
















































 industry
industrySimilar presentations:










Жесткость технологической системы
1. ЖЕСТКОСТЬ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
Технология машиностроенияЛекция 4
2. Содержание
1.2.
3.
4.
5.
Основные определения.
Жесткость станка.
Жесткость заготовки и инструмента.
Пути снижения погрешности Δу.
Влияние колебаний
технологической системы на
точность обработки.
11.01.2019
Лекция 4
Коккарева Е.С.
2
3. Основные определения
ОСНОВНЫЕОПРЕДЕЛЕНИЯ
11.01.2019
Лекция 4
Коккарева Е.С.
3
4. Технологическая система
При обработке станок, приспособление, заготовка,инструмент представляют собой замкнутую упругую
систему, которая называется технологической системой.
Станочные
приспособления
Узлы станка
Заготовка
Инструмент
11.01.2019
Лекция 4
Коккарева Е.С.
4
5. Погрешность от деформации технологической системы
Погрешность от деформации технологической системы подвлиянием сил резания Δу обычно представляют как сумму
деформаций элементов технологической системы:
D у = Dу ст + Dу пр + Dу инстр + Dу заг
Dу ст – погрешность от упругих деформаций
Dу пр
Dу инстр
Dу заг
11.01.2019
узлов станка;
– погрешность от упругих деформаций
станочного приспособления;
– погрешность от упругих деформаций
инструмента;
– погрешность от упругих деформаций
заготовки.
Лекция 4
Коккарева Е.С.
5
6. Составляющие силы резания при токарной обработке
осевая составляющаянормальная составляющая
тангенциальная составляющая
сила резания
11.01.2019
Лекция 4
Коккарева Е.С.
6
7. Коэффициент жесткости
На размеры и форму обрабатываемых заготовок, восновном, влияет составляющая силы резания,
направленная по нормали к обрабатываемой поверхности.
Для определения деформаций технологической системы
часто пользуются коэффициентом жесткости:
j=
Py
Dy
где Py – нормальная составляющая силы резания;
Δ y – суммарное смещение лезвия режущего
инструмента, измеренное по нормали к обрабатываемой
поверхности.
11.01.2019
Лекция 4
Коккарева Е.С.
7
8. Определение коэффициента жесткости технологической системы
Коэффициент жесткости технологической системы можноопределить из соотношения:
1 1
1
1
1
=
+
+
+
j jст jпр jинстр jзаг
,
где jст – коэффициент жесткости станка;
jпр – коэффициент жесткости приспособления;
jинстр – коэффициент жесткости инструмента;
jзаг – коэффициент жесткости заготовки.
11.01.2019
Лекция 4
Коккарева Е.С.
8
9. Жесткость станка
ЖЕСТКОСТЬ СТАНКА11.01.2019
Лекция 4
Коккарева Е.С.
9
10. Жесткость станка
Главная составляющая коэффициентажесткости технологической системы – это
коэффициент жесткости станка.
Станок является сложной системой,
поэтому коэффициент жесткости станка
удобнее определять экспериментальными
методами.
Существует два метода определения
коэффициента жесткости
металлорежущих станков: статический и
производственный.
11.01.2019
Лекция 4
Коккарева Е.С.
10
11. Статический метод определения коэффициента жесткости станка
индикаторPy
схема измерения
перемещений
11.01.2019
график зависимости
нагрузки от перемещения
Лекция 4
Коккарева Е.С.
11
12. Производственный метод определения коэффициента жесткости станка
Производственный метод определениякоэффициента жесткости
металлорежущих станков основан на
принципе обработки заготовок с
неравномерным припуском (переменной
глубиной резания).
Неравномерный припуск при обработке
может быть получен за счет
эксцентриситета заготовки, ее
конусоообразности или ступенчатости.
11.01.2019
Лекция 4
Коккарева Е.С.
12
13. Схема определения коэффициента жесткости станка производственным методом
Δзаг – величина ступенидо обработки
Δдет - величина
остаточной ступени
после обработки
D заг
ε=
D дет
11.01.2019
Лекция 4
Коккарева Е.С.
- уточнение
13
14. Формула для расчета коэффициента жесткости станка производственным методом:
40 , 75
=
l
jст 10
Сp s e
, Н/мкм
где λ – коэффициент, зависящий от геометрии резца
Cp – коэффициент, зависящий от состояния
режущей кромки и механических
свойств
обрабатываемого материала;
s – подача, мм/об;
ε – уточнение.
11.01.2019
Лекция 4
Коккарева Е.С.
14
15. Жесткость заготовки и инструмента
ЖЕСТКОСТЬ ЗАГОТОВКИИ ИНСТРУМЕНТА
11.01.2019
Лекция 4
Коккарева Е.С.
15
16. Жесткость заготовки и инструмента
Деформацию заготовки под действиемсилы резания можно определить,
используя формулы сопротивления
материалов. В качестве примеров
рассматриваются:
деформация заготовки при установке в
центрах;
деформация заготовки при установке в
патроне;
деформация токарного резца под
действием составляющей силы резания
Pz .
11.01.2019
Лекция 4
Коккарева Е.С.
16
17. Жесткость заготовки при установке в центрах
Расчетный случай: определение максимальногопрогиба заготовки Δyзаг при установке в центрах
l – длина заготовки; d – диаметр заготовки
11.01.2019
Лекция 4
Коккарева Е.С.
17
18. Жесткость заготовки при установке в центрах
Расчетная схема обработки вала в центрах11.01.2019
Лекция 4
Коккарева Е.С.
18
19. Жесткость заготовки при установке в центрах
Максимальный прогиб вала:Dy заг =
где
11.01.2019
Py l 3
48 E J
,
Е – модуль упругости;
J – момент инерции сечения
вала относительно оси.
Лекция 4
Коккарева Е.С.
19
20. Жесткость заготовки при установке в центрах
Коэффициент жесткости заготовки при положениирезца посередине:
48 E J
j=
l3
Для кругового сечения момент инерции
равен
J=
11.01.2019
d4
64
Лекция 4
Коккарева Е.С.
20
21. Жесткость заготовки при установке в патроне
Расчетный случай: определение максимальногопрогиба заготовки Δyзаг при установке в патроне
l – вылет заготовки; d – диаметр заготовки
11.01.2019
Лекция 4
Коккарева Е.С.
21
22. Жесткость заготовки при установке в патроне
Расчетная схема обработки вала в патроне11.01.2019
Лекция 4
Коккарева Е.С.
22
23. Жесткость заготовки при установке в патроне
Максимальный прогиб вала:Dy заг =
Py l 3
3 E J
.
Коэффициент жесткости заготовки при
положении резца на краю:
3 E J
j=
.
3
l
11.01.2019
Лекция 4
Коккарева Е.С.
23
24. Деформация инструмента под влиянием составляющей Pz
Под влиянием составляющей Pz резец отжимаетсявниз. При этом диаметр обрабатываемого вала
увеличивается
lр – вылет резца
11.01.2019
Лекция 4
Коккарева Е.С.
24
25. Деформация инструмента под влиянием составляющей Pz
Для того, чтобы предотвратить возникновениевибраций при обработке применяется проверочный
расчет резца на жесткость.
Расчетная схема:
11.01.2019
Лекция 4
Коккарева Е.С.
25
26. Деформация инструмента под влиянием составляющей Pz
Максимальный прогиб резца:Dz инстр =
Pz lр
3
3 E J инстр
.
J инстр – момент инерции сечения инструмента
11.01.2019
Лекция 4
Коккарева Е.С.
26
27. Деформация инструмента под влиянием составляющей Pz
Момент инерции для прямоугольногосечения резца
b h
.
J=
12
3
где b – высота сечения;
h – ширина сечения.
11.01.2019
Лекция 4
Коккарева Е.С.
27
28. Деформация инструмента под влиянием составляющей Pz
Максимальный прогиб резца долженудовлетворять следующим условиям:
- для черновой обработки
Dz инстр 0,1 мм.
- для чистовой обработки
Dz инстр 0,05 мм.
11.01.2019
Лекция 4
Коккарева Е.С.
28
29. Пути снижения погрешности Δу
ПУТИ СНИЖЕНИЯПОГРЕШНОСТИ ΔУ
11.01.2019
Лекция 4
Коккарева Е.С.
29
30. Пути снижения погрешности от деформации технологической системы Δу
При чистовой обработке заготовок,чтобы избежать накопления
погрешностей формы,
необходимо с каждым проходом
уменьшать снимаемый припуск.
11.01.2019
Лекция 4
Коккарева Е.С.
30
31. Пример: шлифование вала в центрах
t 1= t 211.01.2019
Лекция 4
Коккарева Е.С.
31
32. Пути снижения погрешности от деформации технологической системы Δу
Для повышения точности обработкинеобходимо увеличивать жесткость
технологической системы, именно
станка;
заготовки;
инструмента.
11.01.2019
Лекция 4
Коккарева Е.С.
32
33. Пример установки заготовки
11.01.2019Лекция 4
Коккарева Е.С.
33
34. Пример установки заготовки
11.01.2019Лекция 4
Коккарева Е.С.
34
35. Пример уменьшения вылета инструмента
11.01.2019Лекция 4
Коккарева Е.С.
35
36. Пример применения расточной оправки
11.01.2019Лекция 4
Коккарева Е.С.
36
37. Пути снижения погрешности от деформации технологической системы Δу
Последовательность обработкидолжна быть такой,
чтобы раньше времени не
ослаблять заготовку
11.01.2019
Лекция 4
Коккарева Е.С.
37
38. Пример: изготовление тонких шайб
1 переход11.01.2019
2 переход
Лекция 4
Коккарева Е.С.
3 переход
38
39. Влияние колебаний технологической системы на точность обработки
ВЛИЯНИЕ КОЛЕБАНИЙТЕХНОЛОГИЧЕСКОЙ
СИСТЕМЫ НА ТОЧНОСТЬ
ОБРАБОТКИ
11.01.2019
Лекция 4
Коккарева Е.С.
39
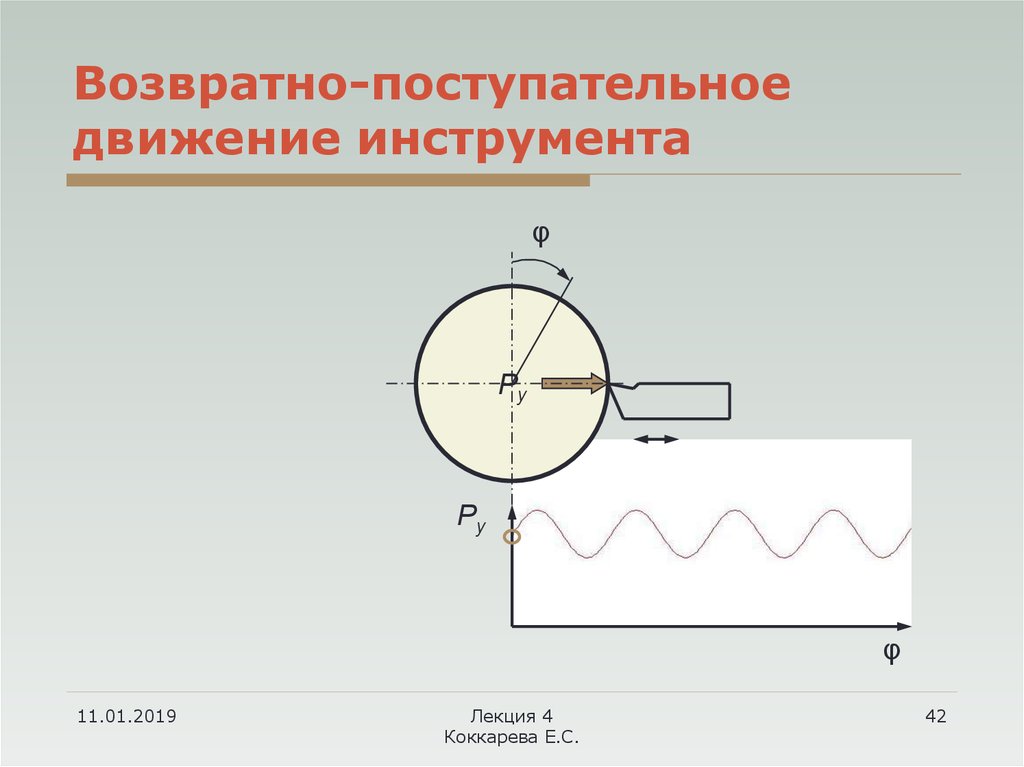
40. Влияние колебаний технологической системы на точность обработки
Технологическая система является замкнутойупругой динамической системой
При обработке деталей резанием элементы
технологической системы совершают
колебания с определенной частотой и
амплитудой.
Колебания оказывают отрицательное
действие на точность обработки, т.к.
инструмент совершает возвратнопоступательное движение по направлению
действия составляющей силы резания Py
11.01.2019
Лекция 4
Коккарева Е.С.
40
41. Отрицательное влияние колебаний на точность обработки
Отрицательное влияние колебаний наточность обработки выражается в том,
что
ухудшаются параметры шероховатости;
появляется заметная волнистость,
усиливается износ инструмента
(пропорционально квадрату амплитуды
колебаний).
Поэтому необходимо уменьшать
амплитуду колебаний.
11.01.2019
Лекция 4
Коккарева Е.С.
41
42.
Возвратно-поступательноедвижение инструмента
φ
Py
Py
φ
11.01.2019
Лекция 4
Коккарева Е.С.
42
43. Виды колебаний
Вынужденные колебанияпроисходят с постоянной
амплитудой и частотой
11.01.2019
Свободные колебания
происходят с собственной
частотой системы и
являются затухающими
Лекция 4
Коккарева Е.С.
43
44. Вынужденные колебания технологической системы
Источником вынужденных колебаний являетсявращение шпинделя станка с определенной частотой.
Частота вынужденных колебаний станка
n
fв =
60
, Гц,
где n – частота вращения шпинделя, об/мин.
Для
самых
распространенных
режимов
обработки металлов n = 300…1000 об/мин, что
соответствует частоте f в= 5…15 Гц.
11.01.2019
Лекция 4
Коккарева Е.С.
44
45. Свободные колебания технологической системы
.Собственная частота свободных колебаний
технологической системы fс прямо пропорциональна
жесткости j технологической системы
fс ~ j.
Собственная частота fс также обратно
пропорциональна массе m технологической системы
1
fс ~
m
11.01.2019
Лекция 4
Коккарева Е.С.
45
46. Свободные колебания технологической системы
.Технологическая система – сложная система.
Она имеет несколько собственных частот,
соответствующих основным ее элементам (станку,
приспособлению, заготовке, инструменту)
К примеру:
Колебания узлов станка происходят с
fс= 10…100 Гц.
Колебания режущего инструмента происходят с
fс= 1500…4000 Гц.
11.01.2019
Лекция 4
Коккарева Е.С.
46
47. Определение автоколебаний
Автоколебания - это самовозбуждающиесяколебания с частотой,
близкой к одной из собственных частот
системы,
вызываемые самим процессом резания.
Отличительная особеность автоколебаний
– они возникают после касания заготовки
инструментом, после отвода инструмента
сразу исчезают.
11.01.2019
Лекция 4
Коккарева Е.С.
47
48. Иллюстрация механизма возникновения автоколебаний
11.01.2019Лекция 4
Коккарева Е.С.
48
49. Борьба с вредными последствиями автоколебаниий
Борьба с автоколебаниями сводится кснижению их амплитуды до
безопасного уровня.
Радикальные средства борьбы с
автоколебаниями это:
- увеличение жесткости самого
слабого элемента технологической
системы;
- применение демпферов.
11.01.2019
Лекция 4
Коккарева Е.С.
49
50. Борьба с вредными последствиями автоколебаниий
В небольших пределах можно уменьшитьамплитуду колебаний за счет изменения
режимов резания:
-
увеличением скорости резания V;
- уменьшением глубины резания t;
- увеличением подачи s;
- увеличением главного угла в плане резца
φ до 70-80˚.
- применением смазочно-охлаждающей
жидкости.
11.01.2019
Лекция 4
Коккарева Е.С.
50