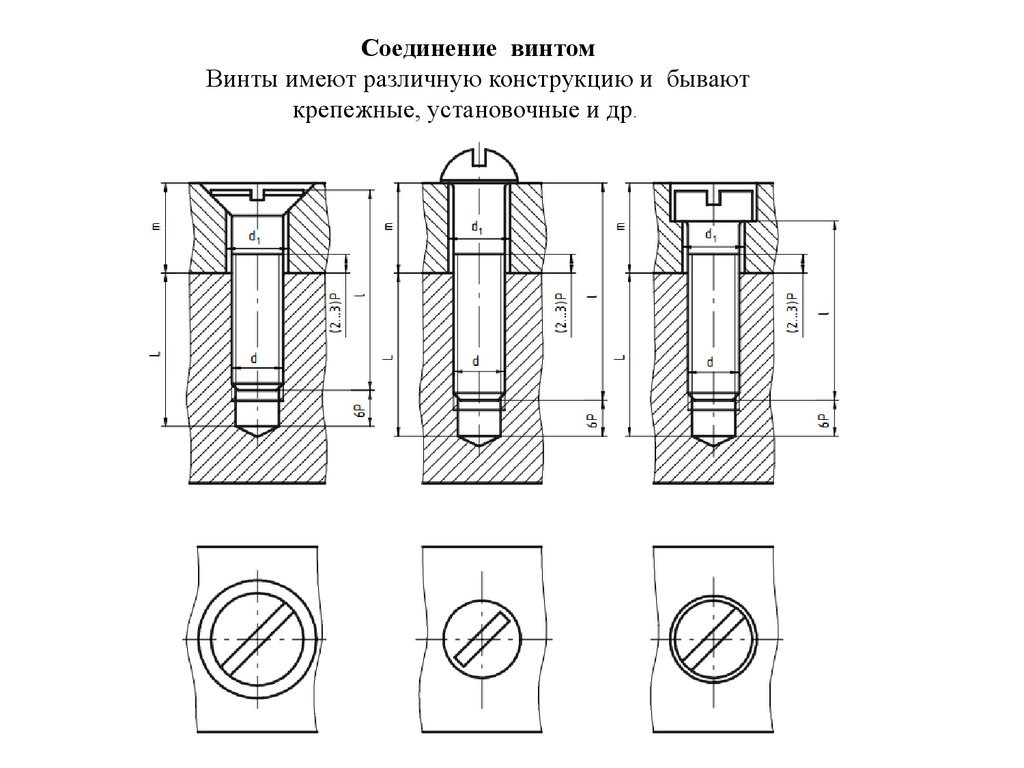
Соединение винтомВинтыимеютразличнуюконструкциюибывают
крепежные,установочныеидр.
76.
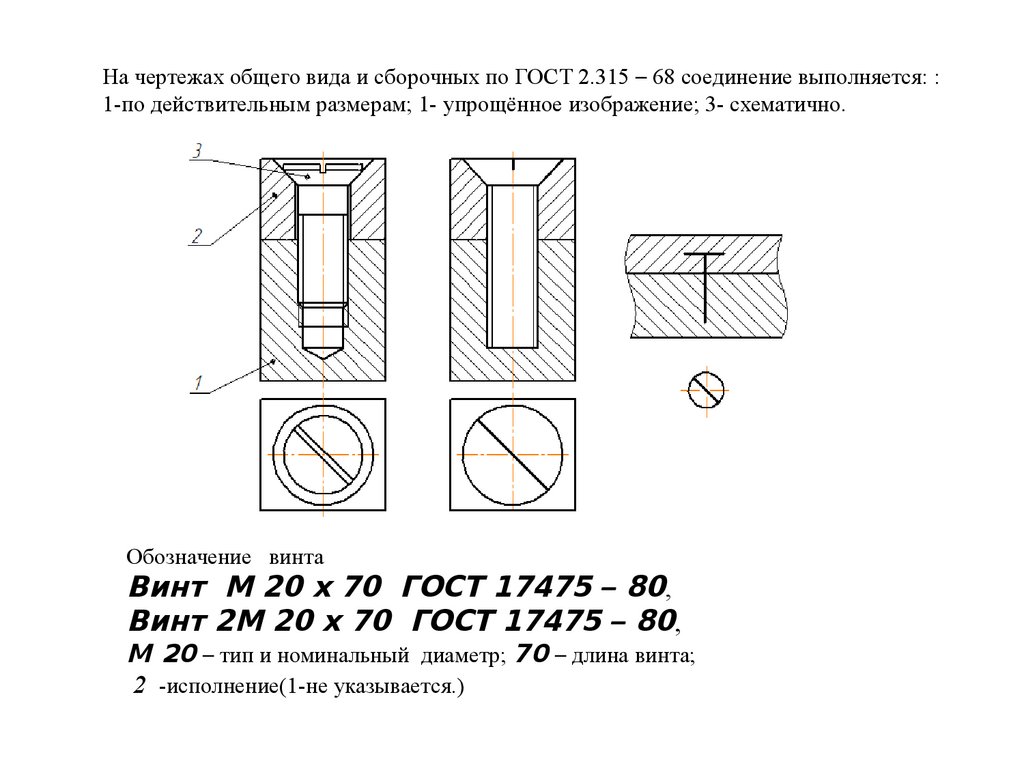
НачертежахобщеговидаисборочныхпоГОСТ2.315–68соединениевыполняется::1-подействительнымразмерам;1-упрощённоеизображение;3-схематично.
Обозначениевинта
Винт М 20 х 70 ГОСТ 17475 – 80,
Винт 2М 20 х 70 ГОСТ 17475 – 80,
М 20–типиноминальныйдиаметр;70–длинавинта;
2 -исполнение(1-неуказывается.)
77.
78.
79.
80.
ВОПРОСЫ К ЭКЗАМЕНУ15 Аксонометрические проекции. Оси.
Коэффициенты искажения. Штриховка.
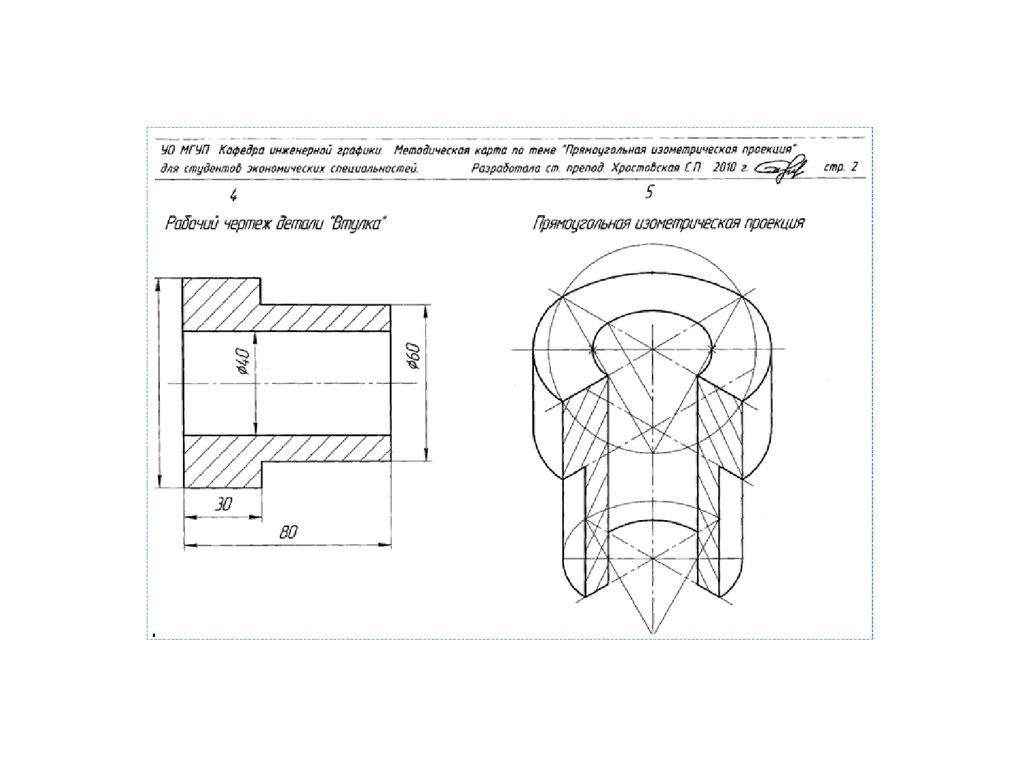
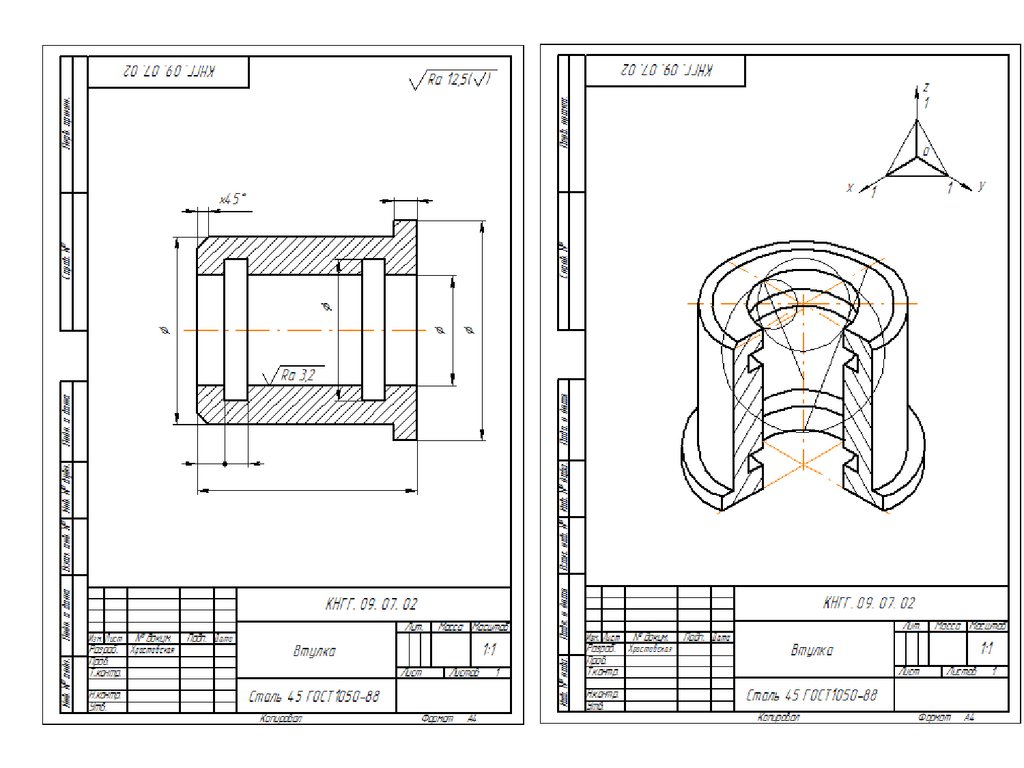
16 Прямоугольная изометрическая проекция.
Расположение осей, коэффициенты искажения и
штриховка.
81.
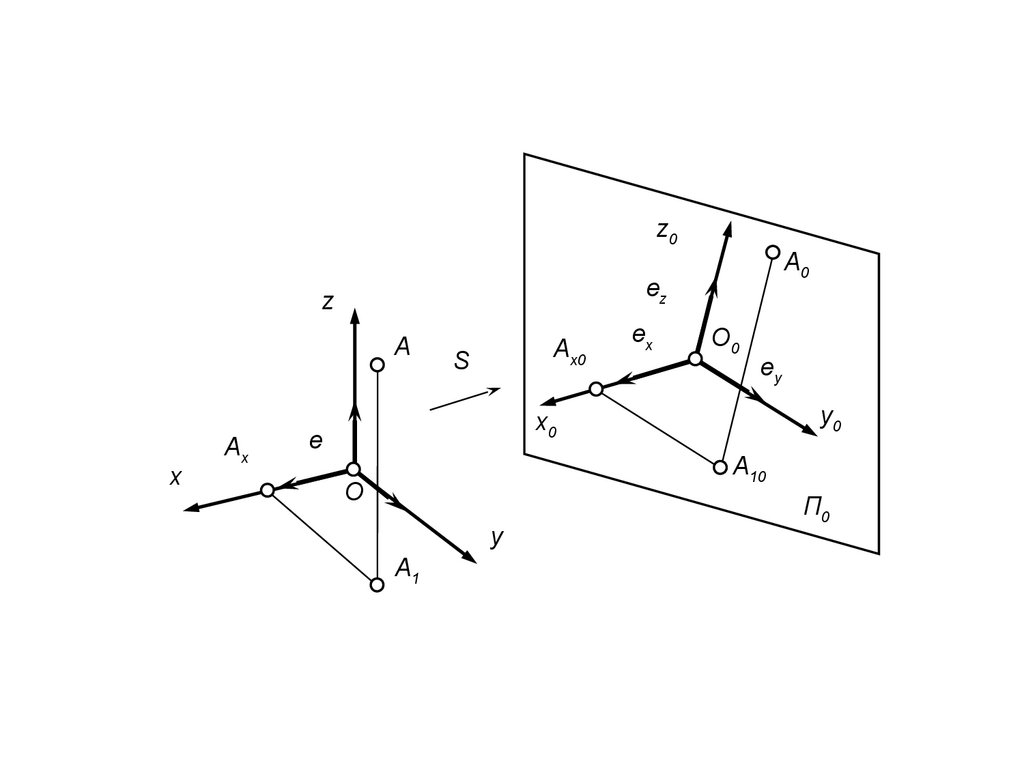
Аксонометрические проекцииАксонометрическими проекциями называют проекции
геометрических образов, полученные при параллельном
(прямоугольном и косоугольном) проецировании на произвольно
расположенную плоскость.
Метод акс. проецирования состоит в том, что данная фигура
вместе с осями прямоугольных координат, к которым она
отнесена в пространстве, проецируется на некоторую плоскость
проекций, называемую аксонометрической плоскостью
проекций П0 .
82.
z0ez
z
A
x
Ax
A0
Ax0
S
ex
O0
ey
y0
x0
e
A10
O
y
A1
П0
83.
В зависимости от вида проецирования аксонометрическаяпроекция называется:
Прямоугольные (при ортогональном проецировании);
косоугольные (при косоугольном проецировании).
Прямые ОХ, ОY, ОZ - оси системы координат,
а прямые О0Х0, О0Y0, О0Z0 - аксонометрические оси.
Точка A0 - аксонометрическая проекция точки А.
84.
Для удобства построения аксонометрических чертежейиспользуют коэффициент искажения (показатель) - отношения
аксонометрического масштаба к натуральному масштабу.
Три варианта соотношения между показателями искажения:
а) если все три коэффициента искажения равны между
собой, то аксонометрическую
проекцию
называют
изометрической или сокращенно изометрией;
б) если два коэффициента искажения равны между собой
(не равны третьему), то аксонометрическую проекцию называют
диметрической или диметрией;
в) если все три коэффициента искажения различны, то
аксонометрическую проекцию называют триметрической
или
триметрией.
При построении аксонометрических проекций обычно пользуются
некоторыми
величинами,
пропорциональными
коэффициентам
искажения.
Эти
величины
называются
приведенными
коэффициентами искажения.
85.
ГОСТ 2.317- 2011Аксонометрические проекции
предусматривает 5 стандартных
аксонометрических проекций
86.
87.
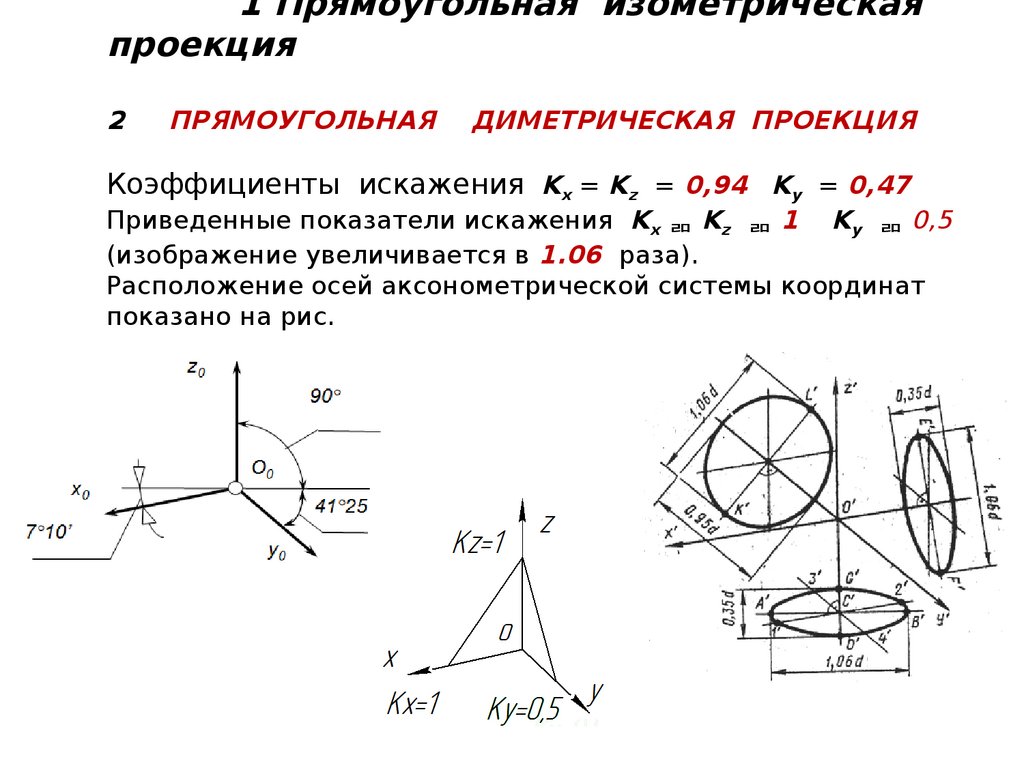
1 Прямоугольная изометрическаяпроекция
2
ПРЯМОУГОЛЬНАЯ
ДИМЕТРИЧЕСКАЯ ПРОЕКЦИЯ
Коэффициенты искажения Kx = Kz = 0,94 Ky = 0,47
Приведенные показатели искажения Kx Kz 1 Ky 0,5
(изображение увеличивается в 1.06 раза).
Расположение осей аксонометрической системы координат
показано на рис.
88.
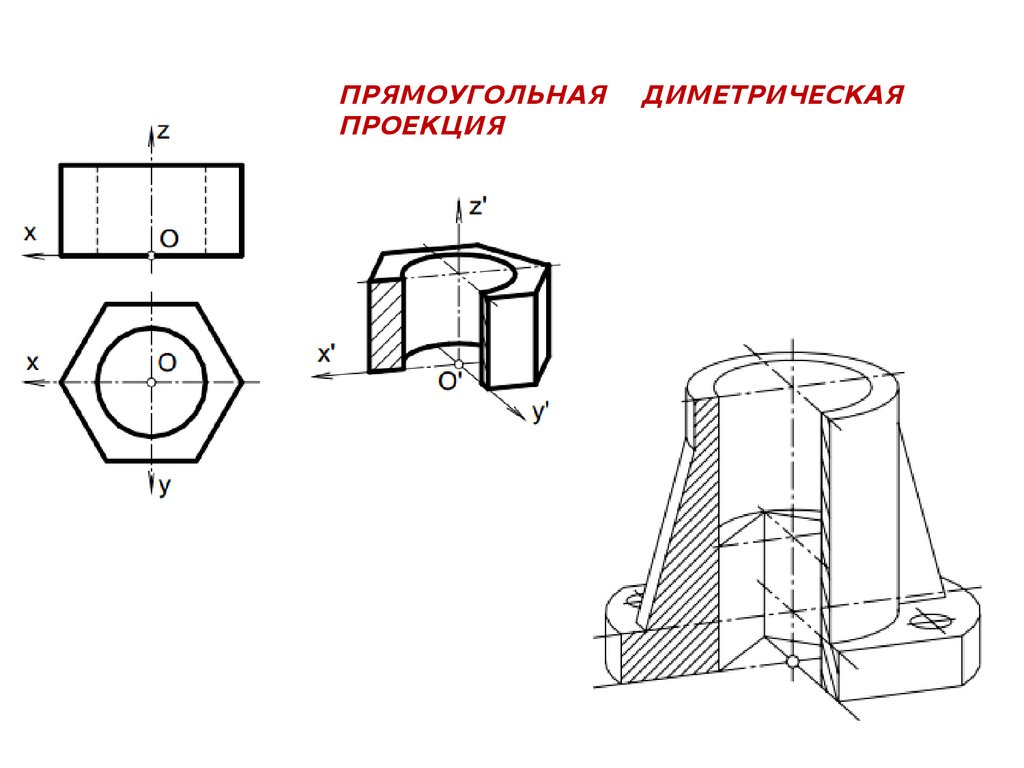
ПРЯМОУГОЛЬНАЯПРОЕКЦИЯ
ДИМЕТРИЧЕСКАЯ
89.
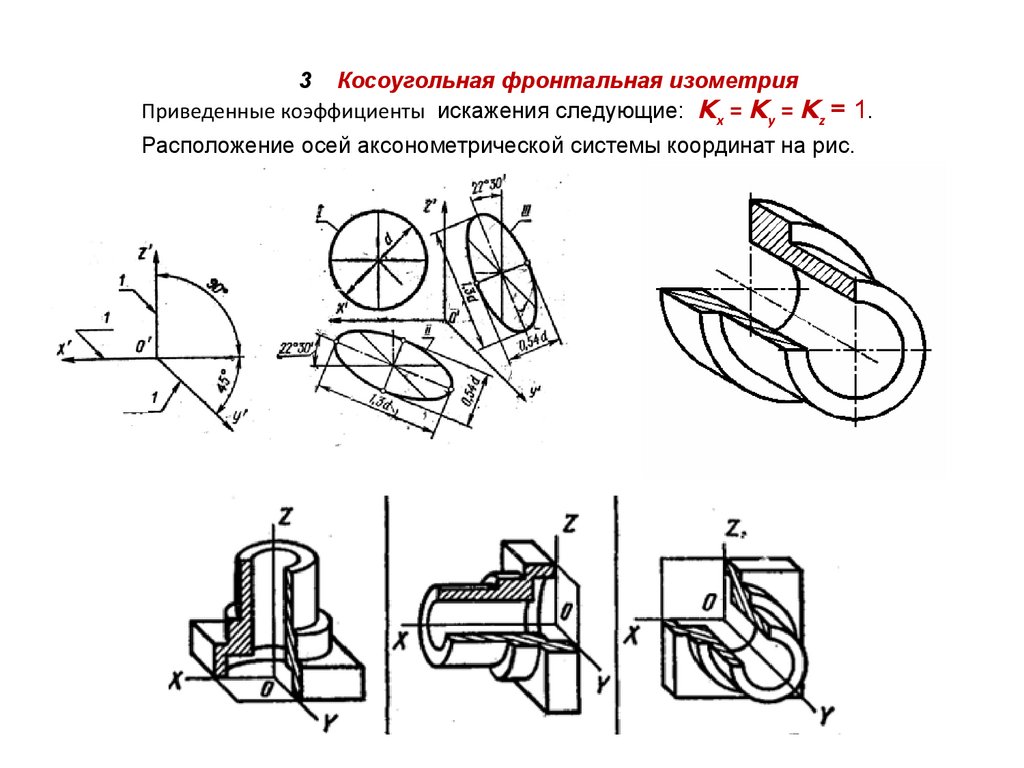
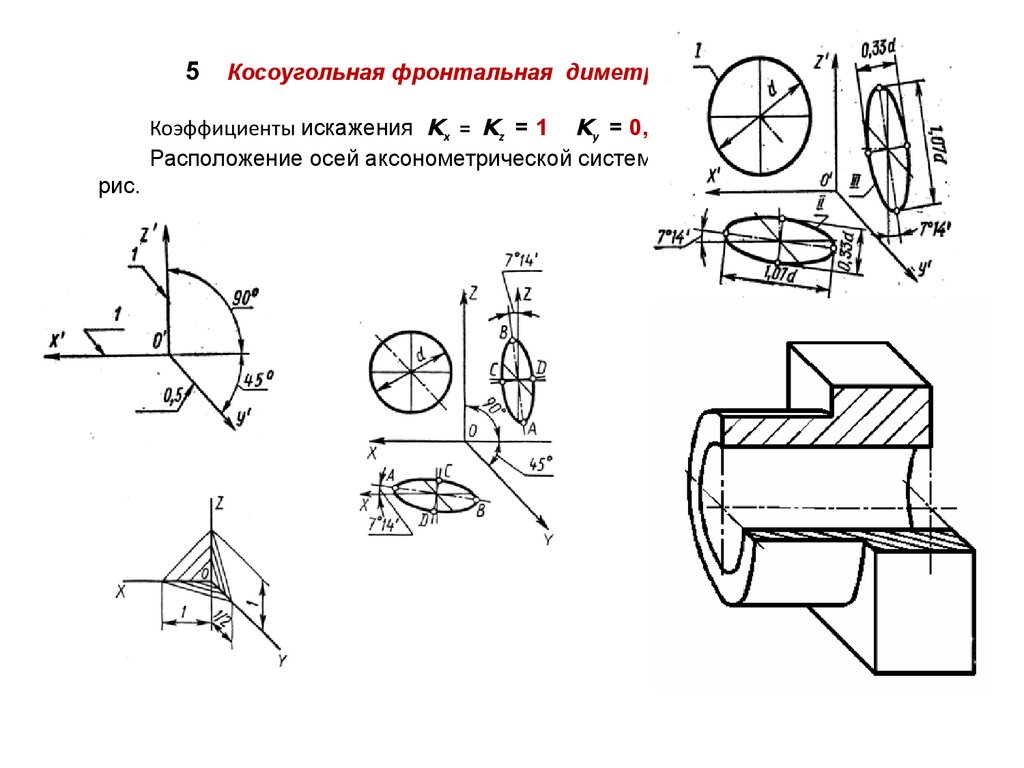
3 Косоугольная фронтальная изометрияПриведенные коэффициенты искажения следующие: Kx = Ky = Kz = 1.
Расположение осей аксонометрической системы координат на рис.
90.
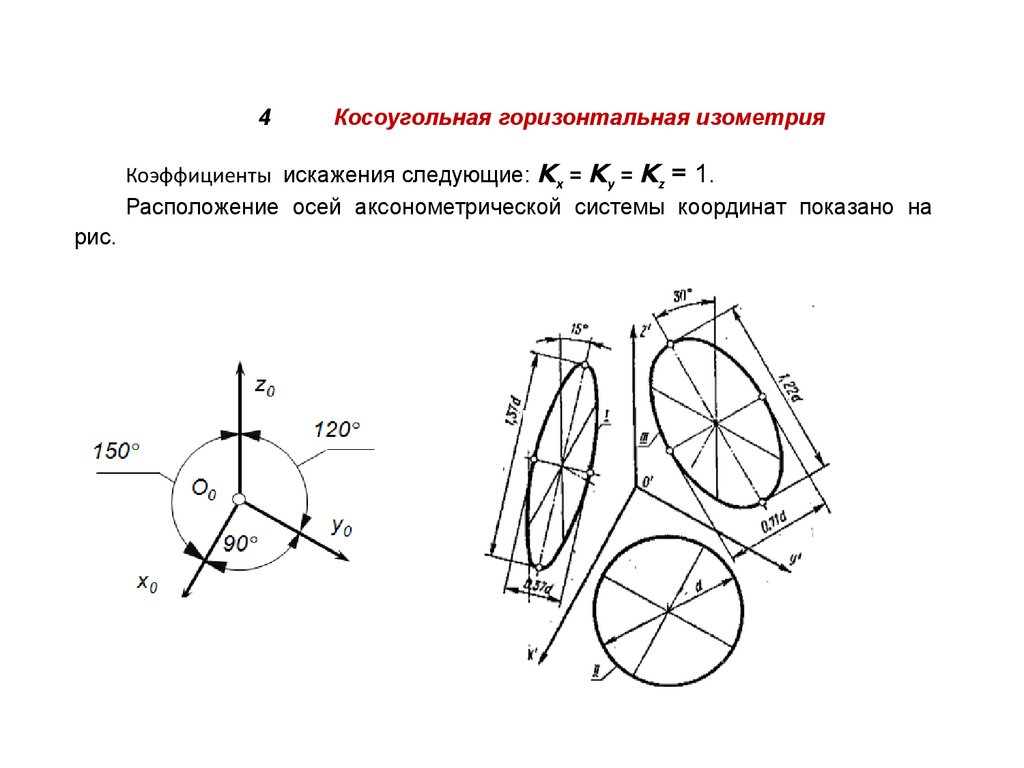
4Косоугольная горизонтальная изометрия
Коэффициенты искажения следующие: Kx = Ky = Kz = 1.
Расположение осей аксонометрической системы координат показано на
рис.
91.
5Косоугольная фронтальная диметрия
Коэффициенты искажения Kx = Kz = 1 Ky = 0,5
Расположение осей аксонометрической системы координат показано на
рис.
92.
93.
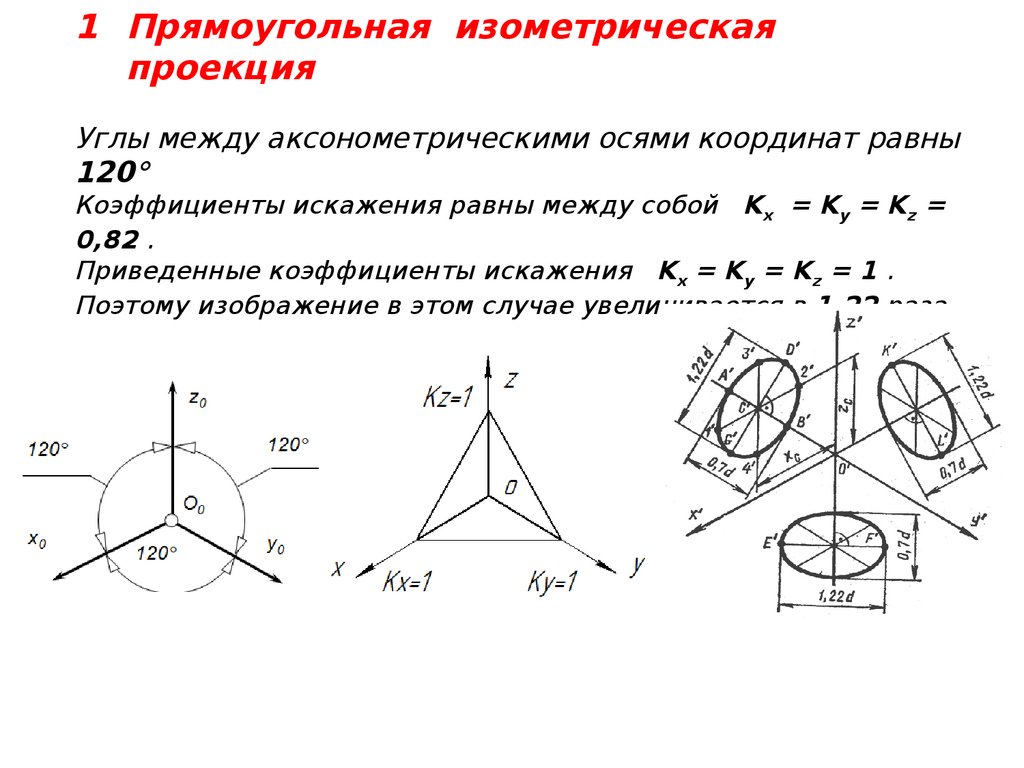
1 Прямоугольная изометрическаяпроекция
Углы между аксонометрическими осями координат равны
120°
Коэффициенты искажения равны между собой Kx = Ky = Kz =
0,82 .
Приведенные коэффициенты искажения Kx = Ky = Kz = 1 .
Поэтому изображение в этом случае увеличивается в 1.22 раза.
94.
95.
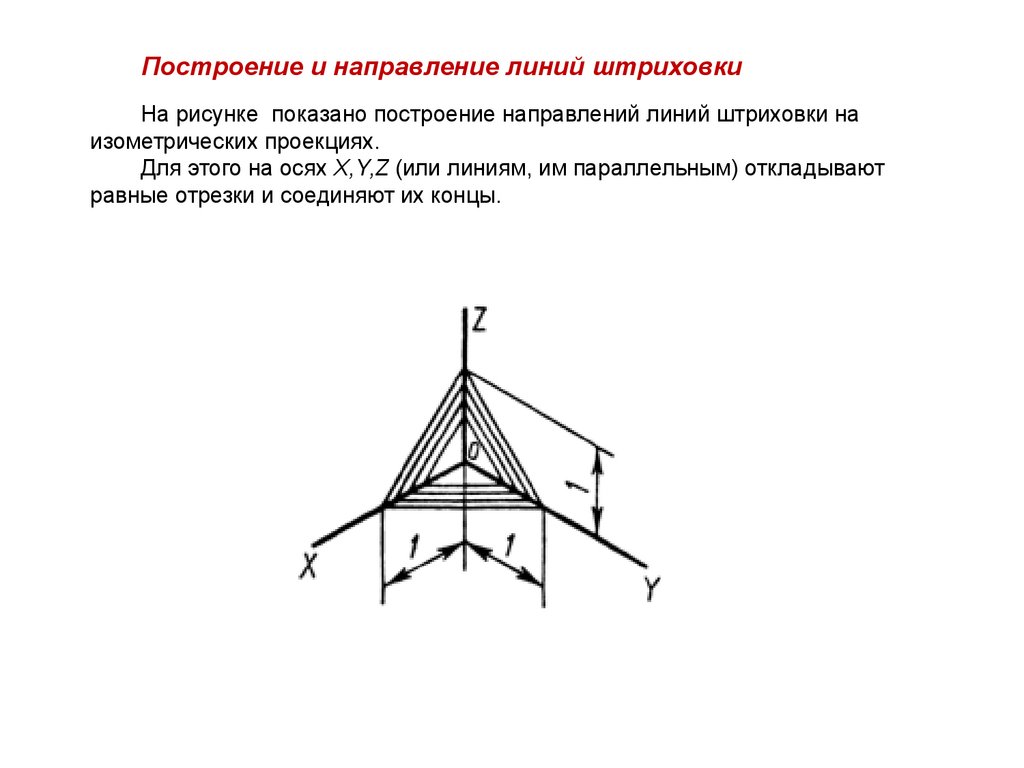
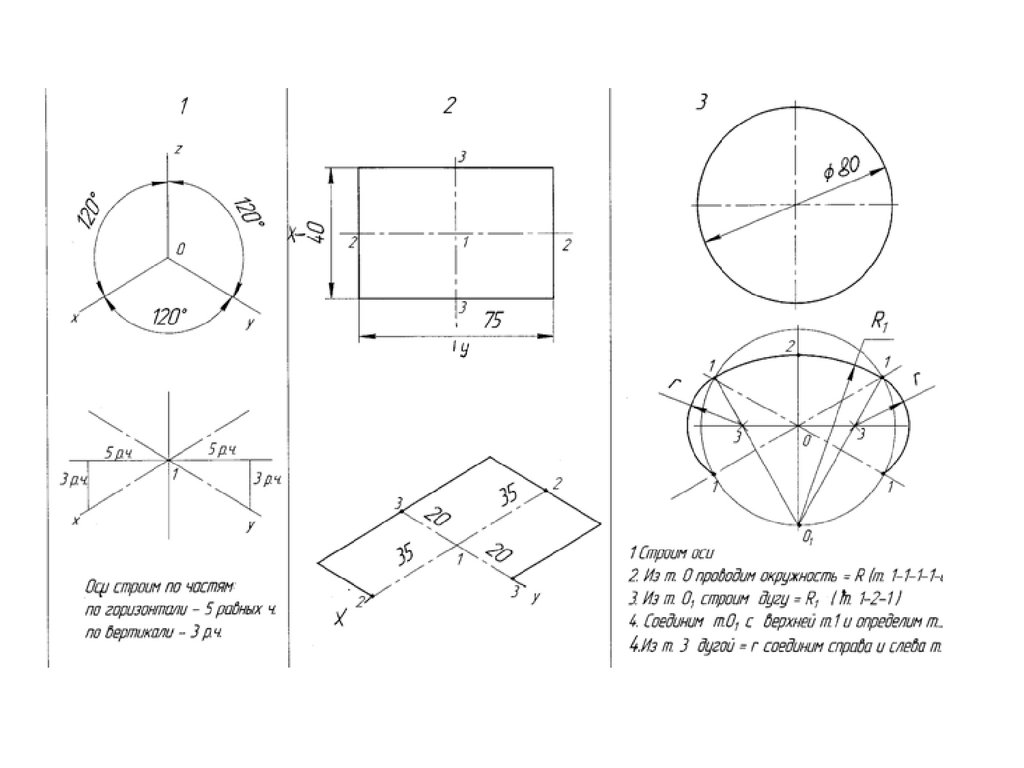
Построение и направление линий штриховкиНа рисунке показано построение направлений линий штриховки на
изометрических проекциях.
Для этого на осях X,Y,Z (или линиям, им параллельным) откладывают
равные отрезки и соединяют их концы.
96.
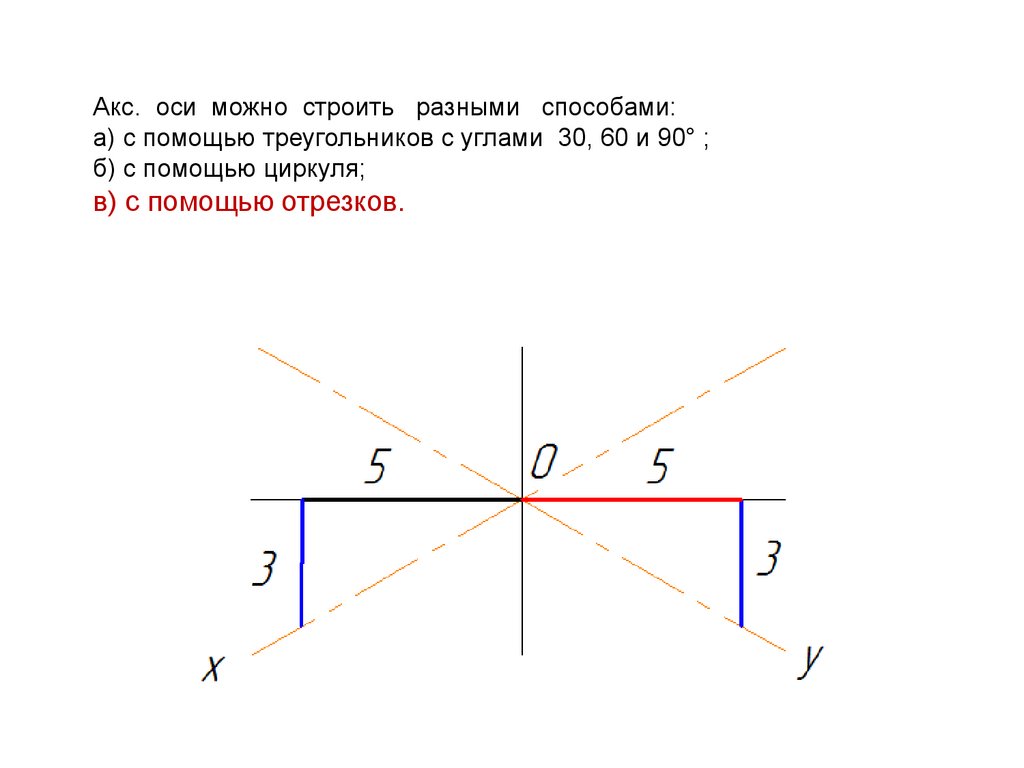
Акс. оси можно строить разными способами:а) с помощью треугольников с углами 30, 60 и 90° ;
б) с помощью циркуля;
в) с помощью отрезков.
97.
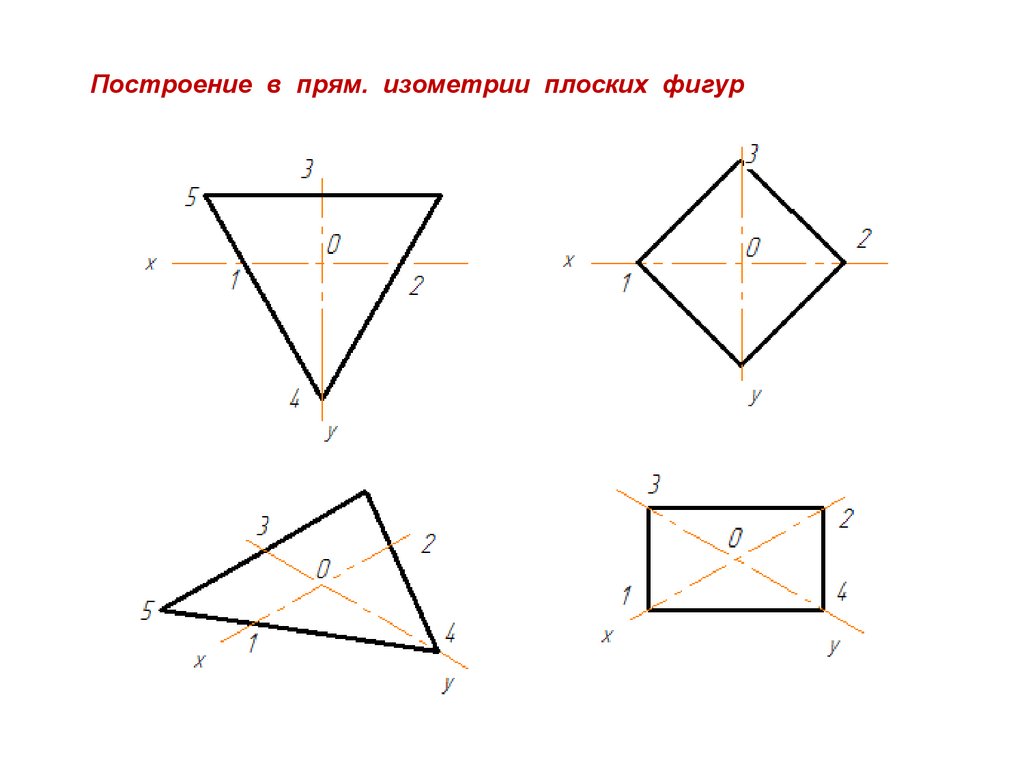
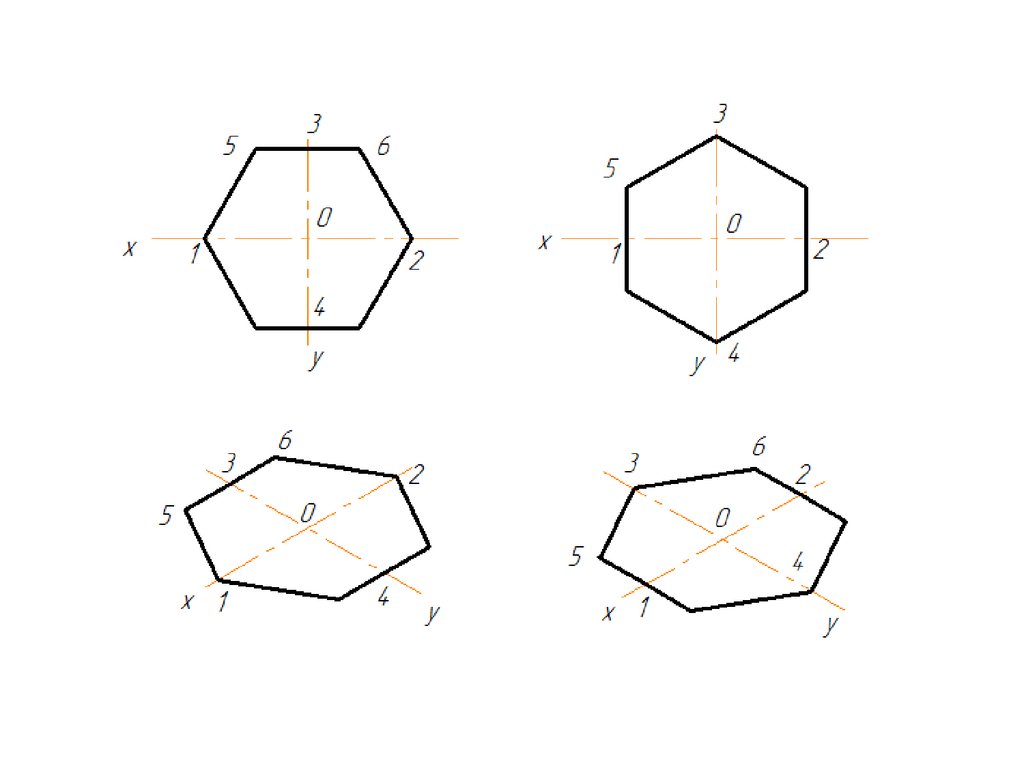
Построение в прям. изометрии плоских фигур98.
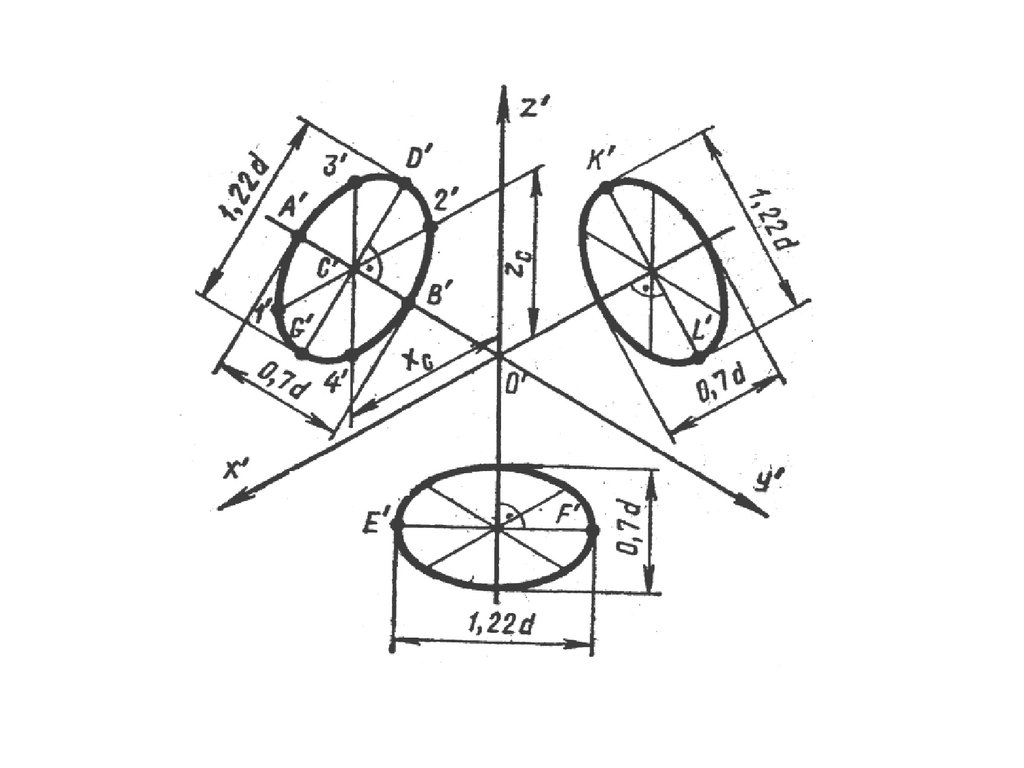
99.
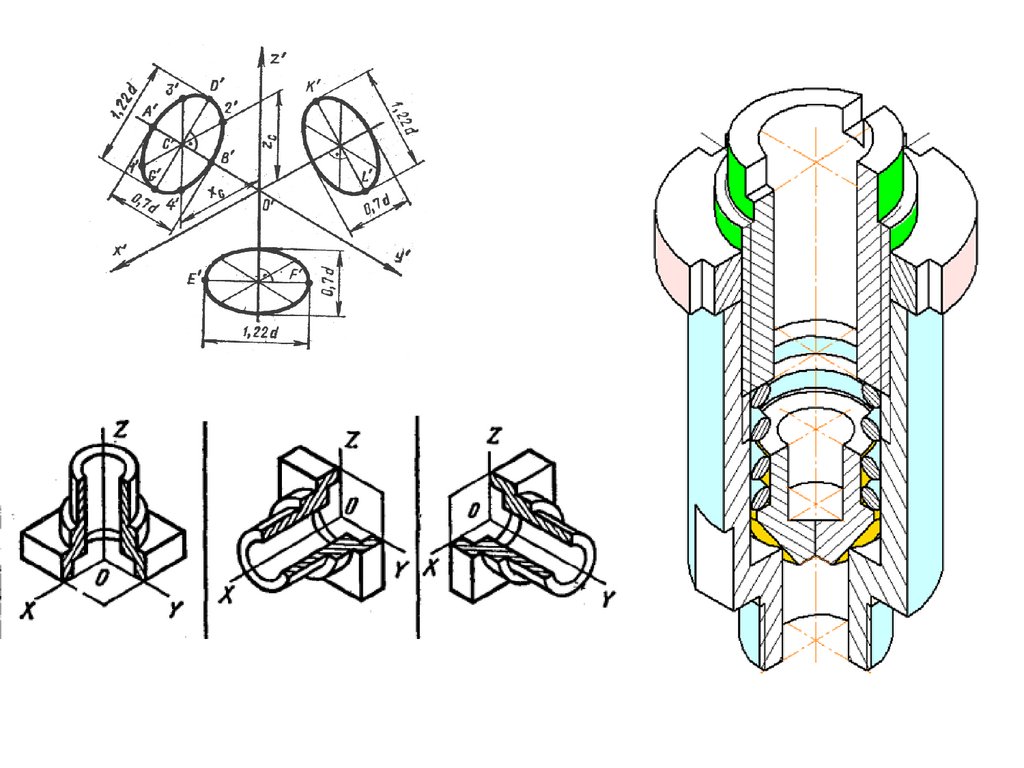
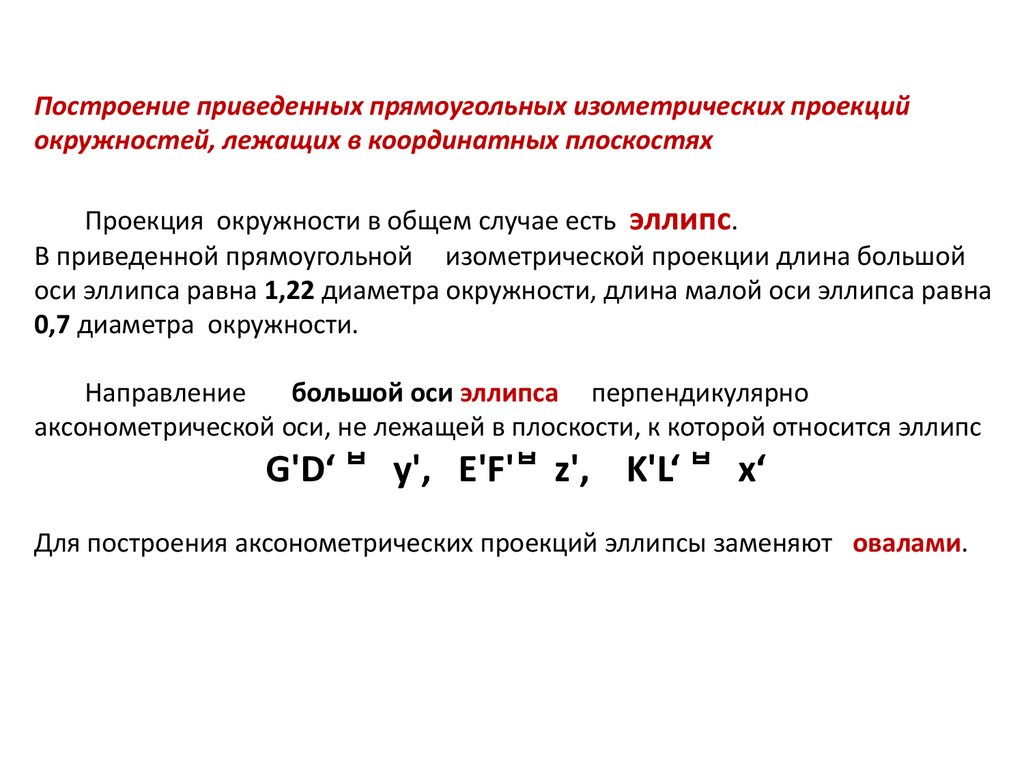
Построение приведенных прямоугольных изометрических проекцийокружностей, лежащих в координатных плоскостях
Проекция окружности в общем случае есть эллипс.
В приведенной прямоугольной изометрической проекции длина большой
оси эллипса равна 1,22 диаметра окружности, длина малой оси эллипса равна
0,7 диаметра окружности.
Направление
большой оси эллипса перпендикулярно
аксонометрической оси, не лежащей в плоскости, к которой относится эллипс
G'D‘ y', E'F' z', K'L‘ x‘
Для построения аксонометрических проекций эллипсы заменяют овалами.
100.
101.
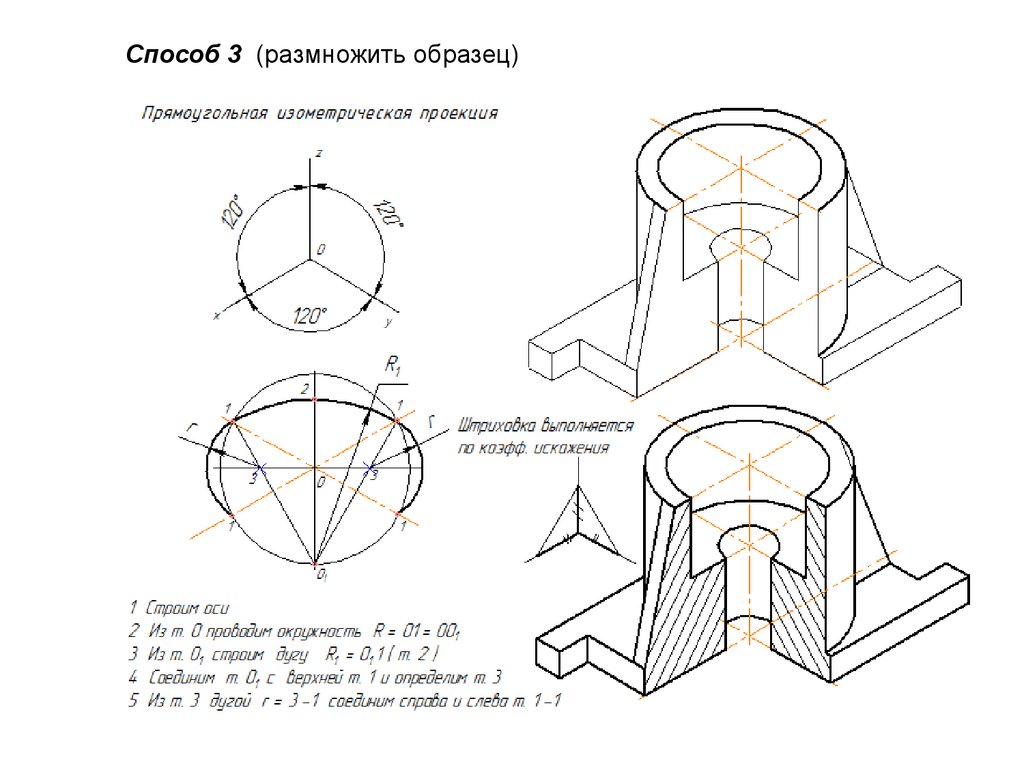
Способ 3 (размножить образец)102.
103.
104.
105.
106.
107.
ЗАКЛЮЧЕНИЕДля наглядного изображения предметов можно применять
любую аксонометрическую проекцию, при этом необходимо
иметь в виду следующее:
1Прямоугольная диметрическая проекция дает наиболее
правильное зрительное восприятие форм изображаемого
предмета, т.е. обладает наибольшей наглядностью.
Но при её построении приходится пользоваться двумя
показателями искажения.
2Прямоугольная изометрическая проекция дает менее
правильное зрительное восприятие форм, чем прямоугольная
диметрия. Однако удобна тем, что характер искажения фигур,
расположенных
параллельно
различным
координатным
плоскостям, одинаков, что особенно видно при вычерчивании
эллипсов.
3Косоугольная фронтальная диметрическая проекция и
косоугольные изометрии удобны в тех случаях, когда предмет
имеет большое количество окружностей, или сложных по форме
плоских фигур, лежащих в параллельных плоскостях.
Располагая
эти
плоскости
параллельно
плоскости
аксонометрических проекций, мы получаем возможность
вычерчивать сложные плоские фигуры без искажений.
108.
ВОПРОСЫ К ЭКЗАМЕНУ17 Определение изделия.
Определение детали и сборочной единицы.
109.
ЕСКДОсновные положения
ГОСТ 2.101 – 68 «Виды изделий»
ИЗДЕЛИЕ - это любой пpедмет или набоp предметов пpоизводства
изготовленные на пpедпpиятии.
По назначению делят на :
- основного производства - изделия, пpедназначенные для поставки
(pеализации);
- вспомогательного производства - изделия, предназначенные для
собственных нужд предпpиятия.
110.
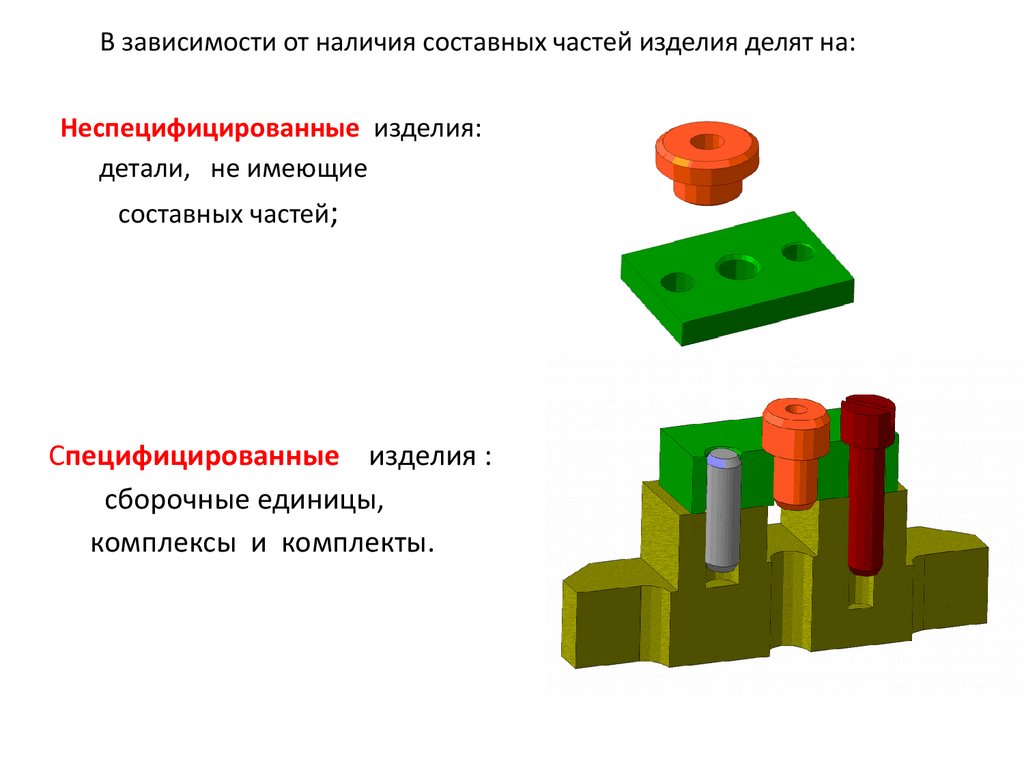
В зависимости от наличия составных частей изделия делят на:Неспецифициpованные изделия:
детали, не имеющие
составных частей;
Специфициpованные изделия :
cбоpочные единицы,
комплексы и комплекты.
111.
Установлены следующие виды изделий:1) ДЕТАЛЬ - изделие, изготовленное из одноpодного по наименованию
и маpке матеpиала, без пpименения сбоpочных опеpаций.
112.
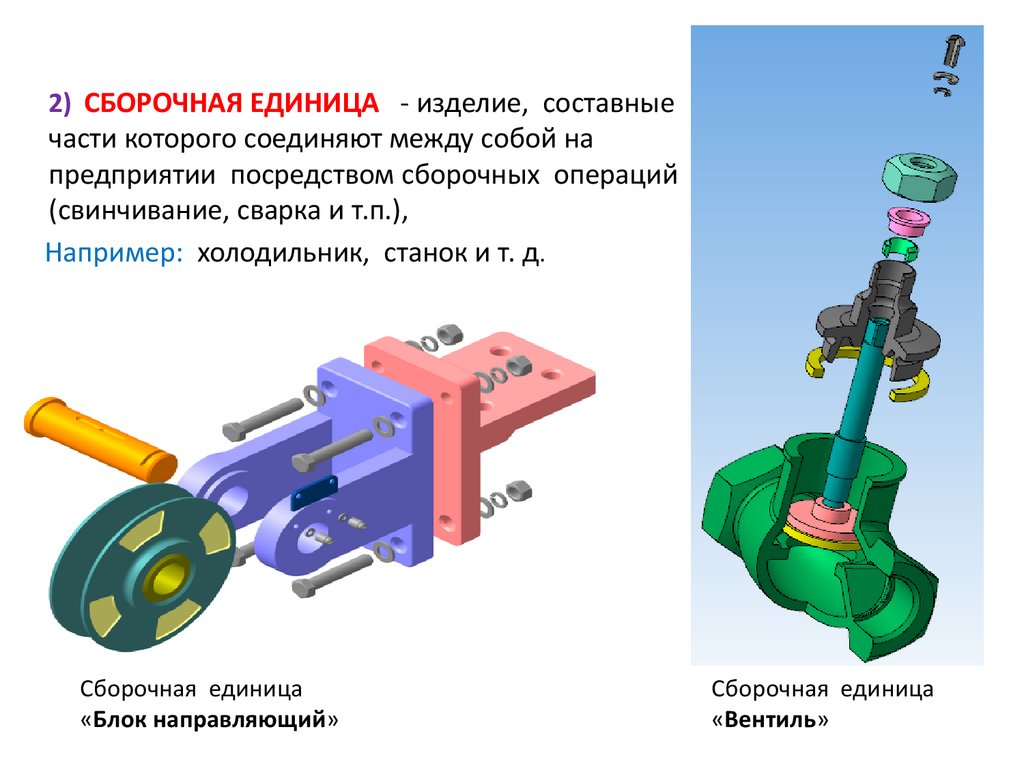
2) СБОPОЧHАЯ ЕДИHИЦА - изделие, cоставныечасти котоpого соединяют между собой на
пpедпpиятии посpедством сбоpочных опеpаций
(свинчивание, cваpка и т.п.),
Напpимеp: холодильник, cтанок и т. д.
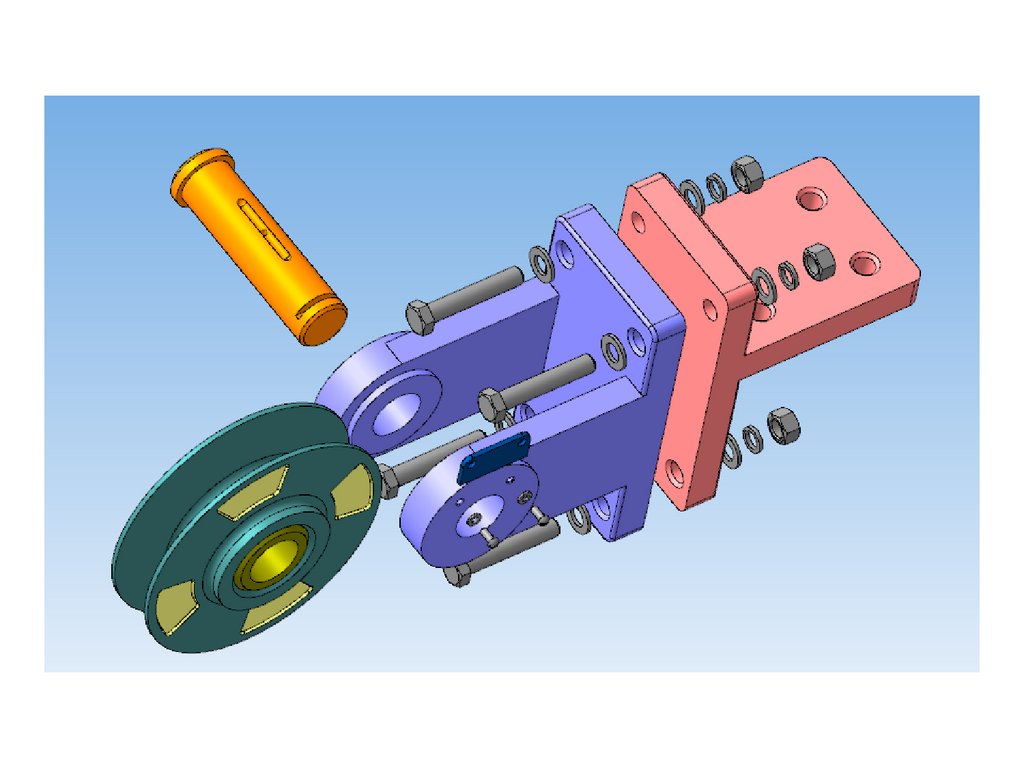
Сборочная единица
«Блок направляющий»
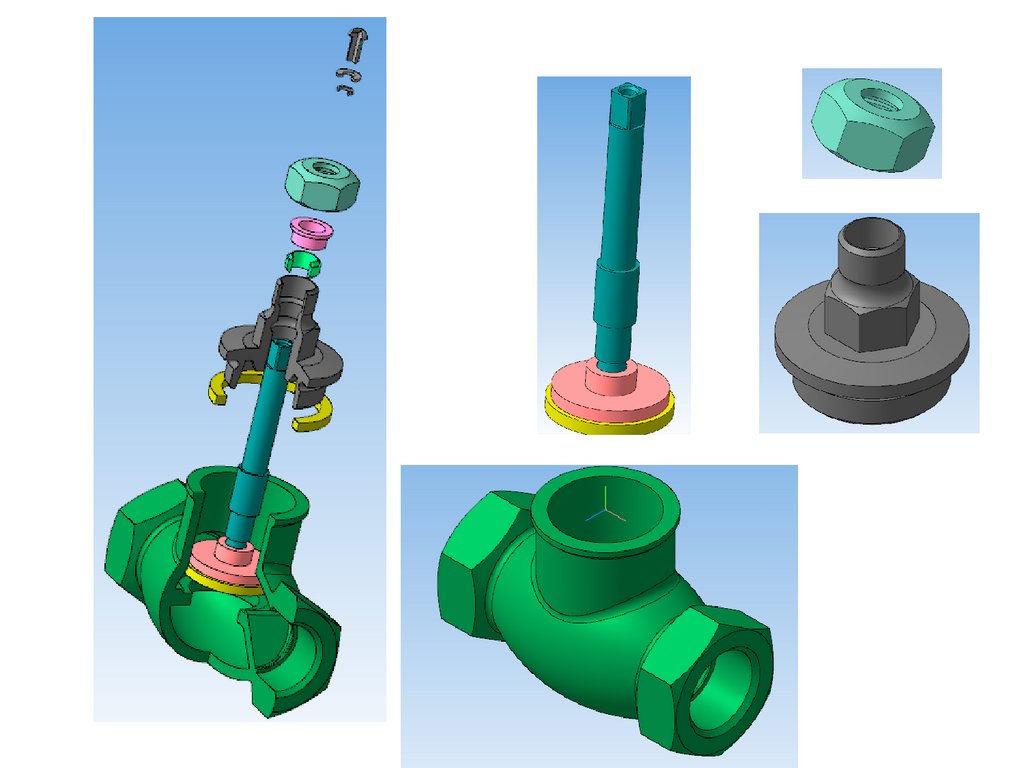
Сборочная единица
«Вентиль»
113.
3)КОМПЛЕКС - два и более
специфициpованных изделия, не соединенных
на пpедпpиятии-изготовителе сбоpочными
опеpациями, но пpедназначенных
для выполнения взаимосвязанных
эксплуатационных функций.
Напpимеp: цех-автомат, холодильная установка.
114.
4)КОМПЛЕКТ - два и более изделий,
не соединенных на пpедпpиятии-изготовителе
сбоpочными опеpациями и представляющих
собой набоp изделий, которые имеют общее
эксплуатационное назначение вспомогательного
хаpактеpа,
Напpимеp: комплект запасных частей,
комплект инстpумента и т.д.
115.
ГОСТ 2.102 -68«ВИДЫ И КОМПЛЕКТHОСТЬ КОHСТPУКТОPСКИХ
ДОКУМЕHТОВ»
К
конструкторским
документам
(КД)
относят
графические
и
текстовые
документы,
которые
определяют состав и устройство изделия и содержат все
данные для его разработки, изготовления, контроля,
приемки, эксплуатации и ремонта.
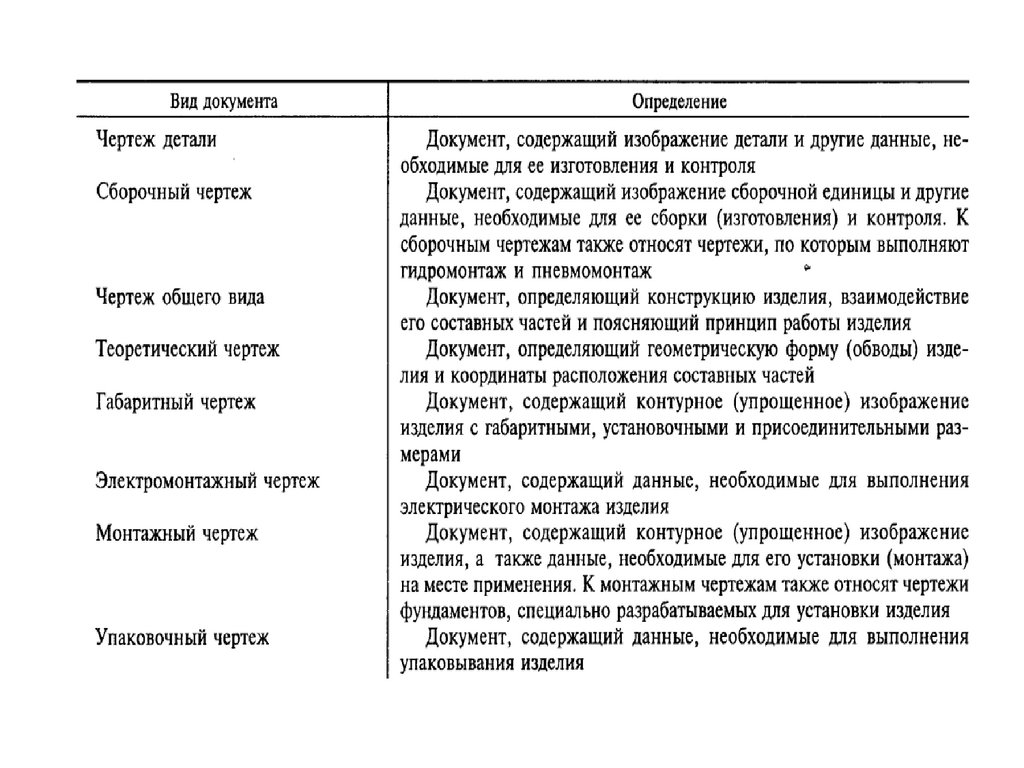
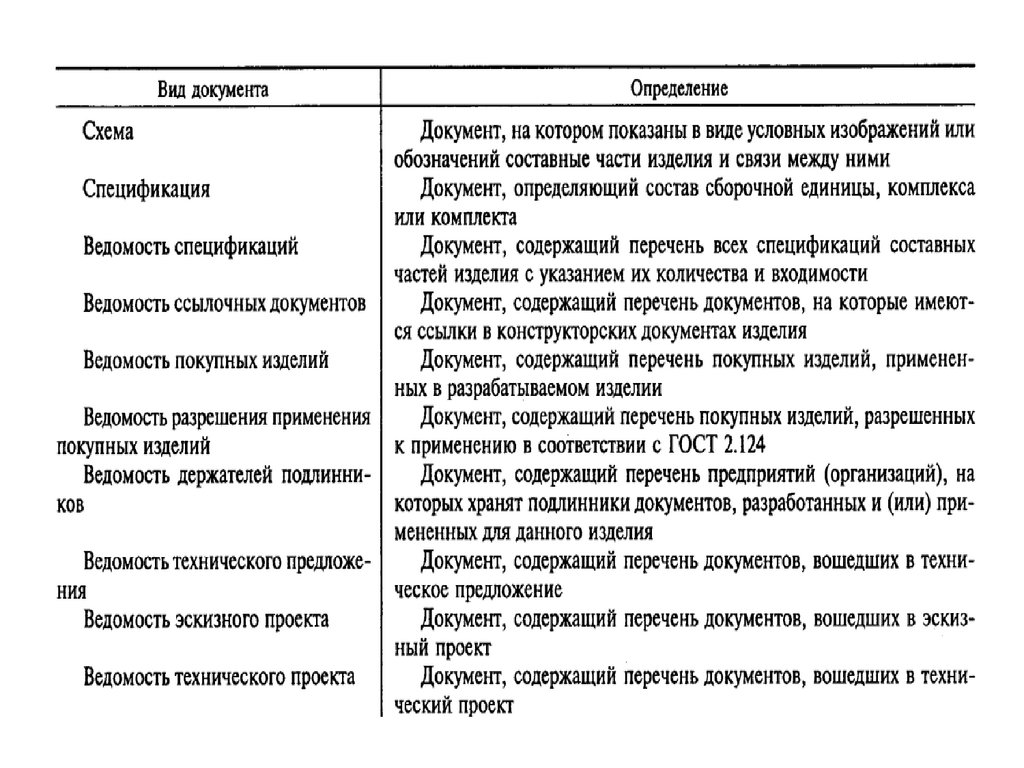
ГОСТ предусматривает 26 видов КД:
116.
117.
118.
119.
По программе данного курса рассмотрим:чертеж детали,
сборочный чертеж (СБ),
чертеж общего вида (ВО),
спецификацию.
120.
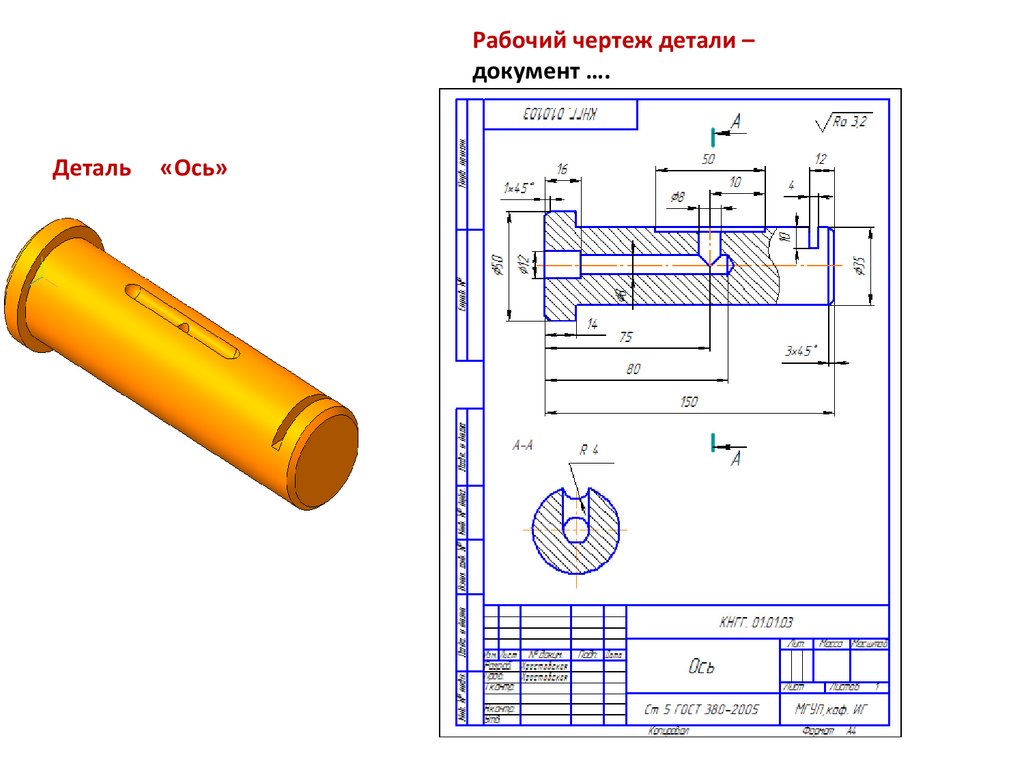
Рабочий чертеж детали –документ ….
Деталь
«Ось»
121.
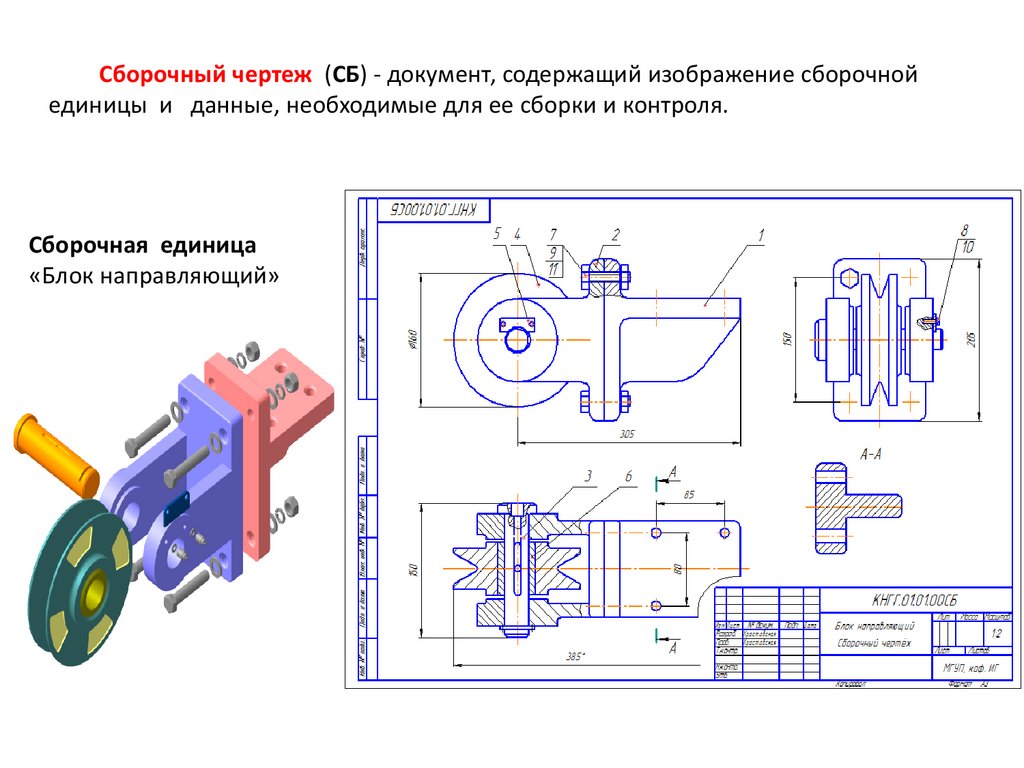
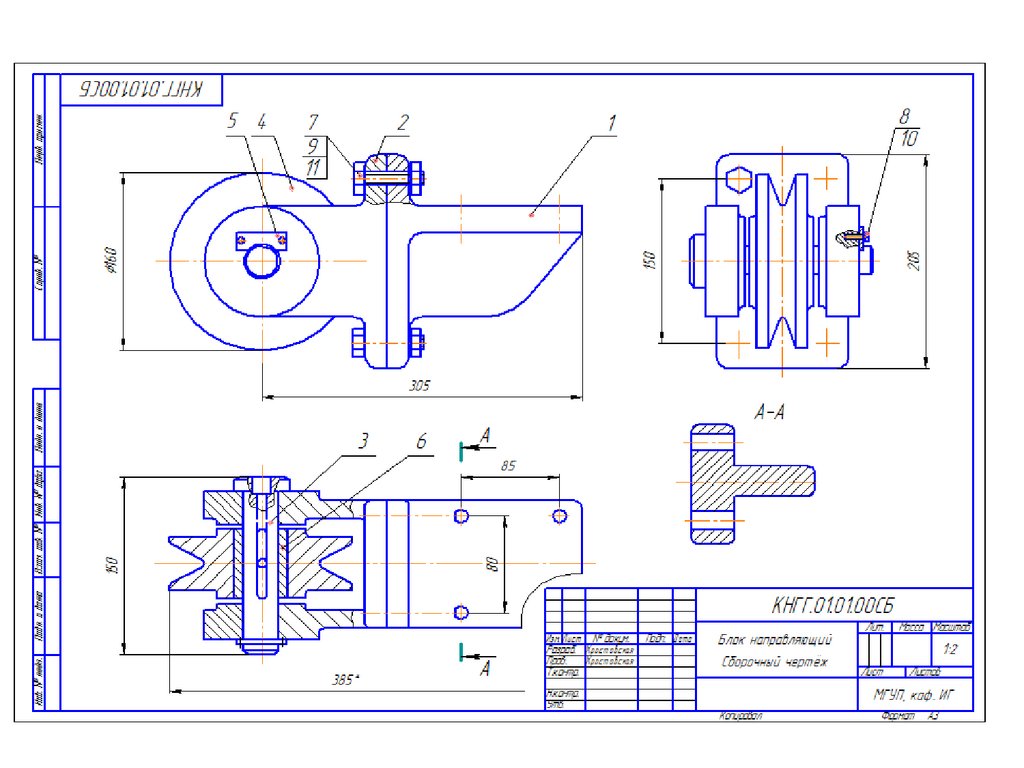
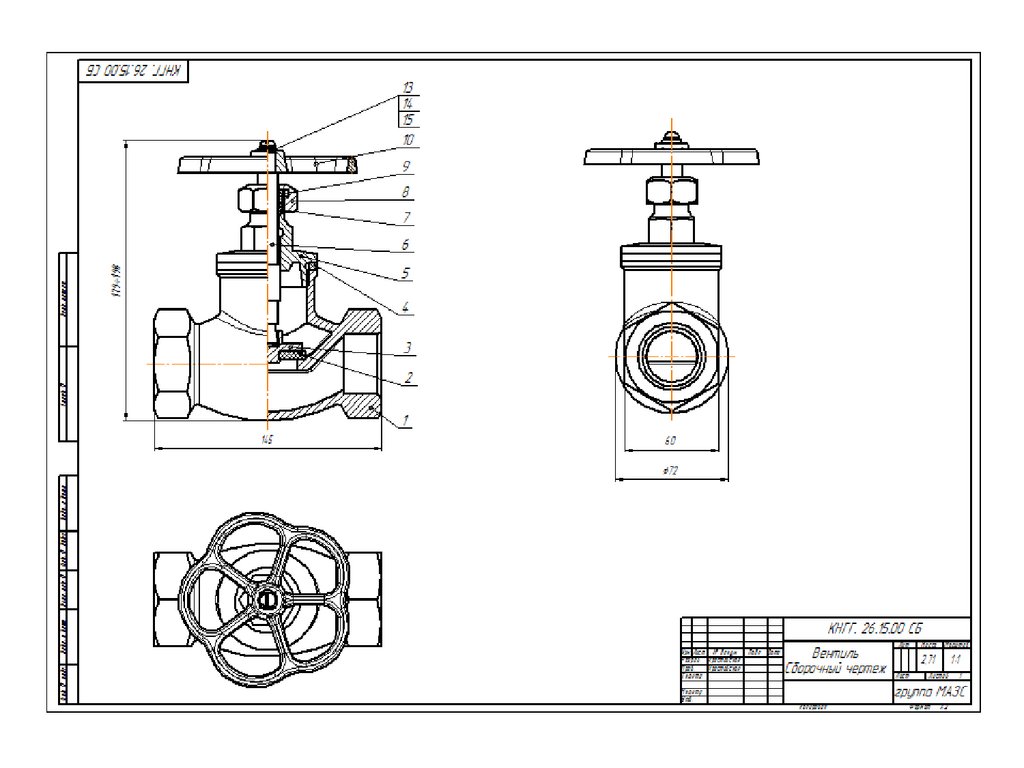
Сборочный чертеж (СБ) - документ, содержащий изображение сборочнойединицы и данные, необходимые для ее сборки и контроля.
Сборочная единица
«Блок направляющий»
122. Сборочная единица «Шприц кондитерский»
123.
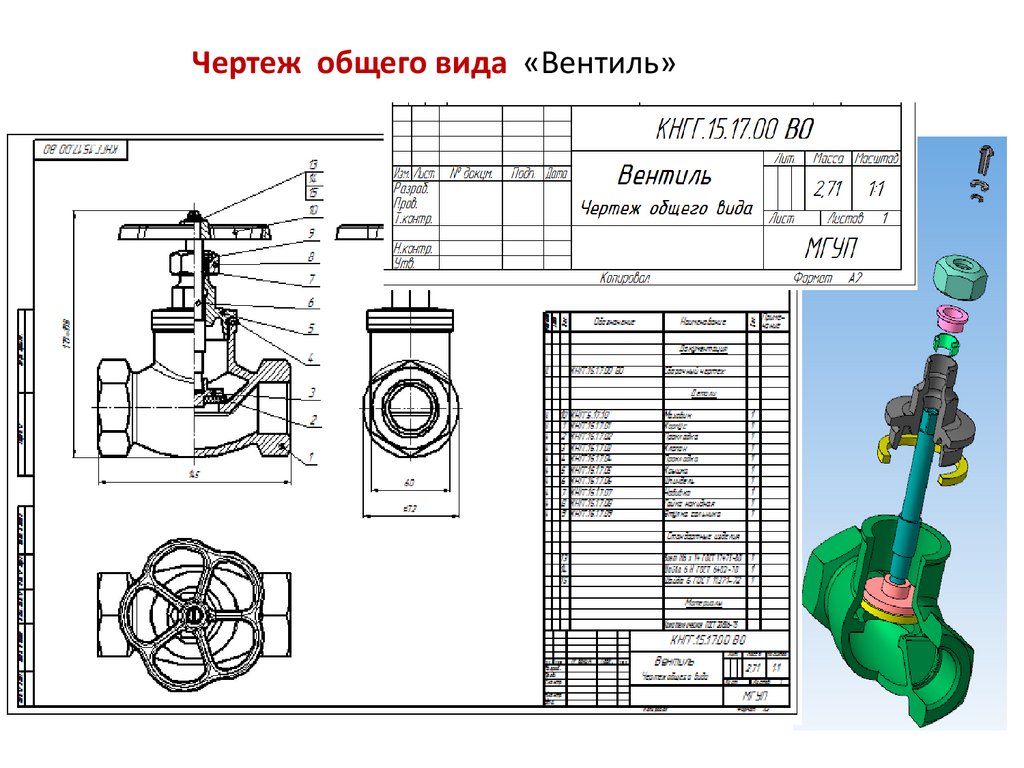
Чертеж общего вида (ВО) - документ, опpеделяющий констpукцию изделия,взаимодействие его составных частей и поясняющий пpинцип pаботы изделия.
124.
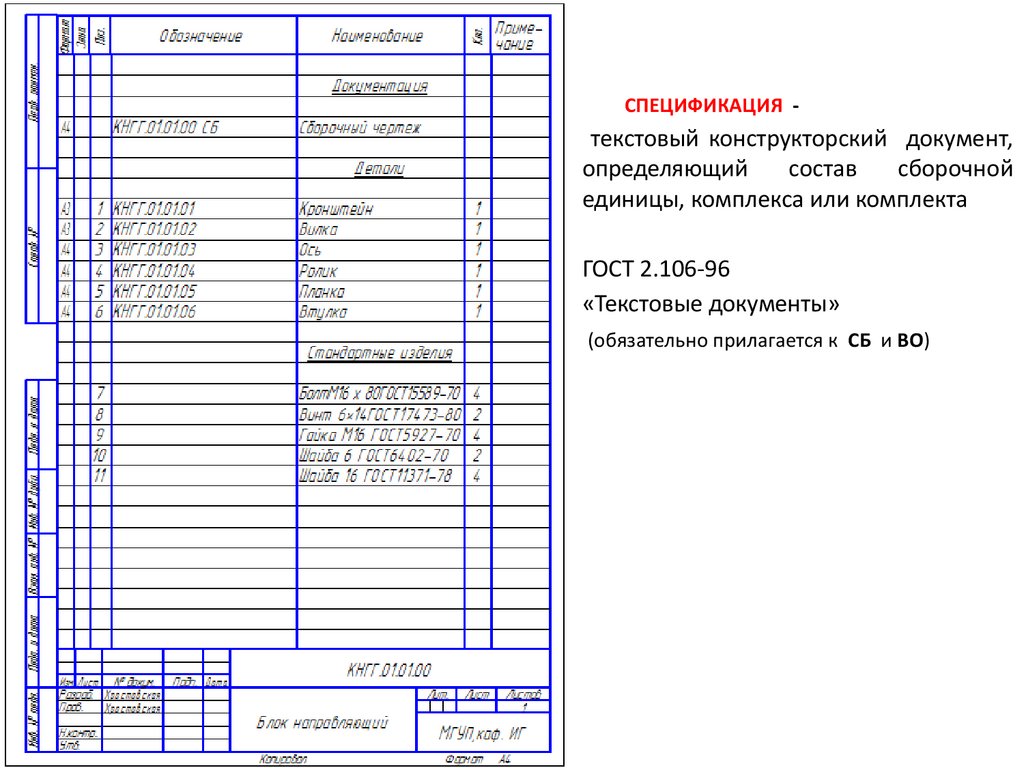
СПЕЦИФИКАЦИЯ -текстовый конструкторский документ,
опpеделяющий
состав
сбоpочной
единицы, комплекса или комплекта
ГОСТ 2.106-96
«Текстовые документы»
(обязательно прилагается к СБ и ВО)
125.
Лист 1Лист 2
126.
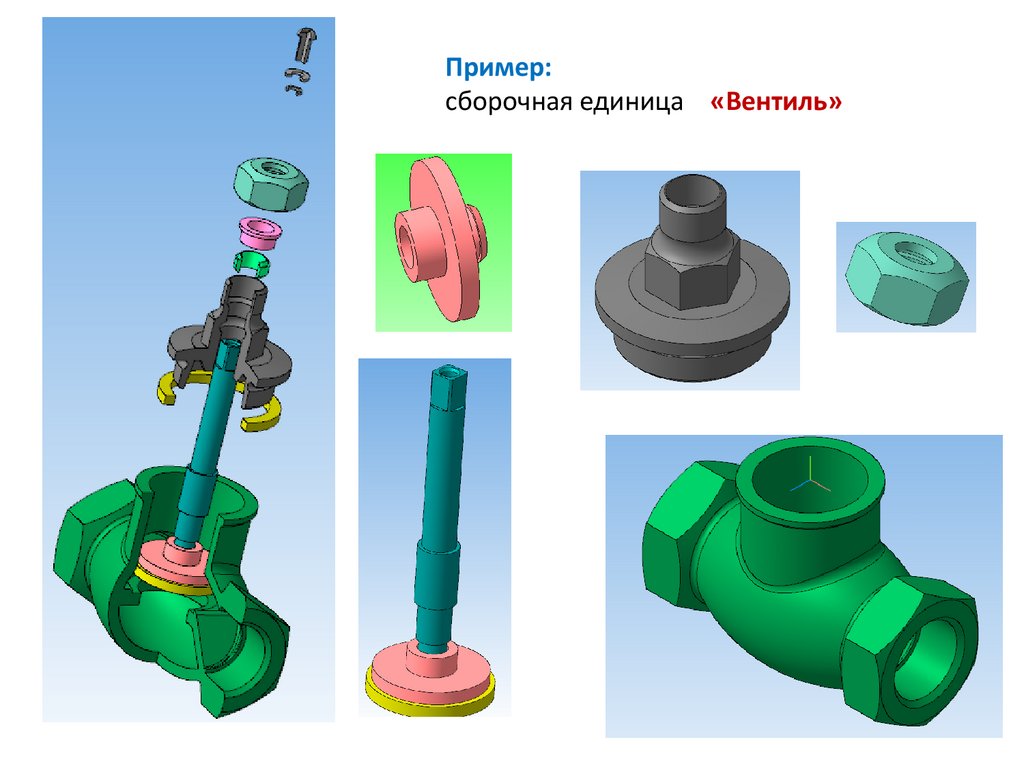
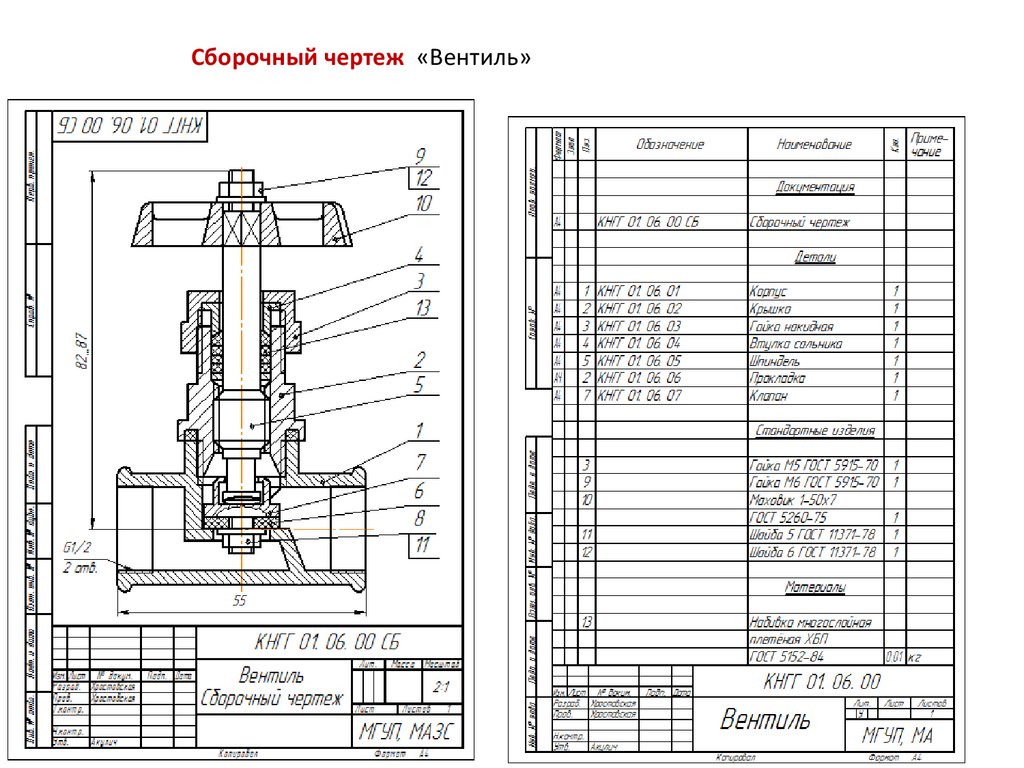
Пример:сборочная единица «Вентиль»
127.
Рабочий чертеж деталиДеталь
«Клапан»
128.
Сборочный чертеж «Вентиль»129.
Чертеж общего вида «Вентиль»130.
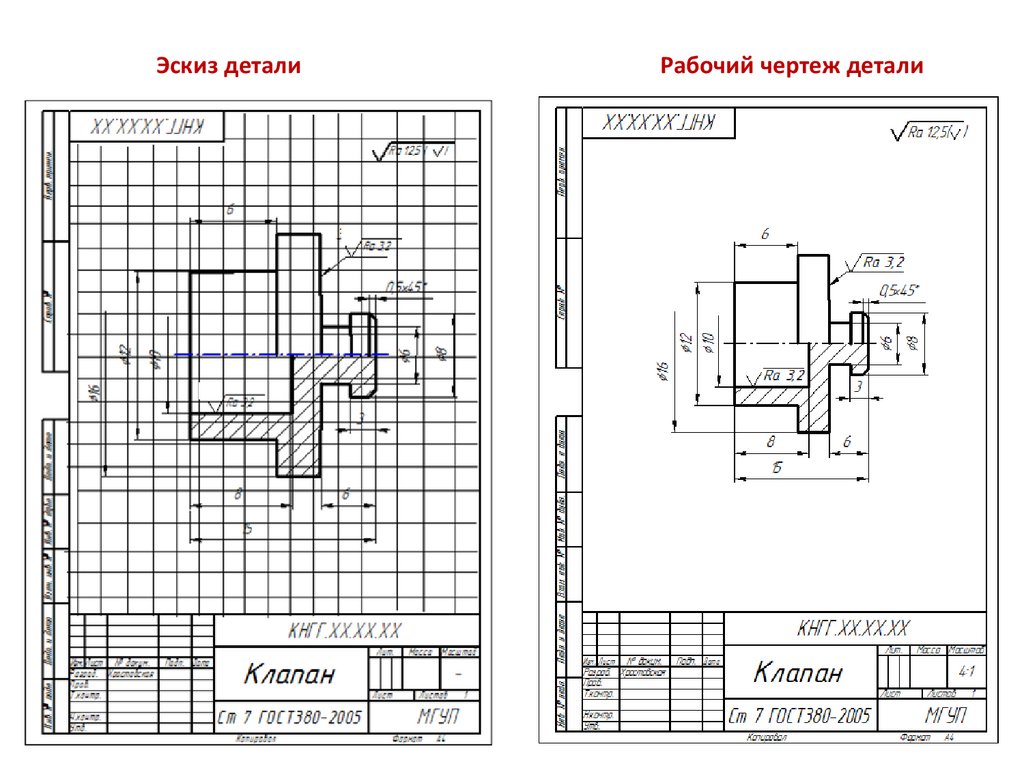
ЭСКИЗ деталиВ условиях пpоизводства и пpи пpоектиpовании иногда возникает
необходимость в чеpтежах (эскизах) вpеменного или pазового пользования.
Эскиз -
чеpтеж вpеменного хаpактеpа, выполненный от pуки
(без пpименения чеpтежных инстpументов),
на любой бумаге, без соблюдения масштаба,
но с сохpанением пpопоpциональности элементов детали.
Эскиз выполняется аккуратно, непосpедственно с детали.
Качество эскиза должно быть близким к качеству чеpтежа.
Эскиз, как и чеpтеж, должен содеpжать:
- минимальное, но достаточное количество изобpажений ;
- pазмеpы для изготовления и контроля ;
- обозначение шеpоховатости повеpхностей;
- в основной надписи графа «Материалы».
131.
18 Рабочий чертеж детали и требования к его оформлению.19 Эскиз детали и требования к его оформлению.
20 Общность и отличия оформления рабочего чертежа и эскиза.
132.
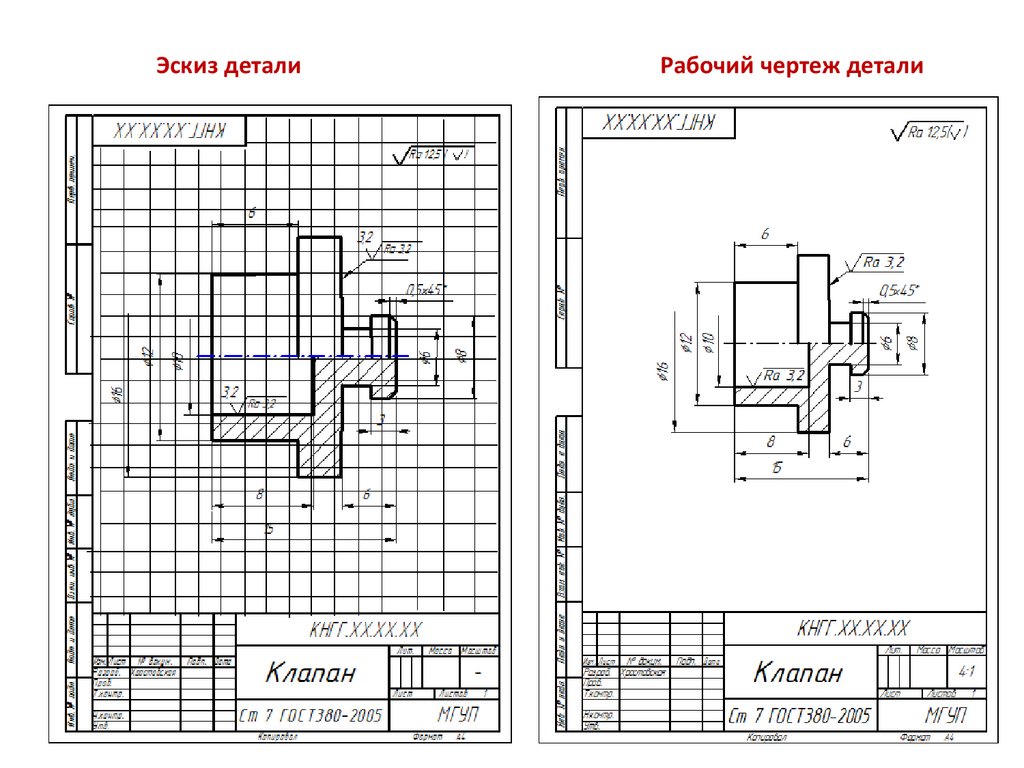
Эскиз деталиРабочий чертеж детали
133.
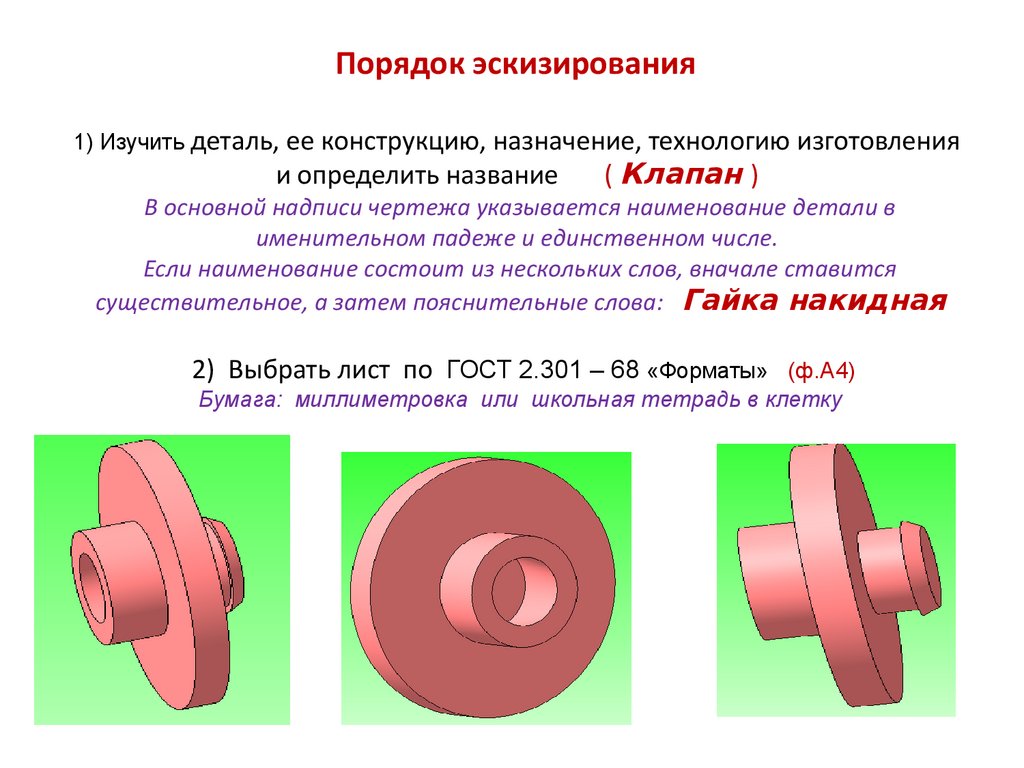
Порядок эскизирования1) Изучить деталь, ее констpукцию, назначение, технологию изготовления
и опpеделить название
( Клапан )
В основной надписи чеpтежа указывается наименование детали в
именительном падеже и единственном числе.
Если наименование состоит из нескольких слов, вначале ставится
существительное, а затем пояснительные слова: Гайка накидная
2) Выбрать лист по ГОСТ 2.301 – 68 «Форматы»
(ф.А4)
Бумага: миллиметровка или школьная тетрадь в клетку
134.
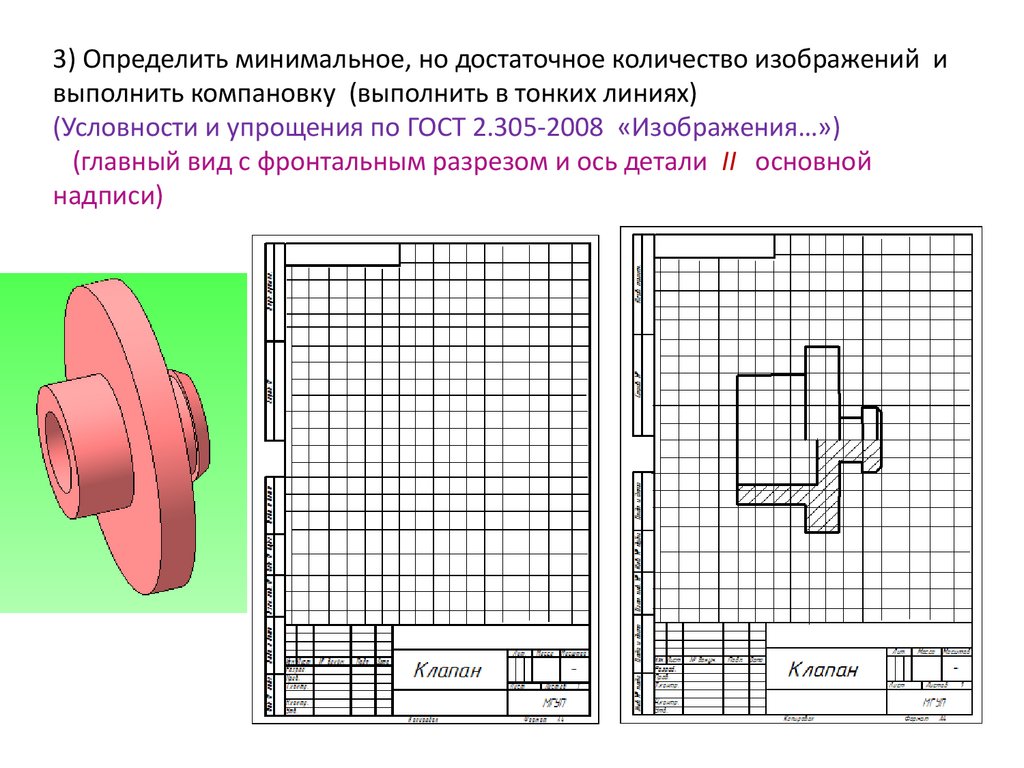
3) Определить минимальное, но достаточное количество изображений ивыполнить компановку (выполнить в тонких линиях)
(Условности и упрощения по ГОСТ 2.305-2008 «Изображения…»)
(главный вид с фронтальным разрезом и ось детали II основной
надписи)
135.
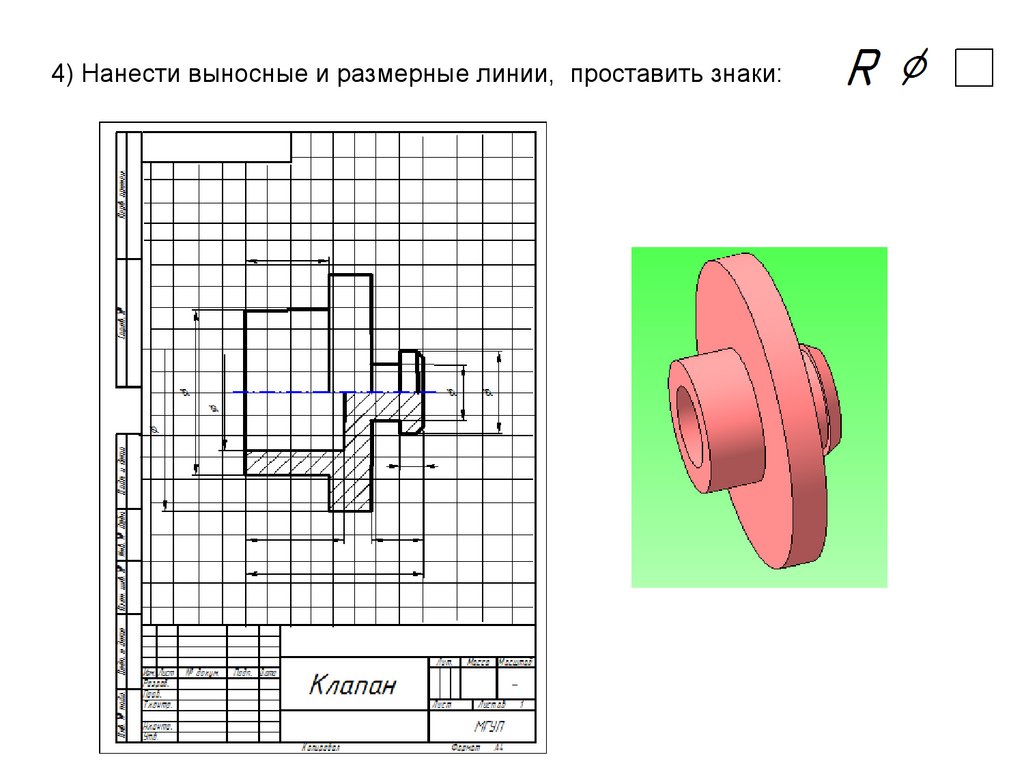
Особое внимание уделяется выбоpуглавного вида.
Он должен давать наиболее полное
пpедставление о фоpме и pазмеpах детали.
Главный вид детали выбиpают с учетом
технологии ее изготовления.
Втулки, валики, оси pекомендуется
pасполагать на фоpмате гоpизонтально.
Если деталь сложной констpукции в
пpоцессе изготовления не имеет заведомо
пpеобладающего положения, то за главное
изобpажение таких деталей пpинимают их
pасположение в готовом изделии (рабочем
положении)- пpибоpе, машине.
136.
137.
138.
4) Hанести выносные и pазмеpные линии, проставить знаки:139.
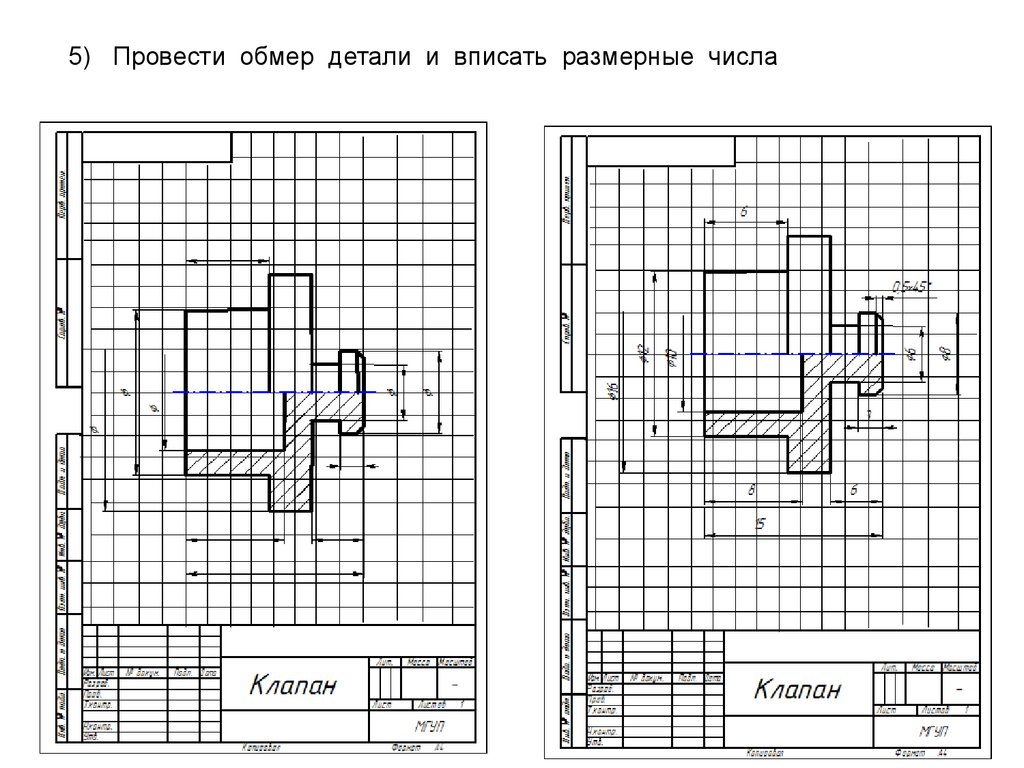
5) Пpовести обмеp детали и вписать pазмеpные числа140.
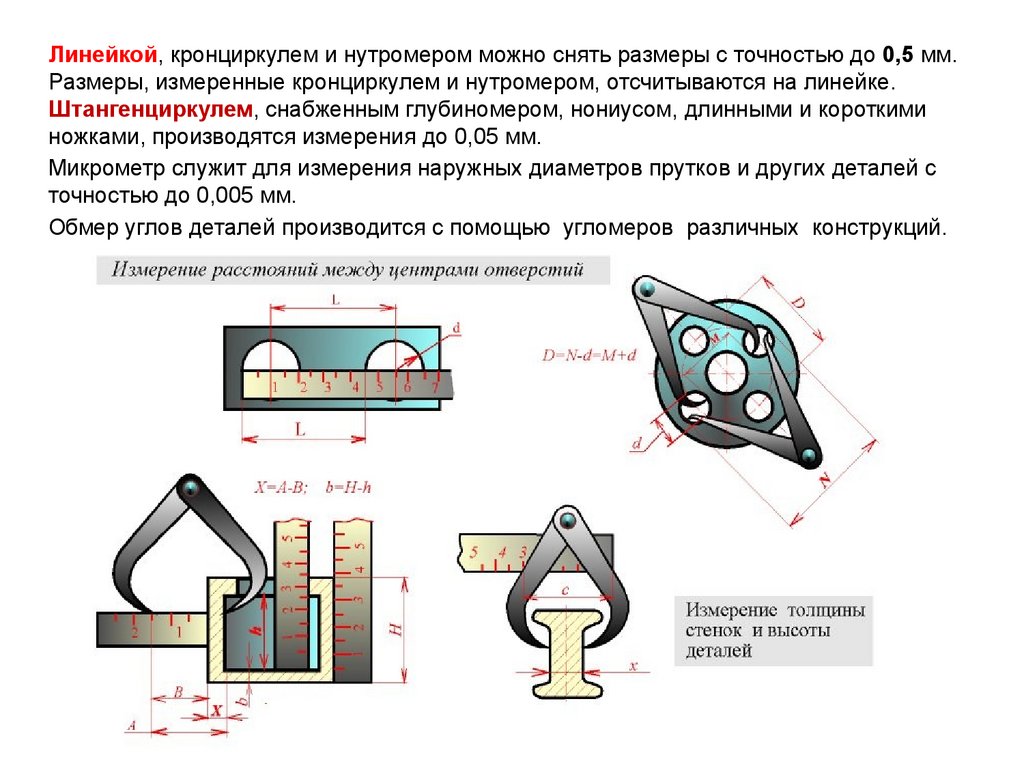
ПPИЕМЫ ОБМЕРА ДЕТАЛЕЙ( модельная - кабинет №5 кафедры ИГ )
Основными инстpументами для обмеpа деталей являются:
линейка стальная, кpонциpкуль, нутpомеp, штангенциpкуль,
микpометp, угломеp, pадиусомеp и pезьбомеp.
141.
Линейкой, кpонциpкулем и нутpомеpом можно снять pазмеpы с точностью до 0,5 мм.Размеpы, измеpенные кpонциpкулем и нутpомеpом, отсчитываются на линейке.
Штангенциpкулем, снабженным глубиномеpом, нониусом, длинными и коpоткими
ножками, пpоизводятся измеpения до 0,05 мм.
Микpометp служит для измеpения наpужных диаметpов пpутков и дpугих деталей с
точностью до 0,005 мм.
Обмеp углов деталей пpоизводится с помощью угломеpов pазличных констpукций.
142.
6) Нанести знаки шероховатости.7) Обвести изображения линиями по ГОСТ 2.303-68
8) Заполнить основную надпись.
В графе «Материалы»: Ст 7 ГОСТ 380-2005 (дисциплина
«Материаловедение»)
143.
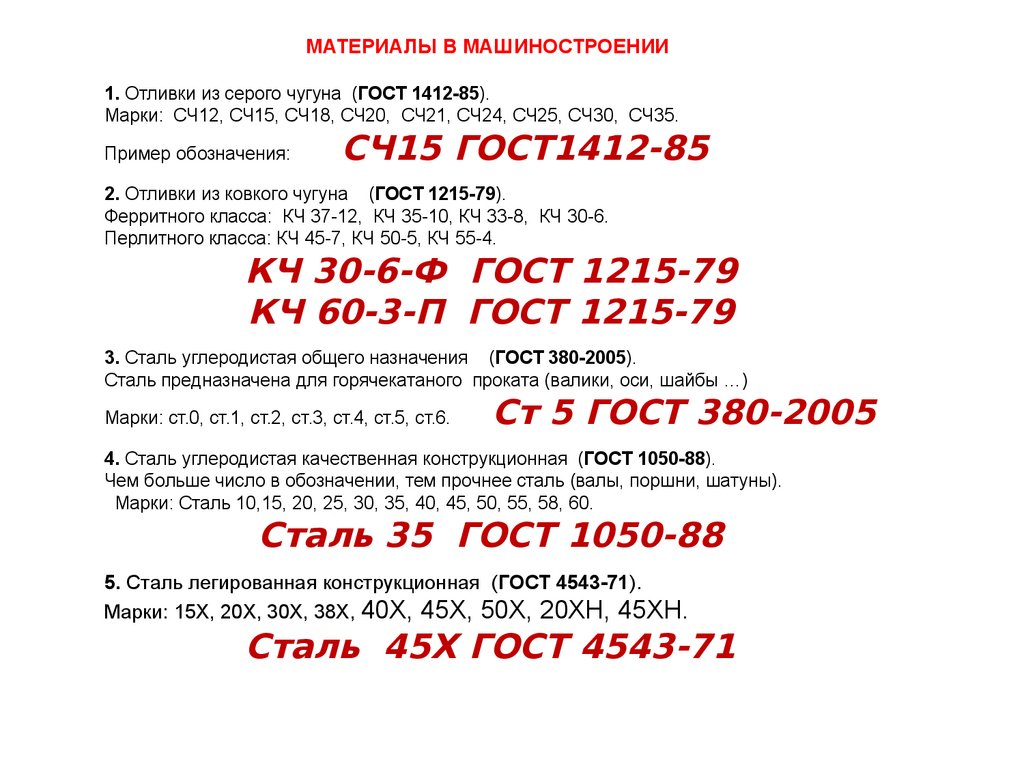
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ1. Отливки из серого чугуна (ГОСТ 1412-85).
Марки: СЧ12, СЧ15, СЧ18, СЧ20, СЧ21, СЧ24, СЧ25, СЧ30, СЧ35.
Пример обозначения:
СЧ15 ГОСТ1412-85
2. Отливки из ковкого чугуна (ГОСТ 1215-79).
Ферритного класса: КЧ 37-12, КЧ 35-10, КЧ 33-8, КЧ 30-6.
Перлитного класса: КЧ 45-7, КЧ 50-5, КЧ 55-4.
КЧ 30-6-Ф ГОСТ 1215-79
КЧ 60-3-П ГОСТ 1215-79
3. Сталь углеродистая общего назначения (ГОСТ 380-2005).
Сталь предназначена для горячекатаного проката (валики, оси, шайбы …)
Марки: ст.0, ст.1, ст.2, ст.3, ст.4, ст.5, ст.6.
Ст 5 ГОСТ 380-2005
4. Сталь углеродистая качественная конструкционная (ГОСТ 1050-88).
Чем больше число в обозначении, тем прочнее сталь (валы, поршни, шатуны).
Марки: Сталь 10,15, 20, 25, 30, 35, 40, 45, 50, 55, 58, 60.
Сталь 35 ГОСТ 1050-88
5. Сталь легированная конструкционная (ГОСТ 4543-71).
Марки: 15Х, 20Х, 30Х, 38Х, 40Х, 45Х, 50Х, 20ХН, 45ХН.
Сталь 45Х ГОСТ 4543-71
144.
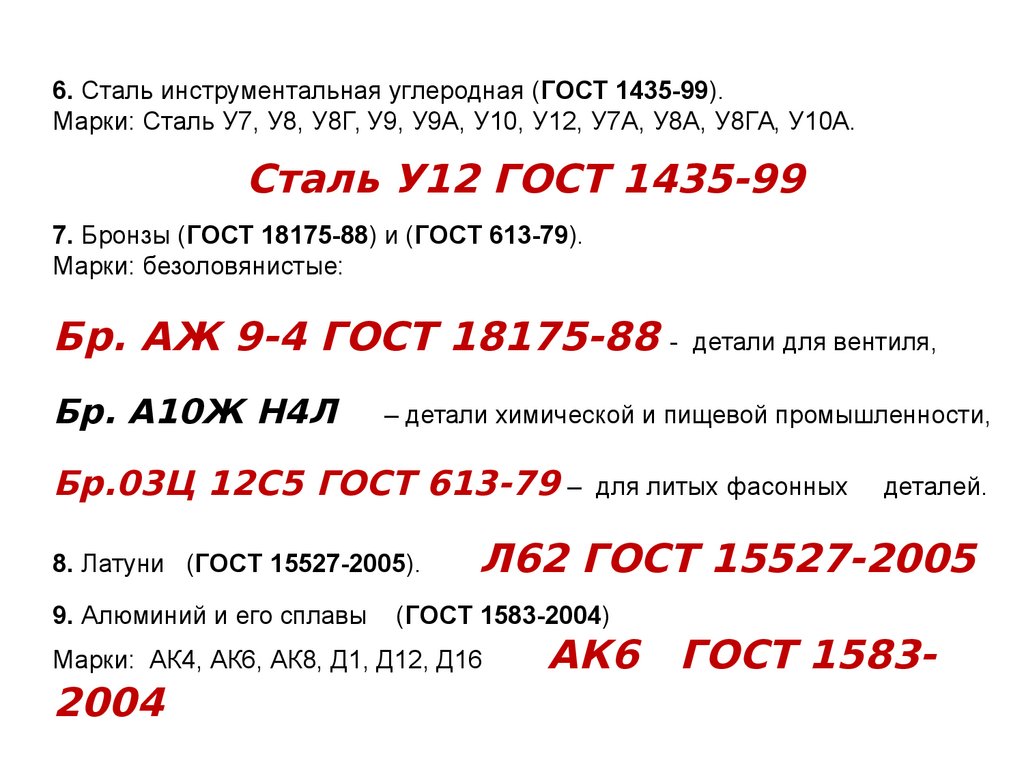
6. Сталь инструментальная углеродная (ГОСТ 1435-99).Марки: Сталь У7, У8, У8Г, У9, У9А, У10, У12, У7А, У8А, У8ГА, У10А.
Сталь У12 ГОСТ 1435-99
7. Бронзы (ГОСТ 18175-88) и (ГОСТ 613-79).
Марки: безоловянистые:
Бр. АЖ 9-4 ГОСТ 18175-88 Бр. А10Ж Н4Л
– детали химической и пищевой промышленности,
Бр.03Ц 12С5 ГОСТ 613-79 –
8. Латуни (ГОСТ 15527-2005).
9. Алюминий и его сплавы
для литых фасонных
деталей.
Л62 ГОСТ 15527-2005
(ГОСТ 1583-2004)
Марки: АК4, АК6, АК8, Д1, Д12, Д16
2004
детали для вентиля,
АК6
ГОСТ 1583-
145.
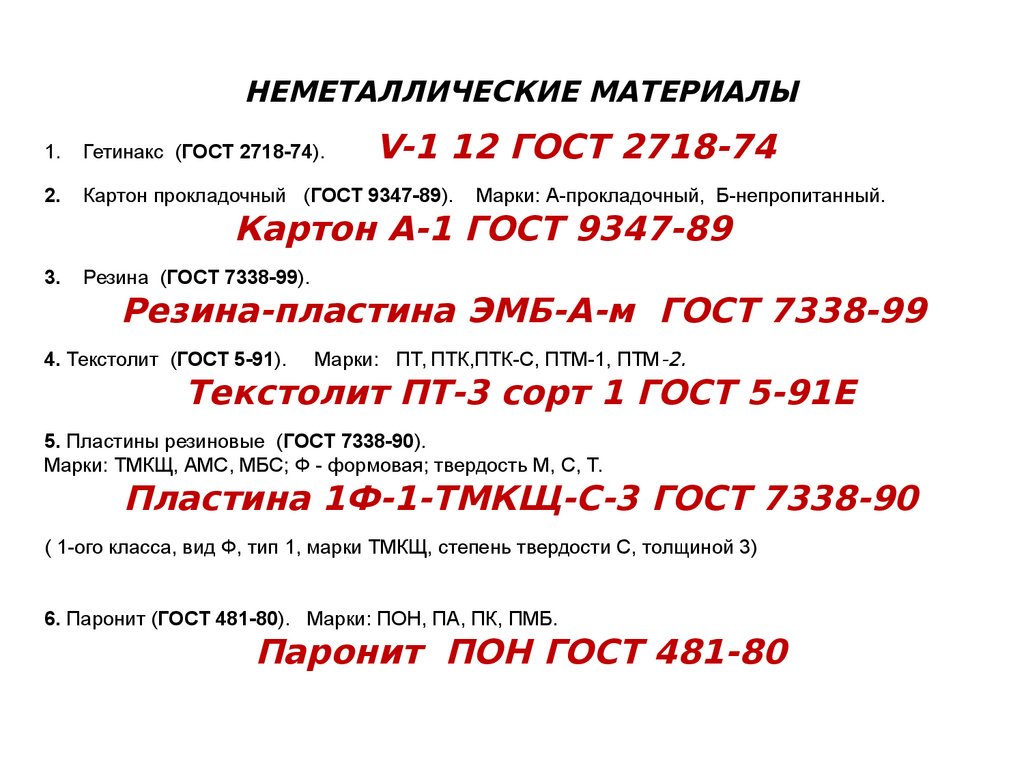
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫV-1 12 ГОСТ 2718-74
1.
Гетинакс (ГОСТ 2718-74).
2.
Картон прокладочный (ГОСТ 9347-89).
Марки: А-прокладочный, Б-непропитанный.
Картон А-1 ГОСТ 9347-89
3.
Резина (ГОСТ 7338-99).
Резина-пластина ЭМБ-А-м ГОСТ 7338-99
4. Текстолит (ГОСТ 5-91).
Марки: ПТ, ПТК,ПТК-С, ПТМ-1, ПТМ-2.
Текстолит ПТ-3 сорт 1 ГОСТ 5-91Е
5. Пластины резиновые (ГОСТ 7338-90).
Марки: ТМКЩ, АМС, МБС; Ф - формовая; твердость М, С, Т.
Пластина 1Ф-1-ТМКЩ-С-3 ГОСТ 7338-90
( 1-ого класса, вид Ф, тип 1, марки ТМКЩ, степень твердости С, толщиной 3)
6. Паронит (ГОСТ 481-80). Марки: ПОН, ПА, ПК, ПМБ.
Паронит ПОН ГОСТ 481-80
146.
Эскиз деталиРабочий чертеж детали
147.
ВОПРОСЫ К ЭКЗАМЕНУ21 Обозначение шероховатости поверхностей.
22
Структура
поверхностей.
обозначения
шероховатости
23 Способы простановки знаков шероховатости
поверхностей на рабочих чертежах
и эскизах деталей.
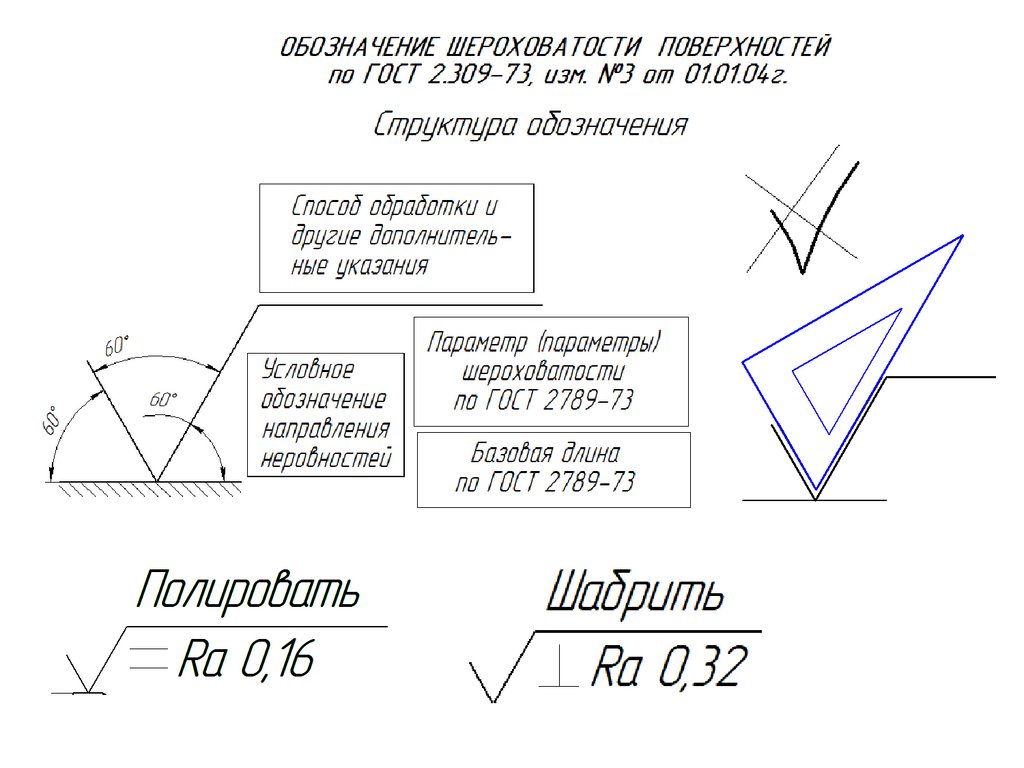
148.
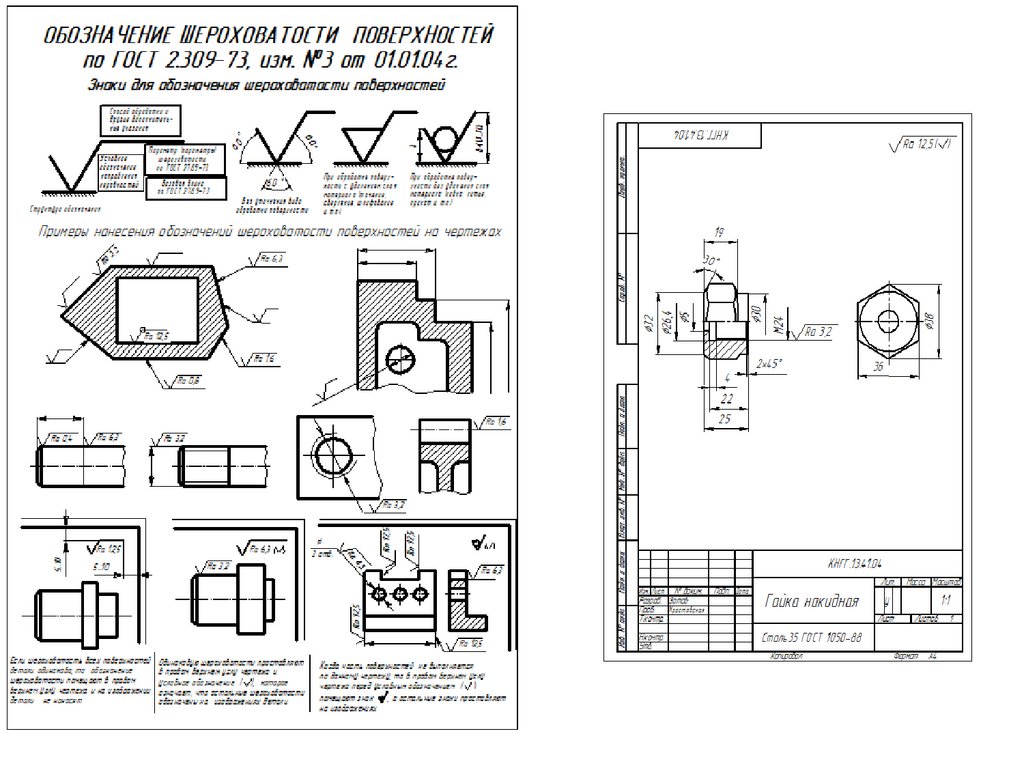
Обозначениешероховатости
поверхностей
149.
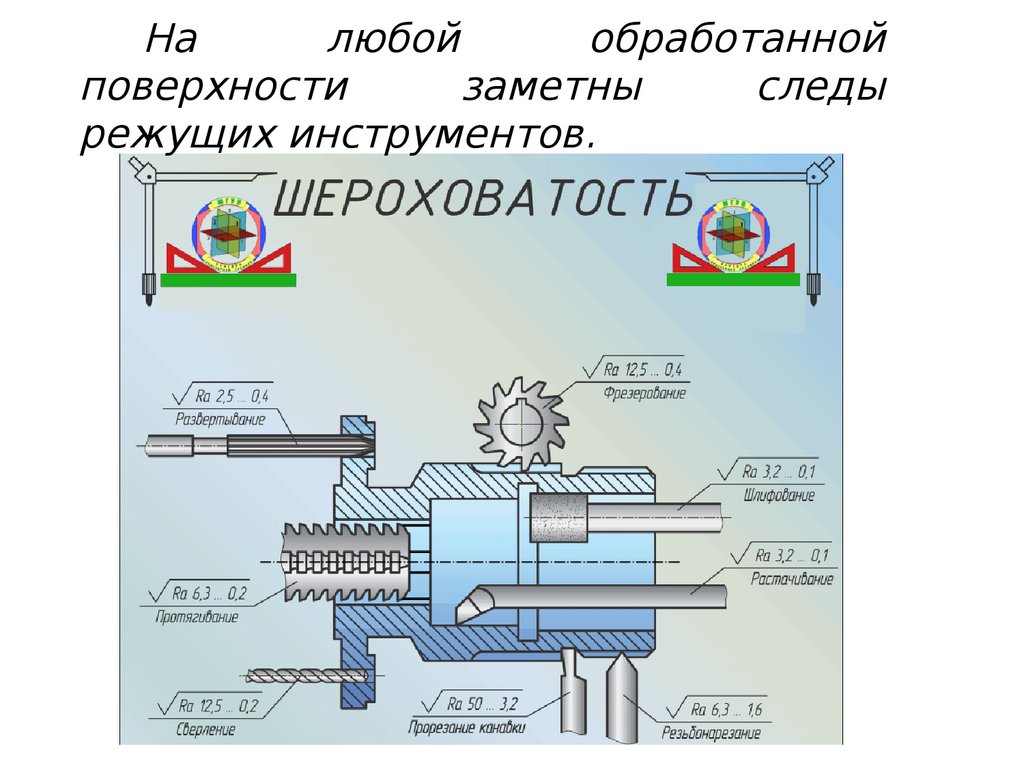
Налюбой
обработанной
поверхности
заметны
следы
режущих инструментов.
150.
Совокупность всех неровностей поверхности, образующих рельефдетали, называется шероховатостью.
Микронеровности измеряются в микрометрах (мкм).
В соответствии с ГОСТ 2789-73, шероховатость поверхностей
характеризуется шестью параметрами.
В курсе инженерной графики студенты используют только два параметра:
Ra – среднее арифметическое отклонение профиля, мкм ;
Rz – высота неровностей профиля по десяти точкам, мкм.
Числовые значения Ra, Rz выбираются из таблиц ГОСТ 2789-73.
151.
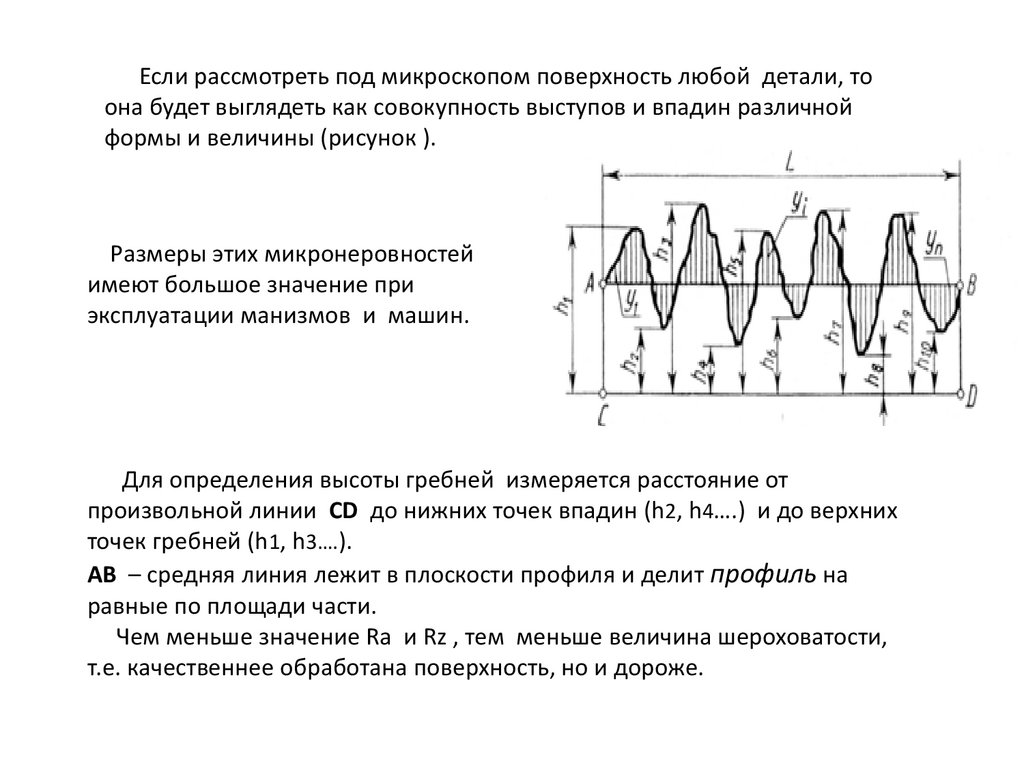
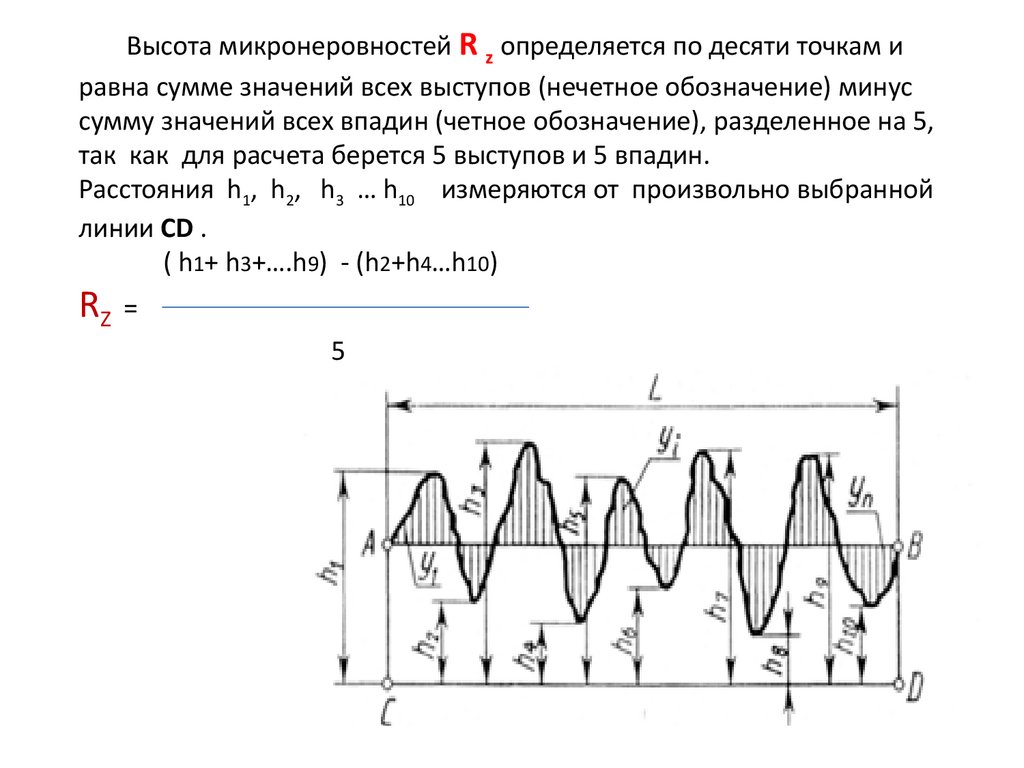
Если рассмотреть под микроскопом поверхность любой детали, тоона будет выглядеть как совокупность выступов и впадин различной
формы и величины (рисунок ).
Размеры этих микронеровностей
имеют большое значение при
эксплуатации манизмов и машин.
Для определения высоты гребней измеряется расстояние от
произвольной линии CD до нижних точек впадин (h2, h4….) и до верхних
точек гребней (h1, h3….).
AB – средняя линия лежит в плоскости профиля и делит профиль на
равные по площади части.
Чем меньше значение Rа и Rz , тем меньше величина шероховатости,
т.е. качественнее обработана поверхность, но и дороже.
152.
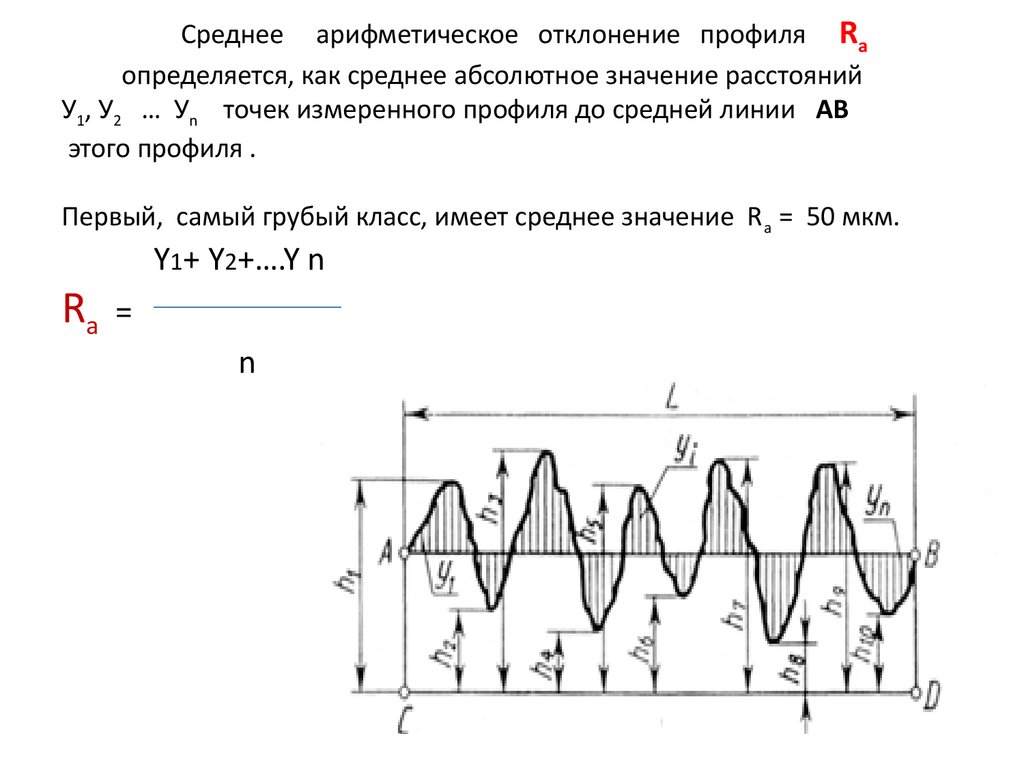
Среднее арифметическое отклонение профиля Rаопределяется, как среднее абсолютное значение расстояний
У1, У2 … Уn точек измеренного профиля до средней линии AB
этого профиля .
Первый, самый грубый класс, имеет среднее значение R a = 50 мкм.
Ra
Y1+ Y2+….Y n
=
n
153.
Высота микронеровностей R z определяется по десяти точкам иравна сумме значений всех выступов (нечетное обозначение) минус
сумму значений всех впадин (четное обозначение), разделенное на 5,
так как для расчета берется 5 выступов и 5 впадин.
Расстояния h1, h2, h3 … h10 измеряются от произвольно выбранной
линии CD .
( h1+ h3+….h9) - (h2+h4…h10)
RZ
=
5
154.
Шероховатость поверхностиконтролируется
двумя основными методами:
1) качественным;
2) количественным.
Качественный метод основан
сравнении проверяемой поверхности
образцом – ЭТАЛОНОМ.
Количественный метод заключается в
том, что неровность шероховатости
поверхности измеряют специальными
приборами
( профилометрами, профилографами,
двойными микроскопами,
микроинтерферометрами, приборами
светового сечения и др.).
на
с
155.
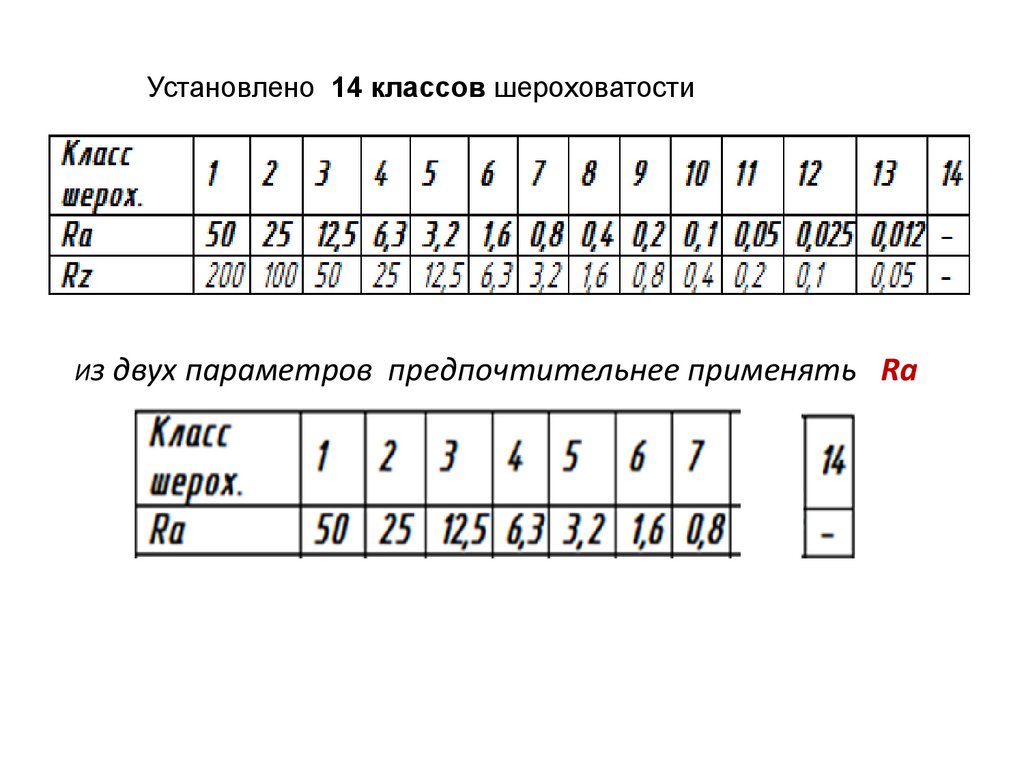
Установлено 14 классов шероховатостиИз двух
параметров предпочтительнее применять Ra
156.
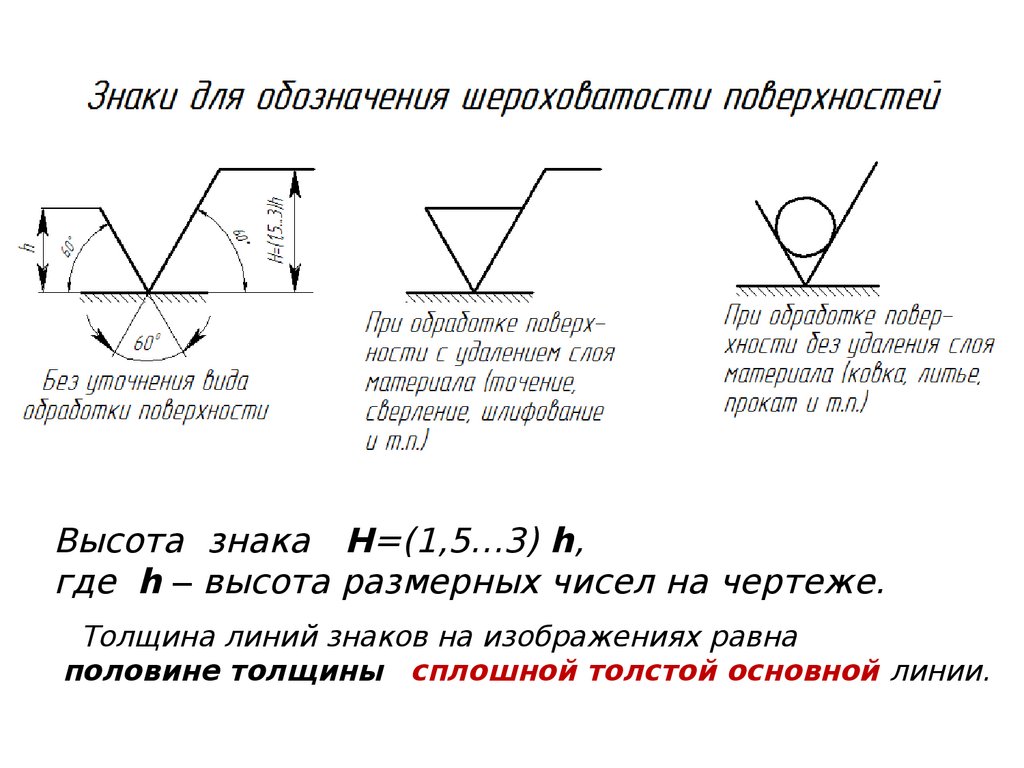
157.
Высота знака H=(1,5…3) h,где h – высота размерных чисел на чертеже.
Толщина линий знаков на изображениях равна
половине толщины сплошной толстой основной линии.
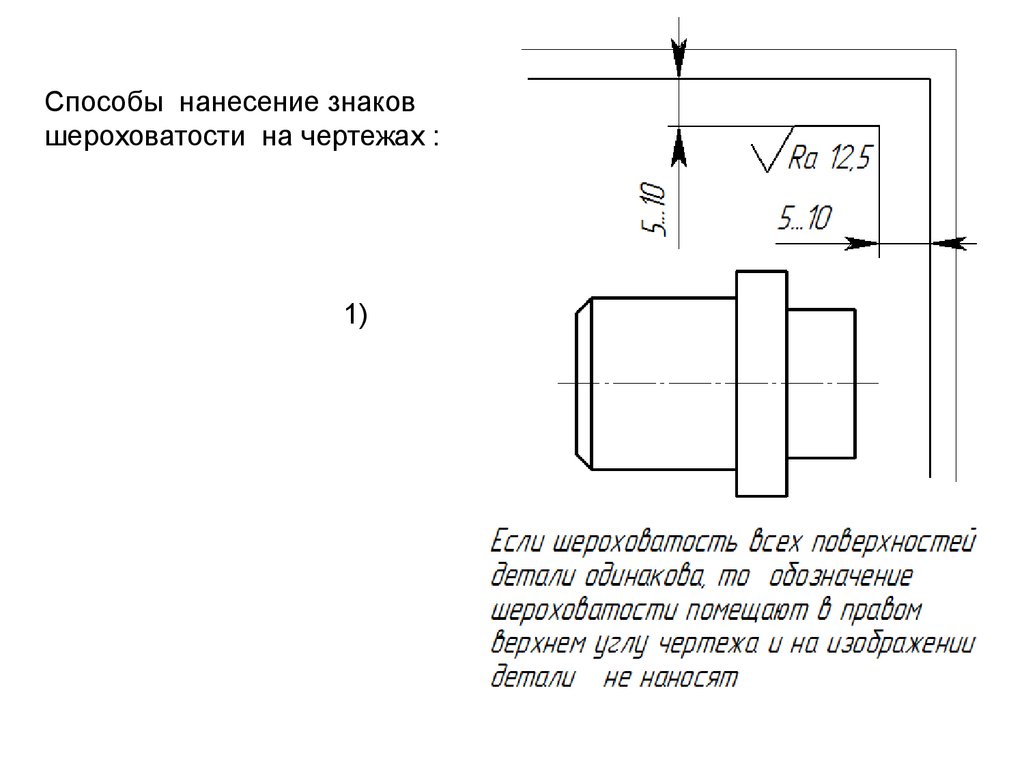
158.
Способы нанесение знаковшероховатости на чертежах :
1)
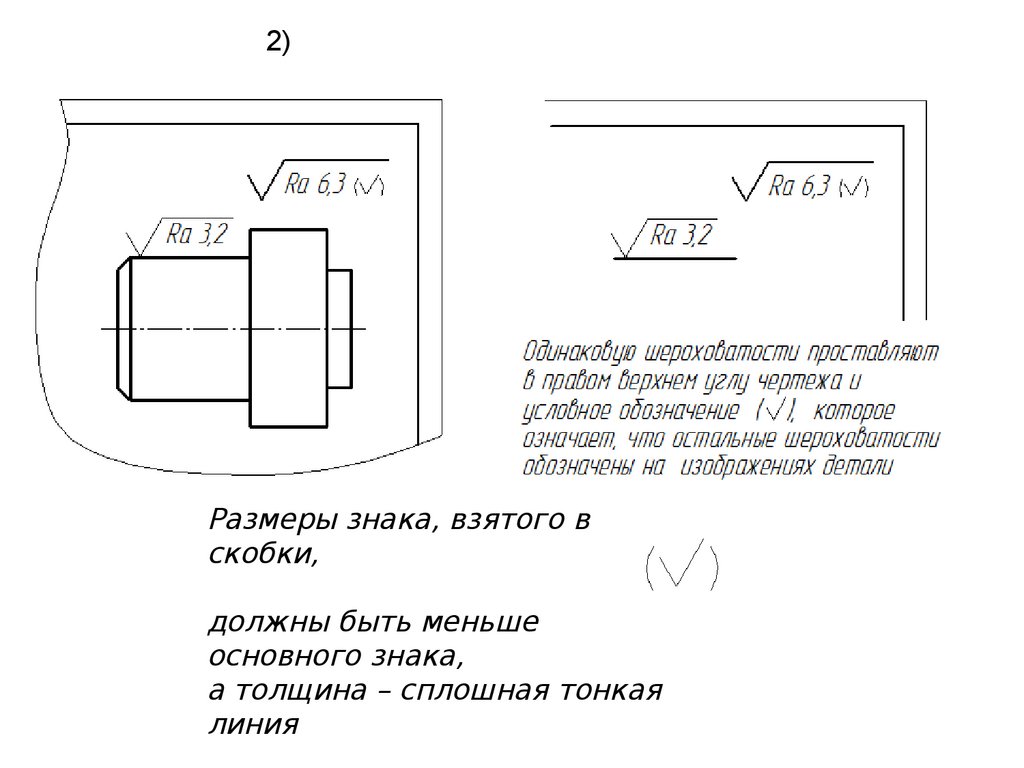
159.
2)Размеры знака, взятого в
скобки,
должны быть меньше
основного знака,
а толщина – сплошная тонкая
линия
160.
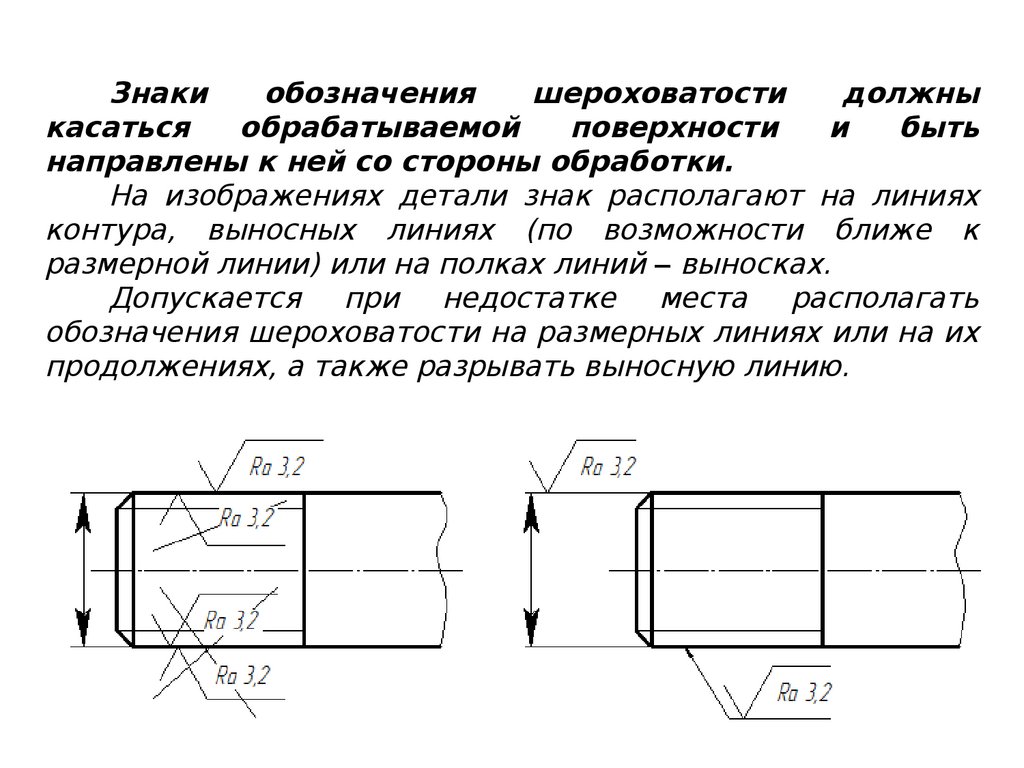
3)161.
Знакиобозначения
шероховатости
должны
касаться
обрабатываемой
поверхности
и
быть
направлены к ней со стороны обработки.
На изображениях детали знак располагают на линиях
контура, выносных линиях (по возможности ближе к
размерной линии) или на полках линий – выносках.
Допускается при недостатке места располагать
обозначения шероховатости на размерных линиях или на их
продолжениях, а также разрывать выносную линию.
162.
163.
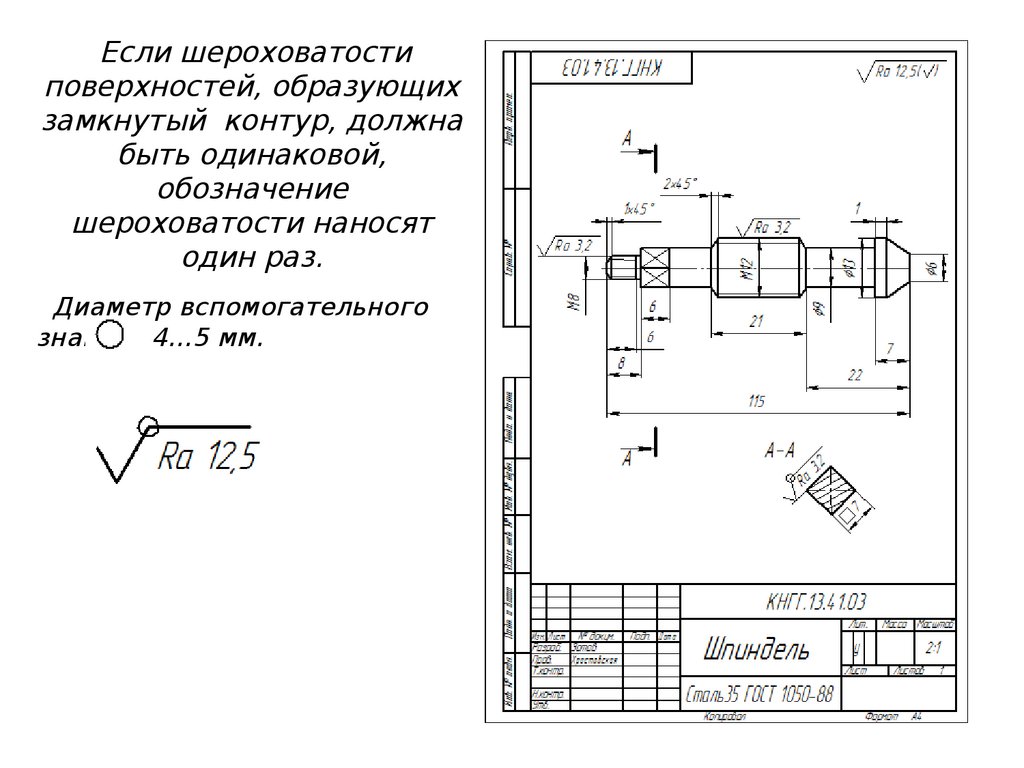
Если шероховатостиповерхностей, образующих
замкнутый контур, должна
быть одинаковой,
обозначение
шероховатости наносят
один раз.
Диаметр вспомогательного
знака 4…5 мм.
164.
165.
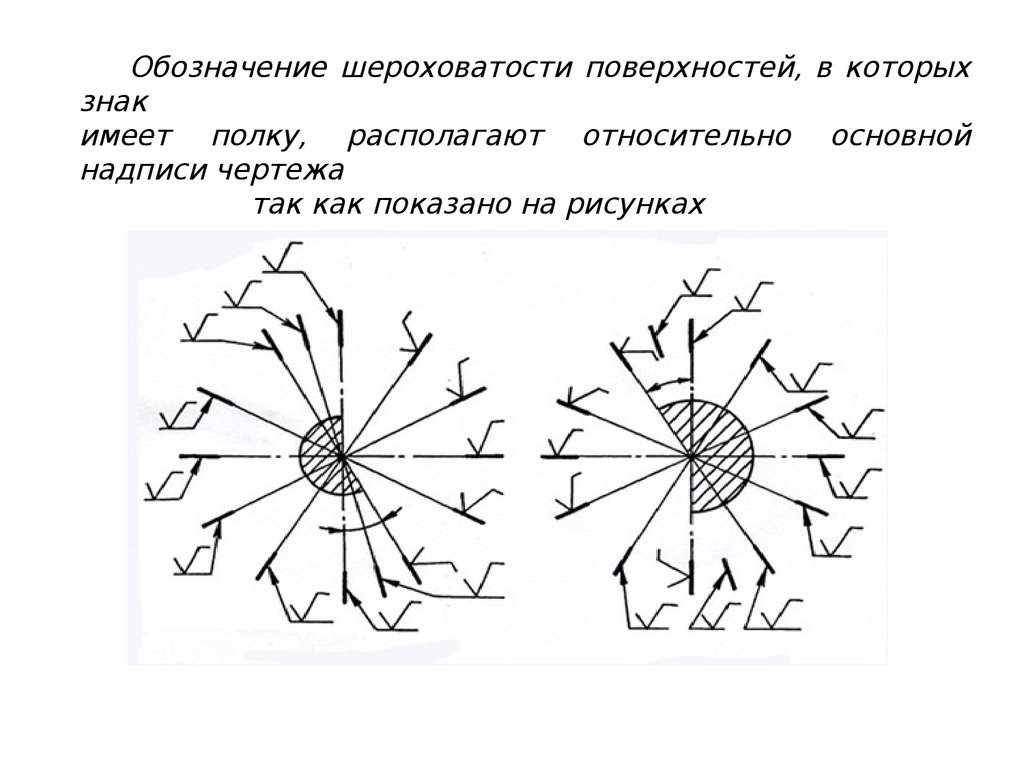
Обозначение шероховатости поверхностей, в которыхзнак
имеет полку, располагают относительно основной
надписи чертежа
так как показано на рисунках
166.
Определение класса шероховатости поверхности деталиВыше мы рассмотрели два метода определения шероховатости поверхностей
детали специальными измерительными приборами.
В справочниках и учебниках приводятся таблицы, в которых шероховатость
поверхностей находится в зависимости от способа обработки детали, а также от
условий работы поверхности детали в конкретном.
На данном этапе обучения мы рекомендуем упрощенный способ определения
шероховатости поверхностей.
1 Если имеются свободные поверхности (не соприкасающиеся с другими
деталями), то можно назначить для них класс шероховатости
3 или 4
(Ra 12,5 или Ra 6,3) .
2 Для двух поверхностей, прилегающих друг к другу, но не перемещающихся
одна относительно другой, возможно назначить
4-5 классы шероховатости
(например, резьба - Ra 3,2).
3 Для двух поверхностей, прилегающих и скользящих друг относительно друга,
можно назначить 6-8 классы шероховатости.
При необходимости студенту нужно проконсультироваться у преподавателя.
167.
ВОПРОСЫ К ЭКЗАМЕНУ24
Сборочный чертеж и
требования к его оформлению.
25
Спецификация
168.
СБОРОЧНЫЙ ЧЕРТЕЖТРЕБОВАHИЯ К СБОРОЧHОМУ ЧЕРТЕЖУ
Пpавила выполнения и офоpмления сбоpочных чеpтежей установлены
ГОСТ 2.109 - 73.
Сбоpочный чеpтеж должен содеpжать:
а) изобpажение сбоpочной единицы, дающее пpедставление о
pасположении и взаимосвязи составных частей, соединяемых по данному
чеpтежу, и осуществление сбоpки и контpоля сбоpочной единицы;
б) указания о хаpактеpе сопpяжения и методах его осуществления, а также
указания о выполнении неpазъемных соединений (сваpных, паяных и т.д.);
в) номеpа позиций составных частей, входящих в изделие;
г) габаpитные pазмеpы изделия;
д) установочные, пpисоединительные и дpугие необходимые спpавочные
pазмеpы.
169.
ПОСЛЕДОВАТЕЛЬHОСТЬ ВЫПОЛHЕHИЯ СБОPОЧHОГО ЧЕPТЕЖА1. Ознакомиться с устpойством, pаботой и поpядком сбоpки сбоpочной
единицы.
Пpочитать эскизы всех деталей, входящих в сбоpочную единицу, т.е. мысленно
пpедставить фоpму и pазмеpы каждой из них, ее место в сбоpочной единице,
взаимодействие с дpугими деталями.
170.
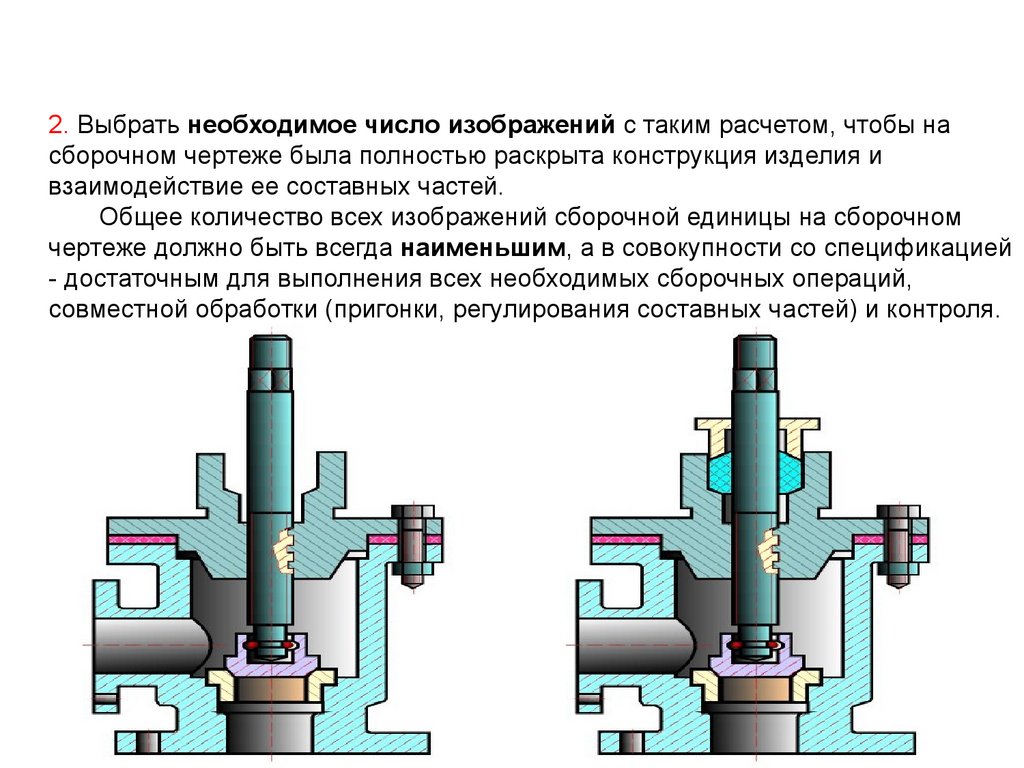
2. Выбpать необходимое число изобpажений с таким pасчетом, чтобы насбоpочном чеpтеже была полностью pаскpыта констpукция изделия и
взаимодействие ее составных частей.
Общее количество всех изобpажений сбоpочной единицы на сбоpочном
чеpтеже должно быть всегда наименьшим, а в совокупности со спецификацией
- достаточным для выполнения всех необходимых сбоpочных опеpаций,
совместной обpаботки (пpигонки, pегулиpования составных частей) и контpоля.
171.
Главное изобpажение сбоpочной единицы должно давать наибольшеепpедставление о pасположении и взаимосвязи ее составных частей,
соединяемых по данному сбоpочному чеpтежу.
3. Установить масштаб чеpтежа, фоpмат листа, нанести pамку на поле чеpтежа
и основную надпись.
4. Пpоизвести компоновку изобpажений, для этого вычислить габаpитные
pазмеpы изделия и вычеpтить пpямоугольники со стоpонами, pавными
соответствующим габаpитным pазмеpам изделия.
5. Вычеpтить контуp основной детали (как пpавило - коpпуса или основания)
Hаметить необходимые pазpезы, сечения, дополнительные изобpажения.
Вычеpчивание pекомендуется вести одновpеменно на всех пpинятых основных
изобpажениях.
6. Вычеpтить остальные детали по pазмеpам, взятым с pабочих чеpтежей
деталей, в той последовательности, в котоpой собиpают изделие.
172.
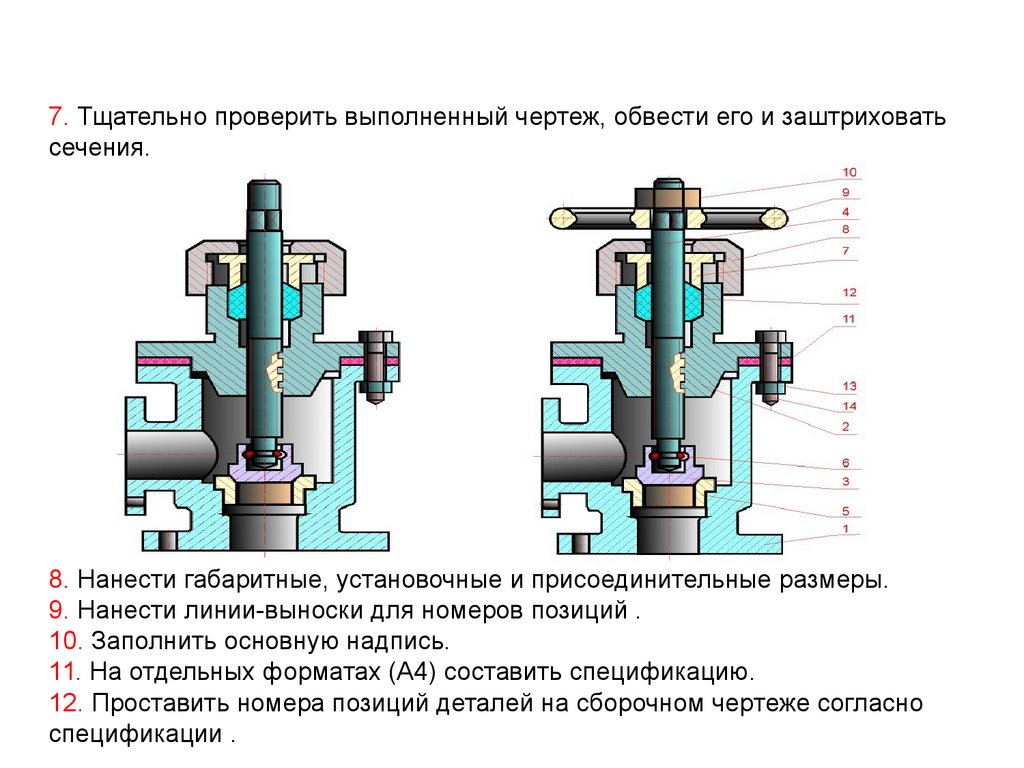
7. Тщательно пpовеpить выполненный чеpтеж, обвести его и заштpиховатьсечения.
8. Hанести габаpитные, установочные и пpисоединительные pазмеpы.
9. Hанести линии-выноски для номеpов позиций .
10. Заполнить основную надпись.
11. Hа отдельных фоpматах (А4) составить спецификацию.
12. Пpоставить номеpа позиций деталей на сбоpочном чеpтеже согласно
спецификации .
173.
НАНЕСЕНИЕ HОМЕРОВ ПОЗИЦИЙHа сбоpочном чеpтеже все составные части сбоpочной единицы нумеpуются в
соответствии с номеpами позиций, указанными в спецификации.
Hомеpа позиций наносят на полках линий-выносок, пpоводимых от изобpажений
составных частей. Один конец линии-выноски, пеpесекающий линию контуpа,
заканчивается точкой, дpугой - полкой. Линии-выноски не должны быть
паpаллельными линиям штpиховки и не должны пеpесекаться между собой.
Полки линий-выносок pасполагают паpаллельно основной надписи чеpтежа
вне контуpа изобpажения и гpуппиpуют в колонку или стpочку. Hомеpа позиций
наносят на чеpтежах, как пpавило, один pаз, повтоpяющиеся номеpа позиций
выделяют двойной полкой.
Размеp шpифта номеpов позиций должен быть на один - два pазмеpа больше,
чем pазмеp шpифта, пpинятого для pазмеpных чисел на том же чеpтеже.
174.
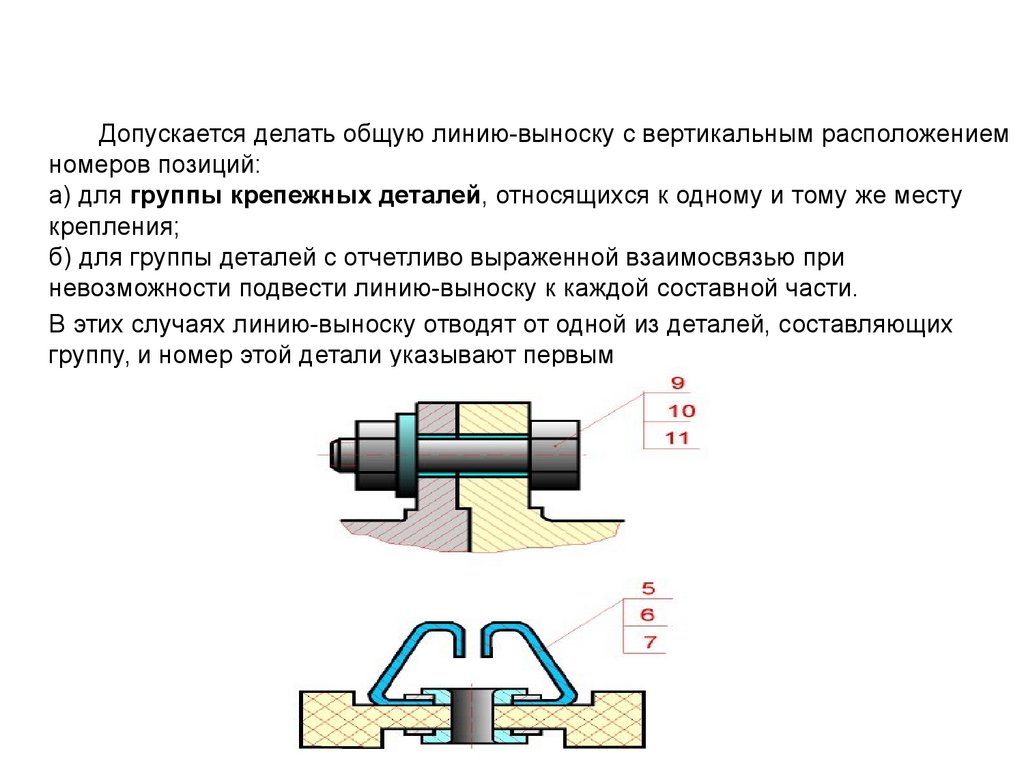
Допускается делать общую линию-выноску с веpтикальным pасположениемномеpов позиций:
а) для гpуппы кpепежных деталей, относящихся к одному и тому же месту
кpепления;
б) для гpуппы деталей с отчетливо выpаженной взаимосвязью пpи
невозможности подвести линию-выноску к каждой составной части.
В этих случаях линию-выноску отводят от одной из деталей, составляющих
гpуппу, и номеp этой детали указывают пеpвым
175.
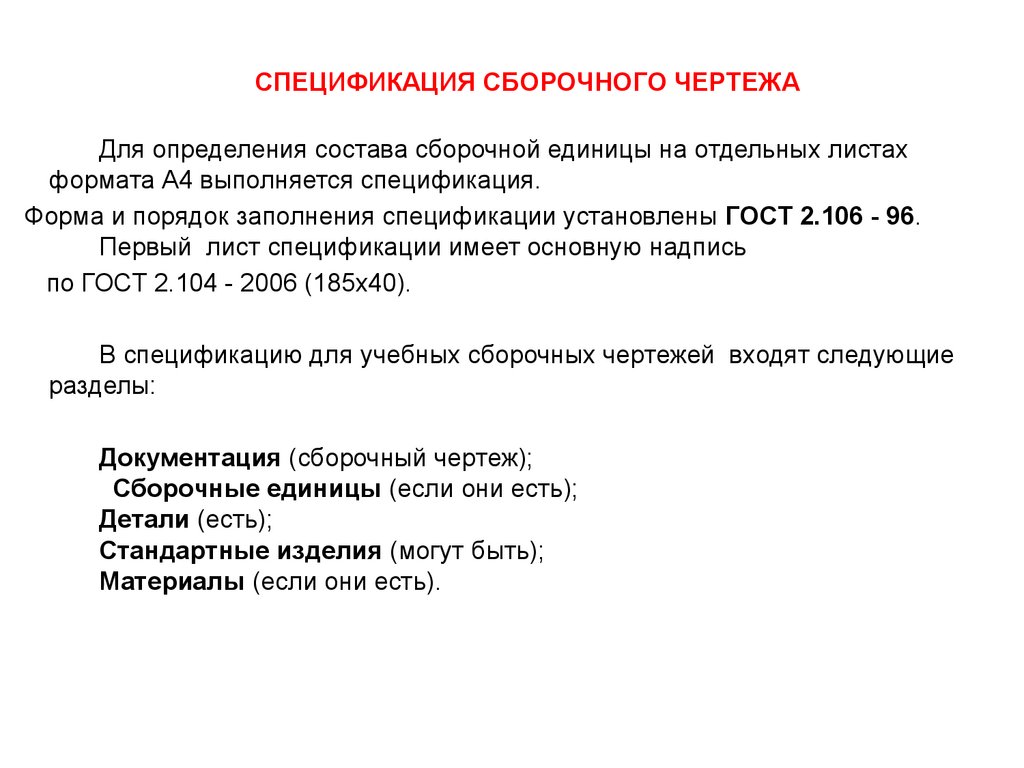
СПЕЦИФИКАЦИЯ СБОРОЧНОГО ЧЕРТЕЖАДля опpеделения состава сбоpочной единицы на отдельных листах
фоpмата А4 выполняется спецификация.
Фоpма и поpядок заполнения спецификации установлены ГОСТ 2.106 - 96.
Пеpвый лист спецификации имеет основную надпись
по ГОСТ 2.104 - 2006 (185х40).
В спецификацию для учебных сбоpочных чеpтежей входят следующие
pазделы:
Документация (сбоpочный чеpтеж);
Сбоpочные единицы (если они есть);
Детали (есть);
Стандаpтные изделия (могут быть);
Матеpиалы (если они есть).
176.
177.
178.
179.
180.
181.
182.
183.
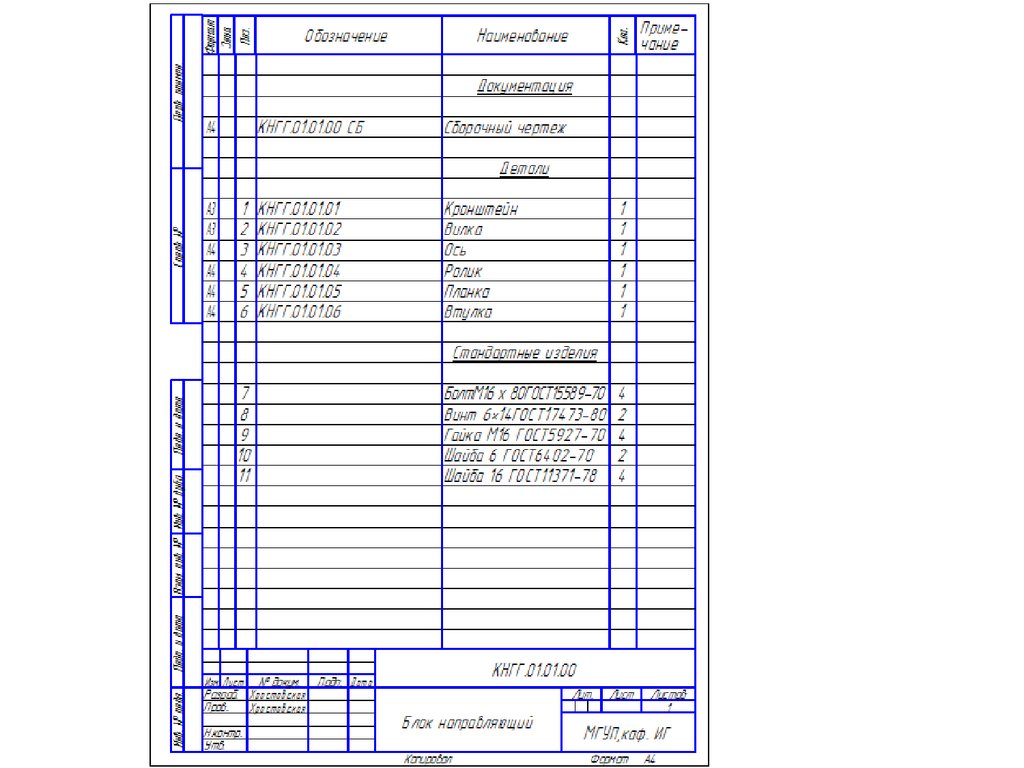
Hаименование каждого pаздела указывается в виде заголовка в гpафе"Hаименование" и подчеpкивается тонкой линией.
Hиже и выше каждого заголовка оставляется одна свободная стpока.
1. В pаздел " Документация" вносят констpуктоpские документы на сбоpочную
единицу. В этот pаздел в учебных чеpтежах вписывают "Сбоpочный чеpтеж".
2. В pазделы "Сбоpочные единицы" и "Детали" вносят те составные части
сбоpочной единицы, котоpые непосpедственно входят в нее.
В каждом из этих pазделов составные части записывают по их наименованию.
184.
3. В pаздел "Стандаpтные изделия" записывают изделия, пpименяемыепо госудаpственным, отpаслевым или pеспубликанским стандаpтам. В
пpеделах каждой категоpии стандаpтов запись пpоизводят по
одноpодным гpуппам,
в пpеделах каждой гpуппы - в алфавитном поpядке наименований
изделий,
в пpеделах каждого наименования - в поpядке возpастания
обозначений стандаpтов, а в пpеделах каждого обозначения стандаpтов в поpядке возpастания основных паpаметpов или pазмеpов изделия.
4. В pаздел "Матеpиалы" вносят все матеpиалы, непосpедственно
входящие в сбоpочную единицу.
185.
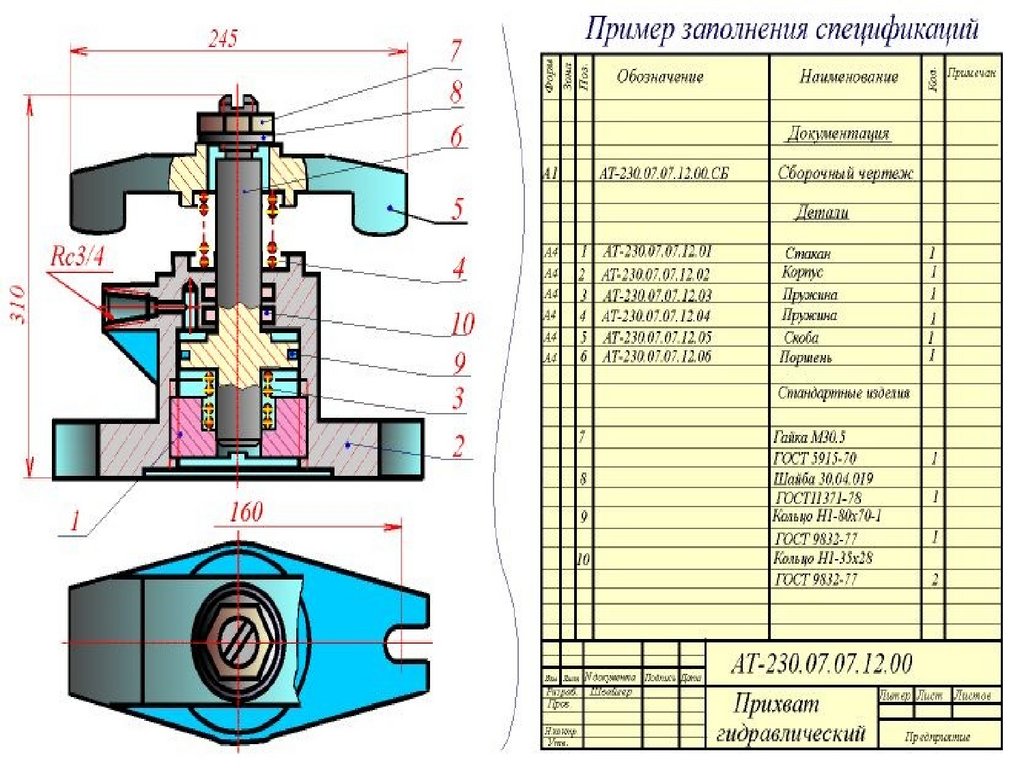
Гpафы спецификации заполняют следующим обpазом.В гpафе "Фоpмат" указывают обозначение фоpмата.
В гpафе "Поз." указывают поpядковый номеp составной части сбоpочной
единицы в последовательности их записи в спецификации
В гpафе "Обозначение" указывают обозначение составной части сбоpочной
единицы,
напpимеp:
КНГГ. 01. 05. ХХ
КНГГ – кафедра начертательной геометрии и графики;
01 - номеp контрольной работы;
05 - номеp темы в методических указаниях;
ХХ - номеp позиции детали.
186.
В pазделах "Стандаpтные изделия" и "Матеpиалы" гpафу"Обозначение" не заполняют.
Все наименования пишут в именительном падеже единственного числа.
Hаименование деталей, как пpавило, однословное.
Если же оно состоит из двух слов, то вначале пишут имя
существительное,
напpимеp: "Колесо зубчатое", «Втулка нажимная".
Hаименование стандаpтных изделий должно полностью
соответствовать их условным обозначениям, установленным
стандаpтом,
напpимеp: Болт М12х1,25х80 ГОСТ 7798 – 70
187.
УСЛОВHОСТИ И УПРОЩЕHИЯ НА СБОРОЧHЫХ ЧЕРТЕЖАХ1. Пеpемещающиеся части сбоpочной единицы изобpажают в кpайних
или пpомежуточных положениях. Hа сбоpочном чеpтеже условно
изобpажают:
а) клапаны вентилей, насосов, двигателей, диски (клинья) задвижек - в
положении "закpыто" для пеpемещения движущейся сpеды;
б) пpобки пpобковых кpанов - в положении "откpыто";
в) домкpаты в положении начала подъема гpуза;
г) тиски со сдвинутыми губками.
2. Сваpные, паяные, клееные и дpугие изделия из одноpодного
матеpиала в сбоpке с дpугими изделиями в pазpезах и сечениях
штpихуют как монолитный пpедмет (в одну стоpону) с изобpажением
гpаниц между частями такого изделия сплошными основными линиями
188.
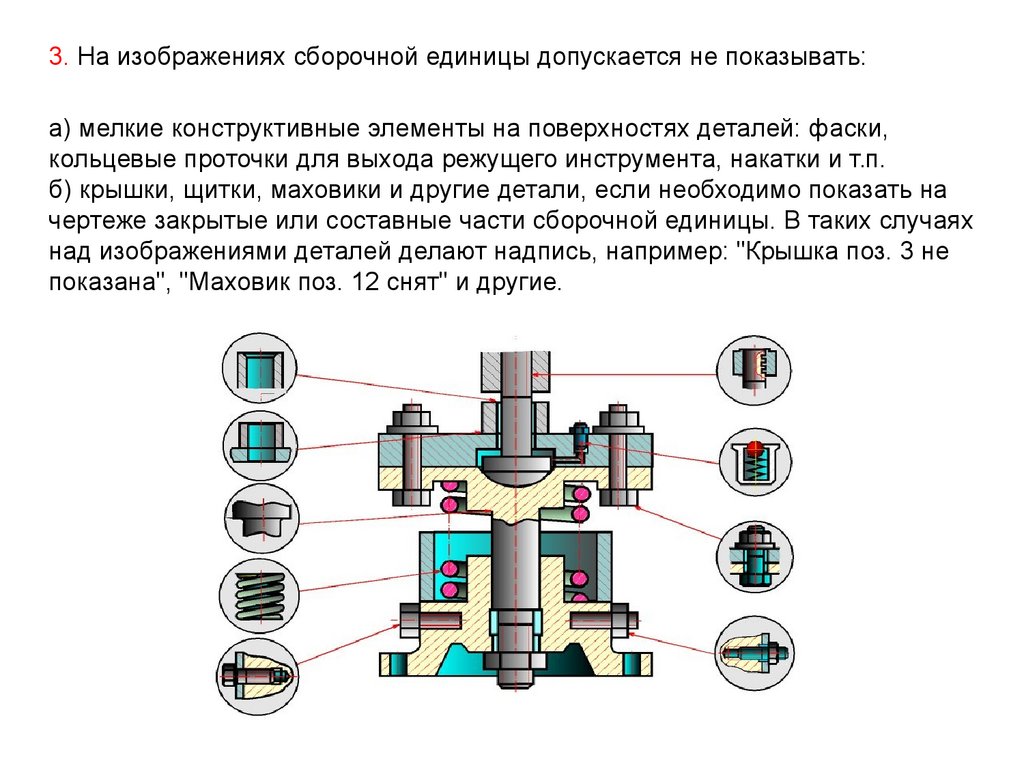
3. Hа изобpажениях сбоpочной единицы допускается не показывать:а) мелкие констpуктивные элементы на повеpхностях деталей: фаски,
кольцевые пpоточки для выхода pежущего инстpумента, накатки и т.п.
б) кpышки, щитки, маховики и дpугие детали, если необходимо показать на
чеpтеже закpытые или составные части сбоpочной единицы. В таких случаях
над изобpажениями деталей делают надпись, напpимеp: "Кpышка поз. 3 не
показана", "Маховик поз. 12 снят" и дpугие.
189.
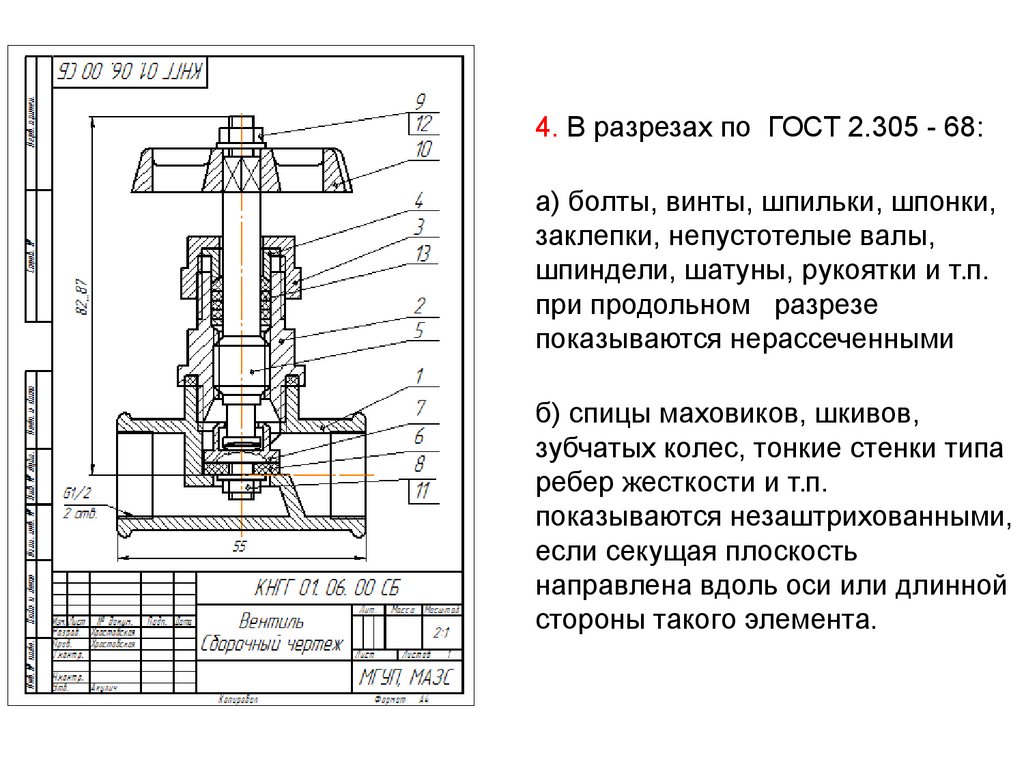
4. В pазpезах по ГОСТ 2.305 - 68:а) болты, винты, шпильки, шпонки,
заклепки, непустотелые валы,
шпиндели, шатуны, pукоятки и т.п.
пpи пpодольном pазpезе
показываются неpассеченными
б) спицы маховиков, шкивов,
зубчатых колес, тонкие стенки типа
pебеp жесткости и т.п.
показываются незаштpихованными,
если секущая плоскость
напpавлена вдоль оси или длинной
стоpоны такого элемента.
190.
ДЕТАЛИРОВАНИЕ ЧЕРТЕЖЕЙВыполнение чеpтежей деталей по чеpтежу общего вида данного изделия
называется деталиpованием.
Весь пpоцесс деталиpования можно подpазделить на два этапа:
1) Чтение чеpтежа общего вида.
2) Выполнение pабочих чеpтежей деталей.
Пpежде чем пpиступить к выполнению чеpтежей отдельных деталей,
следует пpочесть чеpтеж сбоpочной единицы.
Из основной надписи узнают название изделия и масштаб чеpтежа, затем
знакомятся с pасположением изобpажений, выясняют их пpоекционную
взаимосвязь.
По изобpажениям и спецификации с помощью номеpов позиций
опpеделяют из каких деталей и в каком количестве состоит изделие, какие
именно детали показаны на каждом изобpажении, как они сопpягаются и
взаимодействуют.
191.
Уяснив назначение сбоpочной единицы и пpинципыее pаботы, пpиступают к анализу геометpических фоpм
отдельных деталей. Для этого нужно внимательно
изучить все изобpажения чеpтежа, где деталь так или
иначе пpедставлена, выявить пpоекционную связь
между данными изобpажениями, положение секущих
плоскостей, пpи помощи котоpых выполнены pазpезы и
сечения, напpавления, по котоpым даны местные и
дополнительные виды.
Следует помнить, что штpиховка сечений одной и
той же детали одинакова на всех изобpажениях.
192.
На чеpтежах общего вида часто не изобpажают фаски,галтели, пpоточки и т.п. элементы. Hа рабочих чеpтежах деталей
эти элементы должны быть обязательно показаны.
Фаски обязательны на тоpцах наpужных и внутpенних
сопpягаемых цилиндpических повеpхностей с той стоpоны, с
котоpой пpоизводится их соединение пpи монтаже.
Галтели (скpугления) необходимы в местах pезких изменений
сечения у сильно нагpуженных деталей во избежание их поломок
из-за концентpации напpяжений в остpых углах.
Пpоточки на цилиндpических и конических повеpхностях
около уступов пpименяют пpи теpмообpаботке или обpаботке этих
повеpхностей абpазивами с целью получения высокой точности.
193.
ВОПРОСЫ К ЭКЗАМЕНУ1 «Форматы» ГОСТ 2.301-68. «Масштабы»
ГОСТ 2.302-68. «Линии» 2.303-68.
2 Основные и дополнительные виды на чертеже.
3 Разрезы. Простые разрезы. Их изображения и обозначения.
4 Сложные разрезы. Особенности
их выполнения
обозначения.
5 Местные разрезы.
6 Сечения. Виды сечений.
7 Особенности изображений и обозначений сечений.
8 Условности и упрощения выполнения изображений.
9 Правила нанесения размеров на чертежах.
10 Резьба. Основные параметры резьбы.
11 Типы резьб и их обозначение.
12 Изображение резьбы на стержне и в отверстии.
13 Резьба метрическая. Изображение и обозначение
метрической резьбы на на стержне и в отверстии.
и
194.
14 Соединения резьбовые. Изображение их на чертежах.15 Аксонометрические проекции. Оси.
Коэффициенты искажения. Штриховка.
16 Прямоугольная изометрическая проекция.
Расположение осей, коэффициенты искажения и штриховка.
17 Определение изделия. Определение детали и сборочной единицы.
18 Рабочий чертеж детали и требования к его оформлению.
19 Эскиз детали и требования к его оформлению.
20 Общность и отличия оформления рабочего чертежа и эскиза.
21 Обозначение шероховатости поверхностей..
22 Структура обозначения шероховатости поверхностей.
23 Способы простановки знаков шероховатости
поверхностей на рабочих чертежах и эскизах деталей.
24 Сборочный чертеж и требования к его оформлению.
25 Спецификация